Спосіб виготовлення деталей прокатного обладнання
Номер патенту: 65079
Опубліковано: 15.03.2004
Автори: Матула Олексій Андрійович, Климанчук Владислав Владиславович, Голі-Оглу Володимир Семенович, Кирильченко Петро Миколайович, Бойко Володимир Семенович, Щетинін Сергій Вікторович, Шебаніц Едуард Миколайович
Формула / Реферат
Спосіб виготовлення деталей прокатного обладнання, при якому по деталі і металу пропускають постійний струм співпадаючого напрямку, який відрізняється тим, що метал припасовують до деталі з механічним тиском, величину якого встановлюють у залежності від процесу відповідно до виразу:
![]() МПа,
МПа,
де ![]() - ширина металу, мм;
- ширина металу, мм;
![]() - радіус деталі, мм;
- радіус деталі, мм;
![]() - величина постійного струму, що пропускається по деталі і металу, А.
- величина постійного струму, що пропускається по деталі і металу, А.
Текст
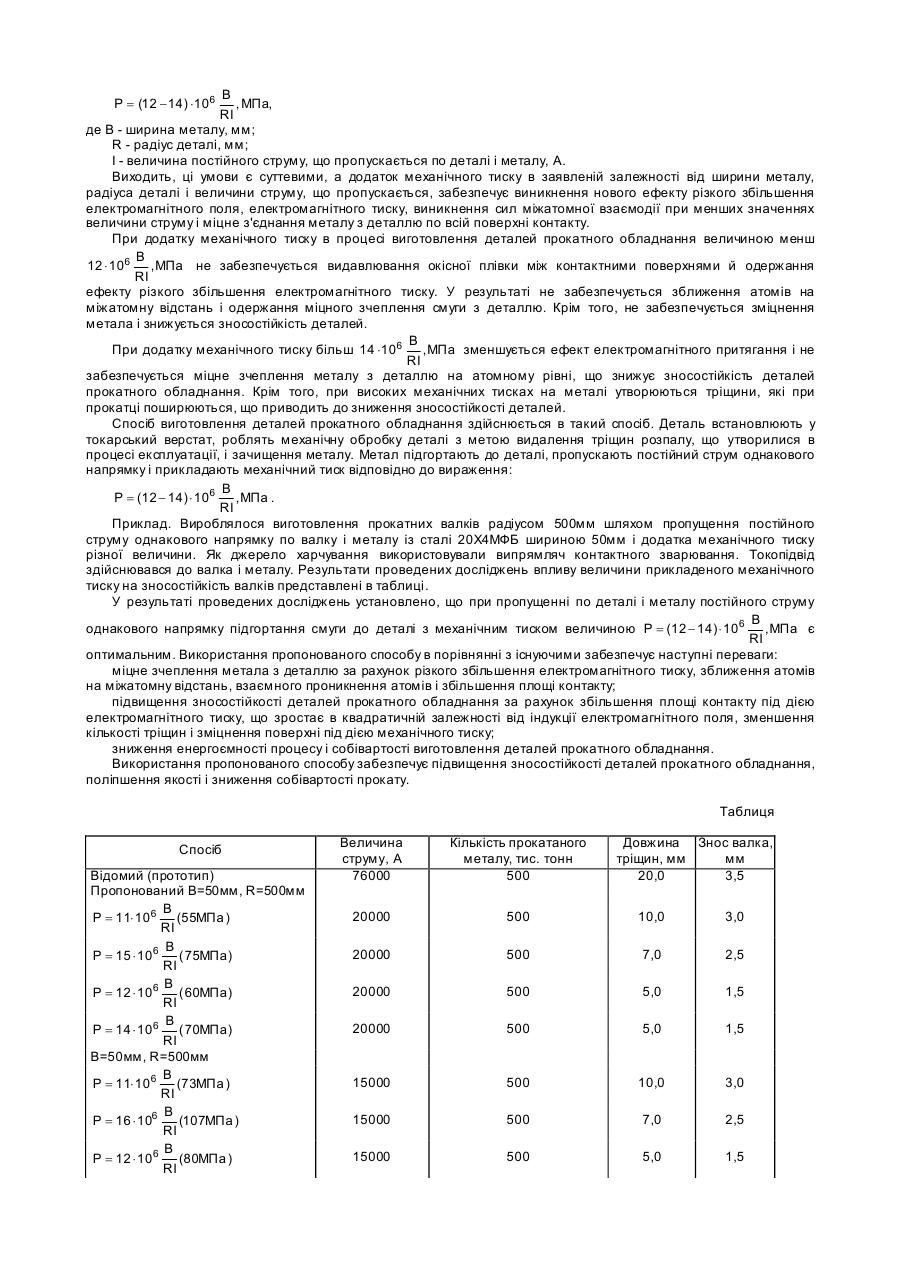
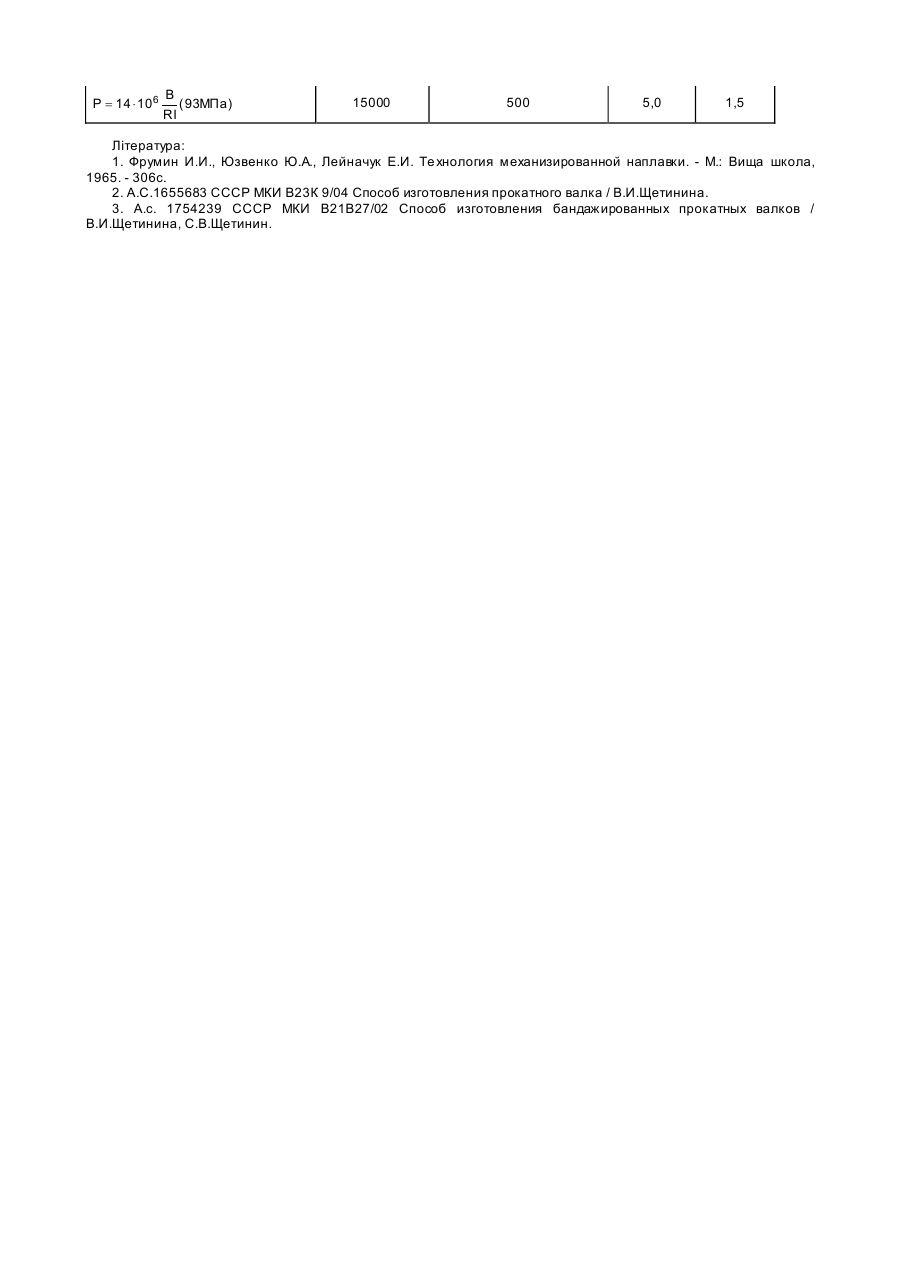
Винахід відноситься до області електродугового наплавлення і може бути використаний при виготовленні циліндричних деталей прокатного обладнання в чорній металургії. Виготовлення циліндричних деталей обмежено складністю нанесення зносостійкого покриття і підвищення працездатності деталей прокатного обладнання. Відомий спосіб виготовлення циліндричних деталей шляхом електродугового наплавлення [1], у процесі якого електродний і основний метал розплавляються, що забезпечує зближення атомів на міжатомну відстань і виникнення міжатомних сил зв'язків. Однак при електродуговому наплавленні внаслідок тепловнесення в деталях виникають значні зварювальні напруги, що приводять до виникнення тріщин, відшаровуванню наплавленого металу і зниженню зносостійкості деталей прокатного обладнання. Відомий спосіб виготовлення прокатного валка [2], при якому до осі валка приварюють навиту у формі спирали смугу, що навивають по довжині бочки валка пошарно, причому смугу одночасно приварюють до бочки валка чи нижчележачому шару і зварюють між собою, а зварний шов кожного наступного шару зміщають щодо попереднього на величину, рівну половині ширини смуги. Однак при цьому неможливо виключити виникнення зварювальних напруг і при виготовленні валків з високовуглеродистої сталі необхідні попередній і супутній підігрів, термообробка й уповільнене охолодження. Відомий, узятий за прототип, спосіб виготовлення бандажованих прокатних валків [3], при якому для з'єднання витків смуги з віссю валка й один з одним за рахунок електромагнітних сил притягання уздовж смуги й у поперечному перерізі валка пропускають постійний струм співпадаючого напрямку, при цьому силу струму визначають відповідно до залежності: B I = (11 - 12 ) × 10 5 , D де І - сила стр уму; В - ширина смуги, м; D - діаметр валків, м. Однак при цьому для міцного зчеплення смуги з валком необхідна велика величина струму, що пропускається по валку і смузі, і для підвищення зносостійкості виготовлення смуги з високовуглеродистої сталі. Це знижує пластичні властивості смуги і приводить до значного підвищення величини струму. В основу винаходу поставлена задача розробити спосіб виготовлення деталей прокатного обладнання, у якому використання нових умов здійснення дій дозволить знизити величину струму, зварювальні напруги, підвищити тріщиностійкість і зносостійкість циліндричних деталей. Поставлена задача зважується за рахунок того, що в способі виготовлення деталей прокатного обладнання , при якому по деталі і металу пропускають постійний струм співпадаючого напрямку, відповідно винаходу метал підгортають до деталі з механічним тиском, величину якого встановлюють у залежності від процесу відповідно до вираження: B P = (12 - 14 ) ×10 6 , МПа, RI де В - ширина металу, мм; R - радіус деталі, мм; І - величина постійного струму, що пропускається по деталі і металу, А. Додаток до металу, що навивається, механічного тиску у заявленій залежності забезпечує зміну напруженодеформаційного стану металу і деталі в місці з'єднання, що приводить до різкого збільшення індукції й у квадратичній залежності електромагнітного тиску. Під дією механічного тиску порушується рівновага атомів у місці контакту, що приводить до різкого зниження тиску, необхідного для пластичної деформації. На початку при досягненні границі текучості починається пластична деформація і гнучка металу по радіусу. При цьому під дією механічного тиску при вигині металу порушуються міжатомні зв'язки з розташованою на металі окалиною, що видавлюється з поверхні. Контактні поверхні нівелюються і зближаються на міжатомну відстань за рахунок електромагнітних сил притягання, що зростають при зменшенні відстані між атомами. Електромагнітні сили й електромагнітний тиск різко зростають унаслідок розташування металу і деталі під гострим кутом і концентрації силових ліній поля в місці контакту. При цьому електромагнітні поля деталі і металу в місці контакту взаємно знищуються, і утворюється одне поле, що забезпечує існування деталі з металом як єдиного тіла. При додатку механічного тиску відбувається зміцнення металу, що підвищує зносостійкість деталей. Крім того, унаслідок навивки тонкого металу трі щини, утворені в процесі експлуатації під дією значних ударних, силових навантажень і термічного впливу на поверхні деталі, зупиняються на границі шарів, що підвищує тріщиностійкість і зносостійкість деталей прокатного обладнання. Підвищення зносостійкості валків приводить до поліпшення якості, зниженню видаткового коефіцієнта металу на тонну прокату і собівартості прокату. Для з'єднання навитого металу з деталлю при додатку механічного тиску використовується струм меншої величини, що знижує енергоємність і собівартість процесу відновлення і зміцнення деталей металургійного обладнання. Всі існуючі способи виготовлення деталей прокатного обладнання засновані на зближенні атомів на міжатомну відстань за рахунок розплавлювання електродного металу, крайок металу, поверхні деталі і виникнення електромагнітних сил притягання. Заявлений винахід заснований на ефективному способі зближення атомів на міжатомну відстань за рахунок комплексу впливу електромагнітного тиску притягання і механічного тиску в залежності від ширини метала, радіуса деталі і величини струму, що пропускається по деталі і металу. Отже, даний спосіб виявляє свої властивості - забезпечення виникнення сил міжатомної взаємодії по всій поверхні контакту металу і деталі за певних умов, а саме при підгортанні металу до деталі в процесі пропущення постійного струму однакового напрямку з механічним тиском, величину якого встановлюють у залежності від процесу відповідно до вираження: B , МПа, RI де В - ширина металу, мм; R - радіус деталі, мм; І - величина постійного струму, що пропускається по деталі і металу, А. Виходить, ці умови є суттевими, а додаток механічного тиску в заявленій залежності від ширини металу, радіуса деталі і величини струму, що пропускається, забезпечує виникнення нового ефекту різкого збільшення електромагнітного поля, електромагнітного тиску, виникнення сил міжатомної взаємодії при менших значеннях величини струму і міцне з'єднання металу з деталлю по всій поверхні контакту. При додатку механічного тиску в процесі виготовлення деталей прокатного обладнання величиною менш B 12 × 10 6 , МПа не забезпечується видавлювання окісної плівки між контактними поверхнями й одержання RI ефекту різкого збільшення електромагнітного тиску. У результаті не забезпечується зближення атомів на міжатомну відстань і одержання міцного зчеплення смуги з деталлю. Крім того, не забезпечується зміцнення метала і знижується зносостійкість деталей. B При додатку механічного тиску більш 14 ×10 6 , МПа зменшується ефект електромагнітного притягання і не RI забезпечується міцне зчеплення металу з деталлю на атомному рівні, що знижує зносостійкість деталей прокатного обладнання. Крім того, при високих механічних тисках на металі утворюються тріщини, які при прокатці поширюються, що приводить до зниження зносостійкості деталей. Спосіб виготовлення деталей прокатного обладнання здійснюється в такий спосіб. Деталь встановлюють у токарський верстат, роблять механічну обробку деталі з метою видалення тріщин розпалу, що утворилися в процесі експлуатації, і зачищення металу. Метал підгортають до деталі, пропускають постійний струм однакового напрямку і прикладають механічний тиск відповідно до вираження: B P = (12 - 14 ) × 10 6 , МПа . RI Приклад. Вироблялося виготовлення прокатних валків радіусом 500мм шляхом пропущення постійного струму однакового напрямку по валку і металу із сталі 20Х4МФБ шириною 50мм і додатка механічного тиску різної величини. Як джерело харчування використовували випрямляч контактного зварювання. Токопідвід здійснювався до валка і металу. Результати проведених досліджень впливу величини прикладеного механічного тиску на зносостійкість валків представлені в таблиці. У результаті проведених досліджень установлено, що при пропущенні по деталі і металу постійного струму B однакового напрямку підгортання смуги до деталі з механічним тиском величиною P = (12 - 14 ) × 10 6 , МПа є RI оптимальним. Використання пропонованого способу в порівнянні з існуючими забезпечує наступні переваги: міцне зчеплення метала з деталлю за рахунок різкого збільшення електромагнітного тиску, зближення атомів на міжатомну відстань, взаємного проникнення атомів і збільшення площі контакту; підвищення зносостійкості деталей прокатного обладнання за рахунок збільшення площі контакту під дією електромагнітного тиску, що зростає в квадратичній залежності від індукції електромагнітного поля, зменшення кількості тріщин і зміцнення поверхні під дією механічного тиску; зниження енергоємності процесу і собівартості виготовлення деталей прокатного обладнання. Використання пропонованого способу забезпечує підвищення зносостійкості деталей прокатного обладнання, поліпшення якості і зниження собівартості прокату. P = (12 - 14 ) ×10 6 Таблиця Спосіб Відомий (прототип) Пропонований В=50мм, R=500мм B P = 11× 10 6 (55МПа ) RI B P = 15 × 10 6 ( 75МПа ) RI B P = 12 × 10 6 ( 60МПа ) RI B P = 14 × 10 6 ( 70МПа ) RI В=50мм, R=500мм B P = 11× 10 6 (73МПа ) RI B P = 16 × 106 (107МПа ) RI B P = 12 × 10 6 (80МПа ) RI Величина струму, А 76000 Кількість прокатаного металу, тис. тонн 500 Довжина Знос валка, тріщин, мм мм 20,0 3,5 20000 500 10,0 3,0 20000 500 7,0 2,5 20000 500 5,0 1,5 20000 500 5,0 1,5 15000 500 10,0 3,0 15000 500 7,0 2,5 15000 500 5,0 1,5 P = 14 × 10 6 B ( 93МПа ) RI 15000 500 5,0 1,5 Література: 1. Фрумин И.И., Юзвенко Ю.А., Лейначук Е.И. Те хнология механизированной наплавки. - М.: Вища школа, 1965. - 306с. 2. А.С.1655683 СССР МКИ В23К 9/04 Способ изготовления прокатного валка / В.И.Щетинина. 3. А.c. 1754239 СССР МКИ В21В27/02 Способ изготовления бандажированных прокатных валков / В.И.Щетинина, С.В.Щетинин.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of the parts of rolling-mill machinery
Автори англійськоюBoiko Volodymyr Semenovych, Schetynin Serhii Viktorovych, Klimanchuk Vladyslav Vladyslavovych, Klimanchuk Vladyslav Vladyslavovych, Kyrylchenko Petro Mykolaiovych, Shebanyts Eduard Mykolaiovych, Holi-Ohlu Volodymyr Semenovych, Matula Oleksii Andriovych
Назва патенту російськоюСпособ изготовления деталей прокатного оборудования
Автори російськоюБойко Владимир Семенович, Щетинин Сергей Викторович, Климанчук Владислав Владиславович, Кирильченко Петр Николаевич, Шебаниц Эдуард Николаевич, Голи-Оглу Владимир Семенович, Матула Алексей Андреевич
МПК / Мітки
МПК: B23B 27/00
Мітки: спосіб, обладнання, прокатного, виготовлення, деталей
Код посилання
<a href="https://ua.patents.su/3-65079-sposib-vigotovlennya-detalejj-prokatnogo-obladnannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення деталей прокатного обладнання</a>
Спосіб виготовлення сталевих механічних деталей і сталь для виготовлення цих деталей
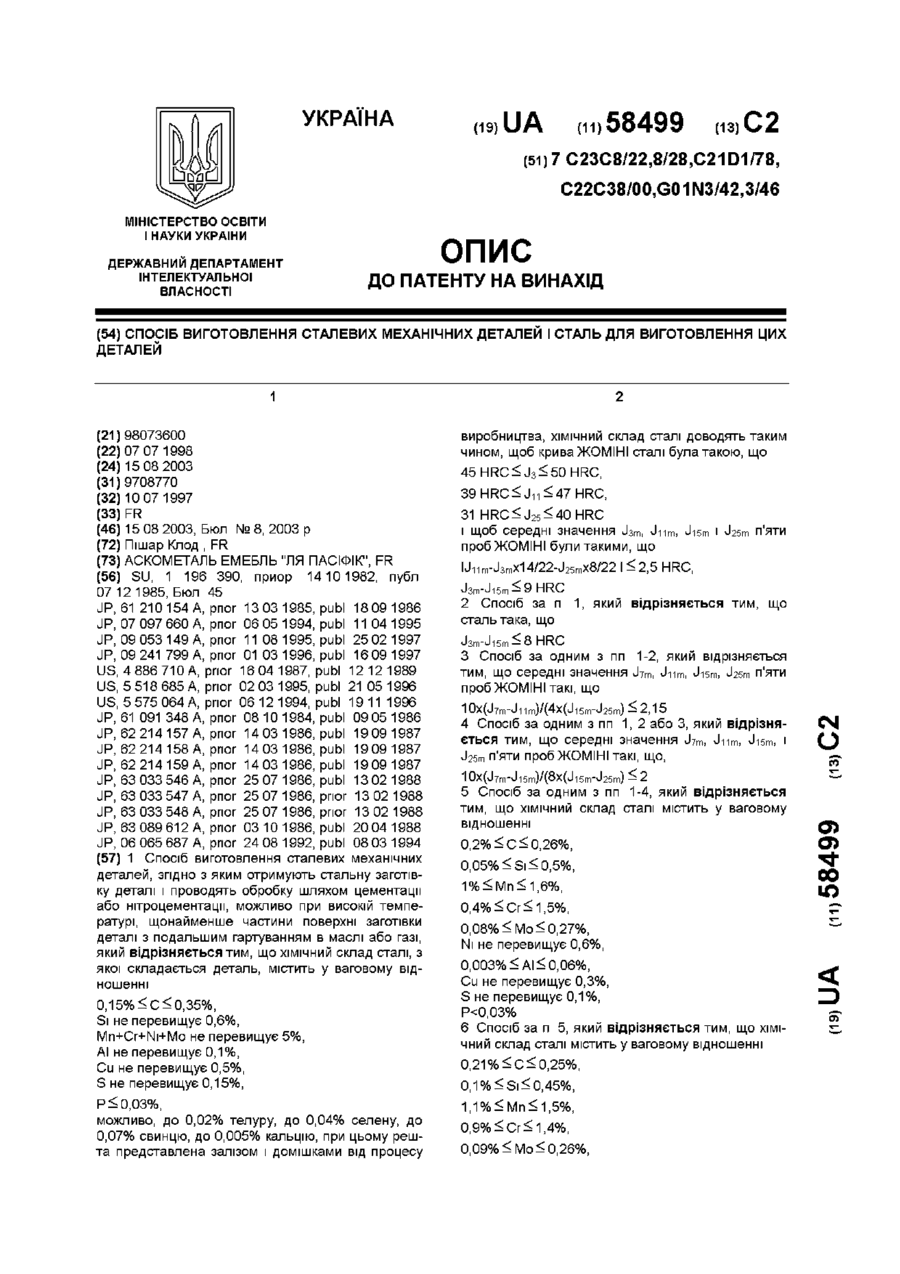
Номер патенту: 58499
Опубліковано: 15.08.2003
Автор: Пішар Клод
МПК: C22C 38/00, C22C 38/60, C23C 8/06, C21D 1/06, C23C 8/08
Мітки: сталевих, виготовлення, механічних, сталь, цих, спосіб, деталей
Формула / Реферат:
1. Спосіб виготовлення сталевих механічних деталей, згідно з яким отримують стальну заготівку деталі і проводять обробку шляхом цементації або нітроцементації, можливо при високій температурі, щонайменше частини поверхні заготівки деталі з подальшим гартуванням в маслі або газі, який відрізняється тим, що хімічний склад сталі, з якої складається деталь, містить у ваговому відношенні:0,15%
Спосіб виготовлення багатошарового прокатного валка
Номер патенту: 15510
Опубліковано: 30.06.1997
Автори: Ковтун Костянтин Васильович, Волокита Генадій Іванович
МПК: B22F 7/06
Мітки: валка, спосіб, багатошарового, виготовлення, прокатного
Формула / Реферат:
(57) Способ изготовления многослойногопрокатного валка, преимущественно для прокатки труднодеформируемых материалов, включающий помещение металлического стержня в металлический стакан, установку внутри последнего разделительного цилиндра, засыпку в образовавшиеся полости порошковых материалов, удаление разделительного цилиндра, вакуумирование, герметизацию и последующее горячее изостатическое прессование, отличающийся тем, что перед засыпкой...
Спосіб виготовлення гнутих деталей із профільного прокату
Номер патенту: 55692
Опубліковано: 15.04.2003
Автори: Миронов Василь Ігорович, Квасницький Вячеслав Федорович, Ничипоров Михайло Миколайович
МПК: B21D 7/02
Мітки: профільного, деталей, гнутих, спосіб, виготовлення, прокату
Формула / Реферат:
Спосіб виготовлення гнутих деталей із профільного прокату, що включає плазово-розмічувальні роботи і розкрій заготовок, гнуття заготовок та їх контроль, відокремлення залишків і згинальних припусків, який відрізняється тим, що в процесі плазово-розмічувальних робіт деталі з однаковою чи близькою по кінцях кривизною попарно сортують і укладають на сортові заготовки максимальною кривизною назустріч одна одній без згинальних припусків, потім...
Спосіб виготовлення металевої штаби шляхом деформування валками прокатного стану
Номер патенту: 38089
Опубліковано: 15.05.2001
Автори: Лазоркін Віктор Андрійович, Терновий Юрій Федорович, Артамонов Юрій Вікторович
МПК: B21B 1/22
Мітки: шляхом, спосіб, прокатного, валками, штаби, деформування, стану, виготовлення, металевої
Текст:
...1550 мм листи шириною 800, 1000, 1250, 1400, 1500, 1550 мм та листи з проміжними розмірами за шириною. Приклад. Сляб розмірами 120x1500x5000 мм зі сталі 20КП нагрівають в методичній печі до температури 1300°С, прокатують в чорновій групі клітей до перерізу 25x1520 мм, потім в шестиклітевій чистовій групі з пластичним розтягуванням в міжклітевому просторі. При цьому, відношення швидкості прокатування між другою і першою клітями складає 1,06;...
Спосіб виготовлення гнутих деталей із профільного прокату
Номер патенту: 54061
Опубліковано: 17.02.2003
Автори: Квасницький Вячеслав Федорович, Миронов Василь Ігорович
МПК: B21D 7/02
Мітки: спосіб, виготовлення, прокату, деталей, профільного, гнутих
Формула / Реферат:
Спосіб виготовлення гнутих деталей із профільного прокату, що включає розмічувальні роботи і розкрій заготовок без припусків на гнуття, приварку до заготовок допоміжних елементів, гнуття заготовок та їх контроль, відрізання допоміжних елементів і контуровку вигнутих деталей, який відрізняється тим, що в процесі розмічувальних робіт укладання деталей на сортові смуги виконують попарно таким чином, щоб суміжні ділянки сформованих пар деталей...
Попередній патент: Кламер комбінований для фіксації часткового знімного протеза
Наступний патент: Спосіб електродугового приварювання труб до плоских поверхонь
Випадковий патент: Спосіб знеболювання електричним струмом при лікуванні неускладненого карієсу зубів