Спосіб нарізування внутрішньої різі у нерухомих заготовках
Номер патенту: 66723
Опубліковано: 17.05.2004
Автори: Ошейко Євген Анатолійович, Великоцький Роман Євгенович, Бондар Ігор Олександрович

Формула / Реферат
Спосіб нарізування внутрішньої різі у нерухомих заготовках, при якому вісь інструмента зміщують щодо осі отвору, який відрізняється тим, що інструмент виконують у вигляді мітчика діаметром, що дорівнює 0,4-0,6 діаметра різі, а врізання мітчика здійснюють подачею заготовки, закріпленої на столі верстата, причому подачу заготовки виконують рівною кроку різі отвору за один оберт обертання шпинделя верстата, при цьому мітчик оснащують однією різальною частиною, із кроком і профілем формованої різі, а зсув осі інструмента щодо осі отвору нерухомої заготовки виконують на відстань Н=(do-dм)/2, де:
Н - відстань зсуву осі інструмента щодо осі отвору нерухомої заготовки, мм;
do - діаметр різі отвору, мм;
dм - діаметр різі мітчика, мм.
Текст
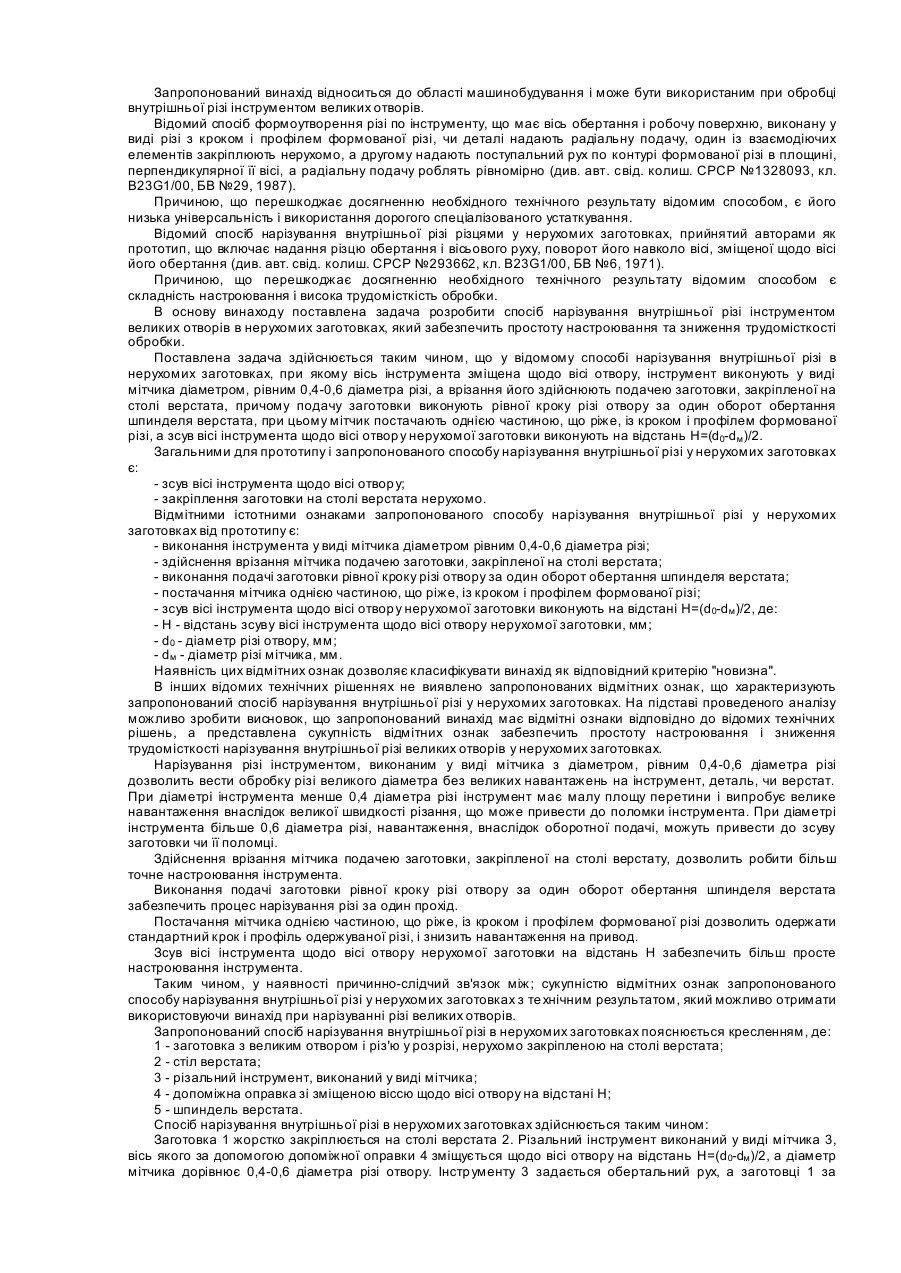
Запропонований винахід відноситься до області машинобудування і може бути використаним при обробці внутрішньої різі інструментом великих отворів. Відомий спосіб формоутворення різі по інструменту, що має вісь обертання і робочу поверхню, виконану у виді різі з кроком і профілем формованої різі, чи деталі надають радіальну подачу, один із взаємодіючих елементів закріплюють нерухомо, а другому надають поступальний рух по контурі формованої різі в площині, перпендикулярної її вісі, а радіальну подачу роблять рівномірно (див. авт. свід. колиш. СРСР №1328093, кл. В23G1/00, БВ №29, 1987). Причиною, що перешкоджає досягненню необхідного технічного результату відомим способом, є його низька універсальність і використання дорогого спеціалізованого устаткування. Відомий спосіб нарізування внутрішньої різі різцями у нерухомих заготовках, прийнятий авторами як прототип, що включає надання різцю обертання і вісьового руху, поворот його навколо вісі, зміщеної щодо вісі його обертання (див. авт. свід. колиш. СРСР №293662, кл. В23G1/00, БВ №6, 1971). Причиною, що перешкоджає досягненню необхідного технічного результату відомим способом є складність настроювання і висока трудомісткість обробки. В основу винаходу поставлена задача розробити спосіб нарізування внутрішньої різі інструментом великих отворів в нерухомих заготовках, який забезпечить простоту настроювання та зниження трудомісткості обробки. Поставлена задача здійснюється таким чином, що у відомому способі нарізування внутрішньої різі в нерухомих заготовках, при якому вісь інструмента зміщена щодо вісі отвору, інструмент виконують у виді мітчика діаметром, рівним 0,4-0,6 діаметра різі, а врізання його здійснюють подачею заготовки, закріпленої на столі верстата, причому подачу заготовки виконують рівної кроку різі отвору за один оборот обертання шпинделя верстата, при цьому мітчик постачають однією частиною, що ріже, із кроком і профілем формованої різі, а зсув вісі інструмента щодо вісі отвор у нерухомої заготовки виконують на відстань H=(d0-dм )/2. Загальними для прототипу і запропонованого способу нарізування внутрішньої різі у нерухомих заготовках є: - зсув вісі інструмента щодо вісі отвор у; - закріплення заготовки на столі верстата нерухомо. Відмітними істотними ознаками запропонованого способу нарізування внутрішньої різі у нерухомих заготовках від прототипу є: - виконання інструмента у виді мітчика діаметром рівним 0,4-0,6 діаметра різі; - здійснення врізання мітчика подачею заготовки, закріпленої на столі верстата; - виконання подачі заготовки рівної кроку різі отвору за один оборот обертання шпинделя верстата; - постачання мітчика однією частиною, що ріже, із кроком і профілем формованої різі; - зсув вісі інструмента щодо вісі отвор у нерухомої заготовки виконують на відстані H=(d0-dм )/2, де: - Н - відстань зсуву вісі інструмента щодо вісі отвору нерухомої заготовки, мм; - d0 - діаметр різі отвору, мм; - dм - діаметр різі мітчика, мм. Наявність цих відмітних ознак дозволяє класифікувати винахід як відповідний критерію "новизна". В інших відомих технічних рішеннях не виявлено запропонованих відмітних ознак, що характеризують запропонований спосіб нарізування внутрішньої різі у нерухомих заготовках. На підставі проведеного аналізу можливо зробити висновок, що запропонований винахід має відмітні ознаки відповідно до відомих технічних рішень, а представлена сукупність відмітних ознак забезпечить простоту настроювання і зниження трудомісткості нарізування внутрішньої різі великих отворів у нерухомих заготовках. Нарізування різі інструментом, виконаним у виді мітчика з діаметром, рівним 0,4-0,6 діаметра різі дозволить вести обробку різі великого діаметра без великих навантажень на інструмент, деталь, чи верстат. При діаметрі інструмента менше 0,4 діаметра різі інструмент має малу площу перетини і випробує велике навантаження внаслідок великої швидкості різання, що може привести до поломки інструмента. При діаметрі інструмента більше 0,6 діаметра різі, навантаження, внаслідок оборотної подачі, можуть привести до зсуву заготовки чи її поломці. Здійснення врізання мітчика подачею заготовки, закріпленої на столі верстату, дозволить робити більш точне настроювання інструмента. Виконання подачі заготовки рівної кроку різі отвору за один оборот обертання шпинделя верстата забезпечить процес нарізування різі за один прохід. Постачання мітчика однією частиною, що ріже, із кроком і профілем формованої різі дозволить одержати стандартний крок і профіль одержуваної різі, і знизить навантаження на привод. Зсув вісі інструмента щодо вісі отвору нерухомої заготовки на відстань Н забезпечить більш просте настроювання інструмента. Таким чином, у наявності причинно-слідчий зв'язок між; сукупністю відмітних ознак запропонованого способу нарізування внутрішньої різі у нерухомих заготовках з те хнічним результатом, який можливо отримати використовуючи винахід при нарізуванні різі великих отворів. Запропонований спосіб нарізування внутрішньої різі в нерухомих заготовках пояснюється кресленням, де: 1 - заготовка з великим отвором і різ'ю у розрізі, нерухомо закріпленою на столі верстата; 2 - стіл верстата; 3 - різальний інструмент, виконаний у виді мітчика; 4 - допоміжна оправка зі зміщеною віссю щодо вісі отвору на відстані Н; 5 - шпиндель верстата. Спосіб нарізування внутрішньої різі в нерухомих заготовках здійснюється таким чином: Заготовка 1 жорстко закріплюється на столі верстата 2. Різальний інструмент виконаний у виді мітчика 3, вісь якого за допомогою допоміжної оправки 4 зміщується щодо вісі отвору на відстань H=(d0-dм )/2, а діаметр мітчика дорівнює 0,4-0,6 діаметра різі отвору. Інстр ументу 3 задається обертальний рух, а заготовці 1 за допомогою столу верстата 2, здійснюють подачу, рівну кроку різі отвору за один оборот обертання шпинделя верстата 5. Таким чином, запропонований спосіб нарізування внутрішньої різі у нерухомих заготовках забезпечує простоту настроювання, одержання якісного профілю різі і зниження трудомісткості обробки.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for cutting female thread in fixed blanks
Назва патенту російськоюСпособ нарезания внутренней резьбы в неподвижных заготовках
МПК / Мітки
МПК: B23G 1/00
Мітки: різі, заготовках, нерухомих, нарізування, внутрішньої, спосіб
Код посилання
<a href="https://ua.patents.su/2-66723-sposib-narizuvannya-vnutrishno-rizi-u-nerukhomikh-zagotovkakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб нарізування внутрішньої різі у нерухомих заготовках</a>
Спосіб нарізання різі у витих заготовках і пристрій для його реалізації
Номер патенту: 56622
Опубліковано: 15.05.2003
Автор: Гудь Віктор Зіновійович
МПК: B23B 5/00
Мітки: нарізання, заготовках, різі, спосіб, пристрій, реалізації, витих
Формула / Реферат:
1. Спосіб нарізання різі у витих заготовках, який здійснюється обертовим переміщенням заготовки і відповідним рухом різця паралельно осі заготовки, який відрізняється тим, що проточену по зовнішньому діаметру виту заготовку встановлюють в канавку різі внутрішнього отвору корпуса, а між витками витої заготовки встановлюють підпірну гайку з внутрішнім діаметром меншим двох висот різі, здійснюють притиск витої заготовки торцем фланця, причому...
Верстат для проточування циліндричної частини вала і прорізання різі
Номер патенту: 62860
Опубліковано: 15.12.2003
Автор: Піддубський Андрій Іванович
МПК: B23B 5/08
Мітки: вала, прорізання, циліндричної, частини, проточування, різі, верстат
Формула / Реферат:
1. Верстат для проточування циліндричної частини вала і прорізання різі, що містить привід, привідну головку, різцетримальну головку, опорну головку, який відрізняється тим, що привідна головка оснащена одноступінчастим редуктором, ведуча шестірня якого зв'язана з приводом, а ведена - з передатною втулкою, з'єднаною з планшайбою, оснащеною напрямними, які взаємодіють з виконаними у вигляді плоских кілець різцетримальною і опорною головками, а...
Штамп для відбортовки отворів в листових заготовках
Номер патенту: 12697
Опубліковано: 28.02.1997
Автори: Шумейко Дмитрій Іванович, Шумейко Павло Дмитрович, Шумейко Андрій Дмитрович
МПК: B21D 28/24, B21D 35/00
Мітки: листових, заготовках, отворів, відбортовки, штамп
Текст:
...ыс и ть и н тенс ив нос ть рас тяж ения материала в рад иальном направлении, что обеспечивает увеличение ко- 30 э ффициента вытяжки. На чертеже показан ш тамп в исход ном и рабочем положениях . Штамп с од ержит верх нюю плиту 1, пуансон-матрицу 2 со с тупенями пробивки 3, отбортовки 4 и выс ту - 35 по м 5, п р иж им 6. Н а ни ж н юю п л и ту 7 штампа опирается отборточная матрица 8 и опорная плита 9. В отбортовочной матрице 8 установлен...
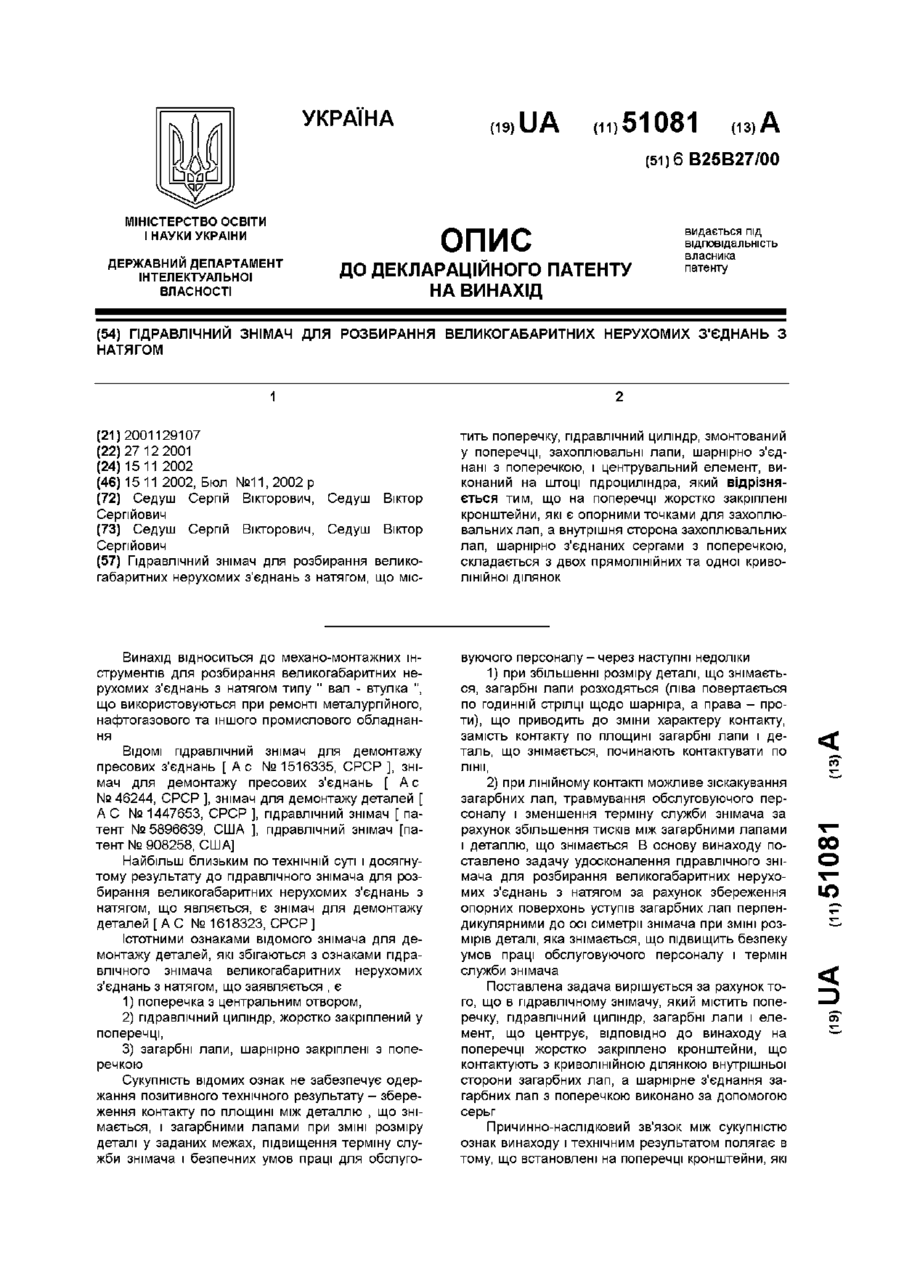
Гідравлічний знімач для розбирання великогабаритних нерухомих з’єднань з натягом
Номер патенту: 51081
Опубліковано: 15.11.2002
Автори: Седуш Сергій Вікторович, Седуш Віктор Сергійович
МПК: B25B 27/00
Мітки: знімач, гідравлічний, натягом, розбирання, з'єднань, нерухомих, великогабаритних
Формула / Реферат:
Гідравлічний знімач для розбирання великогабаритних нерухомих з'єднань з натягом, що містить поперечку, гідравлічний циліндр, змонтований у поперечці, захоплювальні лапи, шарнірно з'єднані з поперечкою, і центрувальний елемент, виконаний на штоці гідроциліндра, який відрізняється тим, що на поперечці жорстко закріплені кронштейни, які є опорними точками для захоплювальних лап, а внутрішня сторона захоплювальних лап, шарнірно з'єднаних сергами...
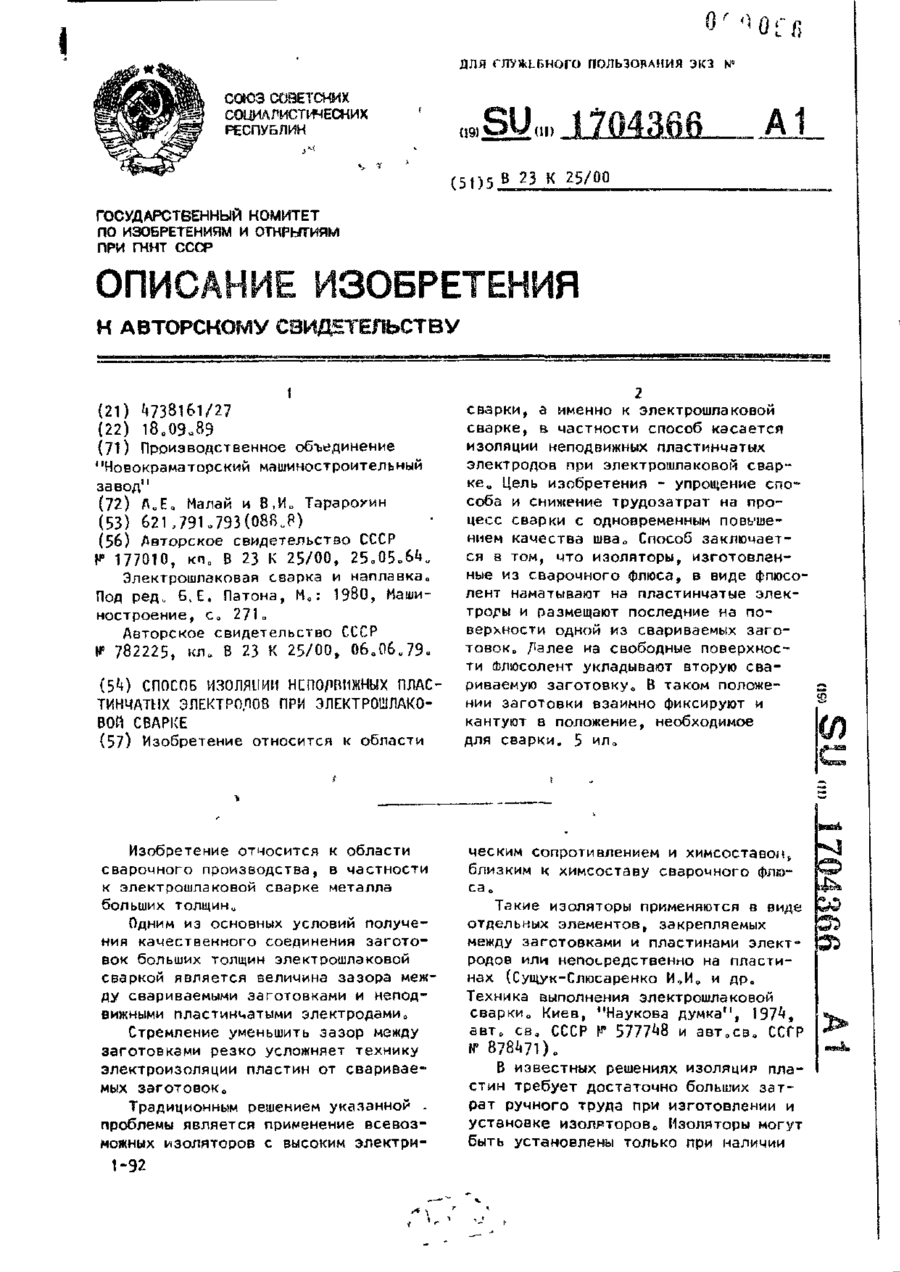
Спосіб ізоляції нерухомих пластинчатих електродів для електрошлакового зварювання
Номер патенту: 12020
Опубліковано: 25.12.1996
Автори: Малай Олександр Євстафійович, Тарарохін Василь Іванович
МПК: B23K 25/00
Мітки: зварювання, електродів, нерухомих, спосіб, пластинчатих, ізоляції, електрошлакового
Формула / Реферат:
Способ изоляции неподвижных пластинчатых электродов при электрошлаковой сварке, включающий размещение изоляторов в виде флюсоленты между электроламп и свариваемыми заготовками, отличающийся тем, что, с целью упрощения и снижения трудозатрат на процесс сварки с одновременным повышением качества шва, в процессе сборки под сварку на свариваемой поверхности одной из заготовок размещают пластинчатые электроды с намотанными на них флюсолентами,...
Попередній патент: Пиловловлювач металопористий високотемпературний касетного типу
Наступний патент: Спосіб усунення дефекту слизової оболонки альвеолярного відростка нижньої щелепи
Випадковий патент: Спосіб отримання літійвміщуючих сплавів