Верстат для проточування циліндричної частини вала і прорізання різі
Формула / Реферат
1. Верстат для проточування циліндричної частини вала і прорізання різі, що містить привід, привідну головку, різцетримальну головку, опорну головку, який відрізняється тим, що привідна головка оснащена одноступінчастим редуктором, ведуча шестірня якого зв'язана з приводом, а ведена - з передатною втулкою, з'єднаною з планшайбою, оснащеною напрямними, які взаємодіють з виконаними у вигляді плоских кілець різцетримальною і опорною головками, а по подовжній осі передатної втулки розміщений центровий вал верстата, який взаємодіє із планшайбою і привідною головкою за допомогою підшипників, при цьому різцетримальна головка оснащена різцетримальним супортом і виконана з можливістю переміщення по напрямних за допомогою ходових гвинтів, зв'язаних зубчастою передачею з одноступінчастим редуктором за допомогою блок-шестірні, виконаної з можливістю роз'єднання зубчастої передачі між ходовим гвинтом і одноступінчастим редуктором чи утворення зубчастої передачі між ходовим гвинтом і планшайбою, причому на опорній головці встановлені опори з висувними штоками, оснащеними центрувальними роликами.
2. Верстат за п. 1, який відрізняється тим, що шестерні ходових гвинтів і передатна шестірня, що примикає до них, виконані змінними.
3. Верстат за п. 1, який відрізняється тим, що різцетримальна головка оснащена двома різцетримальними супортами.
4. Верстат за п. 1, який відрізняється тим, що різцетримальна головка оснащена трьома різцетримальними супортами.
5. Верстат за п. 1, який відрізняється тим, що різцетримальна головка оснащена тримачами абразивного інструмента.
6. Верстат за п. 1, який відрізняється тим, що різцетримальна головка оснащена тримачами з твердосплавними роликами.
Текст
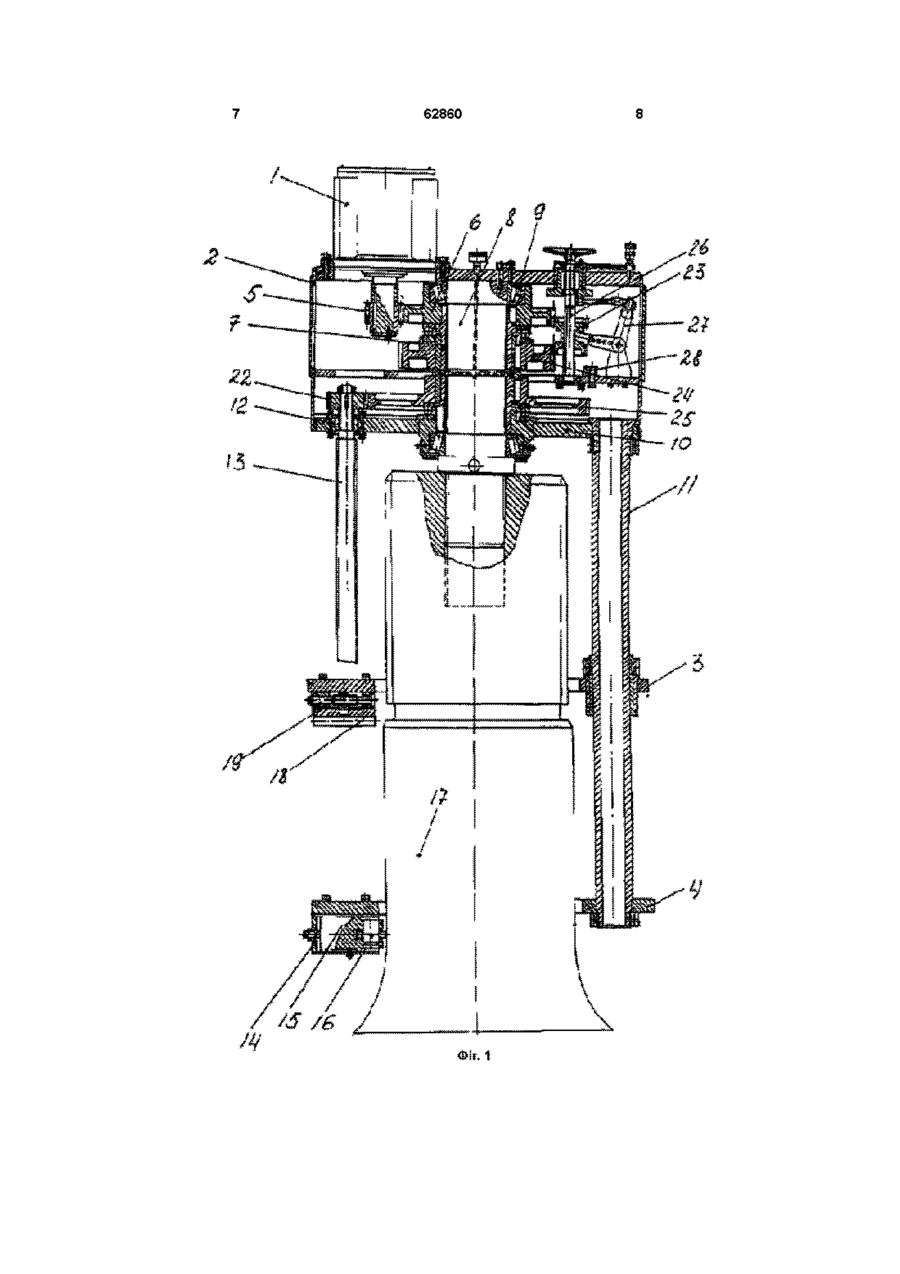
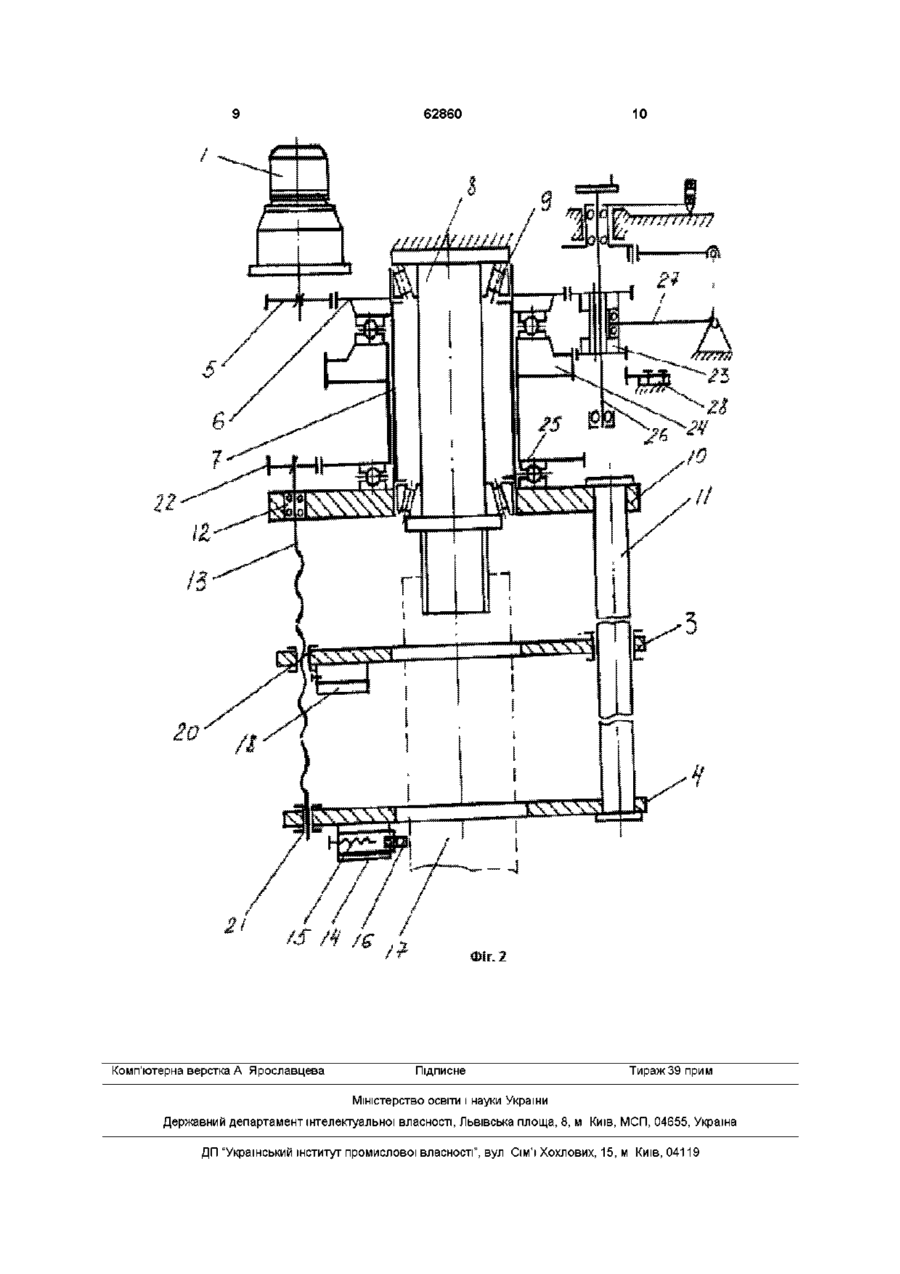
1 Верстат для проточування циліндричної частини вала і прорізання різі, що містить привід, привідну головку, різцетримальну головку, опорну головку, який відрізняється тим, що привідна головка оснащена одноступінчастим редуктором, ведуча шестірня якого зв'язана з приводом, а ведена - з передатною втулкою, з'єднаною з планшайбою, оснащеною напрямними, які взаємодіють з виконаними у вигляді плоских кілець різцетримальною і опорною головками, а по подовжній осі передатної втулки розміщений центровий вал верстата, який взаємодіє із планшайбою і привідною головкою за допомогою ПІДШИПНИКІВ, при цьому різцетримальна головка оснащена різцетримальним супортом і виконана з можливістю переміщення по напрямних за допомогою ходових гвинтів, Винахід відноситься до машинобудування і може бути використаний при створенні верстатів для проточування циліндричної частини валів і прорізання різі у великогабаритних валах агрегатів гірничої, металургійної й іншої галузей промисловості Зокрема, верстат може використовуватися для проточування і прорізання різі великогабаритних валів після виконання їх ремонту й відновлення зношених поверхонь Відомий металообробний верстат, що містить підставу і закріплені на ній стійки, на, одній з який установлена шпиндельна бабка з горизонтальним шпинделем, а на ІНШІЙ - задня бабка, яка змонтована СПІВВІСНО зі шпиндельною бабкою Станина верстата змонтована з можливістю переміщення по вертикальним направляючім стійок Верстат постачений хрестовими полозками, нижня частина яких установлена з можливістю переміщення по напрямних станини, рівнобіжним осі шпинделя Стіл верстата змонтований на поперечних напря зв'язаних зубчастою передачею з одноступінчастим редуктором за допомогою блок-шестірні, виконаної з можливістю роз'єднання зубчастої передачі між ходовим гвинтом і одноступінчастим редуктором чи утворення зубчастої передачі між ходовим гвинтом і планшайбою, причому на опорній головці встановлені опори з висувними штоками, оснащеними центрувальними роликами 2 Верстат за п 1, який відрізняється тим, що шестерні ходових гвинтів і передатна шестірня, що примикає до них, виконані змінними 3 Верстат за п 1, який відрізняється тим, що різцетримальна головка оснащена двома різцетримальними супортами 4 Верстат за п 1, який відрізняється тим, що різцетримальна головка оснащена трьома різцетримальними супортами 5 Верстат за п 1, який відрізняється тим, що різцетримальна головка оснащена тримачами абразивного інструмента 6 Верстат за п 1, який відрізняється тим, що різцетримальна головка оснащена тримачами з твердосплавними роликами мних верхньої частини хрестових полозок із приводом, що включає ходовий гвинт і рознімну вилку Верхня частина хрестових полозок виконана у вигляді плити, установленої на нижній частині хрестових полозок із можливістю повороту навколо вертикальної осі Ходовий гвинт змонтований у верхній плиті, при цьому на одному з КІНЦІВ ХОДО ВОГО гвинта виконана приєднувальна поверхня, яка призначена для закріплення інструмента (А с СРСР№1664465 Опубл 12 07 91р ВВ №27) Недоліком відомого технічного рішення є те, що, довжина оброблюваної деталі обмежена відстанню між стійками, на яких установлені шпиндельна й задня бабки Товщина оброблюваної деталі обмежена відстанню від її подовжньої осі до подовжніх напрямних і рухливого столу, на якому встановлені різцетримачі Найбільш близьким технічним рішенням, обраним як прототип, є верстат для проточування циліндричної частини вала й прорізання різі, що О (О 00 (О 62860 тримачами абразивного інструмента включає привод, приводну голівку, різцетримальну Для зміцнення поверхні оброблюваного вала голівку, опорну голівку (Ас СРСР №1701423, різцетримальна голівка може бути постачена суопубл ЗО 12 91р БВ№48) портами з твердосплавними роликами Недоліком відомого технічного рішення є те, Заявлений винахід ілюструється схемами, де що, як і в аналогу, довжина оброблюваної деталі на фіг 1 показаний загальний вид верстата для обмежена габаритами верстата і визначається проточування циліндричної частини вала і прорівідстанню між супортами Товщина оброблюваної зання різі, на фіг 2 - кінематична схема верстата деталі обмежена відстанню від її подовжньої осі для проточування циліндричної частини вала і до подовжніх нерухомих частин станини прорізання різі Це обмежує область застосування верстата й унеможливлює його застосування для проточуВерстат для проточування шийки вала і прорівання і прорізання різі у великогабаритних нестанзання різі містить привод 1, приводну голівку 2, дартної довжини циліндричних деталях різцетримальну голівку 3 і опорну голівку 4 У приводній ГОЛІВЦІ 2 розміщений одноступінчатий редуЗадачею винаходу є удосконалення конструкктор, ведуча шестірня 5 якого з'єднана з приводом ції верстата для проточування циліндричної час1, а відома 6 - з передатною втулкою 7 Коаксиатини вала і прорізання різі за рахунок можливості льно подовжньої осі передатної втулки 7 розміщейого монтування безпосередньо на кінцевій частиний центровий вал 8 верстата, взаємодіючий за ні вала і послідовного виконання операцій по продопомогою ПІДШИПНИКІВ 9 із планшайбою 10 і веточці і шліфуванню поверхні вала, прорізання різі деною шестірнею 6 редуктора Передатна втулка 7 й проточці конструктивних кільцевих пазів Це доз'єднана з планшайбою 10, у яку перпендикулярно зволяє підвищити продуктивність праці при ремони площини вставлені направляючі 11 і ПІДШИПНИтно-відбудовчих роботах, знизити собівартість КОВІ вузли 12 із ходовими гвинтами 13 Протилежні робіт за рахунок виключення статті витрат на КІНЦІ направляючих 11 і ходових гвинтів 13 зв'язані транспортування великогабаритних деталей на з опорною голівкою 4, що виконана у вигляді плосремонтні підприємства кого кільця На поверхні опорної голівки 4 розтаПоставлена задача вирішується за рахунок тошовані опори 14 з висувними штоками 15, взаємого, що верстат для проточування циліндричної діючими за допомогою роликів 16 з поверхнею частини вала і прорізання різі включає привод, оброблюваного вала 17 Між планшайбою 10 і приводну голівку, різцетримальну голівку, опорну опорною голівкою 4 на направляючих 11 розміщеголівку на різцетримальна голівка 3, яка виконана у виді ВІДПОВІДНО ДО винаходу, приводна голівка поплоского кільця Різцетримальна голівка 3 постастачена одноступінчатим редуктором, ведуча шесчена супортами 18 з різцями 19 і виконана з можтірня якого зв'язана з приводом, а відома - з переливістю переміщення по направляючим 11 за додатною втулкою, з'єднаною з планшайбою, помогою ходових гвинтів 13, вісь обертання яких постаченою напрямними, взаємодіючими з викопроходить через гайки 20 і ПІДШИПНИКОВІ вузли 12, наними у вигляді плоских кілець різцетримальною 21, що знаходяться ВІДПОВІДНО В планшайбі 11 і і опорною голівками, а по подовжній осі передатної опорній ГОЛІВЦІ 4 Ходові ГВИНТИ 13 своїми шестірвтулки розміщений центровий вал верстата, взаєнями 22 зв'язані з ведучою шестірнею 5 приводу 1 модіючий із планшайбою і приводною голівкою за за допомогою веденої шестірні 6, рухливої блокдопомогою ПІДШИПНИКІВ, при цьому різцетримальшестірні 23 і зв'язаних між собою, передатних шена голівка постачена різцетримальним супортом і стірень 24, 25 Блок-шестірня 23 виконана з можвиконана з можливістю переміщення по напрямливістю її переміщенням по штоку 26 за допомоних за допомогою ходових гвинтів, зв'язаних зугою важільного механізму 27 Для одного з бчастою передачею з одноступінчатим редуктором положень блок-шестірні 23 передбачений фіксуюза допомогою блок-шестірні, яку виконано з можчий упор 28 ливістю роз'єднання зубчастої передачі між ходовим гвинтом і одноступінчатим редуктором чи Верстат для проточування циліндричної часутворення зубчастої передачі між ходовим гвинтини вала і прорізання різі працює таким чином том і планшайбою, причому на опорній ГОЛІВЦІ Зношені опорні частини вала 17, наприклад, вала встановлені опори з висувними штоками, постачеконуса великогабаритних дробарок, відновлюють ними центруючими роликами до вихідного розміру Наступна обробка циліндриДля зміни кроку переміщення різцетримальної голівки при проточуванні вала, шліфуванню й прорізанні різі на його поверхні, шестірні ходових гвинтів і передатна шестірня, що примикає до них, можуть бути виконані змінними Для підвищення якості проточування вала і прорізання різі різцетримальна голівка може бути постачена двома різцетримальними супортами Для підвищення якості обробки вала й забезпечення рівномірного навантаження обробного інструмента на його поверхню, різцетримальна голівка може бути постачена трьома різцетримальними супортами Для шліфування поверхні оброблюваного вала різцетримальна голівка може бути постачена чної частини вала 17 полягає в чистовій проточці шліфуванню, формуванні технологічних кільцевих пазів і прорізанню різі Для виконання зазначених робіт верстат надягають на вал 17 із боку його кінцевої частини При цьому центровий вал 8 верстата, постачений різзю, вкручують у торцевий різьбовий отвір оброблюваного вала 17 Співвісне розташування верстата й оброблюваного вала 17 забезпечують взаємним переміщенням в опорах 14 висувних штоків 15 роликами 16 на опорній го ЛІВЦІ 4 мів Робота верстата передбачає в декілька режи При першому режимі, обертання від приводу 1 передається з ведучої шестірні 5 на відому 6, далі 62860 через передатну втулку 7, на планшайбу 10, яка обертається за допомогою ПІДШИПНИКІВ 9 Одночасно з цим, обертання від веденої шестірні 6 передається через блок-шестірню 23 на передатні шестірні 24, 25, шестірні 22 ходових гвинтів 13 і, ВІДПОВІДНО, на ходові гвинти 13 Обертова планшайба 10 захоплює за собою направляючі 11 і, ВІДПОВІДНО, опорну 4 і різцетримальну 3 голівки Одночасно з цим, при обертанні в підшипникових вузлах 12, 21 ходових гвинтів 13 за допомогою гайок 20 із різьбленням, по направляючим 11 пересувається різцетримальна голівка 3 і різцем 19, закріпленим у супорті 18, прорізає різь у шийці оброблюваного вала 17 ходових гвинтів 13 У результаті цього, одночасно з круговим рухом, різцетримальна голівка 3 переміщається уздовж ВІСІ оброблюваного вала 17 У залежності від вимог до якості прорізання різі і проточування вала 17 на різцетримальній ГОЛІВЦІ 3 можуть бути встановлені два чи три супорти з різцями (на мал не показано) Разом із супортами 18, що утримують різці, чи замість них, ріезцетримальна голівка 3 може бути постачена тримачами з твердосплавними роликами (на малюнку не показано) При цьому замість прорізання різі, чи одночасно з цім, круговим обкатуванням твердосплавних роликів виконують зміцнення поверхні вала 17, тим самим підвищують У другому режимі роботи верстата, переміщенням важільного механізму 27 блок-шестірня 23 пересувається по штоку 26 і виходить із зачеплення з веденою шестірнею 6 При цьому обертання від веденої шестірні 6 передається тільки на планшайбу 10, що за допомогою направляючих 11 обертає приводну 2 і опорну 4 голівки, які оббігають оброблюваний вал 17 Тому що ходові гвинти 13 є нерухомими, переміщенням різців 19 у супортах 18 виконують проточку кільцевих технологічних пазів у валі 17 його ЗНОСОСТІЙКІСТЬ У третьому режимі роботи верстата здійснюють прорізання різі на заданий крок у залежності від величини передаточного числа між шестірнями 22 ходових гвинтів 13 і передатною шестірнею 25, що виконують знімними При цьому блок-шестірню 23, виведену із зачеплення з веденою шестірнею 6 важільним механізмом 27, переміщають по штоку 26 до и сполучення з упором 28 У т а к і м положенні вона є нерухомою стосовно приводної голівки 2 При обертанні приводу 1 обертається і планшайба 10, що захоплює за собою передатну шестірню 25, що знаходиться в зачепленні із шестірнями 22 Для підвищення якості чистової поверхні опорних частин вала 17 виконують їхнє шліфування Для цього різцетримальну голівку 3 постачають тримачами абразивного інструмента (на малюнках не показано) Конструкція верстата передбачає можливість установлення реверсивного приводу, що дозволяє нарізати як праву, так і ліву різь Проведені дослідно-промислові випробування верстата показали його високу ефективність за рахунок того, що забезпечується висока точність проточування циліндричної частини вала, прорізання різі й параметрів проточування кільцевих технологічних пазів Заявлений пристрій дозволяє одночасно здійснювати зміцнення поверхневого шару вала за рахунок можливості сполучення процесів обкатування поверхні вала і прорізання різі За допомогою верстата можлива обробка великогабаритних валів безпосередньо на МІСЦІ експлуатації без додаткових витрат на транспортування 62860 62860 Комп'ютерна верстка А Ярославцева Підписне 10 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюWorkbench for boring cylindrical part and threading
Назва патенту російськоюСтанок для протачивания цилиндрической части вала и нарезания резьбы
МПК / Мітки
МПК: B23B 5/08
Мітки: частини, верстат, вала, циліндричної, проточування, різі, прорізання
Код посилання
<a href="https://ua.patents.su/5-62860-verstat-dlya-protochuvannya-cilindrichno-chastini-vala-i-prorizannya-rizi.html" target="_blank" rel="follow" title="База патентів України">Верстат для проточування циліндричної частини вала і прорізання різі</a>
Верстат для проточування і профілювання гвинтових елементів шнекових механізмів
Номер патенту: 61353
Опубліковано: 17.11.2003
Автори: Лещук Роман Ярославович, Гевко Ігор Богданович, Васильків Василь Васильович, Гудь Віктор Зеновійович
МПК: B21D 11/06
Мітки: проточування, елементів, верстат, профілювання, механізмів, шнекових, гвинтових
Формула / Реферат:
Верстат для проточування і профілювання гвинтових елементів шнекових механізмів, який виконаний у вигляді станини, шпиндельного вузла, механізмів подачі, формоутворення і приводів верстата, пневмоциліндра, задньої і передньої бабок, супортів поперечного і повздовжнього і різцетримача, який відрізняється тим, що шпиндельний вузол виконаний у вигляді шпинделя, на якому встановлено гвинтову заготовку по посадці ковзання з кроком, не меншим від...
Спосіб проточування перервних еліпсних гвинтових поверхонь
Номер патенту: 56639
Опубліковано: 15.05.2003
Автори: Пилипець Михайло Ількович, Гудь Віктор Зіновійович, Васильків Василь Васильович, Гевко Ігор Богданович
МПК: B23B 5/00
Мітки: перервних, проточування, еліпсних, спосіб, поверхонь, гвинтових
Формула / Реферат:
Спосіб проточування перервних еліпсних гвинтових поверхонь, при якому оброблюваній деталі надають обертання навколо своєї осі, а різцеві - поступове переміщення паралельно осі оброблюваної деталі, який відрізняється тим, що різцеві при осьовому переміщенні надають і радіальне переміщення в заданих параметрах зміни радіусів еліпсного профілю копірувальним профілем копіра, який в поперечному перерізі і гвинтовій поверхні має форму еліпсного...
Спосіб нарізання різі у витих заготовках і пристрій для його реалізації
Номер патенту: 56622
Опубліковано: 15.05.2003
Автор: Гудь Віктор Зіновійович
МПК: B23B 5/00
Мітки: витих, нарізання, спосіб, реалізації, різі, заготовках, пристрій
Формула / Реферат:
1. Спосіб нарізання різі у витих заготовках, який здійснюється обертовим переміщенням заготовки і відповідним рухом різця паралельно осі заготовки, який відрізняється тим, що проточену по зовнішньому діаметру виту заготовку встановлюють в канавку різі внутрішнього отвору корпуса, а між витками витої заготовки встановлюють підпірну гайку з внутрішнім діаметром меншим двох висот різі, здійснюють притиск витої заготовки торцем фланця, причому...
Пристрій для проточування, шліфування та полірування колектора турбогенератора
Номер патенту: 2200
Опубліковано: 15.12.2003
Автори: Шмалько Сергій Васильович, Миронов Іван Федорович
МПК: B24B 23/00, H02K 15/00
Мітки: колектора, полірування, турбогенератора, пристрій, шліфування, проточування
Формула / Реферат:
Пристрій для проточування, шліфування та полірування колектора турбогенератора, що містить привід, тримач інструмента, який відрізняється тим, що як привід використаний сам ротор турбогенератора з насадженим на нього колектором при його обертанні, як тримач інструмента використаний різцетримач супорта токарного станка, за допомогою ходових механізмів якого забезпечено радіальне та осьове переміщення інструмента, при цьому сам супорт...
Верстат для накладання стрічкової ізоляції на кільцеву і прямолінійну частини виробу
Номер патенту: 7872
Опубліковано: 26.12.1995
Автори: Портянкин Анатолій Михайлович, Меснянкин Іван Васильович, Левченко Генадій Петрович, Нікольніков Віктор Іванович
МПК: H01F 41/06, H02K 15/00
Мітки: ізоляції, виробу, накладання, частини, стрічкової, кільцеву, прямолінійну, верстат
Формула / Реферат:
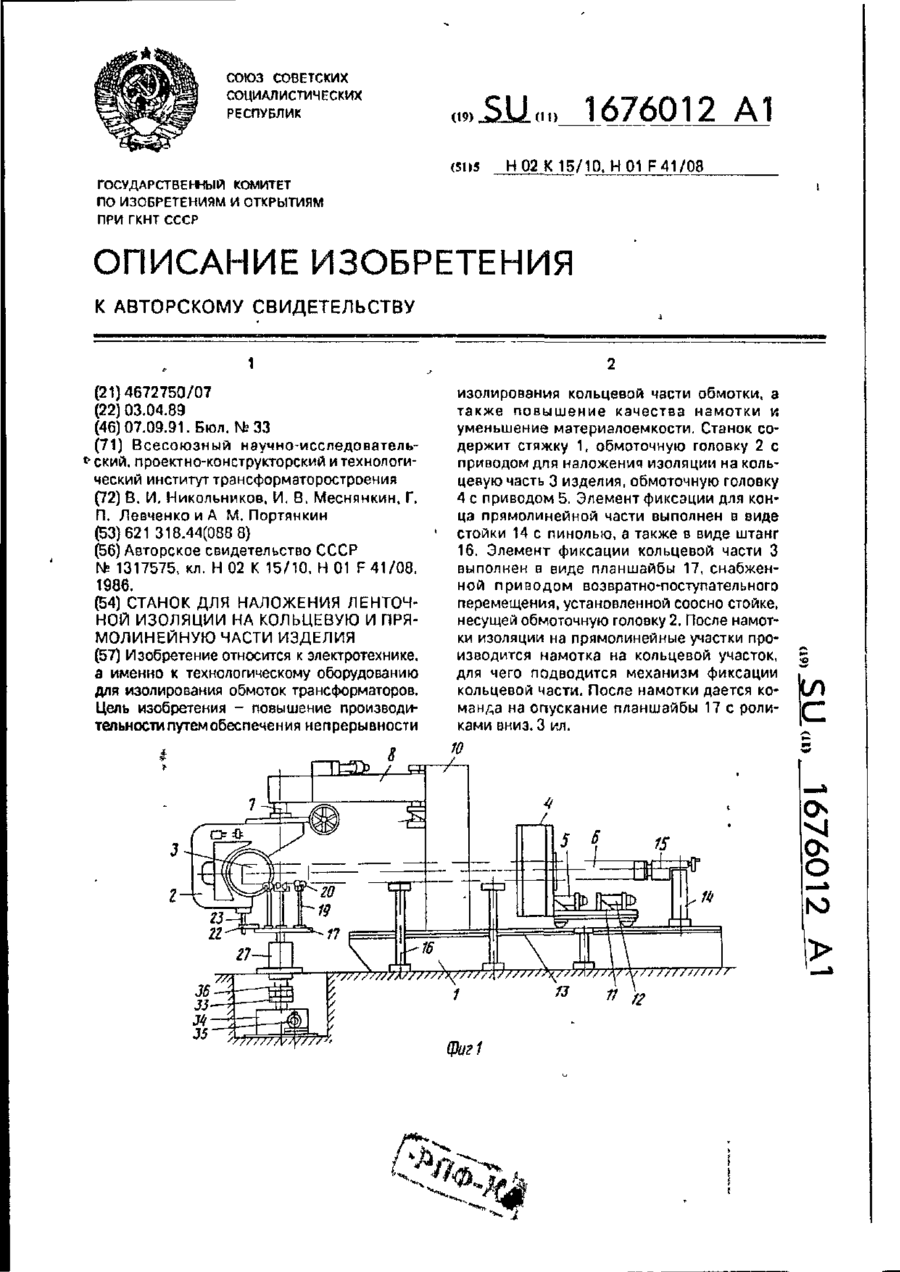
Станок для наложения ленточной изоляции на кольцевую и прямолинейную части изделия, содержащий колонну с шарнирно и консольно закрепленной на ней балкой, имеющую возможность поворота в горизонтальной плоскости, обмоточную головку, закрепленную на стойке, установленную в подшипниках на балке элементы фиксации кольцевой и прямолинейной частей изделия, отличающийся тем, что, с целью повышения производительности путем обеспечения...
Попередній патент: Спосіб лікування неврозів
Наступний патент: Схема включення термокаталітичного датчика і спосіб її балансування
Випадковий патент: Спосіб комплексного лікування сифілісу