Спосіб виготовлення плоского електронагрівника
Номер патенту: 67051
Опубліковано: 15.06.2004
Автори: Шолін Михайло Костянтинович, Волкоєдов Віктор Миколайович, Стаднік Микола Іванович, Мезніков Артур Володимирович, Косарев Василь Васильович, Косарев Іван Васильович, Андрєєв Георгій Володимирович, Грінбаум Юрій Валентинович, Муха Віталій Іванович
Формула / Реферат
1. Спосіб виготовлення плоского електронагрівника, при якому резистивний елемент розміщають між просоченими зв'язуючою сумішшю нижнім і верхнім електроізоляційними шарами, установлюють між плитами пресуючого пристрою, закріплюють резистивний елемент в електроізоляційних шарах шляхом термопресування, одержуючи монолітний блок, який відрізняється тим, що перед термопресуванням на нижню плиту пресуючого пристрою установлюють коробчастий корпус, покривають днище внутрішньої порожнини корпусу зв'язуючою сумішшю, розміщують на днищі послідовно нижній електроізоляційний шар, резистивний елемент і верхній електроізоляційний шар, накладають верхню плиту пресуючого пристрою і проводять термопресування пакета разом з корпусом, утворюючи монолітну конструкцію корпусу, електроізоляційних шарів і резистива.
2. Спосіб за п. 1, який відрізняється тим, що після термопресування на верхній ізоляційний шар укладають без просочення кілька шарів теплоізоляційного матеріалу, а між ними розміщають відбивачі променистої енергії, після чого закривають і завальцьовують кришку.
Текст
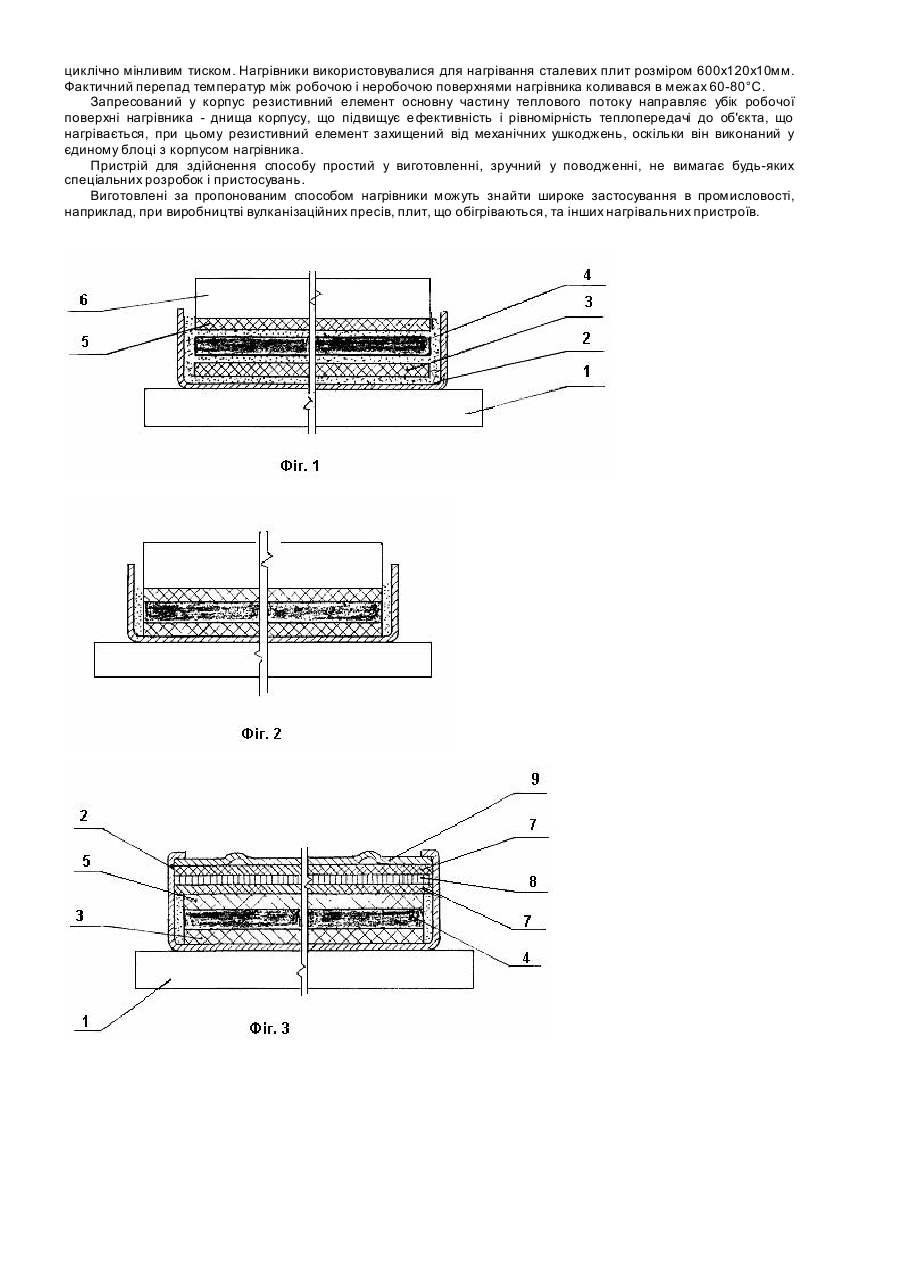
Винахід належить до електротехніки, а саме, до технології виготовлення плоских електронагрівників, переважно призначених для роботи при температурах до 300-350°С і тисках до 2МПа. Дані нагрівники призначені для використання в переносних пресах для стикування конвеєрних стрічок методом гарячої вулканізації, у термопресах і термопластавтоматах для нагрівання пресформ та інших термопресуючих пристроїв. Відомий спосіб виготовлення трубчастих електронагрівників (ТЕН), що полягає в тому, що в металеву тр убку запресовують струмопровідну спіраль у спеціальному наповнювачі - плавленому окису магнію (периклазі) і поміщають такі трубки з визначеним кроком у плоскі металеві плити (див. ОСТ 5.6123-78. Нагрівники трубчасті електричні). Такі нагрівники мають порівняно низьку питому потужність (витрачена потужність на одиницю поверхні, що нагрівається,) і надійність. Крім цього, трубчасті електронагрівники (ТЕН) не забезпечують рівномірного розподілу температур по поверхні пресуючої плити. Так, у вулканізаційних пресах перепади температур по поверхні нагрівання досягають 15-18°С. Такі перепади температур не забезпечують якості теплової обробки виробів, наприклад, стиків конвеєрних стрічок. Прототипом винаходу є спосіб виготовлення плоского електронагрівника за а.с. СРСР 1450141, Н05В3/28, заявл. 02.12.86, опубл. 07.01.89, бюл. №1. Спільними істотними ознаками запропонованого способу і прототипу є: розміщення резистивного елемента між просоченими зв'язуючою сумішшю нижнім і верхнім електроізоляційними шарами, установка отриманого пакета між плитами пресуючого пристрою, закріплення резистивного елемента в електроізоляційних шарах шляхом термопресування й одержання монолітного блоку. Недоліком прототипу є те, що в порівнянні з запропонованим способом він не забезпечує необхідну надійність роботи нагрівника, оскільки відкрита ізоляція піддається механічним ушкодженням при монтажі нагрівників і при переміщенні переносних нагрівальних пристроїв. Особливо піддана ушкодженням теплоізоляція протяжних електронагрівників (унаслідок появи великих згинаючих напруг). Крім цього, тепловіддача від електронагрівника, виготовленого за способом прототипу, йде рівномірно по обох його площинах (робочій і неробочій), що збільшує втрати тепла і знижує ефективність роботи нагрівника. В основу винаходу поставлена задача удосконалення способу виготовлення плоского електронагрівника шляхом збільшення міцності монолітного блоку резистивного елемента й електроізоляційних шарів, а також уведення додаткових компонентів, що забезпечить підвищення надійності й ефективності роботи електронагрівника. Поставлена задача досягається тим, що при пропонованому способі виготовлення плоского електронагрівника, по якому резистивний елемент розміщають між просоченими зв'язуючою сумішшю нижнім і верхнім електроізоляційними шарами, установлюють між плитами пресуючого пристрою, закріплюють резистивний елемент в електроізоляційних шарах шляхом термо-пресування, одержуючи монолітний блок, відповідно до винаходу, перед термопресуванням на нижню плиту пресуючого пристрою, установлюють коробчатий корпус, покривають днище внутрішньої порожнини корпусу зв'язуючою сумішшю, розміщають на днищі послідовно нижній електроізоляційний шар, резистивний елемент і верхній електроізоляційний шар, накладають верхню плиту пресуючого пристрою і проводять термопресування пакета разом з корпусом, утворюючи монолітну конструкцію корпусу, електроізоляційних шарів і резистива. Крім того, після термопресування перед закриттям кришки на ізоляційне покриття вільно укладають без просочення кілька шарів теплоізоляційного матеріалу, а між ними установлюють відбивачі променистої енергії. Зазначені вище дії дозволяють за рахунок спільного термопресування і кристалізації зв'язуючого забезпечити фактичне зрощення поверхні металевого днища корпусу і пакета з нижнього електроізоляційного шару резистивного елемента і верхнього електроізоляційного шару. Такий моноліт сприяє підвищенню механічної міцності нагрівника і збільшенню надійності його роботи. Укладання поверх електроізоляційних шарів теплоізоляційного матеріалу дозволяє знизити витрати енергії на нагрівання робочої поверхні нагрівника, підвищити ефективність тепловіддачі. На фігурах показаний приклад здійснення способу, що заявляється. На фіг.1 - розріз електронагрівника в процесі виготовлення до його запресовування; на фіг.2 - те ж після запресовування; на фіг.3 - те ж після повної зборки нагрівника. Спосіб реалізують таким чином. На нижню плиту 1 рознімного пресового пристрою встановлюють корпус 2 нагрівника коробчатого перетину. Змазують днище корпусу 2 зв'язуючою сумішшю, наприклад, алюмохромфосфатним зв'язуванням, і укладають на нього нижній електроізоляційний шар 3, просочений таким же зв'язуючим. Поверх шару 3 укладають плоский резистивний елемент 4 і верхній ізолюючий шар 5, також просочений зв'язуючим. При накладанні верхньої плити 6 рознімного пресуючого пристрою нижній шар 3, резистивний елемент 4 та верхній шар 5 стискаються, а зв'язуюче заповнює всі зазори пакета. У цьому положенні проводиться термопресування виробу, у результаті якого зв'язуюча суміш кристалізується, і корпус 2, електроізоляційні шари 3 і 5 і резистив 4 стають єдиним монолітним пакетом. Після термопресування плити розмикають, на верхній електроізоляційний шар 5 укладають без просочення по черзі шари теплоізоляційного матеріалу 7 і плоскі відбивачі променистої енергії 8. Поверх останнього шару теплоізоляційного матеріалу встановлюють кришку корпусу 9 і завальцьовують кромки корпусу 2, притискаючи кришку до теплоізоляційних шарів. Виготовлені таким способом нагрівники можуть використовуватися для нагрівання як неелектропровідних, так і електропровідних об'єктів. В обох випадках корпус нагрівника притискають безпосередньо до поверхні об'єкта. При виготовленні в лабораторних умовах дослідних зразків нагрівників розмірами 600х120х6мм за пропонованим способом електроізоляційні шари були виготовлені з 3-х шарів склотканини електроізоляційної за ДСТ 10156-78 загальною товщиною 0,9мм, просочених алюмохромфосфатним зв'язуванням АХФС за ТУ 18-16683. / В них був запресований плоский резистивний елемент із ніхромового дроту O 1,2мм під тиском 6МПа. Нагрівник, увімкнутий у промислову електромережу, працював тривалий час при температурі до 200°С під циклічно мінливим тиском. Нагрівники використовувалися для нагрівання сталевих плит розміром 600х120х10мм. Фактичний перепад температур між робочою і неробочою поверхнями нагрівника коливався в межах 60-80°С. Запресований у корпус резистивний елемент основну частину теплового потоку направляє убік робочої поверхні нагрівника - днища корпусу, що підвищує е фективність і рівномірність теплопередачі до об'єкта, що нагрівається, при цьому резистивний елемент захищений від механічних ушкоджень, оскільки він виконаний у єдиному блоці з корпусом нагрівника. Пристрій для здійснення способу простий у виготовленні, зручний у поводженні, не вимагає будь-яких спеціальних розробок і пристосувань. Виготовлені за пропонованим способом нагрівники можуть знайти широке застосування в промисловості, наприклад, при виробництві вулканізаційних пресів, плит, що обігріваються, та інших нагрівальних пристроїв.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing flat electric heater
Автори англійськоюKosariev Ivan Vasyliovych, Kosarev Vasyl Vasyliovych, Andrieiev Heorhii Volodymyrovych, Stadnik Mykola Ivanovych, Meznikov Artur Volodymyrovych, Sholin Mykhailo Kostiantynovych
Назва патенту російськоюСпособ изготовления плоского электрического нагревателя
Автори російськоюКосарев Иван Васильевич, Косарев Василий Васильевич, Андреев Георгий Владимирович, Стадник Николай Иванович, Мезников Артур Владимирович, Шолин Михаил Константинович
МПК / Мітки
МПК: H05B 3/22
Мітки: електронагрівника, спосіб, виготовлення, плоского
Код посилання
<a href="https://ua.patents.su/2-67051-sposib-vigotovlennya-ploskogo-elektronagrivnika.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення плоского електронагрівника</a>
Водорозчинна фотополімеризаційноздатна композиція для виготовлення друкарських форм трафаретного та плоского офсетного способів друку
Номер патенту: 61815
Опубліковано: 17.11.2003
Автори: Нізельський Юрій Миколайович, Мельников Олександр Валерійович, Кукура Юрій Андрійович
МПК: G03F 7/085
Мітки: трафаретного, друку, форм, офсетного, способів, композиція, водорозчинна, фотополімеризаційноздатна, плоского, виготовлення, друкарських
Формула / Реферат:
Фотополімеризаційноздатна композиція на основі модифікованого полівінілового спирту (МПВС), що використовується як копіювальний шар для виготовлення друкарських форм трафаретного та плоского офсетного способів друку і містить полімер - МПВС, який відрізняється тим, що як фотоініціатор вона містить β-дикетонат міді (ІІ) у такому співвідношенні компонентів, мас. %: МПВС 97,0-98,8 b-дикетонат...
Спосіб плоского фрезерування торцевими фрезами

Номер патенту: 40156
Опубліковано: 16.07.2001
Автори: Громовий Олексій Андрійович, Виговський Георгій Миколайович, Мельничук Петро Петрович, Лоєв Володимир Юхимович
МПК: B23C 3/00
Мітки: фрезерування, торцевими, фрезами, плоского, спосіб
Формула / Реферат:
Спосіб плоского фрезерування торцевими фрезами, що включає зняття припуску чорновими та чистовими різальними елементами, який відрізняється тим, що найбільшу частину припуску видаляють чорновими різальними елементами, які нерухомо закріплені відносно корпусу фрези, який рухається за коловою траєкторією, після чого чистовий припуск видаляють різальними елементами, які розташовані в радіальному напрямку на найменшій відстані від осі фрези з...
Склад для резистивного плівкового електронагрівника
Номер патенту: 3010
Опубліковано: 26.12.1994
Автори: Головач Іван Петрович, Головач Сергій Іванович
МПК: H05B 3/14
Мітки: склад, плівкового, електронагрівника, резистивного
Формула / Реферат:
Состав для резистивного пленочного электронагревателя, содержащий углеродный токопроводящий материал, преимущественно графит, полимерное связующее на основе аддукта и растворитель, отличающийся тем, что, с целью ускорения времени разогрева электронагревателя, в качестве полимерного связующего использована композиция из полиизоциануратного аддукта и сложного полиэфира при следующем соотношении компонентов, мас.ч.:полиизоциануратный...
Плоский резистивний електронагрівник та спосіб його виготовлення
Номер патенту: 43634
Опубліковано: 17.12.2001
Автор: Беліцький Михайло Єфремович
МПК: H05B 3/22
Мітки: електронагрівник, спосіб, виготовлення, плоский, резистивний
Формула / Реферат:
1. Плоский резистивний електронагрівник, що містить першу ізоляційну плиту, закріплений на ній нагрівальний елемент та другу ізоляційну плиту з прошарком електроізоляційного в'яжучого між ізоляційною плитою та електронагрівальним елементом, який відрізняється тим, що він містить принаймні один додатковий прошарок електроізоляційного в'яжучого на площині ізоляційної плити, і прошарок становить собою фосфатне в'яжуче.2. Плоский...
Спосіб плоского фрезерування торцевими фрезами
Номер патенту: 63517
Опубліковано: 15.01.2004
Автори: Виговський Георгій Миколайович, Лоєв Володимир Юхимович, Мельничук Петро Петрович
МПК: B23C 3/00
Мітки: торцевими, фрезерування, спосіб, плоского, фрезами
Формула / Реферат:
Спосіб плоского фрезерування торцевими фрезами, згідно з яким найбільшу частину припуску видаляють чорновими різальними елементами, які нерухомо закріплені відносно корпусу фрези, який рухається за коловою траєкторією, після чого чистовий припуск видаляють чистовими різальними елементами, які розташовані в радіальному напрямку на меншій відстані від осі фрези з більшим вильотом відносно чорнових різальних елементів і рухаються за...
Попередній патент: Трубчаста годівниця
Наступний патент: Спосіб багатопрохідного дугового зварювання подовжніх стиків товстостінних циліндричних обичайок
Випадковий патент: Соус білий "баланс"