Спосіб багатопрохідного дугового зварювання подовжніх стиків товстостінних циліндричних обичайок
Номер патенту: 67052
Опубліковано: 15.06.2004
Автори: Воскресенський Артем Сергійович, Тараричкін Ігор Олександрович
Формула / Реферат
1. Спосіб багатопрохідного дугового зварювання подовжніх стиків товстостінних циліндричних обичайок, при якому здійснюють зборку стику під зварювання і послідовно заповнюють розчищання кромок окремими шарами, а до кожного з виконаних шарів прикладають зусилля роликом із клиноподібною поверхнею для створення кутового повороту крайок за знаком, протилежним тому, що виникає в результаті розвитку кутових деформацій, який відрізняється тим, що зусилля прикладають уздовж утворювальної обичайки складально-зварювальним пристроєм, перед виконанням кожного наступного проходу виконують вимір величини кутової деформації, що спостерігається, і коректують зусилля таким чином, щоб цілком компенсувати кутовий поворот крайок, що утворився.
2. Спосіб за п. 1, який відрізняється тим, що вимір кутової деформації і коректування зусилля виконують безупинно в процесі зварювання.
3. Спосіб за п. 1, який відрізняється тим, що останній шар розчищання кромок заповнюють без виміру кутових деформацій при незмінних зусиллях, прикладених до обичайки після виконання передостаннього шару.
Текст
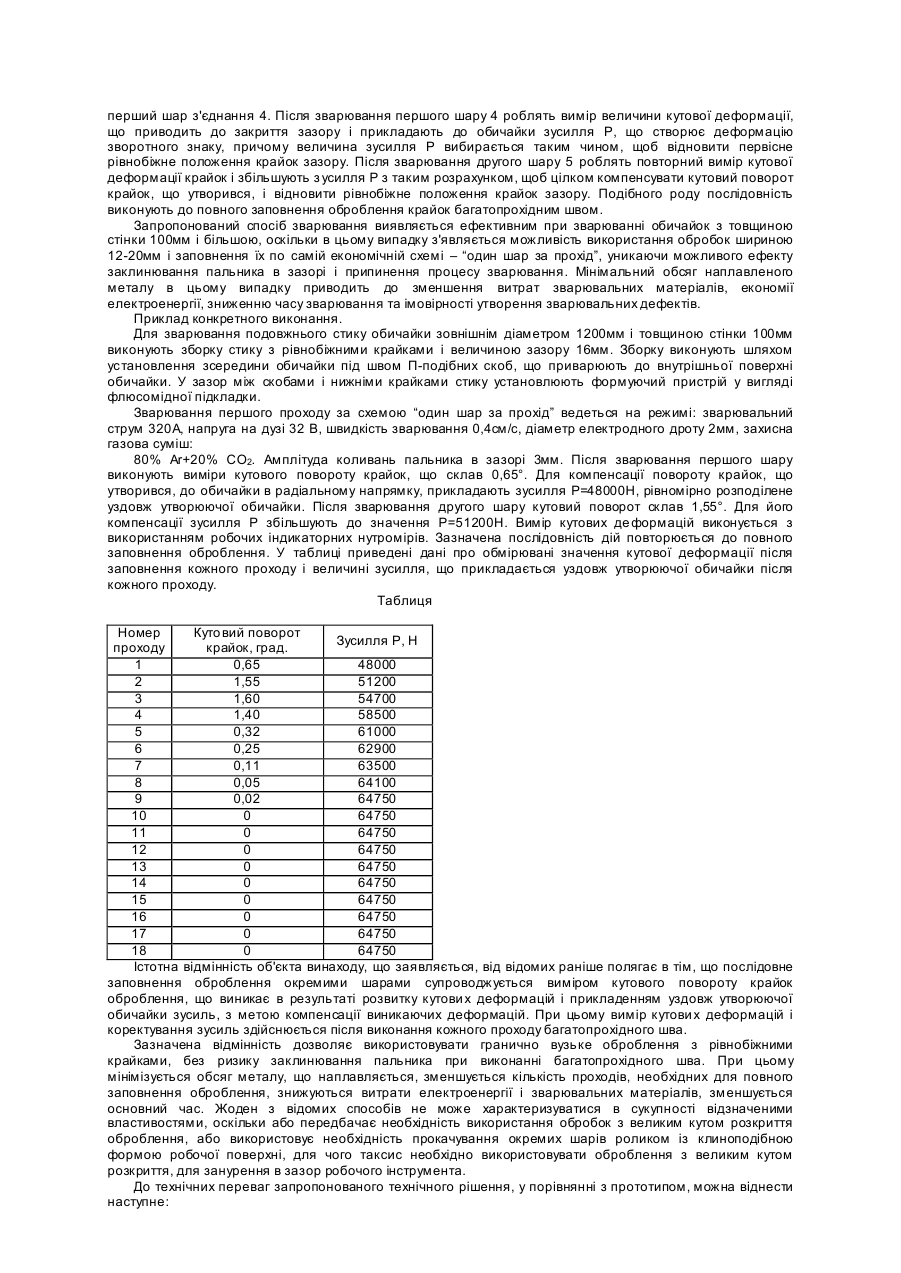
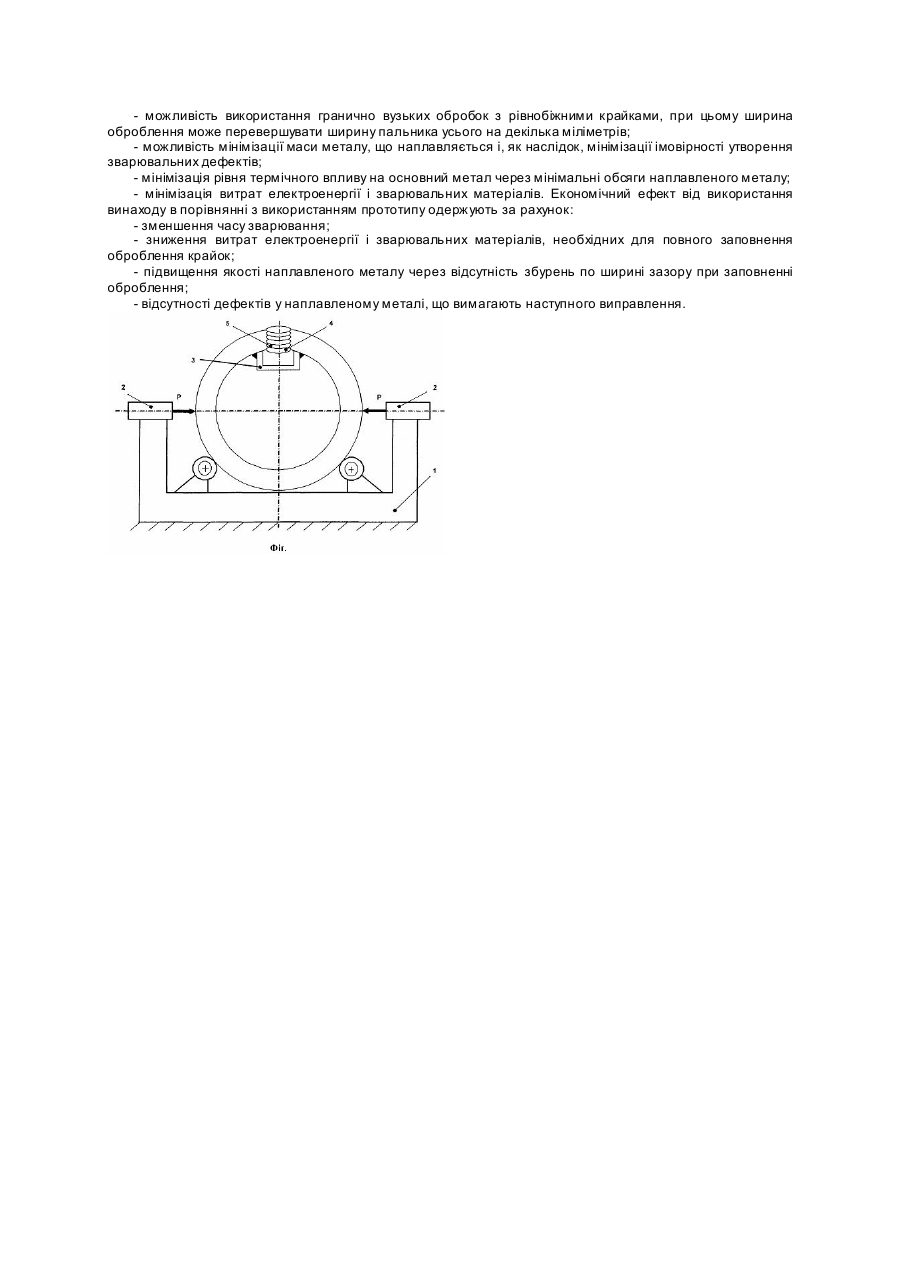
Винахід відноситься до зварювального виробництва і може бути використаний при виготовленні товстостінних циліндричних обичайок з подовжніми швами. Відомий спосіб зварювання, при якому зварений шов і навколошовну зону прокочують роликами прокатної машини. При прокатці виникають пластичні деформації, за знаком протилежним зварювальним, що призводить до зниження загальних деформацій і підвищенню точності звареної конструкції (див. книгу: Куркин С.А., Ховов В.М., Рыбачук A.M. Те хнология, механизация и автоматизация производства сварных конструкций: Атлас.: Учебное пособие для студентов машиностроительных специальностей вузов / М.: Машиностроение, 1989. - 328с., див. стор.184, 218). Основним недоліком відомого способу зварювання є те, що його ефективне застосування можливе тільки при обробці металу невеликої товщини (до 12-16мм), оскільки деформування товстого металу роликами з плоскою робочою поверхнею ускладнено і вимагає прикладання значних зусиль, що ускладнює конструкцію пристрою для прокатки і супроводжується ускладненням технології обробки звареної конструкції. Найбільш близьким по своїй суті та ефекту, що досягається, є спосіб багатопрохідного дугового зварювання подовжніх стиків товстостінних циліндричних обичайок, при якому здійснюють зборку стику під зварювання і виконують послідовне заповнення оброблення окремими шарами, при цьому кожний з виконаних шарів прокочується роликом із клиноподібною робочою поверхнею, що дозволяє створити зусилля, що приводять до розвитку пластичних деформацій у наплавленому металі за знаком протилежним зварювальним і запобігти утворенню значних кутови х деформацій з'єднання (див. а.с. СРСР №1564867, МПК В23К9/16, Бюл. №18, рік видання 1990). Основним недоліком відомого способу зварювання є те, що деформуючий ролик при зварюванні в зазор з невеликим кутом розкриття оброблення (порядку декількох градусів) і малим зазором (порядку 1230мм) може бути використаний тільки при зварюванні обичайок з помірною товщиною металу (приблизно 20-80мм). При зварюванні у вузький зазор металу товщиною більш 80мм через збільшення жорсткості з'єднання прокатка кожного шару стає з однієї сторони недостатньо ефективною через необхідність прикладання значних зусиль, а з іншої сторони велика глибина оброблення ускладнює створення пристрою для прокатки, габарити якого не повинні перевищувати ширину вузького зазору. Крім того, ролик занурений на велику глибину у вузьке оброблення, працює в умовах високотемпературного нагрівання, з обмеженою можливістю охолодження, що знижує його довговічність і працездатність. Крім того, відомий спосіб зварювання хоча і дозволяє уникнути заклинювання пальника у випадку використання обробок з невеликим кутом розкриття або з рівнобіжними крайками, однак, не усуває збурень по ширині зазору при зварюванні, оскільки через розвиток кутових деформацій зазор поступово закривається. Виникаючі при цьому збурення по ширині зазору приводять до зміни умов формування шару і можуть привести до утворення дефектів форми у вигляді підрізів, непроварів, несплавок і т.п. Виправлення дефектів у товстому металі, що залягають на великій глибині, зв'язано із серйозними технічними проблемами, тому запобігання утворення технологічних дефектів при багатопрохідному зварюванню з'єднань металу великої товщини варто розглядати як пріоритетну задачу. В основу винаходу поставлено задачу удосконалення способу багатопрохідного дугового зварювання подовжніх стиків товстостінних циліндричних обичайок шляхом підтримки незмінним кута розкриття оброблення крайок протягом усього періоду заповнення оброблення багатопрохідним швом, що приведе до якісного формування звареного шва і запобіганню заклинювання пальника. Рішення поставленої задачі досягається тим, що в способі багатопрохідного дугового зварювання подовжніх стиків товстостінних циліндричних обичайок, при якому здійснюють зборку стику під зварювання і виконують послідовне заповнення оброблення окремими шарами, а до кожного з виконаних шарів прикладають зусилля роликом із клиноподібною поверхнею для створення кутового повороту крайок за знаком, протилежним тому, що виникає в результаті розвитку кутови х де формацій, відповідно до винаходу, зусилля прикладають уздовж твірної обичайки складально-зварювальним пристроєм, перед виконанням кожного наступного проходу роблять вимір величини кутової деформації, що спостерігається, і коректують зусилля таким чином, щоб цілком компенсувати кутовий поворот крайок, що утворився. Крім того, вимір кутової де формації і коректування зусилля можуть проводитись і безупинно в процесі зварювання. При цьому останній шар оброблення заповнюють без виміру кутови х де формацій при незмінних зусиллях, прикладених до обичайки уздовж утворюючої після виконання передостаннього шару. Запропонований спосіб дозволяє підвищити якість зварених з'єднань за рахунок створення умов для оптимального формування багатопрохідного шва в обробленні, оскільки кут розкриття оброблення залишається незмінним у процесі зварювання, а виникаючі збурення по ширині зазору виявляються мінімальними. Крім того, запропонований спосіб дозволяє використовувати оброблення під зварювання з рівнобіжними крайками і наступним заповненням зазору по самій економічній схемі – “один шар за прохід”, без заклинювання пальника в зазорі. Сутність винаходу пояснюється ілюстративним матеріалом (див.фіг.), де зображена схема прикладання зусиль уздовж утворюючої обичайки, за допомогою складально-зварювального пристосування для компенсації кутових деформацій, що приводять до закриття зазору при зварюванні в оброблення з рівнобіжними крайками. Пристрій для здійснення способу містить: 1 - складально-зварювальний пристрій; 2 - систему гідроциліндрів розташованих уздовж утворюючої, для стиску обичайки; 3 - скобу для зборки стику під зварювання, поз.4 і 5 позначені окремі шари багатопрохідного шва. Запропонований спосіб багатопрохідного дугового зварювання подовжніх стиків товстостінних циліндричних обичайок здійснюється в наступній послідовності. Зібраний під зварювання стик, наприклад, з рівнобіжними крайками, фіксується за допомогою складальних скоб 3, встановлюваних уздовж зворотної сторони стику. Після цього з використанням технології дугового зварювання у вузький зазор виконується перший шар з'єднання 4. Після зварювання першого шару 4 роблять вимір величини кутової деформації, що приводить до закриття зазору і прикладають до обичайки зусилля Р, що створює деформацію зворотного знаку, причому величина зусилля Р вибирається таким чином, щоб відновити первісне рівнобіжне положення крайок зазору. Після зварювання другого шару 5 роблять повторний вимір кутової деформації крайок і збільшують з усилля Р з таким розрахунком, щоб цілком компенсувати кутовий поворот крайок, що утворився, і відновити рівнобіжне положення крайок зазору. Подібного роду послідовність виконують до повного заповнення оброблення крайок багатопрохідним швом. Запропонований спосіб зварювання виявляється ефективним при зварюванні обичайок з товщиною стінки 100мм і більшою, оскільки в цьому випадку з'являється можливість використання обробок шириною 12-20мм і заповнення їх по самій економічній схемі – “один шар за прохід”, уникаючи можливого ефекту заклинювання пальника в зазорі і припинення процесу зварювання. Мінімальний обсяг наплавленого металу в цьому випадку приводить до зменшення витрат зварювальних матеріалів, економії електроенергії, зниженню часу зварювання та імовірності утворення зварювальних дефектів. Приклад конкретного виконання. Для зварювання подовжнього стику обичайки зовнішнім діаметром 1200мм і товщиною стінки 100мм виконують зборку стику з рівнобіжними крайками і величиною зазору 16мм. Зборку виконують шляхом установлення зсередини обичайки під швом П-подібних скоб, що приварюють до внутрішньої поверхні обичайки. У зазор між скобами і нижніми крайками стику установлюють формуючий пристрій у вигляді флюсомідної підкладки. Зварювання першого проходу за схемою “один шар за прохід” ведеться на режимі: зварювальний струм 320А, напруга на дузі 32 В, швидкість зварювання 0,4см/с, діаметр електродного дроту 2мм, захисна газова суміш: 80% Аr+20% СО2. Амплітуда коливань пальника в зазорі 3мм. Після зварювання першого шару виконують виміри кутового повороту крайок, що склав 0,65°. Для компенсації повороту крайок, що утворився, до обичайки в радіальному напрямку, прикладають зусилля Р=48000Н, рівномірно розподілене уздовж утворюючої обичайки. Після зварювання другого шару кутовий поворот склав 1,55°. Для його компенсації зусилля Р збільшують до значення Р=51200Н. Вимір кутових де формацій виконується з використанням робочих індикаторних нутромірів. Зазначена послідовність дій повторюється до повного заповнення оброблення. У таблиці приведені дані про обмірювані значення кутової деформації після заповнення кожного проходу і величині зусилля, що прикладається уздовж утворюючої обичайки після кожного проходу. Таблиця Номер Куто вий поворот Зусилля Р, Н проходу крайок, град. 1 0,65 48000 2 1,55 51200 3 1,60 54700 4 1,40 58500 5 0,32 61000 6 0,25 62900 7 0,11 63500 8 0,05 64100 9 0,02 64750 10 0 64750 11 0 64750 12 0 64750 13 0 64750 14 0 64750 15 0 64750 16 0 64750 17 0 64750 18 0 64750 Істотна відмінність об'єкта винаходу, що заявляється, від відомих раніше полягає в тім, що послідовне заповнення оброблення окремими шарами супроводжується виміром кутового повороту крайок оброблення, що виникає в результаті розвитку кутови х деформацій і прикладенням уздовж утворюючої обичайки зусиль, з метою компенсації виникаючих деформацій. При цьому вимір кутови х деформацій і коректування зусиль здійснюється після виконання кожного проходу багатопрохідного шва. Зазначена відмінність дозволяє використовувати гранично вузьке оброблення з рівнобіжними крайками, без ризику заклинювання пальника при виконанні багатопрохідного шва. При цьому мінімізується обсяг металу, що наплавляється, зменшується кількість проходів, необхідних для повного заповнення оброблення, знижуються витрати електроенергії і зварювальних матеріалів, зменшується основний час. Жоден з відомих способів не може характеризуватися в сукупності відзначеними властивостями, оскільки або передбачає необхідність використання обробок з великим кутом розкриття оброблення, або використовує необхідність прокачування окремих шарів роликом із клиноподібною формою робочої поверхні, для чого таксис необхідно використовувати оброблення з великим кутом розкриття, для занурення в зазор робочого інструмента. До технічних переваг запропонованого технічного рішення, у порівнянні з прототипом, можна віднести наступне: - можливість використання гранично вузьких обробок з рівнобіжними крайками, при цьому ширина оброблення може перевершувати ширину пальника усього на декілька міліметрів; - можливість мінімізації маси металу, що наплавляється і, як наслідок, мінімізації імовірності утворення зварювальних дефектів; - мінімізація рівня термічного впливу на основний метал через мінімальні обсяги наплавленого металу; - мінімізація витрат електроенергії і зварювальних матеріалів. Економічний ефект від використання винаходу в порівнянні з використанням прототипу одержують за рахунок: - зменшення часу зварювання; - зниження витрат електроенергії і зварювальних матеріалів, необхідних для повного заповнення оброблення крайок; - підвищення якості наплавленого металу через відсутність збурень по ширині зазору при заповненні оброблення; - відсутності дефектів у наплавленому металі, що вимагають наступного виправлення.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for multipass arc welding of longitudinal joints of thick-walled shells
Автори англійськоюTararychkin Ihor Oleksandrovych
Назва патенту російськоюСпособ многопроходной дуговой сварки продольных стыков толстостенных цилиндрических обечаек
Автори російськоюТарарычкин Игорь Александрович
МПК / Мітки
МПК: B23K 9/00
Мітки: зварювання, дугового, подовжніх, товстостінних, циліндричних, спосіб, обичайок, стиків, багатопрохідного
Код посилання
<a href="https://ua.patents.su/3-67052-sposib-bagatoprokhidnogo-dugovogo-zvaryuvannya-podovzhnikh-stikiv-tovstostinnikh-cilindrichnikh-obichajjok.html" target="_blank" rel="follow" title="База патентів України">Спосіб багатопрохідного дугового зварювання подовжніх стиків товстостінних циліндричних обичайок</a>
Установка для зварювання поздовжніх стиків обичайок
Номер патенту: 52853
Опубліковано: 15.01.2003
Автор: Калюжний Валерій Вілінович
МПК: B23K 37/04
Мітки: обичайок, поздовжніх, зварювання, установка, стиків
Формула / Реферат:
1. Установка для зварювання поздовжніх стиків обичайок, яка містить вертикальний підпірний стояк, до якого прикріплені у горизонтальній площині поздовжні симетричні балки, що несуть клавішні притискачі з пневмоприводами, і під якими розташовано з можливістю розвороту у горизонтальній площині ложемент з формувальною флюсомідяною підкладкою, яка відрізняється тим, що ложемент розподілений на окремі частини-секції, зв'язані між собою зворотними...
Спосіб дугового зварювання стиків рельсів
Номер патенту: 21039
Опубліковано: 07.10.1997
Автори: Сергієнко Юрій Вікторовіч, Чигарьов Валерій Васильович
МПК: B23K 9/00
Мітки: спосіб, дугового, стиків, зварювання, рельсів
Формула / Реферат:
Способ дуговой сварки стыков рельсов с многослойным заполнением разделки кромок, при котором слои выполняют на оптимальном режиме возвратно-поступательным перемещением электрода с образованием взаимно перекрещивающихся отдельных участков, отличающийся тем, что на оптимальном режиме выполняют сварку стойки рельса, а сварку подошвы и головки рельсов на режимах, в 1,6-1,7 раза превышающий оптимальный.
Спосіб дугового зварювання з короткими замиканнями дугового проміжку та джерело живлення для його здійснення
Номер патенту: 42588
Опубліковано: 15.10.2001
Автори: Работінскій Дмітрій Ніколаєвіч, Карасєв Міхаіл Валєнтіновіч, Копіленко Євгеній Аркадійович, Солянік Володимир Володимирович, Сорока Володимир Леонідович, Павленко Георгій Васильович
МПК: B23K 9/09, B23K 9/00, B23K 9/095
Мітки: дугового, живлення, здійснення, проміжку, джерело, короткими, зварювання, спосіб, замиканнями
Формула / Реферат:
1. Спосіб дугового зварювання з короткими замиканнями дугового проміжку, при якому плавлення електрода і зварювальної ванни здійснюють за допомогою електричної енергії основного джерела постійного струму, який відрізняється тим, що підігрівання і перехід металу електрода в зварювальну ванну при коротких замиканнях дугового проміжку забезпечують енергією постійно діючого додаткового джерела електричної енергії, напруга якого знаходиться в...
Спосіб механізованого дугового зварювання
Номер патенту: 50870
Опубліковано: 15.11.2002
Автори: Фартушний Володимир Григорович, Лащенко Георгій Іванович
МПК: B23K 9/00, B23K 37/02
Мітки: спосіб, механізованого, зварювання, дугового
Формула / Реферат:
Спосіб механізованого дугового зварювання, при якому використовують пристрій для переміщення зварювального інструмента, який переміщують вздовж осі сполучення зварюваних елементів зі швидкістю зварювання, який відрізняється тим, що зварювальний інструмент утримують і направляють безпосередньо рукою зварника, яку розміщують на пристрої для переміщення зварювального інструмента.
Спосіб дугового зварювання у середовищі піни
Номер патенту: 47739
Опубліковано: 15.07.2002
Автори: Гедрович Анатолій Іванович, Гальцов Ігор Олександрович, Друзь Олег Миколайович
МПК: B23K 9/035, B23K 9/038
Мітки: спосіб, зварювання, середовищі, дугового, піни
Формула / Реферат:
Спосіб дугового зварювання у середовищі піни, при якому в зоні наплавлення створюють захисне середовище у вигляді газоповітряної піни, наприклад на основі водно-гліцеринового розчину мила, який відрізняється тим, що в зону дугового зварювання подають піну, до складу якої вводять спеціальні добавки (стабілізатори горіння дуги, інгібітори тепла і корозії, інші мінеральні добавки), яка заповнює простір між зварювальним дротом і металом, що...
Попередній патент: Спосіб виготовлення плоского електронагрівника
Наступний патент: Спосіб тестування сортів однодомних конопель на сортову типовість
Випадковий патент: Регулятор частоти обертання дизеля з додатковою подачею повітря за імпульсом настроювання