Спосіб електроконтактного наплавлення
Номер патенту: 68717
Опубліковано: 16.08.2004
Автори: Пресняков Віктор Анатолійович, Волков Дмитро Анатолійович, Катренко Віталій Трохимович
Формула / Реферат
Спосіб електроконтактного наплавлення, що включає укладення порошкового дроту на деталь, нагрівання порошкового дроту і приконтактного об‘єму металу відновлюваної деталі імпульсами електричного струму та їх спільну пластичну деформацію, який відрізняється тим, що порошковий дріт, який складається з металевої оболонки та порошкового сердечника, перед наплавленням пропускають через формозмінні ролики (калібрувальний механізм), які надають порошковому дроту круглого поперечного перерізу вигляду сегмента і одночасно направляють його плоскою поверхнею під верхній наплавний ролик, а калібрувальний механізм виконує при цьому поперечні коливальні рухи відносно напрямку наплавлення.
Текст
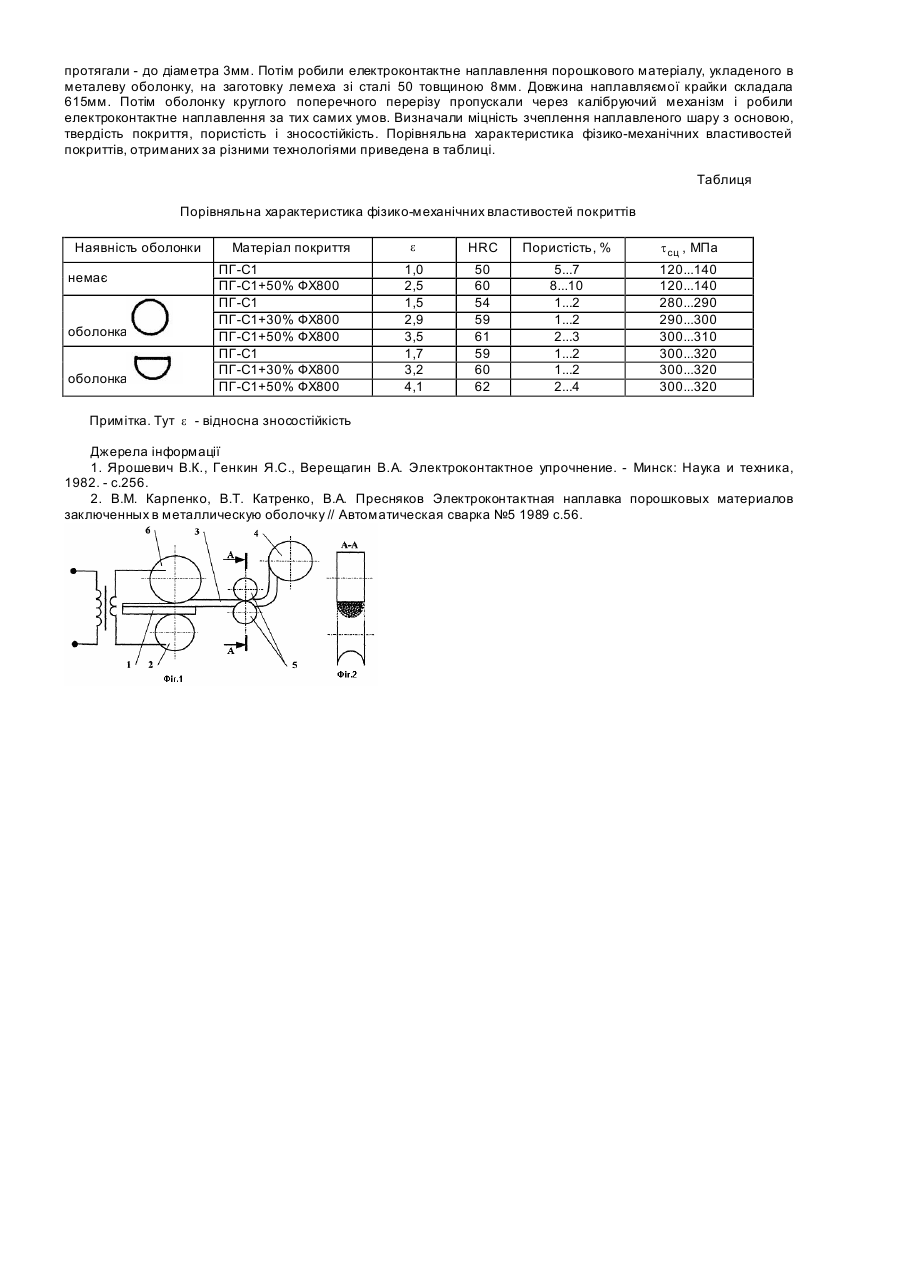
Винахід відноситься до галузі техніки, а саме до зварювального виробництва і може бути використаним при наплавленні з метою зміцнення ріжучих елементів деталей, сільськогосподарських і будівельних машин, що працюють в умовах абразивного зносу. Відомий спосіб зміцнення поверхонь довгомірних деталей [1], згідно якого на останні наноситься шар зносостійкого порошку за допомогою дозуючого пристрою. Потім відбувається нагрівання порошку, що додається і приконтактного обсягу металу відновлюваної деталі імпульсами електричного струму і їх спільна пластична деформація, що забезпечує утворення фізичного контакту, активацію контактних поверхонь і об'ємну взаємодію часток порошку один з одним і з матеріалом основи. При цьому технологічна схема процесу наплавлення являє собою спільну прокатку порошкового шару і матеріалу основи роликовими електродами. Однак спроби застосування цього способу для зміцнення поверхні довгомірних деталей не дали бажаного результату, тому що застосовувані для наплавлення порошки є феромагнітними. У результаті взаємодії електричного струму, що проходить по деталі, і його магнітного поля зі струмом, що проходить через електрод і шар порошку, і його магнітним полем, відбувається викид феромагнітного порошку з зони ущільнення і спікання, у результаті чого покриття формується з великою кількістю пор, напливами, а коефіцієнт використання порошку не перевищує 0,8. Крім того, відзначається швидкий знос роликів-електродів електроконтактної установки. За допомогою ролика-електрода прикладається тиск до порошкового шару, що ущільнюється і припікається. Тому що тверді частки зносостійкого матеріалу знаходяться в безпосередньому контакті з роликом-електродом, відбувається швидкий абразивний знос останнього. Відомий також, обраний як прототип, спосіб зміцнення довгомірних деталей [2], що полягає в застосуванні в якості матеріалу, що додається до зони наплавлення, порошкового матеріалу, укладеного в металеву оболонку, а саме порошкового дроту кругло го поперечного перерізу. Сутність цього способу полягає в тому, що при укладанні порошку в оболонку виключається його контакт з електродом, отже, стійкість електрода підвищується. З'являється можливість попереднього виготовлення матеріалу, що додається, для електроконтактного наплавлення: його можна ущільнювати (протяганням, прокаткою) чи спікати, причому оболонка захищає порошок від окислювання. Наявність металевої оболонки дозволяє збільшити кількість компонентів з високим електричним опором, тому що в цьому випадку струм протікає по оболонці і нагріває її до температури переходу в пластичний стан; при визначеному зусиллі, прикладеному до електрода, відбувається з'єднання оболонки з основним металом, а порошковий матеріал нагрівається теплом, що надходить від оболонки. Однак використання в якості матеріалу, що додається в зону наплавлення, порошкового дроту крутого поперечного перерізу приводить до значного виділення тепла у верхній електрод на контактному опорі «електрод-дріт, що додається». При недостатньому охолодженні електрода відбувається зниження його міцності і дріт, що додається, вдавлюючись в його поверхню утворює на останньому канавку. Крім того відзначаються труднощі з направленням дроту, що додається під наплавочний електрод, це змушує використовувати спеціальний направляючий пристрій. В основу винаходу поставлена задача: підвищити якість наплавляємого металу за рахунок більш раціонального розподілу тепла по поперечному перерізу матеріалу, що додається до зони наплавлення, і продовження терміну служби електродів за рахунок застосування як додаткового, порошкового дроту сегментноподібного поперечного перерізу. Поставлена задача досягається тим, що перед наплавочними роликами установки встановлюються формозмінні ролики (калібруючий механізм), що надають порошковому дроту круглого поперечного перерізу вид сегмента і одночасно направляють його плоскою поверхнею під верхній наплавочний ролик. Крім того калібруючий механізм робить поперечні коливальні рухи стосовно напрямку наплавлення з метою виключення крутіння матеріалу, що додається, і підвищення точності направлення дроту по лінії наплавлення. Швидкість обертання калібруючих роликів і наплавочних синхронізуються. Тут і далі під терміном «матеріал, що додається» розуміється порошковий дріт сегментно-подібного поперечного перерізу, що не викликає підвищеного виділення тепла у верхній електрод на контактному опорі «електрод - додатковий дріт», тому що контактує з ним по плоскій поверхні сегмента. Застосування при наплавленні механізму, що виробляє формозміну порошкового дроту круглого перетину в сегментно-подібний ускладнює конструкцію наплавочної установки і саму технологію наплавлення. Однак при цьому забезпечується більш раціональний розподіл тепла по поперечному перерізу додаткового матеріалу, знижується тепловиділення у вер хній електрод і тим самим продовжується термін служби електродів. Крім того, згідно винаходу відкривається можливість робити наплавлення одночасно декількома дротами сегментно-подібного поперечного перерізу, чи двосегментним порошковим дротом. Така схема наплавлення забезпечує сприятливі умови для деформації сусідніх сегментів дроту, що забезпечує задовільну якість з'єднання бічних поверхонь сегментів між собою. Виключається утворення порожнеч у місці контакту сегментів з деталлю, що служать концентраторами напруг і джерелами корозійного руйнування. Тим самим якість наплавлення підвищується. Заявлений спосіб реалізується в такій послідовності (фіг.1,2). Деталь, що наплавляється, 1 укладається на нижній електрод 2 наплавочної установки. Додатковий дріт 3 круглого перетину з бухти 4 подається між роликами 5 механізму, що його калібрує, тобто відбувається формозміна порошкового дроту. Ролики механізму, що калібрує, є приприводними і одночасно з формозміною роблять подачу сегментно-подібного додаткового дроту під верхній електрод 6 наплавочної установки. Як тільки додатковий дріт торкається верхнього електроду 6, вмикається привод обертання і стиску наплавочних роликів. Відбувається захоплення додаткового матеріалу 3, його розігрів, струмом що проходить крізь нього, з одночасною спільною пластичною деформацією додаткового матеріалу і наплавляємої деталі. Відбувається надійне з'єднання додаткового матеріалу з наплавляємою деталлю. Приводи обертання наплавочних роликів і роликів, що забезпечують формозміну порошкового дроту, синхронізовані. Наплавочні ролики так само забезпечують переміщення наплавляємої деталі 1 зі швидкістю наплавлення. Приклад 1. Робили електроконтактне наплавлення лемеха ШП 164.00.00.001 порошковим матеріалом без оболонки, в оболонці круглого і сегментно-подібного перетину. Наплавлення порошку без оболонки здійснювалося відомим способом [1]. Для наплавлення по пропонованому способу ши хту, що складається з порошків сплаву ПГ-С1 і вуглецевого ферохрому ФХ800, засипали в оболонку (яка має вид трубки діаметром 5мм) зі сталі 08кп. Отриману заготовку протягали до діаметра 4мм, продували аргоном, герметизували і знову протягали - до діаметра 3мм. Потім робили електроконтактне наплавлення порошкового матеріалу, укладеного в металеву оболонку, на заготовку лемеха зі сталі 50 товщиною 8мм. Довжина наплавляємої крайки складала 615мм. Потім оболонку круглого поперечного перерізу пропускали через калібруючий механізм і робили електроконтактне наплавлення за тих самих умов. Визначали міцність зчеплення наплавленого шару з основою, твердість покриття, пористість і зносостійкість. Порівняльна характеристика фізико-механічних властивостей покриттів, отриманих за різними технологіями приведена в таблиці. Таблиця Порівняльна характеристика фізико-механічних властивостей покриттів Наявність оболонки немає оболонка оболонка Матеріал покриття ПГ-С1 ПГ-С1+50% ФХ800 ПГ-С1 ПГ-С1+30% ФХ800 ПГ-С1+50% ФХ800 ПГ-С1 ПГ-С1+30% ФХ800 ПГ-С1+50% ФХ800 e HRC Пористість, % t сц , МПа 1,0 2,5 1,5 2,9 3,5 1,7 3,2 4,1 50 60 54 59 61 59 60 62 5...7 8...10 1...2 1...2 2...3 1...2 1...2 2...4 120...140 120...140 280...290 290...300 300...310 300...320 300...320 300...320 Примітка. Тут e - відносна зносостійкість Джерела інформації 1. Ярошевич В.К., Генкин Я.С., Верещагин В.А. Электроконтактное упрочнение. - Минск: Наука и техника, 1982. - с.256. 2. В.М. Карпенко, В.Т. Катренко, В.А. Пресняков Электроконтактная наплавка порошковых материалов заключенных в металлическую оболочку // Автоматическая сварка №5 1989 с.56.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for electroarc surfacing
Автори англійськоюVolkov Dmytro Anatoliiovych, Presniakov Viktor Anatoliiovych
Назва патенту російськоюСпособ электроконтактной наплавки
Автори російськоюВолков Дмитрий Анатольевич, Пресняков Виктор Анатольевич
МПК / Мітки
МПК: B23K 11/06
Мітки: електроконтактного, спосіб, наплавлення
Код посилання
<a href="https://ua.patents.su/2-68717-sposib-elektrokontaktnogo-naplavlennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб електроконтактного наплавлення</a>
Спосіб виготовлення двосегментного порошкового дроту для електроконтактного наплавлення
Номер патенту: 62301
Опубліковано: 15.12.2003
Автори: Пресняков Віктор Анатолійович, Волков Дмитро Анатолійович, Катренко Віталій Трохимович
МПК: B22F 3/00
Мітки: наплавлення, виготовлення, електроконтактного, дроту, порошкового, спосіб, двосегментного
Формула / Реферат:
Спосіб виготовлення двосегментного порошкового дроту для електроконтактного наплавлення, що полягає в готуванні шихти порошкових компонентів, профілюванні холоднокатаної стрічки в заготовку заданої конструкції поперечного перерізу оболонки, одночасному заповненні порожнини оболонки порошкоподібним сердечником і наступним волочінням заготовки до розміру готового дроту, який відрізняється тим, що перед профілюванням на стрічці відгинаються...
Спосіб електроконтактного наплавлення
Номер патенту: 63393
Опубліковано: 15.01.2004
Автори: Матвієнко Владислав Володимирович, Лаврентік Ольга Олександрівна, Гулаков Сергій Володимирович
МПК: B23K 11/06
Мітки: наплавлення, електроконтактного, спосіб
Формула / Реферат:
Спосіб електроконтактного наплавлення, який включає розміщення між основою й зміцнюючим покриттям електроізоляційної прокладки, що руйнується в процесі нагрівання контактної зони, який відрізняється тим, що при приварці зміцнюючого покриття у крайки основи, прокладку зміщують у бік цієї крайки.
Спосіб електроконтактного наплавлення
Номер патенту: 65202
Опубліковано: 15.03.2004
Автори: Лаврентік Ольга Олександрівна, Гулаков Сергій Володимирович
МПК: B23K 11/06
Мітки: електроконтактного, спосіб, наплавлення
Формула / Реферат:
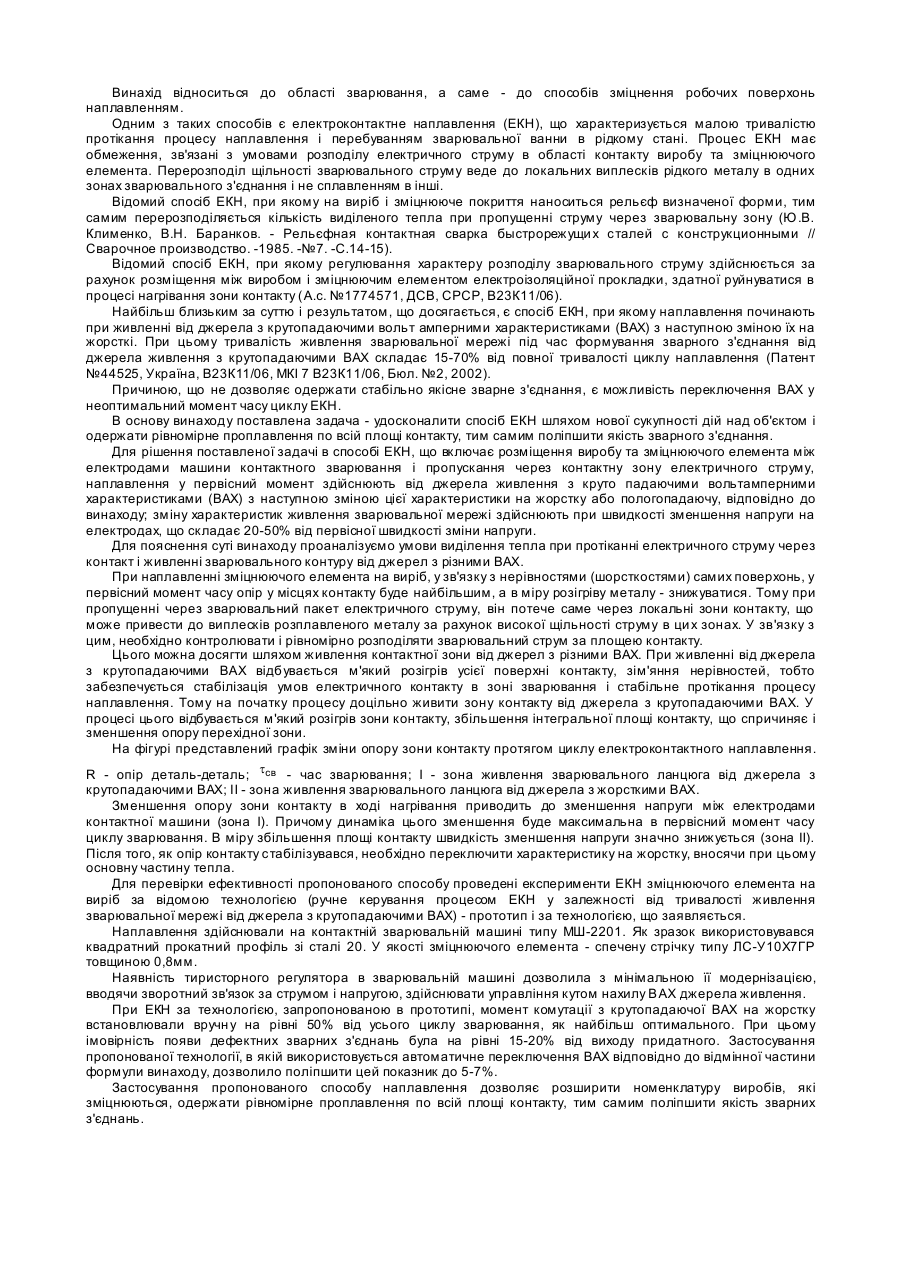
Спосіб електроконтактного наплавлення, що включає розміщення виробу та зміцнюючого елемента між електродами машини контактного зварювання і пропускання через контактну область електричного струму в первісний момент наплавлення від джерела живлення з крутопадаючими вольтамперними характеристиками (ВАХ) з наступною зміною цієї характеристики на жорстку або пологопадаючу, який відрізняється тим, що зміну характеристик живлення зварювальної...
Спосіб електроконтактного наплавлення
Номер патенту: 44525
Опубліковано: 15.02.2002
Автори: Лаврентік Олександр Ілліч, Лаврентік Ольга Олександрівна, Гулаков Сергій Володимирович
МПК: B23K 11/06
Мітки: наплавлення, спосіб, електроконтактного
Формула / Реферат:
1. Спосіб електроконтактного наплавлення, що вміщує розміщення виробу й зміцнюючого елемента між електродами машини контактного зварювання і пропускання через контактну область електричного струму, який відрізняється тим, що цикл наплавлення починають подачею електричного струму від джерела з крутопадаючими вольт-амперними характеристиками (ВАХ) із наступною зміною цієї характеристики на жорстку або пологопадючу.2. Спосіб по п. 1. який...
Матеріал для електроконтактного наплавлення
Номер патенту: 67570
Опубліковано: 15.06.2004
Автори: Лаврентік Олександр Ілліч, Лаврентік Ольга Олександрівна, Гулаков Сергій Володимирович
МПК: B23K 11/06
Мітки: матеріал, електроконтактного, наплавлення
Формула / Реферат:
1. Матеріал для електроконтактного наплавлення,що виконаний у вигляді полотнини або стрічки і сплетений з волокон різного діаметра, який відрізняється тим, що його периферійні ділянки виконані з дротів, діаметр яких у 1,1-2 рази перевищує діаметр інших дротів, а довжина периферійних ділянок складає 10-20% від загального розміру матеріалу.2. Матеріал по п. 1, який відрізняється тим, що діаметр дротів від периферії до центра може...
Попередній патент: Хвильовий ланцюговий редуктор
Наступний патент: Спосіб спікання агломераційної шихти
Випадковий патент: Клапан наповнення для гідравлічних пресів