Спосіб обробляння катанки в потоці прокатування
Номер патенту: 41090
Опубліковано: 16.08.2004
Автори: Труханов Сергій Вадимович, Корінь Андрій Олександрович, Онищенко Сергій Олександрович, Теряєв Олександр Митрофанович, Туник Олег Анатолійович

Формула / Реферат
Спосіб обробляння катанки в потоці прокатування, за яким нагрівають заготівку перед прокатуванням зі зміною хімічного складу приповерхневого шару, проводять її багаторазове дробове деформування і прискорене охолоджування з проміжним вирівнюванням температури, який відрізняється тим, що нагрівання перед прокатуванням виконують у зневуглецювальному середовищі до одержання 0,05-0,10% мас. вуглецю на глибину 1/40-1/50 товщини заготівки, прискорене охолоджування проводять у воді з загальним солевмістом 1000-3000 мг/л до одержання в зневуглецьованій зоні пакетного мартенситу, а вирівнювання температури ведуть до середньомасової температури, що дорівнює 650-720°С.
Текст
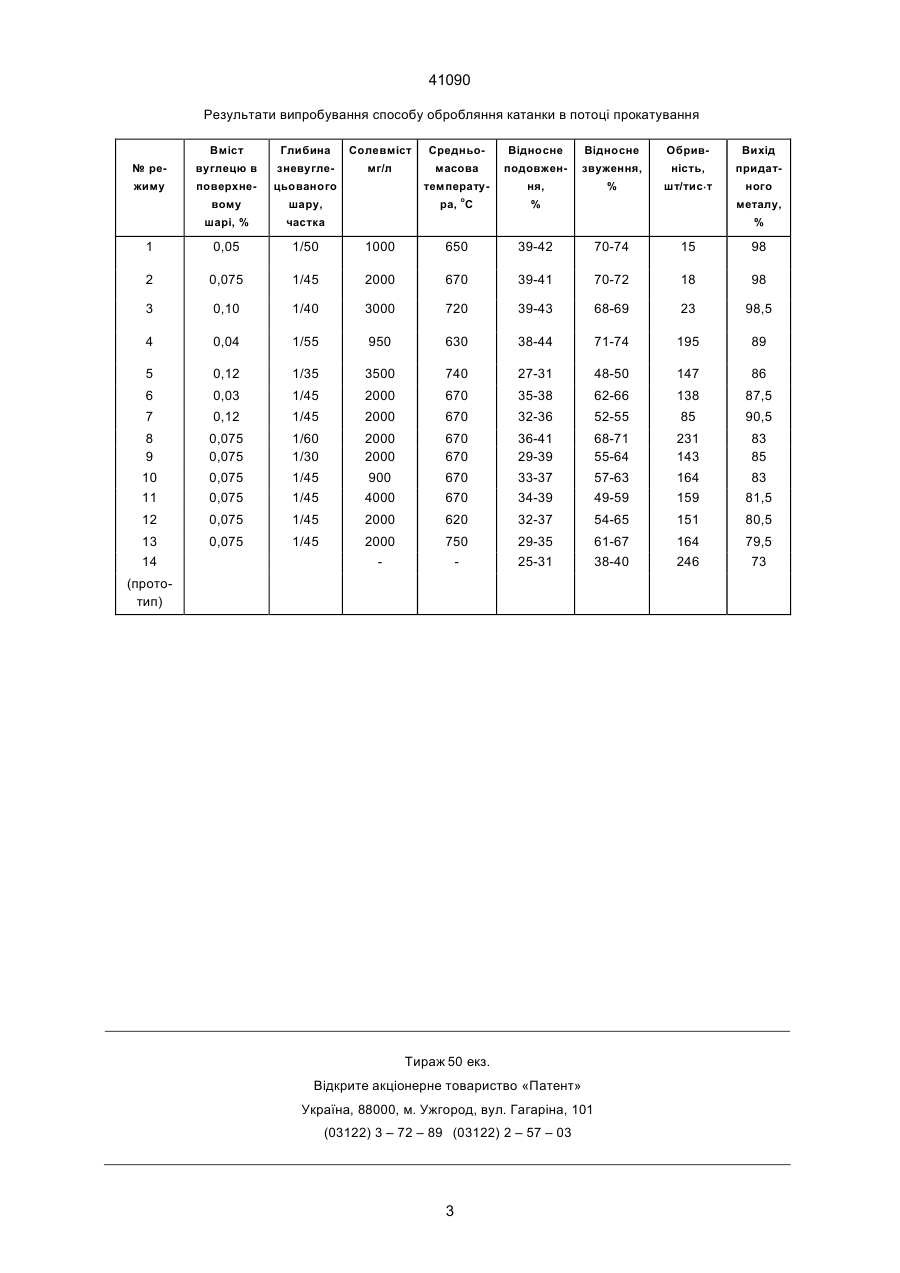
Спосіб обробляння катанки в потоці прокатування, за яким нагрівають заготівку перед прока туванням зі зміною хімічного складу приповерхневого шару, провадять її багаторазове дробове деформування і прискорене охолоджування з проміжним вирівнюванням температури, який відрізняється тим, що нагрівання перед прокатуванням роблять у невуглецевому середовищі до одержання 0,05÷0,10% вуглецю на глибину 1/40÷1/50 товщини заготовки, прискорене охолоджування провадять у воді з загальним солевмістом 1000÷3000 мг/л до одержання в зневуглецьованій зоні пакетного мартенситу, а вирівнювання температури ведуть до середньомасової температури рівній 650÷720°С. Зоя (13) 41090 (11) UA ню міцності й зниженню його здеформовуваності, а наступне прискорене охолоджування водою й ізотермічне витримування сприяють утворюванню на поверхні шарів із бейнітною структурою й продуктами розпадання аустеніту. Це приводить до нерівномірності структури й властивостей металу не тільки по перерізу, але й по всій довжині, а також до зниження виходу придатного металу при наступному холодному волочінні за рахунок збільшення обривності дроту. В основу винаходу поставлено задачу такого удосконалення способу обробляння катанки в потоці прокатування, що дозволив би підвищити її здеформовуваність і вихід придатного металу при холодному волочінні, переважно катанки з низьковуглецевої сталі з 0,15-0,25 % вуглецю, за рахунок зменшення обривності шляхом створення в поверхневому шарі пластичного пакетного мартенситу. Поставлена задача вирішується завдяки тому, що в способі обробляння катанки в потоці прокатування, переважно низьковуглецевої катанки зі вмістом вуглецю 0,15-0,25%, здійснюють нагрівання заготовки перед прокатуванням зі зміною хімічного складу приповерхневого шару, багаторазове дробове деформування і прискорене охолоджування із проміжним вирівнюванням температури. При тому нагрівання під прокатування роблять у невуглецевому середовищі до одержання 0,050,10 % вуглецю на глибину 1/40-1/50 товщини за (19) Винахід відноситься до деформаційно-термічного обробляння катанки, переважно з низьковуглецевих сталей із утримуванням 0,15-0,25 % вуглецю, і може бути використаний в прокатних цехах металургійних заводів при виготовленні катанки, а також сортового прокату. Відомий спосіб обробляння прокату, що включає нагрівання заготовки перед прокатуванням, зміну хімічного складу приповерхнього шару шляхом навуглецювання і гаряче пластичне деформування (А.С. СРСР № 1073334, С23С 11/10). Вадою цього способу є велика тривалість насичення, одержання на поверхні заготовки більш міцного шару, який знижує здеформовуваність сталі при високошвидкісному прокатуванні, необхідність використання додаткового устаткування і насичувальних середовищ. Відомий спосіб хіміко-термічного обробляння сталевих виробів, переважно із середньовуглецевих конструкційних сталей, що включає нагрівання перед деформацією зі зміною хімічного складу поверхневого шару шляхом насичення вуглецем, багаторазове дробове деформування і прискорене охолоджування із проміжним вирівнюванням температури (А.С.СРСР № 1680797, С23С 8/20, С21D 8/00). Цей спосіб за сукупністю ознак є найбільш близьким до винаходу і тому прийнятий як прототип. Вадою способу-прототипу є те, що насичування поверхні металу вуглецем сприяє підвищен А ____________________ 41090 готовки, прискорене охолоджування провадять у воді із загальним солевмістом 1000-3000 мг/л до одержання в зневуглецьованій зоні пакетного мартенситу, а вирівнювання температури ведуть до середньомасової температури рівній 650-720°С. Завдяки тому що нагрівання під прокатування провадять у невуглецевому середовищу до одержання 0,05-0,10 % вуглецю на глибину 1/401/50 товщини заготовки, прискорене охолоджування - у воді із загальним солевмістом до 3000 мг/л досягається різке збільшення швидкості охолодження поверхні катанки при високих швидкостях прокатування (до 35 м/с) і утворення в зневуглецьованій зоні структури пакетного мартенситу. Глибина зневуглецьованого шару на заготовці обрана з таким розрахунком, щоб одержати на катанці зневуглецьований шар із середньою товщиною 0,15-0,20 мм, у якому при прискореному охолоджуванні може бути отриманий пакетний мартенсит. Якщо нагрівання заготовки робити в невуглецевому середовищі до утримування вуглецю в приповерхневому шарі менш 0,05%, то утвориться структура технічно чистого заліза, а це приводить до утворення дуже м'якого шару з феритною структурою. Глибина ж самого зневуглецьованого шару значно збільшиться через тривале нагрівання, що зменшить вихід придатного металу. Якщо на поверхні утвориться шар з утримуванням вуглецю більш 0,10%, то при наступному утворенні низьковуглецевого мартенситу знижується його здеформовуваність. Якщо глибина зневуглецьованого шару менш 1/50 товщини заготовки, то при охолоджуванні катанки утвориться структура не тільки пакетного, але і більш твердого низьковуглецевого мартенситу, а це погіршує пластичність катанки і, отже, її здеформовуваність. При наступному волочінні за рахунок збільшення обривності знижується вихід придатного металу. Якщо ж товщина зневуглецьованого шару буде більше 1/40 товщини заготовки, то знизиться твердість не тільки поверхні, але й основи, так, що знизяться міцністні властивості катанки, дроту з неї, їхня рівномірність і збільшаться втрати металу з окалиною. танки і збільшенню обривності при волочінні дроту. Вирівнювання середньомасової температури по перерізу катанки до значення 650-720°С наводить до часткового розпаду пакетного мартенситу з утворенням зернистих карбідів. Це сприяє покращанню здеформовуваності при наступному холодному волочінні, мінімальному зміцненню поверхні, поменшує обривність при волочінні і підвищує вихід придатного металу. При температурах вище 720°С існує небезпека перевищення критичної точки Ас1, що призведе до появи м'якої феритної сітки по границях зерен, а це, у свою чергу, знизить здеформовуваність без обривів дроту. При температурах нижче 650°С утворення зернистих структур утрудняється, нерівномірність структури і властивостей катанки по перерізу й довжині зростає, знижується здеформовуваність, збільшується обривність при холодному волочінні. Приклад. Для здійснення способу обробляння низьковуглецевої катанки в потоці прокатування використовували заготівки квадратного перерізу розміром 62х62 мм зі сталі Ст3кп з утримуванням 0,15; 0,20 і 0,25 % вуглецю й інших елементів, згідно марочному складу. Заготовки нагрівали в методичній печі до температури 1300°С на протязі 22,5 г у невуглецевому середовищі до одержання в приповерхньому шарі 0,05; 0,075; 0,10 % вуглецю на глибину до 1/40; 1/45 і 1/50 товщини заготовок, а також на глибину, яка виходить за межі запропонованих параметрів. Після багаторазової дробової деформації на прокатному дротовому стані катанку діаметром 6,5 мм піддавали прискореному охолодженню водою із загальним солевмістом менш 1000; 2000; 3000 і більш 3000 мг/л; при цьому в катанці, обробленій при параметрах, що заявляються, отримали структуру пакетного мартенситу. Потім кілька витків катанки поміщали в термостат із температурою 630, 650, 670, 720, 740°С і витримували до вирівнювання температури по перерізу. При цьому в поверхневому шарі відбувався розпад пакетного мартенситу з утворенням зернистих карбідів. Здеформовуваність оцінювали за результатами визначення відносного звуження і відносного здовження; обривність і вихід придатного металу розраховували на масове виробництво дроту діаметром 2,0 мм. Для порівняння здійснювали обробляння катанки по способу-прототипу. Отримані результати зведені до таблиці, із якої видно, що найбільшу здеформовуваність і вихід придатного має катанка, оброблена по запропонованому способу. Відхилення параметрів, за запропоновані межі приводить до одержання гірших результатів. При утримуванні солей у воді менше 1000 мг/л при високих швидкостях прокатування в зневуглецьованому шарі не встигає утворитися структура пакетного мартенситу і поставлена задача способу не вирішується. Підвищення солевмісту понад 3000 мг/л приводить до надмірно високої швидкості охолоджування катанки, утворенню більш твердого низьковуглецевого мартенситу, утворенню тріщин, зниженню здеформовуваності ка 2 41090 Результати випробування способу обробляння катанки в потоці прокатування Вміст Глибина Солевміст Средньо Відносне Відносне Обрив Вихід № ре вуглецю в зневугле мг/л масова подовжен звуження, ність, придат жиму поверхне цьованого температу ня, % шт/тис×т вому шару, ра, С шарі, % частка 1 0,05 1/50 1000 650 39-42 70-74 15 98 2 0,075 1/45 2000 670 39-41 70-72 18 98 3 0,10 1/40 3000 720 39-43 68-69 23 98,5 4 0,04 1/55 950 630 38-44 71-74 195 89 5 0,12 1/35 3500 740 27-31 48-50 147 86 6 0,03 1/45 2000 670 35-38 62-66 138 87,5 7 0,12 1/45 2000 670 32-36 52-55 85 90,5 8 9 0,075 0,075 1/60 1/30 2000 2000 670 670 36-41 29-39 68-71 55-64 231 143 83 85 10 11 0,075 0,075 1/45 1/45 900 4000 670 670 33-37 34-39 57-63 49-59 164 159 83 81,5 12 0,075 1/45 2000 620 32-37 54-65 151 80,5 13 14 0,075 1/45 2000 750 29-35 25-31 61-67 38-40 164 246 79,5 73 о % ного металу, % (прототип) Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 – 72 – 89 (03122) 2 – 57 – 03 3 41090 4
ДивитисяДодаткова інформація
Автори англійськоюTunyk Oleh Anatoliiovych, Onyschenko Serhii Oleksandrovych, Korin Andrii Oleksandrovych, Teriaiev Oleksandr Mytrofanovych
Автори російськоюТуник Олег Анатольевич, Онищенко Сергей Александрович, Коринь Андрей Александрович, Теряев Александр Митрофанович
МПК / Мітки
МПК: C21D 8/06
Мітки: катанки, обробляння, потоці, прокатування, спосіб
Код посилання
<a href="https://ua.patents.su/4-41090-sposib-obroblyannya-katanki-v-potoci-prokatuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробляння катанки в потоці прокатування</a>
Спосіб обробки катанки для високоміцного дроту
Номер патенту: 35517
Опубліковано: 15.03.2001
Автори: Маншилін Олександр Гейнійович, Кукуй Давид Пенхусович, Корінь Андрій Олександрович, Максаков Анатолій Іванович, Алімов Валерій Іванович
МПК: C21D 9/52
Мітки: обробки, катанки, високоміцного, дроту, спосіб
Формула / Реферат:
Спосіб обробки катанки для високоміцного дроту, за яким здійснюють прискорене охолоджування катанки з прокатного нагрівання і наступну її термічну обробку, який відрізняється тим, що при термічній обробці нагрівають катанку для аустенітизації на глибину 0,2+0,8 мм, а потім охолоджують зі швидкостями 5+10°C/c до температур 600+550°С.
Спосіб обробки катанки для виробництва високоміцного дроту
Номер патенту: 35517
Опубліковано: 15.12.2003
Автори: Кукуй Давид Пенхусович, Максаков Анатолій Іванович, Маншилін Олександр Гейнійович, Корінь Андрій Олександрович, Алімов Валерій Іванович
МПК: C21D 9/52
Мітки: обробки, дроту, спосіб, високоміцного, виробництва, катанки
Формула / Реферат:
Спосіб обробки катанки для високоміцного дроту, за яким здійснюють прискорене охолоджування катанки з прокатного нагрівання і наступну її термічну обробку, який відрізняється тим, що при термічній обробці нагрівають катанку для аустенітизації на глибину 0,2+0,8 мм, а потім охолоджують зі швидкостями 5+10°C/c до температур 600+550°С.
Твердотілий матеріал (варіанти), спосіб його обробляння та спосіб обробляння деталей із твердотілого матеріалу
Номер патенту: 60396
Опубліковано: 15.10.2003
Автори: Спірін Юрій Лєонідовіч, Фролов Дмітрій Владіміровіч, Крутова Єлєна Ігорєвна, Дубінін Владімір Стєпановіч
МПК: B82B 1/00, C04B 41/91, B23H 1/00, H01L 41/18, B82B 3/00, H01L 41/24, B22F 3/24
Мітки: твердотілий, матеріалу, твердотілого, обробляння, варіанти, матеріал, деталей, спосіб
Формула / Реферат:
1. Спосіб обробляння твердотілих матеріалів, який відрізняється тим, що містить такі операції, як виготовлення заготовки з твердотілого матеріалу, утворення пор, щонайменше, у поверхневому шарі матеріалу заготовки, причому зазначені пори мають діаметр до 200 нм, заповнення зазначених пор нитками з іншого або того ж самого матеріалу, що і матеріал заготовки.2. Спосіб за п. 1, який відрізняється тим, що в кожну пору поміщають кілька...
Спосіб прокатування заготовок на обтискних і заготовочних станах
Номер патенту: 32627
Опубліковано: 15.02.2001
Автори: Ревякін Олег Вікторович, Прядко Любов Давидівна, Корінь Андрій Олександрович, Шульгін Григорій Митрофанович, Феофілактов Андрій Вікторович, Юнаков Олександр Михайлович, Дишлевич Ігор Йосипович, Маншилін Олександр Гейнійович, Тартачний Віктор Сергійович
МПК: B21B 1/02
Мітки: спосіб, заготовок, заготовочних, обтискних, прокатування, станах
Текст:
...калібр, коли заготовка має випуклі крайні зони й угнуту середину (подвійне бочкоутворення), походить первісний обтиск випуклих зон, що, в свою чергу, наводить до появи на поверхні прокату закотів і зморшок, а також збільшує значення дефекту "риб'ячий хвіст" Найбільш близьким до запропонованого винаходу є спосіб прокатування напівфабрикатів на обтискних і заготовочних станах, за яким заготовку деформують із дворазовим переходом від...
Спосіб обробляння металевих виробів
Номер патенту: 46568
Опубліковано: 15.05.2002
Автори: Трухін Микола Олексійович, Борщов Олексій Вікторович, Отто Костянтин Валентинович, Туник Олег Анатолійович
МПК: C23C 8/10, C21D 1/00, C23F 11/00
Мітки: обробляння, металевих, виробів, спосіб
Формула / Реферат:
Спосіб оброблення металевих виробів, що включає механічне оброблення, термічне оброблення й промаслювання, який відрізняється тим, що поверхню виробів механічно оброблюють до одержання шорсткості з висотою нерівностей мкм, а промаслювання проводять безпосередньо після нагрівання до температури °С протягом...
Попередній патент: Спосіб регулювання швидкості обертального буріння
Наступний патент: Спосіб одночасного відновлення кровотоку в басейні малого таза та нижніх кінцівок
Випадковий патент: Електрорадіатор та спосіб його виготовлення