Спосіб стабілізації товщини листа на реверсивних станах гарячої прокатки
Номер патенту: 48357
Опубліковано: 15.12.2003
Автори: Бєляєв Юрій Борисович, Орловський Юрій Володимирович, Грабовський Георгій Геннадієвич, Бєлобров Юрій Миколайович, Бєляєва Анастасія Юрьєвна
Формула / Реферат
Спосіб стабілізації товщини листа на реверсивному стані гарячої прокатки, що передбачає попереднє встановлення рівня лінії прокатки і фіксацію відповідного зусилля, встановлення перед першим пропусканням листа потрібного міжвалкового зазору і його зміну перед кожним наступним пропусканням в процесі прокатки до досягнення заданої товщини листа, при першому пропусканні листа вимірювання зусиль прокатки та температури, визначення відхилення сил від мінімальної виміряної величини, контроль товщини і довжини листа, управління з випередженням в наступних пропусканнях величиною зусиль прокатки за одержаними даними першого пропускання, який відрізняється тим, що в першому пропусканні безперервно вимірюють зусилля прокатки та температуру по всій довжині листа, визначають діапазон і характер зміни жорсткості кліті, величиною зусиль прокатки управляють шляхом зміни тиску робочої рідини в порожнинах пружних гідравлічних виконавчих механізмів з врахуванням встановленого в першому пропусканні діапазону, а величину випередження коректують залежно від подовження листа після кожного пропускання його через кліть.
Текст
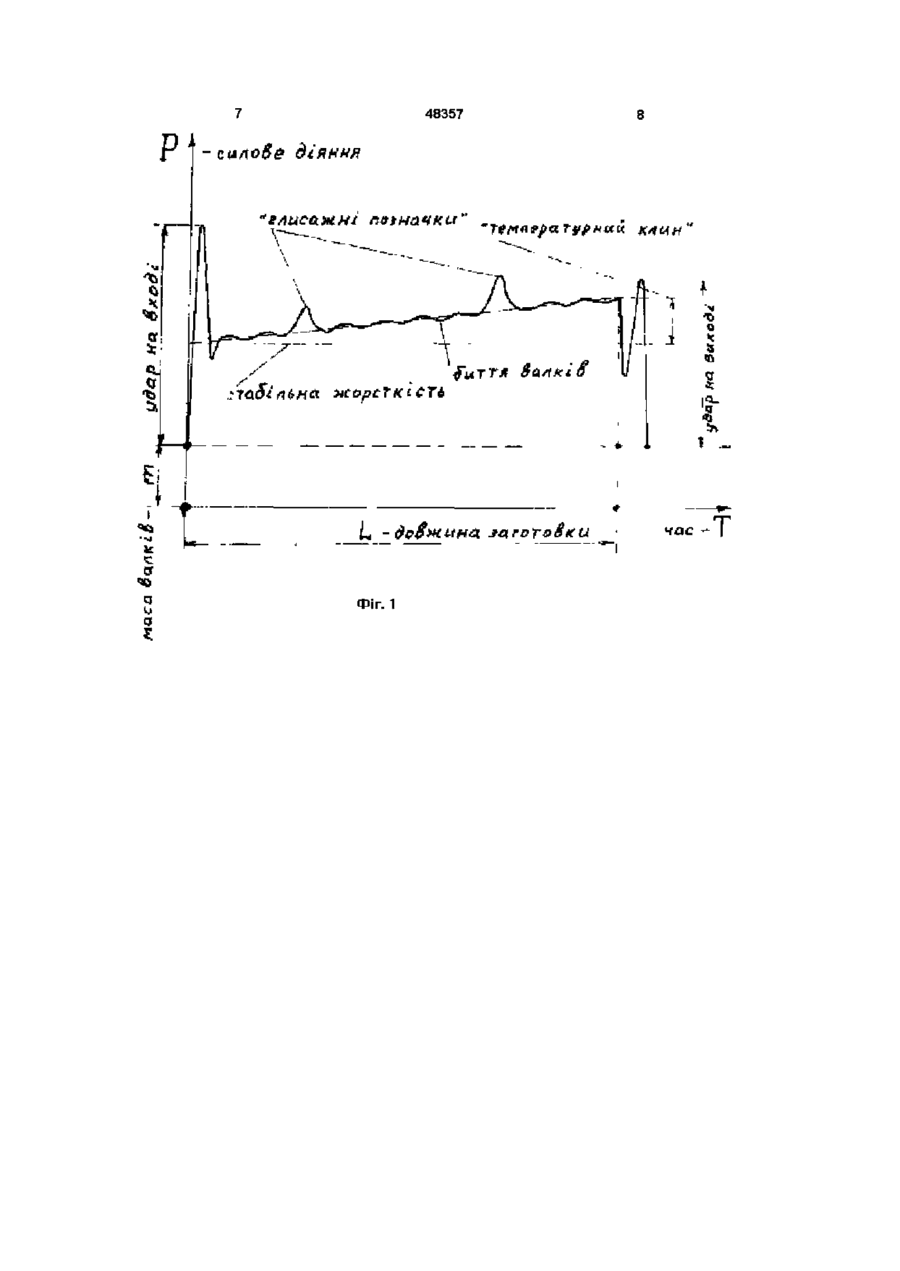
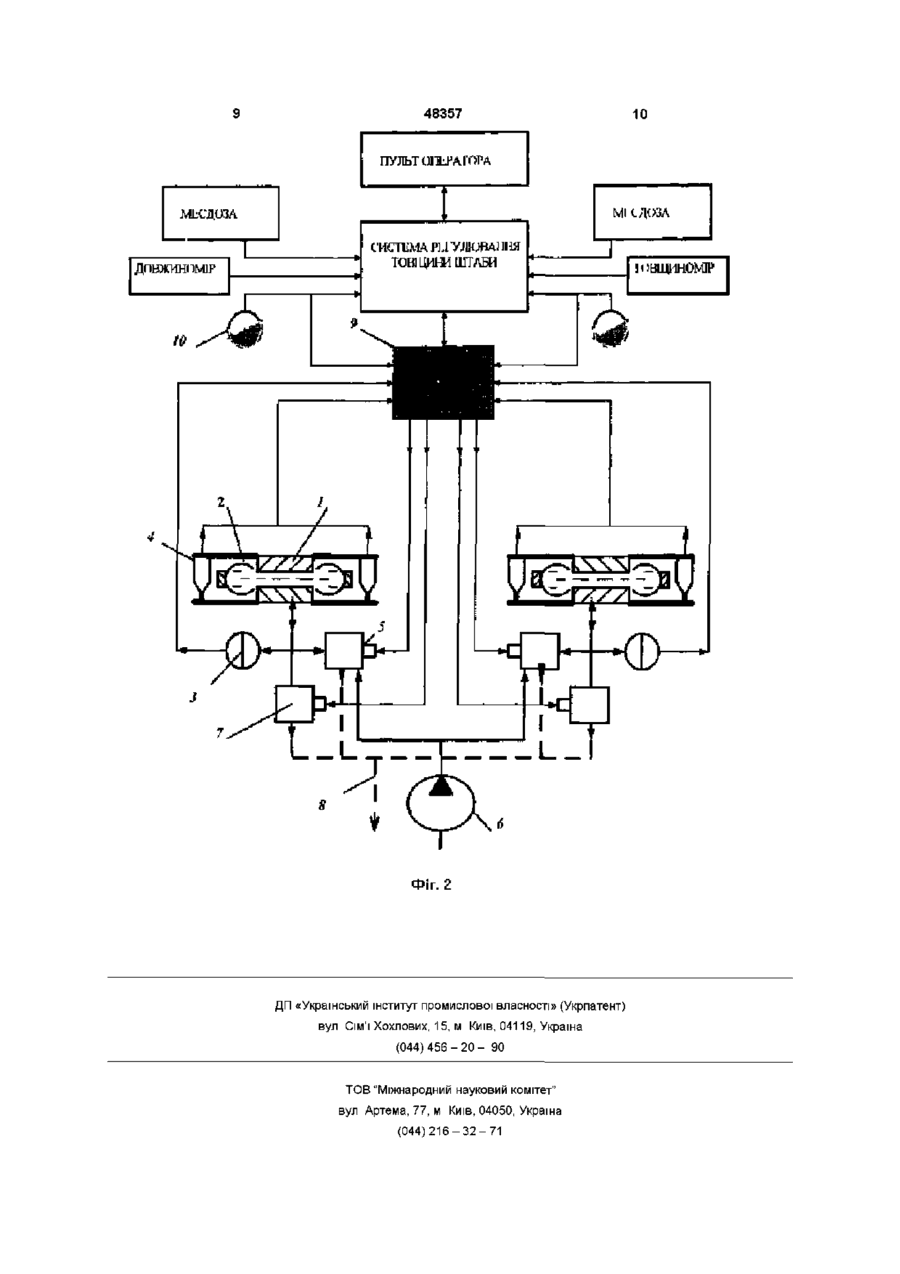
Спосіб стабілізації товщини листа на реверсивному стані гарячої прокатки, що передбачає попереднє встановлення рівня лінії прокатки і фіксацію ВІДПОВІДНОГО зусилля, встановлення перед першим пропусканням листа потрібного міжвалкового зазору і його зміну перед кожним наступним пропусканням в процесі прокатки до досягнення заданої товщини листа, при першому пропусканні листа вимірювання зусиль прокатки та температури, визначення відхилення сил від мінімальної виміряної величини, контроль товщини і довжини листа, управління з випередженням в наступних пропусканнях величиною зусиль прокатки за одержаними даними першого пропускання, який відрізняється тим, що в першому пропусканні безперервно вимірюють зусилля прокатки та температуру по всій довжині листа, визначають діапазон і характер зміни жорсткості КЛІТІ, величиною зусиль прокатки управляють шляхом зміни тиску робочої рідини в порожнинах пружних гідравлічних виконавчих механізмів з врахуванням встановленого в першому пропусканні діапазону, а величину випередження коректують залежно від подовження листа після кожного пропускання його через кліть. 1 Винахід відноситься до галузі автоматизації металургійного прокатного виробництва і може бути використаний для одержання листів і штаб обробкою тиском гарячих заготовок в клітях реверсивних прокатних станів Відомий спосіб автоматичного регулювання товщини холодної тонкої штаби в клітях безперервних прокатних станів шляхом стабілізації міжвалкового зазору в попередньо напружених клітях (див Е В Тимошенко, А А Самецький "Синтез систем управления параметрами полос при холодной прокатке" Киев,- НПК "КИА",- 1999,264 с ) ВІДПОВІДНО ДО даного способу початкове встановлення розкриття валків проводять шляхом "грубого" позиціонування верхньої групи валків відносно нижньої потужними електроприводними натискними гвинтами, а в процесі прокатки металу зміни розкриття валків, викликані биттями внаслідок їхнього ексцентриситету, компенсують ВІДПОВІ ДНОЮ зміною жорсткості КЛІТІ шляхом точного по зиціонування валків верхньої групи, оснащених гідравлічним натискним пристроєм (ГНП), при цьому регулюють тиск рідини в порожнинах виконавчих механізмів (циліндрів) ГНП пропорційно змінам зусиль прокатки Недоліками вказаного способу є обмежений діапазон зміни жорсткості КЛІТІ та неможливість компенсації силових діянь, властивих реверсивній прокатці гарячих слябів, заготовок, товстих листів і штаб Найбільш близким за технічним змістом та результатом, що досягається, до запропонованого рішення є спосіб стабілізації товщини листа на реверсивному стані (див авт Свід СРСР № 1719121 "Способ стабилизации толщины листа на реверсивном стане", МКИ В 21 В 37/02 1990 г), ВІДПОВІДНО до якого стабілізація товщини гарячого листа досягається за рахунок прогнозування від ю СО 00 48357 хилення тиску металу на валки, пропорційного відхиленню товщини по довжині листа Згідно З ЦИМ способом при першому пропуску кожного листа через кліть вимірюють його силову дію на валки по всій довжині в деяких поперечних перерізах листа, визначають відхилення сил від мінімальної виміряної, вимірюють температуру листа на вході в кліть в тих же перерізах, що і силу, визначають відхилення переднього кінця, виробляють сумарний сигнал по відхиленню сил та температури в однакових перерізах листа, а в наступних пропусках управляють за допомогою швидкісної асиметрії регулюванням розузгодження швидкостей привідних двигунів обертання валків з випередженням до входу контрольованого перерізу листа до зони його деформації між валками КЛІТІ Недоліками цього способу є підвищені силові навантаження на устатковання під час прокатки металу внаслідок відсутності прийомів запобігання ударних навантажень при захваті листа валками, що призводить до підвищеного зносу устаткування, відсутність ефективної компенсації деформації міжвалкового зазору під дією тиску металу на валки, що призводить до різнотовщинності листа, що прокатується, неможливість усунення биття валків внаслідок їх ексцентриситету, що також призводить до різнотовщинності листа Фактично вказаний спосіб лише частково компенсує силові діяння типу "температурний клин" і "глісажні позначки" за допомогою швидкісної асиметрії голозними приводами обертання робочих валків, але не усуває діючих ударів на устат-ковання при захваті листа валками, а також не компенсує биття валків Запропонований винахід вирішує задачу удосконалення способу стабілізації товщини листа на реверсивному стані гарячої прокатки за рахунок забезпечення регулювання жорсткості КЛІТІ В достатньому діапазоні для компенсації ударних та інших збурюючих силових діянь металу на кліть в процесі прокатки Поставлена задача вирішується тим, що в способі стабілізації товщини листа на реверсивних станах гарячої прокатки, який містить попереднє встановлення рівня лінії прокатки і фіксацію ВІДПОВІДНОГО зусилля, встановлення перед першим пропуском листа потрібного міжвалкового зазору і його зміну перед кожним наступним пропуском в процесі прокатки до досягнення заданої товщини листа, при першому пропуску листа вимірювання зусиль прокатки та температури, визначення відхилення сил від мінімальної виміреної величини, контроль довжини і товщини листа, управління з випередженням в наступних пропусках величиною зусиль прокатки за одержаними даними першого пропуску, ВІДПОВІДНО до запропонованого рішення, в першому пропуску безперервно вимірюють зусилля прокатки та температуру по всій довжині листа, визначають діапазон і характер зміни жорсткості КЛІТІ, величиною зусиль прокатки управляють шляхом зміни тиску робочої рідини в порожнинах пружних гідравлічних виконавчих механізмів з врахуванням встановленого в першому пропуску діапазона, а величину випередження коректують залежно від подовження листа після кожного пропуска його через кліть Суть винаходу полягає в наступному Відомо, що ВІДМІННИМИ особливостями технології реверсивної товстолистової прокатки гарячих заготовок (див "АСУ листопрокатных станов" М,- Металлургия - 1 9 9 4 - 336 с ) є те, що для одержання придатного (кондиційного за геометричними параметрами) продукту (листа, штаби) необхідно перед прокаткою попередньо встановити, а під час прокатки стабілізувати заданий гвинтовими або клиновими механізмами КЛІТІ НИЖНІЙ рівень прокатки і розкриття в СВІТЛІ між валками нижньої та верхньої груп Однак внаслідок малої потужності електроприводних гвинтів верхньої групи валків відсутня можливість з їх допомогою здійснювати силову компенсацію відхилень міжвалкового зазору від номінальною значення, викликаних силовими діяннями листа на валки, що призводить до деформації устаткування і спотворення конфігурації зазору при проходженні металу Спотворенню зазору сприяє зміна температурного поля і фізичних властивостей заготовки (локальні твердості листа вздовж його довжини), деякі технологічні особливості прокатки і недосконалості способів компенсації виникаючих при прокатці деформацій механічного устатковання клітей Факторами, що викликають зміни зусиль прокатки і деформації КЛІТІ, крім биття валків внаслідок їх ексцентриситету, є - удари, що виникають при захваті валками, обтиску рухомого листа і при виході його і КЛІТІ, які викликають на кінцях листа відхилення товщини від заданих значень і призводять до прискореного зносу устаковання під дією силових навантажень, - "температурний клин" - нерівномірність температури нагріву від "голови" до "хвоста" вздовж кожного листа, яка викликає зміну зусиль прокатки і, ВІДПОВІДНО, товщини листа, - "глисажні позначки" - поперечні лінії (холодні сліди від дотику гарячою листа до охолоджуваних глисажних труб при вивантажуванні з печі), які викликають при проходженні листа між валками стрибки зусиль прокатки, що призводять до неприпустимих місцевих потовщень Недоліками відомих способів є складність реалізації і недостатня ефективність компенсації силових збурено при прокатці Запропонований винахід в значній мірі дозволяє компенсувати вказані силові діяння Безперервне вимірювання зусиль прокатки та температури по всій довжині листа в першому пропуску дозволяє одержати повну картину зміни зусиль прокатки та діапазон цих зусиль По одержаних даних виробляють алгоритм силових діянь на лист в наступних пропусках Застосування пружних гідравлічних виконавчих механізмів (ГВМ) і управління величиною тиску робочої рідини в їх порожнинах дозволяє в значній мірі компенсувати всі силові збурюючи діяння листа при прокатці, що в свою чергу дозволяє стабілізувати міжвалковий зазор і товщину листа Коректировка величини випередження дозволяє більш точно в порівнянні з відомими способами визначати моменти зміни тиску робочої рідини в порожнинах пружних ГВМ, а отже і жорсткості КЛІТІ Тобто усі вищевказані дії дозволяють стабілізувати величину розкриття валків в кожному пропуску, що в свою чергу стабілізує товщину лис 48357 та Реалізація запропонованого способу пояснюється малюнками На фіг 1 наведено графік характеру силових діянь на валки листа по його довжині, які підлягають компенсації при прокатці На фіг 2 наведений приклад блок-схеми системи, яка здійснює спосіб стабілізації товщини листа на реверсивних станах гарячої прокатки Система містить наступні елементи В КЛІТІ реверсивного, наприклад, товстолистового стану, яка містить типове механічне та електричне обладнання, пульт оператора, систему автоматичного регулювання товщини (САРТ) штаби 3 використанням програмованого мікропроцесорного контролера, наприклад, фірми OCTAGON, засоби контролю зусиль прокатки (месдози), вимірювачі товщини і довжини листа, між станиною і двома подушками нижніх опорних валків замість гвинтових або клинових механізмів встановлені компактні пдрокапсули 1 з пакетами мембран 2, заповнених рідиною, оснащені датчиками 3 тиску, датчиками 4 положення Пдрокапсули підключені через сервоклапани 5 до насосної станції 6, а через клапани 7 швидкого розвантаження - до зливної магістралі 8 Клапани підключені до блоку 9 управління жорсткістю КЛІТІ, ЯКИЙ В СВОЮ чергу з'єднаний з САРТ і пультом оператора Перед зоною деформації і після неї встановлені фотодетектори 10 КІНЦІВ листа при захваті його валками в прямому і зворотному напрямках при реверсивній прокаті Запропонований спосіб реалізується системою наступним чином Перед прокаткою заготовок в КЛІТІ стана за допомогою блока 9 управління жорсткістю КЛІТІ пружними пдрокапсулами 1 замість жорстких гвинтових або клинових механізмів, встановлюють на заданому базовому рівні ЛІНІЮ прокатки, тобто задане положення бочки нижнього робочого валка За допомогою датчиків 3 тиску фіксують мінімальний тиск рідини в порожнинах пдрокапсул 1, адекватне масі нижньої групи валків, а датчиками 4 положення - початкове положення їх плунжерів відносно один другого Перед пропуском заготовки через кліть за допомогою електропривідної гвинтового механізму положення верхньої групи валків встановлюють заданий міжвалковийі зазор за заданою програмою обтиксу метала валками, а далі поступово зменшують цей зазор до досягнення в останньому пропуску листа його вихідної номінальної товщини При ПІДХОДІ заготовки до валків в кожному пропуску за допомогою додаткових детекторів 10 фіксують початок і кінець заготовки і формують сигнали для системи автоматичного регулювання товщини (САРТ) листа В першому пропуску при торканні заготовки до валків виникає удар і тиск в порожнинах пдрокапсул різко підвищується, але внаслідок пружної деформації мембран 2 положення плунжерів пдрокапсул змінюється, внаслідок чого амортизується силове ударне навантаження По показниках датчиків 3 і 4 визначається діапазон зміни гнучкості пдрокапсул, адекватної жорсткості КЛІТІ, І при захваті металу валками відновлюється базовий рівень лінії прокатки При першому проходженні заготовки між валками датчиками 3 і 4 визначають діапазон зміни жорсткості КЛІТІ при стрибках тиску рідини в пдрокапсулах 1 вздовж всієї довжини заготовки внаслідок чого сигнали передаються в САРТ листа для компенсації можливих відхилень зусиль прокатки і міжвалкового зазору від стабільного значення, викликані силовими збуреннями заготовки ударом, "температурним клином", "глісажними позначками", ексцентриситетом валків В реверсивних пропусках заготовки у відомому діапазоні зміни пружності пдрокапсул і діапазон зміни жорсткості КЛІТІ в визначені моменти проходження заготовки, стрибків тиску рідини в порожнинах пдрокапсул 1, блоком 9 управління жорсткістю КЛІТІ стабілізують зусилля прокатки за допомогою регулювання тиску робочої рідини в порожнинах пдрокапсул за допомогою сервоклапанів 5 і клапанів 7 швидкого розвантаження, насосної станции 6 і зливної магістралі 8 При цьому стрибки силових навантажень компенсуються автоматично разом з САРТ за допомогою блока 9 управління жорсткістю КЛІТІ І пружними пдрокапсулами 1 Пружність і циклічна МІЦНІСТЬ пдрокапсул 1 забезпечуються гнучкими мембранами, виконаними багатошаровими з неметалічних і металічних оболочок, що чергуються В результаті обтисків заготовки валками КЛІТІ В кожному пропуску заданою оператором програмою одержують годний лист (штабу) заданої товщини при полегшеному режимі експлуатації обладнання внаслідок демпфірування ударних та інших динамічних навантажень пдрокапсулами Техніко-економічний ефект від запропонованого способу визначається суттєвим підвищенням точності геометричних параметрів готового листа внаслідок стабілізації зазору між валками регулюванням жорсткості КЛІТІ при ЗМІНІ зусиль прокатки металу При цьому енергія ударних навантажень на обладнання при захваті листа валками поглинається пружними пдрокапсулами нижньої групи валків, встановленими в нижній частині КЛІТІ замість жорстких гвинтових або клинових механізмів нижньої групи валків, що захищає обладнання від динамічних перевантажень 7 Г J ' 48357 типове діяння 1 _ час Фіг. 1 т 48357 Ml С ДОЗА МЬСДІЯА ТОЮ ЦИШ ШТАБИ ДГВЖИНПМІР №^ 10 ! і >НЩ}1Н0М1Р О ш«/ 0 і 7 _ й-J 7 ^Т. T S ФІГ. г ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for stabilization of sheet thickness on reversing mill of hot rolling
Назва патенту російськоюСпособ стабилизации толщины листа на реверсивных станах горячей прокатки
МПК / Мітки
МПК: B21B 37/58, B21B 37/16
Мітки: гарячої, листа, спосіб, реверсивних, товщини, станах, прокатки, стабілізації
Код посилання
<a href="https://ua.patents.su/5-48357-sposib-stabilizaci-tovshhini-lista-na-reversivnikh-stanakh-garyacho-prokatki.html" target="_blank" rel="follow" title="База патентів України">Спосіб стабілізації товщини листа на реверсивних станах гарячої прокатки</a>
Спосіб стабілізації товщини листа на реверсивному стані
Номер патенту: 4181
Опубліковано: 27.12.1994
Автори: Переходченко Віктор Олександрович, Тищенко Володимир Пилипович, Грабовський Георгій Геннадійович, Писаренко Анатолій Якович, Бігун Ярослав Федорович
МПК: B21B 37/00
Мітки: листа, стабілізації, спосіб, стані, реверсивному, товщини
Формула / Реферат:
Способ стабилизации толщины листа на реверсивном стане, включающий измерение температуры листа на входе клети, сравнение ее с заданной температурой и управление рассогласованием скоростей приводных двигателей пропорционально отклонению температуры, отличающийся тем, что, с целью повышения точности стабилизации толщины листа, дополнительно измеряют давление по всей длине листа в предыдущем пропуске, определяют отклонение давления по...
Спосіб регулювання профілю робочих валків безперервного тонколистового стану гарячої прокатки
Номер патенту: 32161
Опубліковано: 15.12.2000
Автори: Піховкін Микола Миколайович, Путнокі Олександр Юліусович, Мовшович Вілорд Соломонович, Штехно Олег Миколайович, Солтан Станіслав Леонідович, Коваль Сергій Миколайович, Тилик Василь Трохимович, Яланський Вячеслав Петрович
МПК: B21B 37/00
Мітки: робочих, безперервного, профілю, спосіб, стану, валків, гарячої, тонколистового, прокатки, регулювання
Текст:
...я клітей зусилля противигину досягло граничного значення І у регулюванні приймають участь дві КЛІТІ , то кожна з них відпрацьовує 1/2 відхилення. Необхідна величина зміни зусилля противигину у останньої КЛІТІ Є наймень-шою, що дозволяє використовувати у кожному відокремленому циклі регулюванню найменьшу частину обмеженого діапазону регулювання противигину, а це дає можливість найбільш раціонально використовувати ресурс найбільш елективної у...
Спосіб прокатування виливків на реверсивних обтискних і заготовочних станах
Номер патенту: 54221
Опубліковано: 17.02.2003
Автори: Омесь Микола Михайлович, Ротару Іон Теодорович, Теряєв Олександр Митрофанович, Корінь Андрій Олександрович, Кукуй Давид Пенхусович, Шеремет Володимир Олександрович
МПК: B21B 1/02
Мітки: реверсивних, станах, обтискних, прокатування, заготовочних, виливків, спосіб
Формула / Реферат:
Спосіб прокатування виливків на реверсивних обтискних і заготовочних станах, що включає прокатування з вільним і обмеженим розширенням, проміжні кантування і нерівномірне деформування центральної і крайніх зон розкату при прокатуванні з обмеженим розширенням, який відрізняється тим, що прокатування з вільним розширенням здійснюють із виконанням двох кантувань до відношення сумарних обтиснень по двох взаємно перпендикулярних напрямках у межах...
Спосіб прокатки заготовок на обтискних і заготівельних станах

Номер патенту: 7958
Опубліковано: 26.12.1995
Автори: Кукуй Давид Пенхусович, Кац Давід Наумович, Корінь Андрій Олександрович, Азаров Сергій Іванович, Альохін Вячеслав Григорович, Губайдулін Вячеслав Фуатович, Альохін Сергій Григорович, Ємченко Юрій Борисович, Мінаєв Олександр Анатолійович
МПК: B21B 1/02
Мітки: обтискних, спосіб, станах, заготовок, прокатки, заготівельних
Формула / Реферат:
Способ прокатки заготовок на обжимных и заготовочных станах, включающий деформацию заготовки в ящичных калибрах с формированием впадин на обжимаемых гранях глубиной, составляющей 15-30% от величины абсолютного обжатия в первом пропуске последующего калибра, отличающийся тем, что при прокатке заготовки с отношением длины дуги контакта к средней ее высоте в последнем пропуске предыдущего ящичного калибра в пределах 0,5-0,8 в первом пропуске...
Спосіб прокатки на обтискних станах
Номер патенту: 23185
Опубліковано: 19.05.1998
Автори: Чеботарьов Анатолій Петрович, Феофілактов Андрій Вікторович, Кукуй Давид Пенхусович, Новік Сергій Юлійович, Кузьмін Сергій Олексійович, Онищенко Сергій Олександрович, Устінов Володимир Віталійович
Мітки: станах, прокатки, обтискних, спосіб
Формула / Реферат:
Способ прокатки на обжимных станах, включающий деформирование заготовки в двух взаимно перпендикулярных плоскостях на гладкой бочке и в ящичных калибрах, отличающийся тем, что хотя бы в двух проходах деформацию переднего конца заготовки производят с относительным обжатием не менее чем в два раза превышающим относительное обжатие заднего конца заготовки, при этом отношение скорости прокатки конца, обжимаемого с большим относительным обжатием,...
Попередній патент: Різьбове з’єднання
Наступний патент: Пристрій стабілізації товщини листа на реверсивних станах гарячої прокатки
Випадковий патент: Біогазова установка з тепловим насосом