Спосіб охолодження слябів
Номер патенту: 64408
Опубліковано: 16.02.2004
Автори: Корніенко Олександр Іванович, Климанчук Владислав Владиславович, Бойко Володимир Семенович

Формула / Реферат
Спосіб охолодження слябів, який включає вторинне охолодження широких граней слябів по великому і малому радіусах машини безупинного лиття заготівель із зміною відношення витрати води в межах (1,5 - 1,25):1, який відрізняється тим, що при заданій стабільній швидкості розливання і постійній витраті води по великому радіусу сляба, витрата води по малому радіусу змінюється в залежності:
![]()
де:
![]() - поточне значення витрати води по малому радіусу;
- поточне значення витрати води по малому радіусу;
![]() - номінальне (задане) значення витрати води по малому радіусу;
- номінальне (задане) значення витрати води по малому радіусу;
![]() - температура поверхні сляба по малому радіусу в кінцевій точці зони вторинного охолодження;
- температура поверхні сляба по малому радіусу в кінцевій точці зони вторинного охолодження;
![]() - різниця температур поверхні сляба по великому і малому радіусах в кінцевій точці зони вторинного охолодження.
- різниця температур поверхні сляба по великому і малому радіусах в кінцевій точці зони вторинного охолодження.
Текст
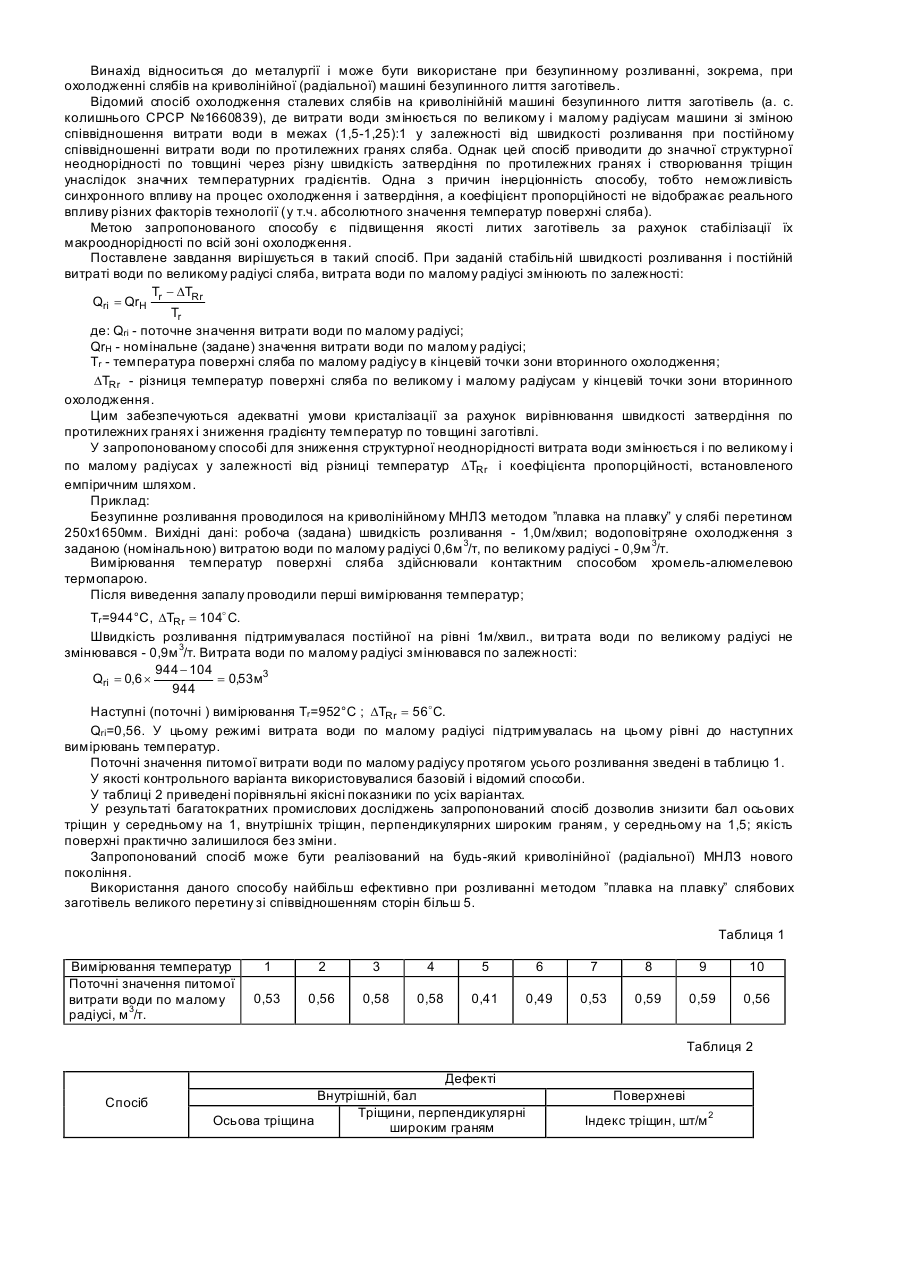
Винахід відноситься до металургії і може бути використане при безупинному розливанні, зокрема, при охолодженні слябів на криволінійної (радіальної) машині безупинного лиття заготівель. Відомий спосіб охолодження сталевих слябів на криволінійній машині безупинного лиття заготівель (а. с. колишнього СРСР №1660839), де витрати води змінюється по великому і малому радіусам машини зі зміною співвідношення витрати води в межах (1,5-1,25):1 у залежності від швидкості розливання при постійному співвідношенні витрати води по протилежних гранях сляба. Однак цей спосіб приводити до значної структурної неоднорідності по товщині через різну швидкість затвердіння по протилежних гранях і створювання тріщин унаслідок значних температурних градієнтів. Одна з причин інерціонність способу, тобто неможливість синхронного впливу на процес охолодження і затвердіння, а коефіцієнт пропорційності не відображає реального впливу різних факторів технології (у т.ч. абсолютного значення температур поверхні сляба). Метою запропонованого способу є підвищення якості литих заготівель за рахунок стабілізації їх макрооднорідності по всій зоні охолодження. Поставлене завдання вирішується в такий спосіб. При заданій стабільній швидкості розливання і постійній витраті води по великому радіусі сляба, витрата води по малому радіусі змінюють по залежності: T - DTRr Qri = QrН r Tr де: Qrі - поточне значення витрати води по малому радіусі; QrН - номінальне (задане) значення витрати води по малому радіусі; Tr - температура поверхні сляба по малому радіусу в кінцевій точки зони вторинного охолодження; DTRr - різниця температур поверхні сляба по великому і малому радіусам у кінцевій точки зони вторинного охолодження. Цим забезпечуються адекватні умови кристалізації за рахунок вирівнювання швидкості затвердіння по протилежних гранях і зниження градієнту температур по товщині заготівлі. У запропонованому способі для зниження структурної неоднорідності витрата води змінюється і по великому і по малому радіусах у залежності від різниці температур DTRr і коефіцієнта пропорційності, встановленого емпіричним шляхом. Приклад: Безупинне розливання проводилося на криволінійному МНЛЗ методом ”плавка на плавку” у слябі перетином 250х1650мм. Вихідні дані: робоча (задана) швидкість розливання - 1,0м/хвил; водоповітряне охолодження з заданою (номінальною) витратою води по малому радіусі 0,6м 3/т, по великому радіусі - 0,9м 3/т. Вимірювання температур поверхні сляба здійснювали контактним способом хромель-алюмелевою термопарою. Після виведення запалу проводили перші вимірювання температур; Тr=944°С, DTRr = 104o C. Швидкість розливання підтримувалася постійної на рівні 1м/хвил., ви трата води по великому радіусі не змінювався - 0,9м 3/т. Витрата води по малому радіусі змінювався по залежності: 944 - 104 Qri = 0,6 ´ = 0,53 м3 944 Наступні (поточні ) вимірювання Тr=952°С ; DTRr = 56oC. Qri=0,56. У цьому режимі витрата води по малому радіусі підтримувалась на цьому рівні до наступних вимірювань температур. Поточні значення питомої витрати води по малому радіусу протягом усього розливання зведені в таблицю 1. У якості контрольного варіанта використовувалися базовій і відомий способи. У таблиці 2 приведені порівняльні якісні показники по усіх варіантах. У результаті багатократних промислових досліджень запропонований спосіб дозволив знизити бал осьових тріщин у середньому на 1, внутрішніх тріщин, перпендикулярних широким граням, у середньому на 1,5; якість поверхні практично залишилося без зміни. Запропонований спосіб може бути реалізований на будь-який криволінійної (радіальної) МНЛЗ нового покоління. Використання даного способу найбільш ефективно при розливанні методом ”плавка на плавку” слябових заготівель великого перетину зі співвідношенням сторін більш 5. Таблиця 1 Вимірювання температур Поточні значення питомої витрати води по малому радіусі, м 3/т. 1 2 3 4 5 6 7 8 9 10 0,53 0,56 0,58 0,58 0,41 0,49 0,53 0,59 0,59 0,56 Таблиця 2 Спосіб Дефекті Внутрішній, бал Тріщини, перпендикулярні Осьова тріщина широким граням Поверхневі Індекс тріщин, шт/м 2 Базовий Відомий Запропонований 1,5±0,5 1,0±0,5 0,5±0,5 2,0±0,5 1,5±0,5 0,5±0,5 0,25-0,35 0,22-0,33 0,20-0,33
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for cooling the slabs
Автори англійськоюBoiko Volodymyr Semenovych, Klimanchuk Vladyslav Vladyslavovych, Klimanchuk Vladyslav Vladyslavovych
Назва патенту російськоюСпособ охлаждения слябов
Автори російськоюБойко Владимир Семенович, Климанчук Владислав Владиславович
МПК / Мітки
МПК: B22D 11/124
Мітки: слябів, охолодження, спосіб
Код посилання
<a href="https://ua.patents.su/2-64408-sposib-okholodzhennya-slyabiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб охолодження слябів</a>
Спосіб і пристрій для виготовлення слябів
Номер патенту: 51790
Опубліковано: 16.12.2002
Автори: Бьохер Герхард, Урлау Ульріх, Мюллер Петер, Шемайт Ганс
МПК: B22D 11/04, B22D 41/50
Мітки: пристрій, виготовлення, слябів, спосіб
Формула / Реферат:
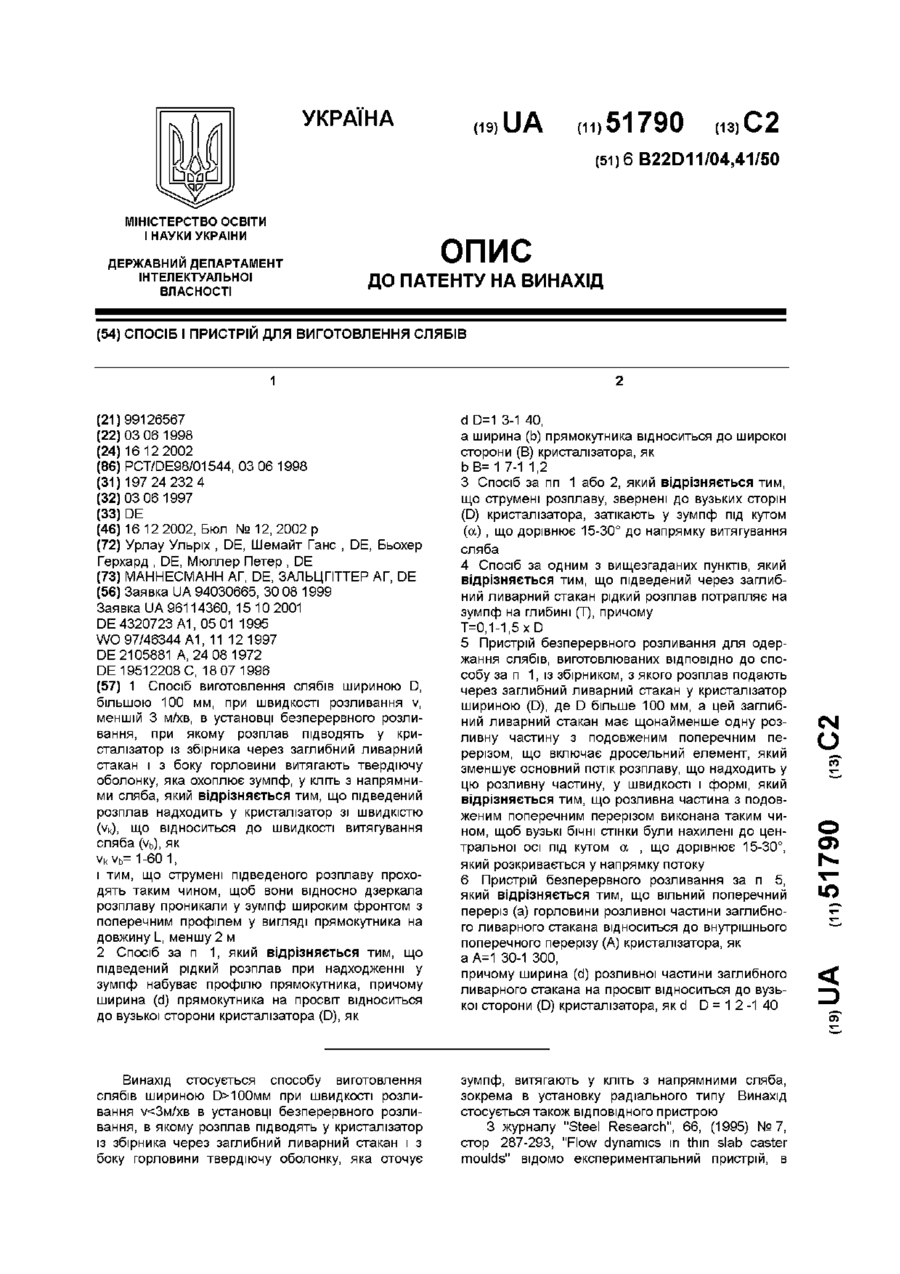
1. Спосіб виготовлення слябів шириною D, більшою 100 мм, при швидкості розливання v, меншій 3 м/хв, в установці безперервного розливання, при якому розплав підводять у кристалізатор із збірника через заглибний ливарний стакан і з боку горловини витягають твердіючу оболонку, яка охоплює зумпф, у кліть з напрямними сляба, який відрізняється тим, що підведений розплав надходить у кристалізатор зі швидкістю (vk), що відноситься до швидкості...
Спосіб одержання слябів проміжної товщини, установка для його здійснення і ємність для зберігання слябів
Номер патенту: 45316
Опубліковано: 15.04.2002
Автори: Томас Джон Е., Тіппінс Джордж В.
МПК: B21B 13/22, B21B 1/04
Мітки: ємність, проміжної, одержання, товщини, здійснення, установка, зберігання, спосіб, слябів
Формула / Реферат:
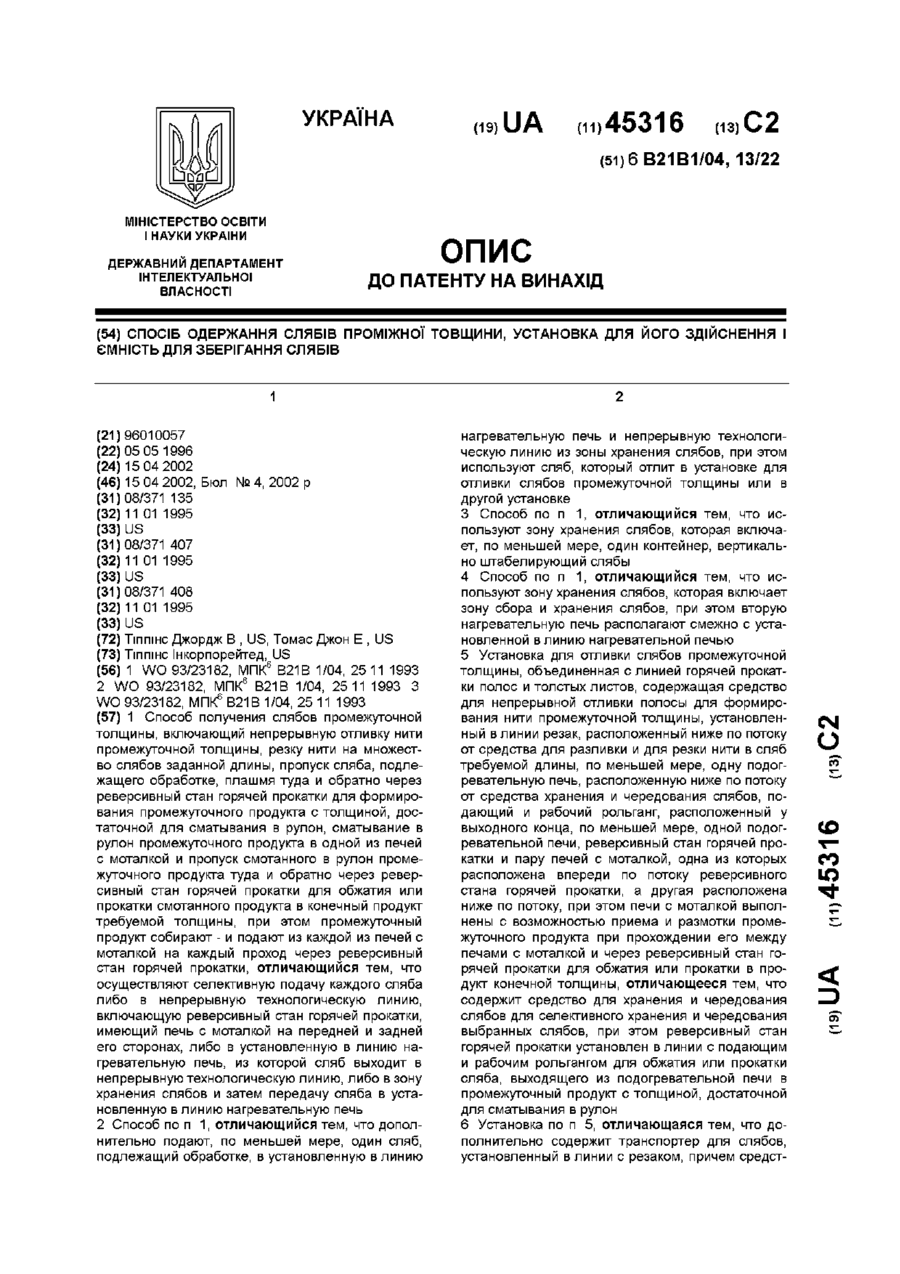
1. Способ получения слябов промежуточной толщины, включающий непрерывную отливку нити промежуточной толщины, резку нити на множество слябов заданной длины, пропуск сляба, подлежащего обработке, плашмя туда и обратно через реверсивный стан горячей прокатки для формирования промежуточного продукта с толщиной, достаточной для сматывания в рулон, сматывание в рулон промежуточного продукта в одной из печей с моталкой и пропуск смотанного в рулон...
Спосіб прокатки слябів у черновій групі безперервного широкоштабового стану
Номер патенту: 22312
Опубліковано: 15.11.2001
Автори: Феофілактов Андрій Вікторович, Тилик Василь Трохимович, Бейгельзімер Емануїл Юхимович, Путнокі Олександр Юліусович, Остапенко Арнольд Леонтійович, Мовшович Вілорд Соломонович, Клевцов Олег Михайлович, Маншилін Олександр Гейнійович, Ситий Володимир Іванович, Сацький Віталій Антонович, Будаква Сергій Анатолійович, Дишлевич Ігор Йосипович, Штехно Олег Миколайович, Коваль Сергій Миколайович
МПК: B21B 1/00
Мітки: спосіб, групи, черновій, стану, широкоштабового, прокатки, безперервного, слябів
Формула / Реферат:
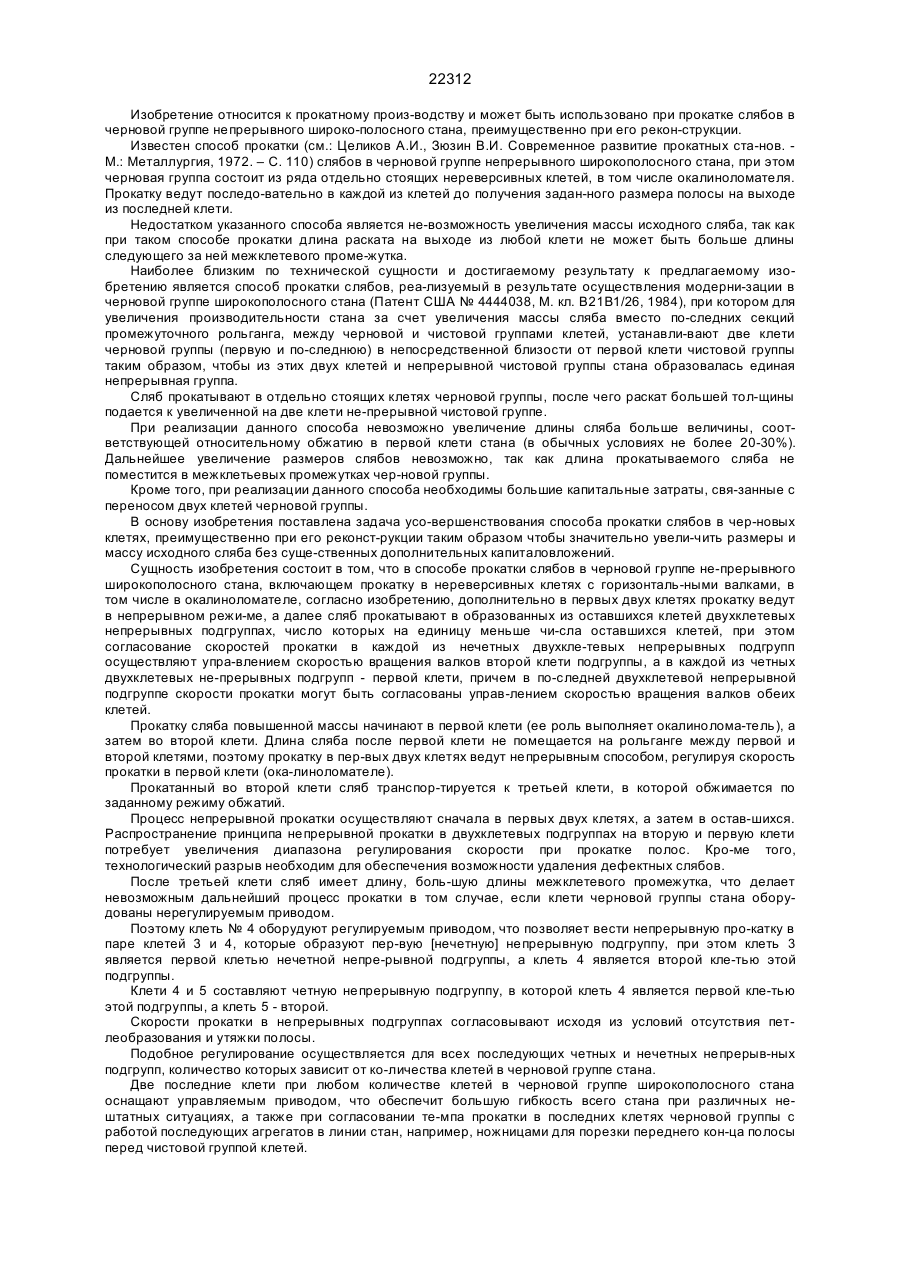
1.Способ прокатки слябов в черновой группе непрерывного широкополосного стана, включающий прокатку в нереверсивных клетях с горизонтальными валками, в том числе в окалиноломателе, отличающийся тем, что в первых двух клетях прокатку ведут в непрерывном режиме, а далее сляб прокатывают в двуклетевых непрерывных подгруппах, число которых на единицу меньше числа оставшихся клетей, при этом согласование скоростей прокатки в каждой из нечетных...
Спосіб прокатки слябів у чорновій групі безперервного широкоштабового стану
Номер патенту: 22312
Опубліковано: 03.02.1998
Автори: Штехно Олег Миколайович, Бейгельзімер Емануїл Юхимович, Дишлевич Ігор Йосипович, Коваль Сергій Миколайович, Мовшович Вілорд Соломонович, Клевцов Олег Михайлович, Остапенко Арнольд Леонтійович, Будаква Сергій Анатолійович, Ситий Володимир Іванович, Путнокі Олександр Юліусович, Феофілактов Андрій Вікторович, Сацький Віталій Антонович, Тилик Василь Трохимович, Маншилін Олександр Гейнійович
МПК: B21B 1/00
Мітки: слябів, стану, прокатки, спосіб, чорновий, безперервного, групи, широкоштабового
Формула / Реферат:
1.Способ прокатки слябов в черновой группе непрерывного широкополосного стана, включающий прокатку в нереверсивных клетях с горизонтальными валками, в том числе в окалиноломателе, отличающийся тем, что в первых двух клетях прокатку ведут в непрерывном режиме, а далее сляб прокатывают в двуклетевых непрерывных подгруппах, число которых на единицу меньше числа оставшихся клетей, при этом согласование скоростей прокатки в каждой из нечетных...
Пристрій для вивантажування слябів з печі на рольганг

Номер патенту: 12963
Опубліковано: 28.02.1997
Автори: Алдохін Володимир Михайлович, Олійник Василь Антонович, Нікітін Костантин Миколайович, Христиченко Володимир Іванович
МПК: F27D 3/06
Мітки: пристрій, печі, вивантажування, рольганг, слябів
Формула / Реферат:
(57) Устройство для выгрузки сляба из печи на рольганг, содержащее наклонные балки, тележку с катками, контактирующими с направляющими копирами, размещенными между роликами рольганга, приводные штанги, шарнирно соединенные с тележкой, оснащенной амортизаторами, отличающ е е с я тем, что оно снабжено дополнительными копирами и установленными на штанге катками, причем одни из копиров размещены между роликами рольганга с возможностью...
Попередній патент: Спосіб визначення активності тоніну у біологічних рідинах
Наступний патент: Гравітаційний спускний пристрій
Випадковий патент: Електромеханічний дезінтегратор