Спосіб обробки поверхні хромонікелевих сплавів
Номер патенту: 7144
Опубліковано: 15.06.2005
Автори: Богоявленська Олена Володимирівна, Ведь Марина Віталіївна, Сахненко Микола Дмитрович
Формула / Реферат
Спосіб обробки поверхні хромонікелевих сплавів, що включає її анодне травлення, який відрізняється тим, що процес проводять в імпульсному режимі, де тривалість імпульсу становить 1.10-3-5.10-2с, тривалість паузи 1.10-3-5.10-2с, густина струму 1-10 А/дм2, температура 20-25°С у водному розчині ферум (ІІІ) хлориду протягом 5-10 хвилин.
Текст
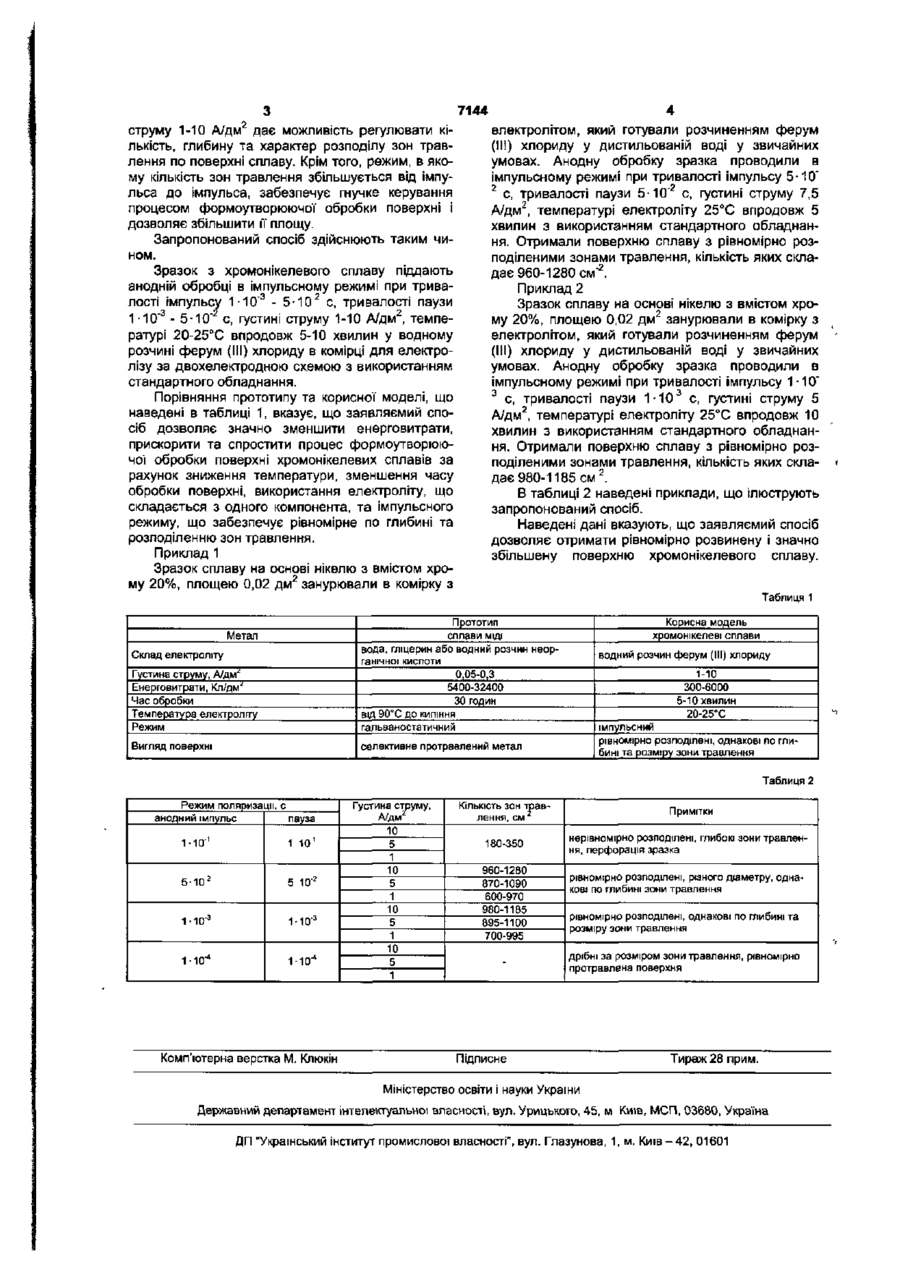
Спосіб обробки поверхні хромонікелевих сплавів, що включає її анодне травлення, який відрізняється тим, що процес проводять в імпульсному режимі, де тривалість імпульсу становить 1 10-510" 2 с, тривалість паузи 1 10'3-510 2 с, густина струму 1-10 А/дм2, температура 20-25°С у водному розчині ферум (III) хлориду протягом 5-10 хвилин. Корисна модель відноситься до електрохімічної' обробки металів, зокрема до анодної обробки поверхні хромонікелевих сплавів, і може бути застосований в промисловості для розвинення та активації поверхні металів і сплавів, зокрема перед нанесенням функціональних покриттів, що використовують при виготовленні нагрівачів, каталізаторів очищення газових викидів тощо Відомий хімічний спосіб травлення листового металу в водному розчині ферум (III) хлориду при температурі більше 60"С при його розпиленні під тиском 0,2 МПа з відстані менше 15 см [1]. Однак, його неможливо використовувати для отримання рівномірно розвиненої за розподілом та глибиною зон травлення поверхні. Відомий також електрохімічний спосіб попередньої обробки титанового матеріалу в електроліті, який містить метанову кислоту при густині анодного струму 3 А/дм і напрузі 10-100 В [2] В процесі анодування на поверхні титанового матеріалу формують дрібні ямки. Такий спосіб дозволяє отримати рівномірно розвинену поверхню, але його неможливо застосовувати для попередньої обробки поверхні хромонікелевих сплавів Відомий також, обраний за прототип, спосіб електрохімічної обробки металів при густині анодного струму 0,05-0,3 А/дм2 з попередньо нагрітого від 90°С до температури кипіння електроліту, який складається з води, гліцерину або 1-10% водного розчину неорганічної кислоти впродовж ЗО годин [3]. Даний спосіб дозволяє отримати метали з високорозвиненою поверхнею внаслідок селективного витравлювання атомів легуючого елементу Недоліками цього способу є необхідність підігріву електроліту до температури кипіння, що сприяє інтенсивному його випаровуванню, а при незначному зниженні температури швидкість витравлювання значно зменшується Крім того, при збільшенні густини струму процес втрачає селективність, що призводить до рівномірного розчинення всіх компонентів сплаву, що не дозволяє отримати високорозвинену поверхню металу. До того ж, такий спосіб придатний для електрохімічної обробки поверхні тільки мідних сплавів та є досить тривалим В основу корисної моделі поставлено задачу рівномірного розвинення поверхні хромонікелевих сплавів для збільшення її площі та прискорення процесу формоутворюючої обробки Поставлена задача досягається тим, що в відомому способі електрохімічну обробку металів проводять при густині анодного струму 0,05-0,3 А/дм2 з попередньо нагрітого від 90°С до температури кипіння електроліту, який складається з води, гліцерину або 1-10% водного розчину неорганічної кислоти впродовж ЗО годин, згідно з корисною моделлю процес анодного травлення проводять в імпульсному режимі, де тривалість імпульсу становить 1-Ю1 - 5 - Ю 2 с, тривалість паузи 1-Ю"3 5 - Ю 2 с, густина анодного струму 1-10 А/дм2, температура 20-25°С у водному розчині ферум (III) хлориду впродовж 5-Ю хвилин. Електрохімічна обробка поверхні хромонікелевих сплавів в водному розчині ферум (III) хлориду дозволяє забезпечити інтенсивне травлення та рівномірне розподілення зон травлення по поверхні сплаву. Використання імпульсного режиму при співвідношенні тривалості імпульс/пауза, що дорівнює ( 1 - Ю 3 - 5-Ю"2 с)/(1-10"3 - 5 - Ю 2 с), густині 7144 струму 1-10 А/дм дає можливість регулювати кількість, глибину та характер розподілу зон травлення по поверхні сплаву. Крім того, режим, в якому кількість зон травлення збільшується від імпульса до імпульса, забезпечує гнучке керування процесом формоутворюючої обробки поверхні і дозволяє збільшити її площу. Запропонований спосіб здійснюють таким чином. Зразок з хромонікелевого сплаву піддають анодній обробці в імпульсному режимі при тривалості імпульсу 1-Ю"3 - 5 - Ю 2 с, тривалості паузи 1-10"3 - 5-Ю" с, густині струму 1-10 А/дм2, температурі 20-25°С впродовж 5-Ю хвилин у водному розчині ферум (III) хлориду в комірці для електролізу за двохелектродною схемою з використанням стандартного обладнання. Порівняння прототипу та корисної моделі, що наведені в таблиці 1, вказує, що заявляємий спосіб дозволяє значно зменшити енерговитрати, прискорити та спростити процес формоутворюючої обробки поверхні хромонікелевих сплавів за рахунок зниження температури, зменшення часу обробки поверхні, використання електроліту, що складається з одного компонента, та імпульсного режиму, що забезпечує рівномірне по глибині та розподіленню зон травлення. Приклад 1 Зразок сплаву на основі нікелю з вмістом хрому 20%, площею 0,02 дм 2 занурювали в комірку з електролітом, який готували розчиненням ферум (III) хлориду у дистильованій воді у звичайних умовах. Анодну обробку зразка проводили в імпульсному режимі при тривалості імпульсу 5-10" 2 с, тривалості паузи 5-Ю"2 с, густині струму 7,5 А/дм2, температурі електроліту 25°С впродовж 5 хвилин з використанням стандартного обладнання. Отримали поверхню сплаву з рівномірно розподіленими зонами травлення, кількість яких складає 960-1280 см"2. Приклад 2 Зразок сплаву на основі нікелю з вмістом хрому 20%, площею 0,02 дм 2 занурювали в комірку з електролітом, який готували розчиненням ферум (III) хлориду у дистильованій воді у звичайних умовах. Анодну обробку зразка проводили в імпульсному режимі при тривалості імпульсу 1-10" 3 с, тривалості паузи 1-Ю 3 с, густині струму 5 А/дм2, температурі електроліту 25°С впродовж 10 хвилин з використанням стандартного обладнання. Отримали поверхню сплаву з рівномірно розподіленими зонами травлення, кількість яких складає 980-1185см 2 . В таблиці 2 наведені приклади, що ілюструють запропонований спосіб. Наведені дані вказують, що заявляємий спосіб дозволяє отримати рівномірно розвинену і значно збільшену поверхню хромонікелевого сплаву. Таблиця 1 Густина струму, А/дм' Енерговитрати, Кл/дм^ Час обробки Температура електроліту Режим Прототип сплави МІДІ вода, гліцерин або водний розчин неорганічної кислоти 0,05-0.3 5400-32400 30 годин від 90°С до кипіння гальваностатичний Вигляд поверхні селективне протравлений метал Метал Склад електроліту Корисна модель хромонікелеві сплави водний розчин ферум (III) хлориду 1-Ю 300-6000 5-10 хвилин 20-25°С імпульсний рівномірно розподілені, однакові по глибині та розміру зони травлення Таблиця 2 Режим поляризації, с анодний імпульс пауза 1-Ю"1 1 10 і 5-Ю2 5 W2 1-1СГ3 1-Ю"3 1-Ю 4 1-1СГ* Комп'ютерна верстка М. Клюкін Густина струму, А/дм2 10 5 1 10 5 1 10 5 1 10 5 1 Кількість зон травлення, см Примітки 180-350 нерівномірно розподілені, глибокі зони травлення, перфорація зразка 960-1280 870-1090 600-970 980-1185 895-1100 700-995 рівномірно розподілені, різного діаметру, однакові по глибині зони травлення рівномірно розподілені, однакові по глибині та розміру зони травлення дрібні за розміром зони травлення, рівномірно протравлена поверхня Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ-42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for processing surfaces of chromium-nickel alloys
Автори англійськоюVed Maryna Vitaliivna, Sakhnenko Mykola Dmytrovych, Bohoiavlenska Olena Volodymyrivna
Назва патенту російськоюСпособ обработки поверхности хромникелевых сплавов
Автори російськоюВедь Марина Витальевна, Сахненко Николай Дмитриевич, Богоявленская Елена Владимировна
МПК / Мітки
МПК: C25F 5/00
Мітки: спосіб, хромонікелевих, обробки, сплавів, поверхні
Код посилання
<a href="https://ua.patents.su/2-7144-sposib-obrobki-poverkhni-khromonikelevikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки поверхні хромонікелевих сплавів</a>
Спосіб обробки поверхні скла
Номер патенту: 36222
Опубліковано: 16.04.2001
Автори: Дановський Валерій Володимирович, Сергієнко Анатолій Григорович
МПК: B44D 5/00, C03C 15/00
Мітки: обробки, спосіб, поверхні, скла
Текст:
...рахунок пористої струкПриклад 1. На заздалегідь оброблену поверхтури плівки, електроліт, що витравляє її, досягає ню підложки зі скла іонно-плазмовим методом наповерхні скла як би в точках - острівцях, здійснююпилюють вакуумну плівку нітриду титан у то вщиною чи рівномірне і швидке по всій поверхні скла трав30 мкм. Потім учиняють травлення розчином елеклення, внаслідок чого отримують якісну матову троліту 50% плавикової кислоти. Максимальну...
Спосіб обробки поверхні алюмінію та його сплавів
Номер патенту: 2906
Опубліковано: 26.12.1994
Автори: Сандулов Дмитро Борисович, Устименко Валерій Миколайович
МПК: C25F 3/00
Мітки: алюмінію, поверхні, сплавів, обробки, спосіб
Формула / Реферат:
1. Способ обработки поверхности алюминия и его сплавов, включающий подготовку поверхности, электрополирование в растворе, содержащем ортофосфорную и серную кислоты, и пассивирование в кислом растворе, отличающийся тем, что подготовку поверхности ведут при температуре 15-30°С в течение 1-5 минут в растворе. содержащем, мас.%: гидроксид натрия 3-4, трилон Б 2-3, воду 93-95, электрополирование ведут при температуре 40-60°С, напряжении 8-15 В и...
Спосіб підвищення вмісту металевих компонентів на поверхні легованих аморфних сплавів на основі fe
Номер патенту: 70585
Опубліковано: 15.10.2004
Автори: Котур Богдан Ярославович, Ковбуз Мирослава Олексіївна, Беднарська Лідія Михайлівна, Герцик Оксана Миронівна
МПК: C23C 10/00, C30B 31/00
Мітки: вмісту, компонентів, сплавів, аморфних, основі, поверхні, підвищення, металевих, легованих, спосіб
Формула / Реферат:
Спосіб підвищення зносостійкості допоміжних накладок корінних листів та опорних сухарів ресор автомобіля полягає у тому, що наклепують допоміжні накладки на задні кінці корінних листів, які ковзають по опорних сухарях, утворюють механічним засобом рельєф на поверхні тертя допоміжних накладок корінних листів ресор, збирають ресори, одночасно закладаючи консистентні (графітові) мастильні матеріали.
Спосіб електролітичного осадження аморфних сплавів кобальт-фосфор
Номер патенту: 54537
Опубліковано: 17.03.2003
Автори: Заблудовьский Володимир Олександрович, Штапенко Едуард Пилипович, Гулівець Олексій Миколайович, Ганич Руслан Пилипович, Грибок Віолета Святославівна, Гаджилов Михайло Валентинович
МПК: C25D 5/00
Мітки: кобальт-фосфор, аморфних, спосіб, електролітичного, осадження, сплавів
Формула / Реферат:
Спосіб електролітичного осадження аморфних сплавів кобальт-фосфор постійним струмом із розчину електроліту, що містить домішку гіпофосфіту натрію, який відрізняється тим, що осадження проводять імпульсним струмом шпаруватістю, більшою або рівною 16, при частотах слідування імпульсів струму, менших або рівних 100 Гц, із електроліту, що містить гіпофосфіту натрію 3-4 г/л.
Спосіб термічної обробки титанових сплавів
Номер патенту: 53076
Опубліковано: 15.01.2003
Автори: Сусленкова Світлана Василівна, Маркова Ірина Анатоліївна, Шаповалова Оксана Михайлівна
МПК: C22F 1/18
Мітки: термічної, обробки, спосіб, титанових, сплавів
Формула / Реферат:
Спосіб термічної обробки титанових сплавів, переважно тонкостінних напівфабрикатів, який включає нагрівання до температури, що на 10-20 °С перевищує температуру закінчення поліморфного перетворення, витримку та охолодження на повітрі, який відрізняється тим, що титанові сплави витримують в межах від 5 до 90 хвилин, час витримки збільшують зі зростанням ступеня легованості сплаву та визначають рентгенографічно на загартованих зразках-свідках...
Попередній патент: Спосіб розігрування призів миттєвої лотереї
Наступний патент: Спосіб виготовлення поверхнево-бар’єрного фотодіодa
Випадковий патент: Спосіб автоматичного управління процесом пастеризації молока у пастеризаційно-охолоджувальній установці