Спосіб зварювання розрізаних навскіс рамних профілів з пластмаси з вкладеними ущільненнями та пристрій для його здійснення
Формула / Реферат
1. Спосіб зварювання розрізаних на скіс рамних профілів з пластмаси для вікон чи дверей з прокладеними в них ущільненнями, що проходять по всій довжині профілю, із здатного до зварювання матеріалу, переважно з термопласту, що складаються з кріпильної ніжки і, щонайменше, однієї ущільнювальної манжети, при якому поверхні скосу і сусідні ділянки рамного профілю нагрівають за допомогою зварювального дзеркала до температури зварювання, зварювальне дзеркало вилучають з ділянки поверхонь скосу і поверхні скосу рамних профілів притискують одна до одної, який відрізняється тим, що на час зварювання рамних профілів і ущільнень утворений ущільнювальною манжетою і кріпильною ніжкою внутрішній контур ущільнення у площині скосу і поряд з площиною скосу прикривають, щонайменше, однією фасонною деталлю, що має такий самий чи близький до нього контур, і фасонну деталь після зварювання переміщують з ділянки ущільнення.
2. Спосіб за п.1, який відрізняється тим, що на час зварювання зовнішній контур ущільнення поряд з площиною скосу також прикривають фасонною деталлю, у площині скосу залишають зазор для виходу наплавленого валика зварного шва і після зварювання рамних профілів і ущільнень вилучають фасонну деталь і наплавлений валик зварного шва, що утворюється на зовнішньому боці ущільнення.
3. Пристрій для зварювання розрізаних на скіс рамних профілів з пластмаси для вікон чи дверей з прокладеними в них ущільненнями, що проходять по всій довжині профілю, з здатного до зварювання матеріалу, і що складаються із кріпильної ніжки і, щонайменше, однієї ущільнювальної манжети, який відрізняється тим, що містить, щонайменше, одну фасонну деталь для прикриття внутрішнього контуру ущільнення, установлену з можливістю переміщення або повороту під час зварювання до ділянки скосу зварюваних рамних профілів і ущільнень.
4. Пристрій за п.3, який відрізняється тим, що фасонні деталі для прикриття внутрішнього контуру ущільнення під час зварювання зв’язані з силовим замиканням у площині скосу.
5. Пристрій за п.3 або 4, який відрізняється тим, що фасонна деталь або фасонні деталі для прикриття внутрішнього контуру ущільнення під час зварювання виконані у вигляді пуансонів, що мають форму кутиків, виступна у бік полиця яких підігнана до внутрішнього контуру ущільнення і під час зварювання спирається на кріпильну ніжку ущільнення.
6. Пристрій за п.5, який відрізняється тим, що полиця оснащена виїмками для приймання ущільнювальної манжети або частини ущільнювальної манжети і/або для приймання виступів кріпильної ніжки ущільнення.
7. Пристрій за п.5 або 6, який відрізняється тим, що він забезпечений відповідними пуансонам прикривальними деталями для зовнішнього контуру ущільнювальних манжет, які оснащені відповідними виїмками для прилеглого приймання ущільнювальних манжет.
8. Пристрій за п.7, який відрізняється тим, що прикривальні деталі для зовнішнього контуру ущільнювальних манжет під час процесу зварювання прилягають до пуансонів.
9. Пристрій за п.8, який відрізняється тим, що прикривальні деталі для зовнішнього контуру ущільнювальних манжет під час процесу зварювання спираються на виступну збоку полицю пуансона або на рамний профіль.
10. Пристрій за п.5, який відрізняється тим, що полиця пуансона виконана у вигляді кутика, який підігнаний до кута скосу.
11. Пристрій за п.5, який відрізняється тим, що кінцева частина пуансона на протилежному по відношенню до виступної збоку полиці кінці проходить до камери, що містить пружину, приймальної частини і навантажена пружиною, приймальна частина має прохідну з нахилом поверхню, що взаємодіє з пругом профілю або пругом чи поверхнею зварювальної машини.
12. Пристрій за п.4, який відрізняється тим, що фасонні деталі для прикриття внутрішнього контуру ущільнень на ділянках скосу під час процесу зварювання являють собою два пуансони, що замикаються врівень.
13. Пристрій за п.12, який відрізняється тим, що пуансони мають напрямний елемент, якому надається рух, та який взаємодіє з розташованою у площині профілю напрямною, що проходить з нахилом.
14. Пристрій за п.13, який відрізняється тим, що він містить діючий паралельно рамним профілям пружинний вирівнюючий пристрій.
15. Пристрій за п.4, який відрізняється тим, що фасонні деталі виконані у вигляді пуансонів, що встановлені з можливістю ковзання у частинах пристрою, які утворюють обмежники для наплавлених валиків зварного шва, причому положення пуансонів відповідає напрямку всування рамних профілів, і пуансони підхоплюють знизу ущільнювальні манжети.
16. Пристрій за п.15, який відрізняється тим, що протилежний куту скосу кінець пуансона навантажений пружиною, а повернутий до кута скосу кінець пуансона під час процесу нагрівання спирається на зварювальне дзеркало.
Текст
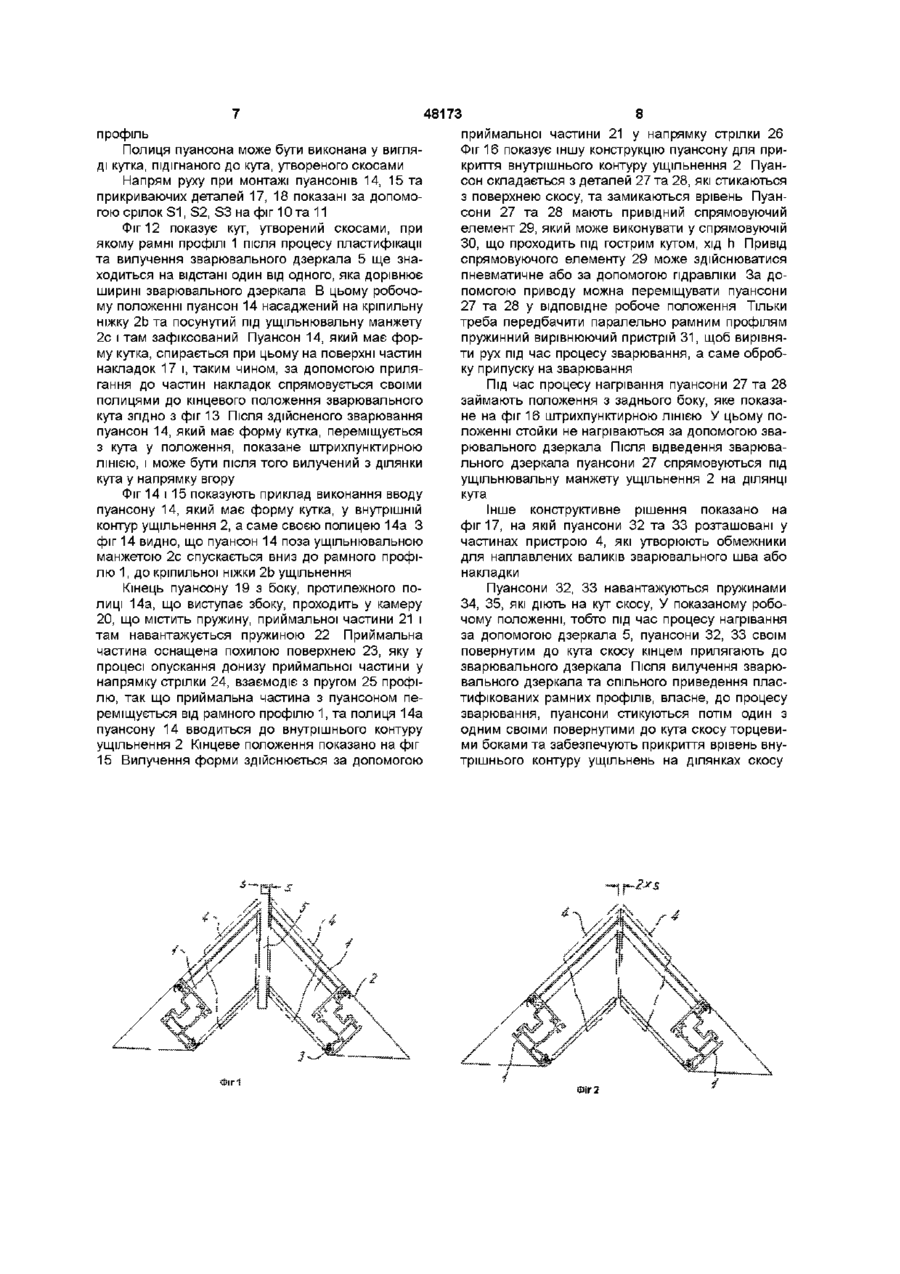
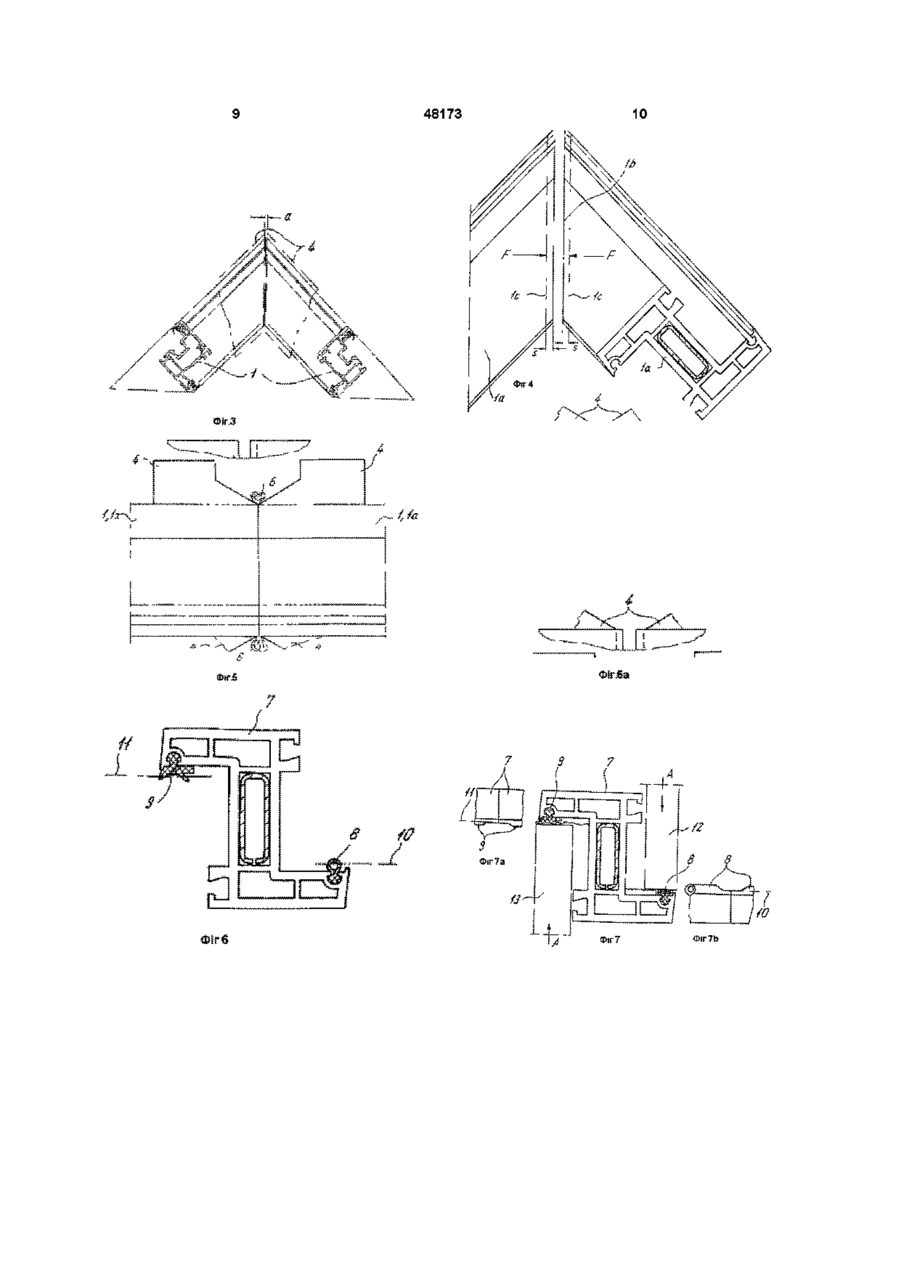
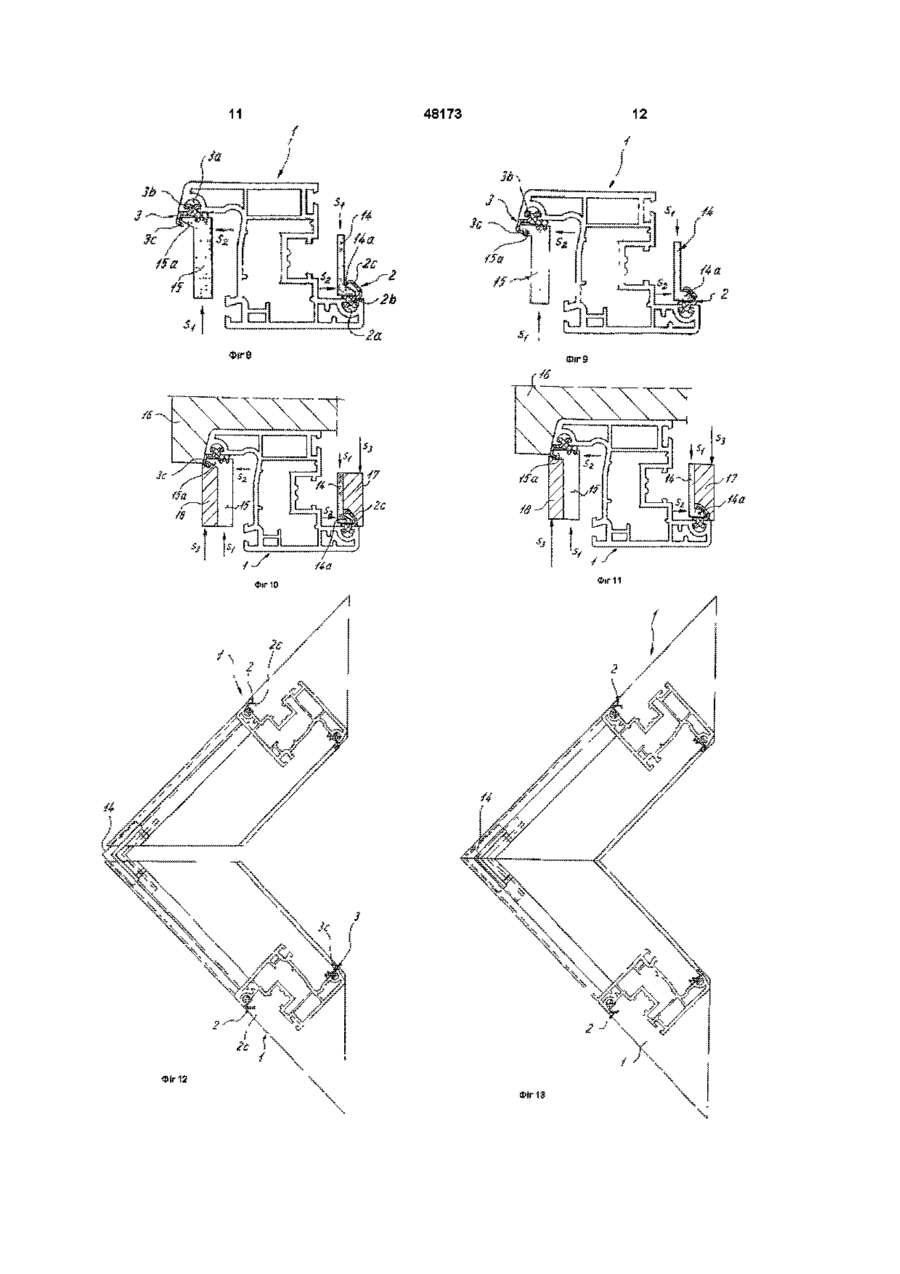
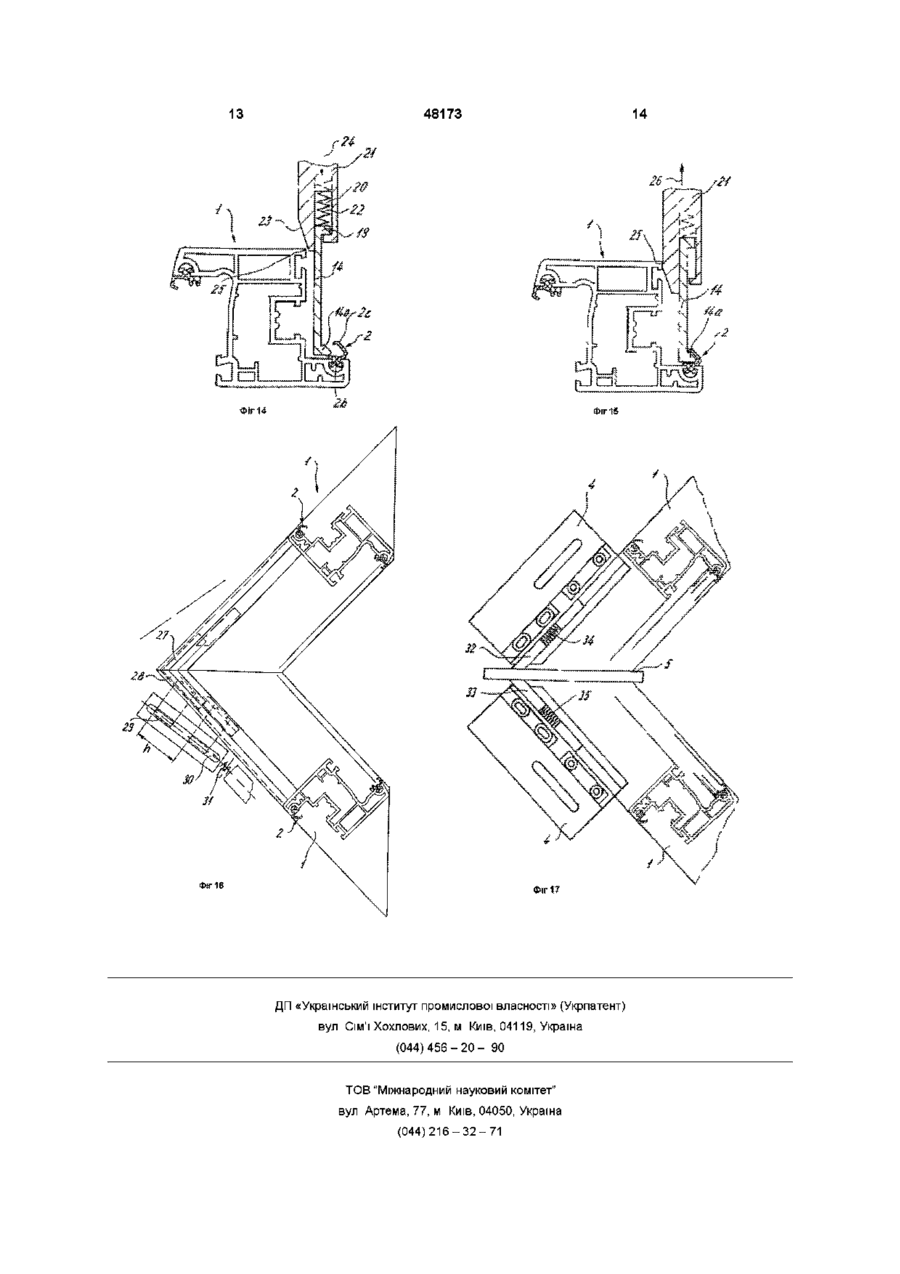
1 Спосіб зварювання розрізаних на скіс рамних профілів з пластмаси для вікон чи дверей з прокладеними в них ущільненнями, що проходять по всій довжині профілю, із здатного до зварювання матеріалу, переважно з термопласту, що складаються з кріпильної ніжки і, щонайменше, однієї ущільнювальної манжети, при якому поверхні скосу і сусідні ділянки рамного профілю нагрівають за допомогою зварювального дзеркала до температури зварювання, зварювальне дзеркало вилучають з ділянки поверхонь скосу і поверхні скосу рамних профілів притискують одна до одної, який відрізняється тим, що на час зварювання рамних профілів і ущільнень утворений ущільнювальною манжетою і кріпильною ніжкою внутрішній контур ущільнення у площині скосу і поряд з площиною скосу прикривають, щонайменше, однією фасонною деталлю, що має такий самий чи близький до нього контур, і фасонну деталь після зварювання переміщують з ділянки ущільнення 2 Спосіб за п 1, який відрізняється тим, що на час зварювання ЗОВНІШНІЙ контур ущільнення поряд з площиною скосу також прикривають фасонною деталлю, у площині скосу залишають зазор для виходу наплавленого валика зварного шва і після зварювання рамних профілів і ущільнень вилучають фасонну деталь і наплавлений валик зварного шва, що утворюється на зовнішньому боці ущільнення 3 Пристрій для зварювання розрізаних на скіс рамних профілів з пластмаси для вікон чи дверей з прокладеними в них ущільненнями, що проходять по всій довжині профілю, з здатного до зварювання матеріалу, і що складаються із кріпильної ніжки і, щонайменше, однієї ущільнювальної манжети, який відрізняється тим, що містить, щонайменше, одну фасонну деталь для прикриття внутрішнього контуру ущільнення, установлену з можливістю переміщення або повороту під час зварювання до ділянки скосу зварюваних рамних профілів і ущільнень 4 Пристрій за п 3, який відрізняється тим, що фасонні деталі для прикриття внутрішнього контуру ущільнення під час зварювання зв'язані з силовим замиканням у площині скосу 5 Пристрій за п 3 або 4, який відрізняється тим, що фасонна деталь або фасонні деталі для прикриття внутрішнього контуру ущільнення під час зварювання виконані у вигляді пуансонів, що мають форму кутиків, виступна у бік полиця яких підігнана до внутрішнього контуру ущільнення і під час зварювання спирається на кріпильну ніжку ущільнення 6 Пристрій за п 5, який відрізняється тим, що полиця оснащена виїмками для приймання ущільнювальної манжети або частини ущільнювальної манжети і/або для приймання виступів кріпильної ніжки ущільнення 7 Пристрій за п 5 або 6, який відрізняється тим, q що він забезпечений ВІДПОВІДНИМИ пуансонам при кривальними деталями для зовнішнього контуру ущільнювальних манжет, які оснащені ВІДПОВІДНИМИ виїмками для прилеглого приймання ущільнювальних манжет 8 Пристрій за п 7, який відрізняється тим, що прикривальні деталі для зовнішнього контуру ущільнювальних манжет під час процесу зварювання прилягають до пуансонів 9 Пристрій за п 8, який відрізняється тим, що прикривальні деталі для зовнішнього контуру ущільнювальних манжет під час процесу зварювання спираються на виступну збоку полицю пуансона або на рамний профіль 10 Пристрій за п 5, який відрізняється тим, що полиця пуансона виконана у вигляді кутика, який підігнаний до кута скосу 11 Пристрій за п 5, який відрізняється тим, що кінцева частина пуансона на протилежному по відношенню до виступної збоку полиці КІНЦІ проходить до камери, що містить пружину, приймальної частини і навантажена пружиною, приймальна частина має прохідну з нахилом поверхню, що ГО 00 48173 взаємодіє з пругом профілю або пругом чи поверхнею зварювальної машини 12 Пристрій за п 4, який відрізняється тим, що фасонні деталі для прикриття внутрішнього контуру ущільнень на ділянках скосу під час процесу зварювання являють собою два пуансони, що замикаються врівень 13 Пристрій за п 12, який відрізняється тим, що пуансони мають напрямний елемент, якому надається рух, та який взаємодіє з розташованою у площині профілю напрямною, що проходить з нахилом 14 Пристрій за п 13, який відрізняється тим, що він містить діючий паралельно рамним профілям пружинний вирівнюючий пристрій Винахід належить до способу зварювання розрізаних навскіс рамних профілів з пластмаси з вкладеними ущільненнями, які проходять по всій довжині профілю, та складаються з кріпильної ніжки і, щонайменше, з однієї ущільнювальної манжети, переважно з термопласту, для вікон та дверей У цьому способі поверхні скосів та сусідніх ділянок рамного профілю нагрівають за допомогою зварювального дзеркала до температури зварювання, зварювальне дзеркало вилучають з ділянок поверхні скосів і поверхні скосу рамних профілів притискують одна до одної При відомих способах вищенаведеного виду на ділянках скосів утворюються наплавлені валики зварювального шву з матеріалу рамних профілів та ущільнень При цьому відбувається змішування матеріалу ущільнення та матеріалу профілю, завдяки якому значно знижуються або цілком пригнічуються пружні властивості ущільнення на ДІЛЯНЦІ кута В основі винаходу лежить завдання вдосконалити вищенаведений спосіб та пристрій для здійснення способу таким чином, щоб зберегалися пружні функції на ділянках кутів Згідно винаходу, це завдання вирішується за допомогою ознак відмінної частини п 1 формули винаходу На фіг 1 поверхні скосів рамних профілів 1 прилягають до зварювального дзеркала У, за допомогою якого можна нагрівати поверхні скосів та прилеглі ділянки рамних профілів Передача тепла здійснюється за принципом теплопровідності Частини 4 пристрою, які утворюють накладки або обмежники для наплавлених валиків зварювального шва, розташовані на відстані "S", яка становить, приблизно, Змм від поверхонь скосів профілю, що підлягають зварюванню Ця відстань утворює так званий припуск на зварювання Фіг 2 показує наступний етап процесу зварювання після підігріву поверхонь скосів та прилеглих ділянок профілю за допомогою зварювального дзеркала 5 На фіг 2 нагріті поверхні скосів прилягають одна до одної так, що накладки, або обмежники для наплавленого валика зварювального шва, знаходяться один проти одного на відстані "2S" 4 15 Пристрій за п 4, який відрізняється тим, що фасонні деталі виконані у вигляді пуансонів, що встановлені з можливістю ковзання у частинах пристрою, які утворюють обмежники для наплавлених валиків зварного шва, причому положення пуансонів відповідає напрямку всування рамних профілів, і пуансони підхоплюють знизу ущільнювальні манжети 16 Пристрій за п 15, який відрізняється тим, що протилежний куту скосу кінець пуансона навантажений пружиною, а повернутий до кута скосу кінець пуансона під час процесу нагрівання спирається на зварювальне дзеркало Наступна ступінь способу показана на фіг 3, на якій поверхні скосів притиснуті одна до одної Завдяки пружній деформації пластифікованого, внаслідок нагріву, краю матеріалу, рамні профілі 2 на цій ДІЛЯНЦІ зсовують один до одного такою мірою, щоб зазор "а", який залишається між частинами 4 пристрою, які утворюють накладки або обмежники для наплавлених валиків зварювального шва, становив лише 0,2-0,Змм Фіг 4 показує два розрізаних на скіс рамних профілі 1а, до поверхні скосів яких 1Ь примикає пластифікований та потім витиснений припуск на зварювання "S", а також напрямок зусиль зварювання, які викликають витиснення пластифікованого матеріалу до перекриття ЛІНІЙ 1С Пластифікований матеріал припуску "S" на зварювання, витиснутий під час процесу зварювання, частково стікає у порожнини рамного профілю 1 або 1а та, приблизно, така ж його частина витискується назовні крізь поверхні оболонки профілю Разрез частин 4 пристрою, які утворюють накладки або обмежники для направлених валиків, це призвело б до змін форми профілю на ділянках кутів, тобто на ділянках зварювання, які проходять на деяку відстань Так як матеріал саме при витисканні під час процесу зварювання потребує збірних приборів, що примикають безпосередньо, то частинам 4 пристрою, що утворюють накладки, поряд з ділянкою зварювального шва надають особливої форми На фіг 5 подані два зварені на ділянках скосів рамних профілі при погляді у напрямку вздовж стику скосів Частини 4 пристрою, які утворюють накладки або обмежники для наплавлених валиків зварювального шва, зроблені у вигляді клину, який зменшується по відношенню до зварювального шва або до скосу та на КІНЦІ переходить майже до вістря Як видно на фіг 3, вістря частин 4 пристрою, які утворюють обмежники для наплавленого валика зварювального шва, мають відстань одне відносно одного від 0,2 до 0,3мм, так що пластифікований матеріал, який витискується назовні, виходить у формі серденька крізь вістря розташованих поряд один з одним обмежників для наплавленого валика в утворений ними простір 48173 Наплавлені валики зварювального шва 6, які мають значний об'єм, прив'язані до утворених рамними профілями двері або вікна лише тонкою перемичкою, яку можна простим способом чисто зрізати механічно Очистку звареного кутка можна здійснити також повністю автоматичним способом за допомогою спеціальних машин та пристроїв Такі наплавлені валики утворюються також на ділянках вкладених ущільнень 2, 3 та змішуються там з пластифікованим і витиснутим матеріалом рамного профілю Перемішування твердого та м'якого матеріалів призводить до утворення блокоподібної, в основному, не пружної ділянки з'єднаних у кугу одне а одним ущільнень фіг 6 показує рамний профіль 7, який оснащений упорним ущільненням 8 та прилеглим до скла ущільненням 9 ЛІНІЯ 10 задає поверхню упору рамного профілю, з якою рамний профіль взаємодіє по всьому вікну, в той час, як ЛІНІЯ 11 визначає поверхню скла, біля якої ущільнення 9 піддається пружній деформації Частини пристрою, які утворюють накладки або обмежники для наплавлених валиків, у безпосередньо кутовій ДІЛЯНЦІ ущільнень виконані так, що ущільнення 8, 9 під час процесу зварювання за допомогою пуансонів 12 та 13 стискуються до розміру, який відповідає площинам ЛІНІЙ 10 та 11 Після отвердіння звареного кутка на ДІЛЯНЦІ ущільнення утворюється твердий непружний кут ущільнення, який показаний на фіг 7а та 7Ь Непружна ділянка розташована обабіч площини скосів, яка показана на фіг 7а та 7Ь за допомогою вертикальної середньої лінії Поза непружною кутовою ділянкою ущільнень 8 та 9 вони мають цілковиту пружність та пружній ефект, які вимагаються від ущільнень Для герметичності вікон, зокрема, на ділянках активно діючих ущільнень, як, наприклад, між складеною рамою та стулкою рами, саме кутки ущільнень мають особливе значення Для бездоганної ЩІЛЬНОСТІ таких елементів вимагається правильна форма ущільнення у куту скосу та передусім необхідна пружність на всій ДІЛЯНЦІ ДІЇ ущільнення Стулка та складена рама вікна або двері зв'язуються між собою за допомогою кріпильної арматури, яка, наприклад, розташовується у пазах рамних профілів або також у спеціально виконаних у рамних профілях виїмках Внаслідок цього виникають відхилення, так що фактична площина прилягання 10 на фіг 6 може коливатися в обох напрямках Непружний та попередньо деформований кут ущільнення може не відповідати цим відхиленням та тим самим призвести до утворення нещільностей на ділянках кута, а також до деформацій та до створення напруги у рамному профілі і деталях арматури Фіг 8 показує рамний профіль 1 з вкладеними у анкерні пази 2а та За ущільненнями 2 та 3, у яких внутрішній контур ущільнення, що визначається кріпильною ніжкою 2Ь та ЗЬ та ущільнювальною манжетою 2с та Зс прикривається виконаною у вигляді пуансону 14 або 15 фасонною деталлю У прикладі виконання по фіг 8, а також по фіг 9 пуансони 14, 15 виконані у вигляді кутка та мають полиці 14а та 15а, які виступають по боках Ці полиці відповідають внутрішньому контуру ущільнення 2 або 3 та під час зварювання спираються на кріпильну ніжку 2Ь або ЗЬ Полиці 14а та 15а у прикладі виконання по фіг 1 не зовсім точно підігнані під внутрішній контур ущільнення та не закривають його повністю з геометричним замиканням, так що на ДІЛЯНЦІ кута скосу ущільнення може утворитися наплавлений валик невеликих розмірів Цей наплавлений валик з невеликими розмірами може лише незначно погіршити пружність ущільнення на ділянках скосу У прикладі виконання по фіг 9 полиці 14а та 15а пуансонів 14 та 15 мають таку форму, що вони відповідають внутрішньому контуру ущільнення 2 або 3 з виконанням поверхонь врівень 3 цією метою пуансон 15 має виїмку для прийому ущільнюючої манжети Зс та для прийому виступів кріпильної ніжки ЗЬ При прикритті внутрішнього контуру ущільнень 2, 3, як це показано на фіг 9, лише на зовнішньому боці ущільнення у куті скосу може утворитися наплавлений валик зварювального шва з матеріалу ущільнення, який, проте, можна чисто вилучити Оскільки ділянка скосу ущільнення вільна від наплавленого валика, функції пружного ущільнення на ділянках кута не погіршуються пуансон 14, 15 може зрушуватися у напрямку стрілки S1 та S2 до внутрішнього контуру ущільнення Проте, існує можливість відхиляти пуансони з їх полицями 14а та 15а у простір, обмежений внутрішнім контуром ущільнення Пуансон для прикриття внутрішнього контуру ущільнень, що стосуються на ділянках скосів, на цих ділянках можна виконати монолітним але складеним з декількох частин Фіг 10 відповідає фіг 8, проте рамному профілю на зовнішньому боці або на видимій поверхні належить частина 16 пристрою, яка утворює накладку або обмежник наплавленого валика Полиці 14а та 15а пуансонів 14 та 15 обмежують, виключно, ніжку ущільнення та допускають всередині ущільнювальної манжети утворення наплавленого валика невеликих розмірів Далі, прикриваючі частини 17, 18 для зовнішнього контуру ущільнюючих манжет 2с та Зс виконані у ВІДПОВІДНОСТІ з пуансонами, які оснащені ВІДПОВІДНИ МИ виїмками для прилягаючого прийому ущільнюючих манжет 2с, Зс Завдяки прикриваючим частинам 17, 18, які у поданих прикладах виконання по фіг Юта по фіг 11 прилягають до пуансонів 14, 15, підвищується якість кутів ущільнення після зварювання по відношенню до їх пружних властивостей На фіг 11 полиці 14а та 15а, щільно підігнані до внутрішнього контуру ущільнень 2 та 3, а також, як подано на фіг 9, оснащені виїмками для приймання частин ущільнювальних манжет та виступів кріпильної ніжки, так що у внутрішньому просторі ущільнень на ділянках скосів не може виникнути наплавлений валик зварювального шва з матеріалу ущільнення З прикладів виконання по фіг 10 та 11 виходить, що прикриваючі частини 17, 18 для зовнішнього контуру ущільнювальних манжет під час процесу зварювання можуть спиратися на виступаючі по боках полиці пуансонів або на рамний 48173 профіль Полиця пуансона може бути виконана у вигляді кутка, підігнаного до кута, утвореного скосами Напрям руху при монтажі пуансонів 14, 15 та прикриваючих деталей 17, 18 показані за допомогою срілок S1, S2, S3 на фіг 10 та 11 Фіг 12 показує кут, утворений скосами, при якому рамні профілі 1 після процесу пластифікації та вилучення зварювального дзеркала 5 ще знаходиться на відстані один від одного, яка дорівнює ширині зварювального дзеркала В цьому робочому положенні пуансон 14 насаджений на кріпильну ніжку 2Ь та посунутий під ущільнювальну манжету 2с і там зафіксований Пуансон 14, який має форму кутка, спирається при цьому на поверхні частин накладок 17 і, таким чином, за допомогою прилягання до частин накладок спрямовується своїми полицями до кінцевого положення зварювального кута згідно з фіг 13 Після здійсненого зварювання пуансон 14, який має форму кутка, переміщується з кута у положення, показане штрихпунктирною ЛІНІЄЮ, і може бути після того вилучений з ділянки кута у напрямку вгору Фіг 14 І 15 показують приклад виконання вводу пуансону 14, який має форму кутка, у внутрішній контур ущільнення 2, а саме своєю полицею 14а З фіг 14 видно, що пуансон 14 поза ущільнювальною манжетою 2с спускається вниз до рамного профілю 1, до кріпильної ніжки 2Ь ущільнення Кінець пуансону 19 з боку, протилежного полиці 14а, що виступає збоку, проходить у камеру 20, що містить пружину, приймальної частини 21 і там навантажується пружиною 22 Приймальна частина оснащена похилою поверхнею 23, яку у процесі опускання донизу приймальної частини у напрямку стрілки 24, взаємодіє з пругом 25 профілю, так що приймальна частина з пуансоном переміщується від рамного профілю 1, та полиця 14а пуансону 14 вводиться до внутрішнього контуру ущільнення 2 Кінцеве положення показано на фіг 15 Вилучення форми здійснюється за допомогою Вігі 8 приймальної частини 21 у напрямку стрілки 26 Фіг 16 показує іншу конструкцію пуансону для прикриття внутрішнього контуру ущільнення 2 Пуансон складається з деталей 27 та 28, які стикаються з поверхнею скосу, та замикаються врівень Пуансони 27 та 28 мають привідний спрямовуючий елемент 29, який може виконувати у спрямовуючій ЗО, що проходить під гострим кутом, хід h Привід спрямовуючого елементу 29 може здійснюватися пневматичне або за допомогою гідравліки За допомогою приводу можна переміщувати пуансони 27 та 28 у відповідне робоче положення Тільки треба передбачити паралельно рамним профілям пружинний вирівнюючий пристрій 31, щоб вирівняти рух під час процесу зварювання, а саме обробку припуску на зварювання Під час процесу нагрівання пуансони 27 та 28 займають положення з заднього боку, яке показане на фіг 16 штрихпунктирною ЛІНІЄЮ У цьому положенні стойки не нагріваються за допомогою зварювального дзеркала Після відведення зварювального дзеркала пуансони 27 спрямовуються під ущільнювальну манжету ущільнення 2 на ДІЛЯНЦІ кута Інше конструктивне рішення показано на фіг 17, на якій пуансони 32 та 33 розташовані у частинах пристрою 4, які утворюють обмежники для наплавлених валиків зварювального шва або накладки Пуансони 32, 33 навантажуються пружинами 34, 35, які діють на кут скосу, У показаному робочому положенні, тобто під час процесу нагрівання за допомогою дзеркала 5, пуансони 32, 33 своїм повернутим до кута скосу кінцем прилягають до зварювального дзеркала Після вилучення зварювального дзеркала та спільного приведення пластифікованих рамних профілів, власне, до процесу зварювання, пуансони стикуються потім один з одним своїми повернутими до кута скосу торцевими боками та забезпечують прикриття врівень внутрішнього контуру ущільнень на ділянках скосу ФІГ 2 48173 10 48173 12 13 48173 14 Фіг 11 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of slant cut frame profiles made of plastic material welding with sealing insertions and device for its implementation
Назва патенту російськоюСпособ сварки разрезанных наискось рамных профилей из пластмассы с вложенными уплотнениями и устройство для его осуществления
МПК / Мітки
МПК: B29C 65/18, B29C 65/02
Мітки: пристрій, вкладеними, розрізаних, профілів, рамних, здійснення, зварювання, спосіб, навскіс, пластмаси, ущільненнями
Код посилання
<a href="https://ua.patents.su/7-48173-sposib-zvaryuvannya-rozrizanikh-navskis-ramnikh-profiliv-z-plastmasi-z-vkladenimi-ushhilnennyami-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання розрізаних навскіс рамних профілів з пластмаси з вкладеними ущільненнями та пристрій для його здійснення</a>
Спосіб виробництва спіральних профілів та пристрій для його здійснення
Номер патенту: 5329
Опубліковано: 28.12.1994
Автори: Добров Ігор В'ячеславович, Доброва Світлана Павлівна, Ємел'янов В'ячеслав Григорович, Поленов Олександр Олексійович, Гребенюк Микола Олександрович
МПК: B21C 1/00
Мітки: спіральних, профілів, здійснення, пристрій, виробництва, спосіб
Формула / Реферат:
1. Способ производства спиральных профилей, включающий обжатие круглой заготовки в роликовом или ином калибре некруглого поперечного сечения при его вращении вокруг оси волочении со скоростью, согласованной со скоростью волочения, отличающийся тем, что заготовку предварительно обжимают в геометрически подобном основному дополнительном роликовом калибре в едином технологическом переходе с обжатием, равным 0,35-0,75 суммарного обжатия....
Спосіб дугоконтактного таврового зварювання і пристрій для його здійснення
Номер патенту: 25037
Опубліковано: 25.12.1998
Автори: Биховець Валерій Миколайович, Калеко Давид Михайлович
МПК: B23K 9/08
Мітки: здійснення, дугоконтактного, пристрій, спосіб, зварювання, таврового
Формула / Реферат:
1, Способ дугоконтактной тавровой сварки, заключающийся в контактировании свариваемых деталей, возбуждении дугового разряда при разведении свариваемых деталей, выдержке заданного времени горения дуги, осадке оплавленных деталей с одновременным выключением сварочного тока, при котором на дугу воздействует компонента магнитного поля, радиальная по отношению к оси детали трубчатой формы, отличающийся тем, что возбуждение сварочной дуги...
Спосіб прокатки кутових профілів та системa калібрів для його здійснення
Номер патенту: 37425
Опубліковано: 15.05.2001
Автори: Балабєй Євген Михайлович, Андрійчук Сергій Андрійович, Олійник Олександр Іванович, Носаньов Олександр Григорович, Босий Володимир Миколайович
МПК: B21B 1/09
Мітки: система, кутових, здійснення, спосіб, калібрів, профілів, прокатки
Формула / Реферат:
1. Спосіб прокатки кутових профілів, який включає послідовне рівномірне обтиснення елементів кутового профілю у чорнових калібрах та обтиснення за шириною зовнішніх поверхонь полиць кутового профілю у передчистовому та чистовому калібрах, який відрізняється тим, що у передчистовому калібрі переважному обтисненню піддають зони спряження полиць та кінцеві ділянки полиць, формуючи виступи у середній частині зовнішньої поверхні полиць, а у...
Спосіб дугового зварювання плавким електродом змінним струмом та пристрій для його здійснення
Номер патенту: 27182
Опубліковано: 15.08.2000
Автори: Шатан Олександр Федорович, Болотько Віктор Іванович, Дименко Володимир Васильович
Мітки: пристрій, струмом, спосіб, плавким, дугового, здійснення, зварювання, змінним, електродом
Формула / Реферат:
Формула изобретения1.Способ дуговой сварки плавящимся электродом переменным током, при котором в каждый полупериод в дуговой промежуток для повторного зажигания дуги подают стабилизирующие импульсы энергии, отличающийся тем, что, с целью улучшения качества сварки и расширения диапазонов режима сварки путем повышения стабильности процесса и выбора оптимальных режимов сварки в оба полупериода, отношение величин мощностей, подводимых...
Спосіб дугового зварювання з короткими замиканнями дугового проміжку та пристрій для його здійснення
Номер патенту: 27165
Опубліковано: 15.08.2000
Автори: Сараєв Юрій Миколаєвич, Князьков Анатолій Федорович, Заруба Ігор Іванович, Тімошенко Анатолій Кірілович
Мітки: пристрій, дугового, замиканнями, здійснення, зварювання, проміжку, спосіб, короткими
Формула / Реферат:
Формула изобретения1. Способ дуговой сварки с короткими замыканиями дугового промежутка, осуществляемый от источника постоянного тока, содержащего сглаживающий дроссель, при котором производят кратковременное снижение тока перед коротким замыканием и к моменту разрыва перемычки, отличающийся тем, что, с целью повышения производительности процесса сварки за счет сокращения длительности короткого замыкания, сглаживающий дроссель...
Попередній патент: Дрібнозбірне перекриття чекановича
Наступний патент: Спосіб диференційної діагностики атопічного дерматиту у дітей
Випадковий патент: Спосіб видалення великого безоару з шлунка