Верстат для копіювальної обробки
Номер патенту: 72407
Опубліковано: 15.02.2005
Автори: Ковальов Віктор Дмитрович, Бабін Олег Фавієвич, Гаков Сергій Олександрович
Формула / Реферат
1. Верстат для копіювальної обробки, що містить привід переміщення інструмента у вигляді диференціального циліндра і гідродатчика, стіл з оброблюваною деталлю, привід переміщення столу в двох взаємно перпендикулярних напрямках, який відрізняється тим, що на штоці циліндра жорстко закріплені інструмент і копіювальний датчик, що взаємодіє з копіром, установленим на столі, а привід столу переміщення виконаний у вигляді лінійного двигуна постійного струму з двома обмотками, одна з яких електрично з'єднана з двоконтактним реле, що одержує сигнал від копіювального датчика.
2. Верстат по пункту 1, який відрізняється тим, що стіл виробу і стіл копіру виконані у вигляді самостійних вузлів, що синхронно повертаються щодо осі інструмента й осі копіювального двигуна, причому привід повороту стола електрично зв'язаний з контактним датчиком, установленим на ніжці копіювального датчика, що необхідно для обробки копіювальних поверхонь, розташованих під кутом, недоступних для копіювання.
Текст
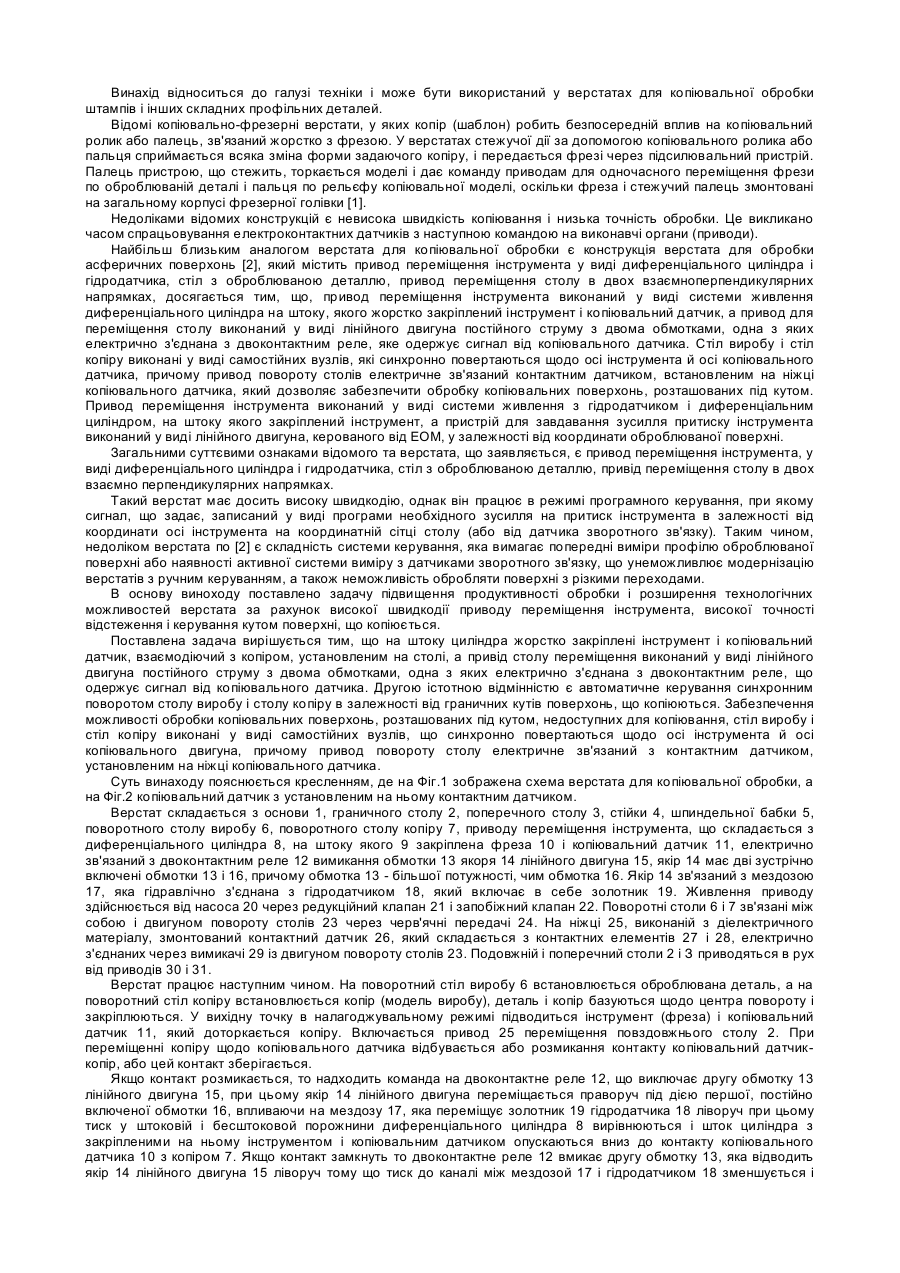
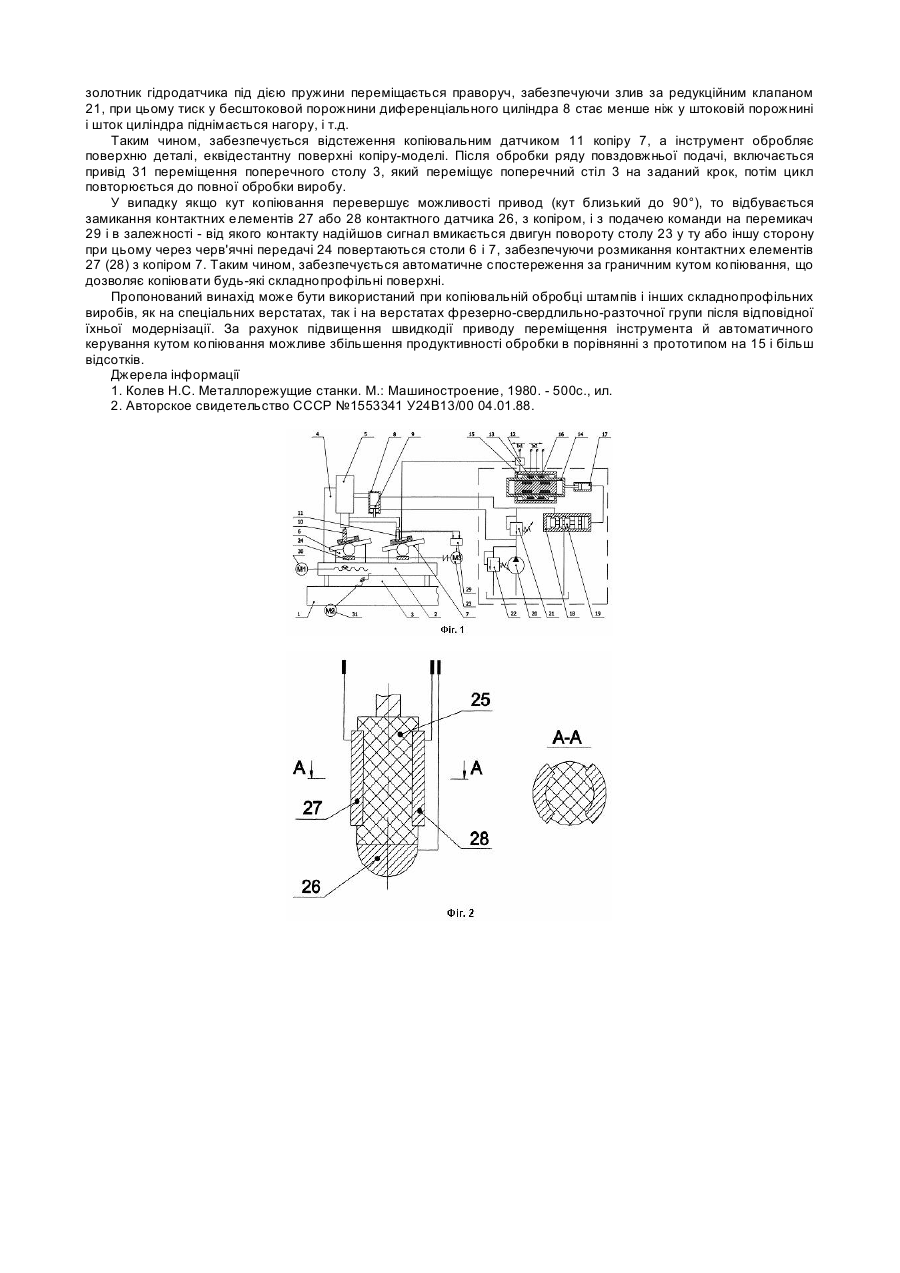
Винахід відноситься до галузі техніки і може бути використаний у верстатах для копіювальної обробки штампів і інших складних профільних деталей. Відомі копіювально-фрезерні верстати, у яких копір (шаблон) робить безпосередній вплив на копіювальний ролик або палець, зв'язаний жорстко з фрезою. У верстатах стежучої дії за допомогою копіювального ролика або пальця сприймається всяка зміна форми задаючого копіру, і передається фрезі через підсилювальний пристрій. Палець пристрою, що стежить, торкається моделі і дає команду приводам для одночасного переміщення фрези по оброблюваній деталі і пальця по рельєфу копіювальної моделі, оскільки фреза і стежучий палець змонтовані на загальному корпусі фрезерної голівки [1]. Недоліками відомих конструкцій є невисока швидкість копіювання і низька точність обробки. Це викликано часом спрацьовування електроконтактних датчиків з наступною командою на виконавчі органи (приводи). Найбільш близьким аналогом верстата для копіювальної обробки є конструкція верстата для обробки асферичних поверхонь [2], який містить привод переміщення інструмента у виді диференціального циліндра і гідродатчика, стіл з оброблюваною деталлю, привод переміщення столу в двох взаємноперпендикулярних напрямках, досягається тим, що, привод переміщення інструмента виконаний у виді системи живлення диференціального циліндра на штоку, якого жорстко закріплений інструмент і копіювальний датчик, а привод для переміщення столу виконаний у виді лінійного двигуна постійного струму з двома обмотками, одна з яких електрично з'єднана з двоконтактним реле, яке одержує сигнал від копіювального датчика. Стіл виробу і стіл копіру виконані у виді самостійних вузлів, які синхронно повертаються щодо осі інструмента й осі копіювального датчика, причому привод повороту столів електричне зв'язаний контактним датчиком, встановленим на ніжці копіювального датчика, який дозволяє забезпечити обробку копіювальних поверхонь, розташованих під кутом. Привод переміщення інструмента виконаний у виді системи живлення з гідродатчиком і диференціальним циліндром, на штоку якого закріплений інструмент, а пристрій для завдавання зусилля притиску інструмента виконаний у виді лінійного двигуна, керованого від ЕОМ, у залежності від координати оброблюваної поверхні. Загальними суттєвими ознаками відомого та верстата, що заявляється, є привод переміщення інструмента, у виді диференціального циліндра і гидродатчика, стіл з оброблюваною деталлю, привід переміщення столу в двох взаємно перпендикулярних напрямках. Такий верстат має досить високу швидкодію, однак він працює в режимі програмного керування, при якому сигнал, що задає, записаний у виді програми необхідного зусилля на притиск інструмента в залежності від координати осі інструмента на координатній сітці столу (або від датчика зворотного зв'язку). Таким чином, недоліком верстата по [2] є складність системи керування, яка вимагає попередні виміри профілю оброблюваної поверхні або наявності активної системи виміру з датчиками зворотного зв'язку, що унеможливлює модернізацію верстатів з ручним керуванням, а також неможливість обробляти поверхні з різкими переходами. В основу виноходу поставлено задачу підвищення продуктивності обробки і розширення технологічних можливостей верстата за рахунок високої швидкодії приводу переміщення інструмента, високої точності відстеження і керування кутом поверхні, що копіюється. Поставлена задача вирішується тим, що на штоку циліндра жорстко закріплені інструмент і копіювальний датчик, взаємодіючий з копіром, установленим на столі, а привід столу переміщення виконаний у виді лінійного двигуна постійного струму з двома обмотками, одна з яких електрично з'єднана з двоконтактним реле, що одержує сигнал від копіювального датчика. Другою істотною відмінністю є автоматичне керування синхронним поворотом столу виробу і столу копіру в залежності від граничних кутів поверхонь, що копіюються. Забезпечення можливості обробки копіювальних поверхонь, розташованих під кутом, недоступних для копіювання, стіл виробу і стіл копіру виконані у виді самостійних вузлів, що синхронно повертаються щодо осі інструмента й осі копіювального двигуна, причому привод повороту столу електричне зв'язаний з контактним датчиком, установленим на ніжці копіювального датчика. Суть винаходу пояснюється кресленням, де на Фіг.1 зображена схема верстата для копіювальної обробки, а на Фіг.2 копіювальний датчик з установленим на ньому контактним датчиком. Верстат складається з основи 1, граничного столу 2, поперечного столу 3, стійки 4, шпиндельної бабки 5, поворотного столу виробу 6, поворотного столу копіру 7, приводу переміщення інструмента, що складається з диференціального циліндра 8, на штоку якого 9 закріплена фреза 10 і копіювальний датчик 11, електрично зв'язаний з двоконтактним реле 12 вимикання обмотки 13 якоря 14 лінійного двигуна 15, якір 14 має дві зустрічно включені обмотки 13 і 16, причому обмотка 13 - більшої потужності, чим обмотка 16. Якір 14 зв'язаний з мездозою 17, яка гідравлічно з'єднана з гідродатчиком 18, який включає в себе золотник 19. Живлення приводу здійснюється від насоса 20 через редукційний клапан 21 і запобіжний клапан 22. Поворотні столи 6 і 7 зв'язані між собою і двигуном повороту столів 23 через черв'ячні передачі 24. На ніжці 25, виконаній з діелектричного матеріалу, змонтований контактний датчик 26, який складається з контактних елементів 27 і 28, електрично з'єднаних через вимикачі 29 із двигуном повороту столів 23. Подовжній і поперечний столи 2 і З приводяться в рух від приводів 30 і 31. Верстат працює наступним чином. На поворотний стіл виробу 6 встановлюється оброблювана деталь, а на поворотний стіл копіру встановлюється копір (модель виробу), деталь і копір базуються щодо центра повороту і закріплюються. У вихідну точку в налагоджувальному режимі підводиться інструмент (фреза) і копіювальний датчик 11, який доторкається копіру. Включається привод 25 переміщення повздовжнього столу 2. При переміщенні копіру щодо копіювального датчика відбувається або розмикання контакту копіювальний датчиккопір, або цей контакт зберігається. Якщо контакт розмикається, то надходить команда на двоконтактне реле 12, що виключає другу обмотку 13 лінійного двигуна 15, при цьому якір 14 лінійного двигуна переміщається праворуч під дією першої, постійно включеної обмотки 16, впливаючи на мездозу 17, яка переміщує золотник 19 гідродатчика 18 ліворуч при цьому тиск у штоковій і бесштоковой порожнини диференціального циліндра 8 вирівнюються і шток циліндра з закріпленими на ньому інструментом і копіювальним датчиком опускаються вниз до контакту копіювального датчика 10 з копіром 7. Якщо контакт замкнуть то двоконтактне реле 12 вмикає другу обмотку 13, яка відводить якір 14 лінійного двигуна 15 ліворуч тому що тиск до каналі між мездозой 17 і гідродатчиком 18 зменшується і золотник гідродатчика під дією пружини переміщається праворуч, забезпечуючи злив за редукційним клапаном 21, при цьому тиск у бесштоковой порожнини диференціального циліндра 8 стає менше ніж у штоковій порожнині і шток циліндра піднімається нагору, і т.д. Таким чином, забезпечується відстеження копіювальним датчиком 11 копіру 7, а інструмент обробляє поверхню деталі, еквідестантну поверхні копіру-моделі. Після обробки ряду повздовжньої подачі, включається привід 31 переміщення поперечного столу 3, який переміщує поперечний стіл 3 на заданий крок, потім цикл повторюється до повної обробки виробу. У випадку якщо кут копіювання перевершує можливості привод (кут близький до 90°), то відбувається замикання контактних елементів 27 або 28 контактного датчика 26, з копіром, і з подачею команди на перемикач 29 і в залежності - від якого контакту надійшов сигнал вмикається двигун повороту столу 23 у ту або іншу сторону при цьому через черв'ячні передачі 24 повертаються столи 6 і 7, забезпечуючи розмикання контактних елементів 27 (28) з копіром 7. Таким чином, забезпечується автоматичне спостереження за граничним кутом копіювання, що дозволяє копіювати будь-які складнопрофільні поверхні. Пропонований винахід може бути використаний при копіювальній обробці штампів і інших складнопрофільних виробів, як на спеціальних верстатах, так і на верстатах фрезерно-свердлильно-разточної групи після відповідної їхньої модернізації. За рахунок підвищення швидкодії приводу переміщення інструмента й автоматичного керування кутом копіювання можливе збільшення продуктивності обробки в порівнянні з прототипом на 15 і більш відсотків. Джерела інформації 1. Колев Н.С. Металлорежущие станки. М.: Машиностроение, 1980. - 500с., ил. 2. Авторское свидетельство СССР №1553341 У24В13/00 04.01.88.
ДивитисяДодаткова інформація
Назва патенту англійськоюWorkbench for gauging machining
Автори англійськоюKovaliov Viktor Dmytrovych, Babin Oleh Faviyevych, Hakov Serhii Oleksandrovych
Назва патенту російськоюСтанок для копировальной обработки
Автори російськоюКовалев Виктор Дмитриевич, Бабин Олег Фавиевич, Гаков Сергей Александрович
МПК / Мітки
МПК: B23B 21/00
Мітки: обробки, копіювальної, верстат
Код посилання
<a href="https://ua.patents.su/2-72407-verstat-dlya-kopiyuvalno-obrobki.html" target="_blank" rel="follow" title="База патентів України">Верстат для копіювальної обробки</a>
Верстат для механічної обробки об’ємного виробу, зокрема елемента зубного протеза, за допомогою автоматичного копіювання
Номер патенту: 64016
Опубліковано: 16.02.2004
Автор: Фарре П'єр
МПК: A61C 13/00, B23Q 35/00
Мітки: допомогою, протеза, механічної, зокрема, елемента, автоматичного, копіювання, зубного, виробу, об`ємного, обробки, верстат
Формула / Реферат:
1. Верстат (1) для механічної обробки щонайменше одного об'ємного об'єкта, а саме елемента зубного протеза, за допомогою автоматичного копіювання, який містить щонайменше інструмент (4) для механічної обробки, що має вісь симетрії (18) і має щонайменше один степінь вільності обертання навколо осі симетрії, привідні засоби (5) для приведення в обертання вказаного інструмента (4) для механічної обробки навколо його осі симетрії, засоби (6)...
Верстат для обробки криволінійних поверхонь плоских деталей
Номер патенту: 57028
Опубліковано: 16.06.2003
Автор: Герман Євген Іванович
МПК: B23Q 35/00, B23Q 33/00, B23F 17/00, B23C 3/00
Мітки: поверхонь, криволінійних, плоских, обробки, деталей, верстат
Формула / Реферат:
Верстат для обробки криволінійних поверхонь плоских деталей, що містить привід обертання різального інструмента, радіального переміщення стояка і кругової подачі стола, що несе оброблювану деталь, вузол кріплення різального інструмента, встановлений з можливістю радіального переміщення, механізм настроювання числа оброблюваних зубців і пристрій формування профілю, який відрізняється тим, що пристрій формування профілю виконаний у вигляді...
Верстат для обробки глибоких отворів
Номер патенту: 39809
Опубліковано: 15.06.2001
Автори: Копаньов Микола Миколаевич, Єськов Олексій Леонтієвич
МПК: B23B 41/00
Мітки: глибоких, обробки, верстат, отворів
Формула / Реферат:
1. Верстат для обробки глибоких отворів, який складається зі станини, бабки виробу, інструментальної бабки, маслоприймача з кондукторною втулкою, борштанги, свердлувальної та розточувальної головок, який відрізняється тим, що його обладнано додатковим маслоприймачем, оснащеним привідним патроном та штангою, яка обхоплює з кільцевим зазором борштангу та перепущена через основний маслоприймач, при цьому додатковий маслоприймач встановлено на...
Верстат для виготовлення пуансонів і матриць
Номер патенту: 51507
Опубліковано: 15.11.2002
Автори: Федоренко Валерій Павлович, Федоренко Сергій Валерійович
МПК: B27C 7/00
Мітки: матриць, виготовлення, верстат, пуансонів
Формула / Реферат:
1. Верстат для виготовлення пуансонів і матриць, що містить станину, шпиндель, опорний центр, копіювальний пристрій з копіром, привід з фрезою, який відрізняється тим, що він додатково містить пантограф, який встановлений між копіром та приводом фрези з можливістю змінювання руху відносно переднього та заднього пальців пантографа пропорційно руху копіра.2. Верстат по п. 1, який відрізняється тим, що на шпинделях встановлені патрони,...
Настільний універсальний верстат для механічної обробки
Номер патенту: 38389
Опубліковано: 16.02.2004
Автор: Дендебера Олександр Васильович
МПК: B23P 23/00, B27C 9/00
Мітки: верстат, універсальний, обробки, механічної, настільний
Формула / Реферат:
1. Настільний універсальний верстат для механічної обробки матеріалів, що включає основу, яка виконує функції стола і в якій закріплена колона, консольний підйомний механізм з лімбом на кінці консолі, насадженої на колону по ковзній посадці з можливістю повороту навколо її осі і фіксації в будь-якому положенні, конструктивно зібрані в поворотний відносно горизонтальної осі агрегат вузол шпинделя, електропривід з пасовою передачею і натяжний...
Попередній патент: Спосіб кріплення анкерної штанги полімерним закріплювачем
Наступний патент: Спосіб лікування хімічних опіків очей
Випадковий патент: Спосіб вимірювання окиснювальної модифікації білків у ендотеліоцитах мікроциркуляторного русла периферійного нерва