Спосіб нарізки зубчастих коліс синусоїдальної передачі благута
Формула / Реферат
Спосіб нарізки зубчастих коліс синусоїдальної передачі на зубофрезерному верстаті методом дотику і обкатки дисковою прорізною фрезою, який відрізняється тим, що вісь фрези зміщують відносно осі шпинделя верстата на певну величину, фрезу закріплюють нерухомо відносно її осі, надають обертальний рух шпинделю та заготовці, в процесі чого різальна кромка фрези отримує гармонійний зворотно-поступальний рух по закону синусоїди, при чому крайні точки різальної кромки - ліва і права обробляють послідовно і відповідно ліву і праву половини заглибини зуба по синусоїдальній кривій, яка окреслює синусоїдальний профіль зуба.
Текст
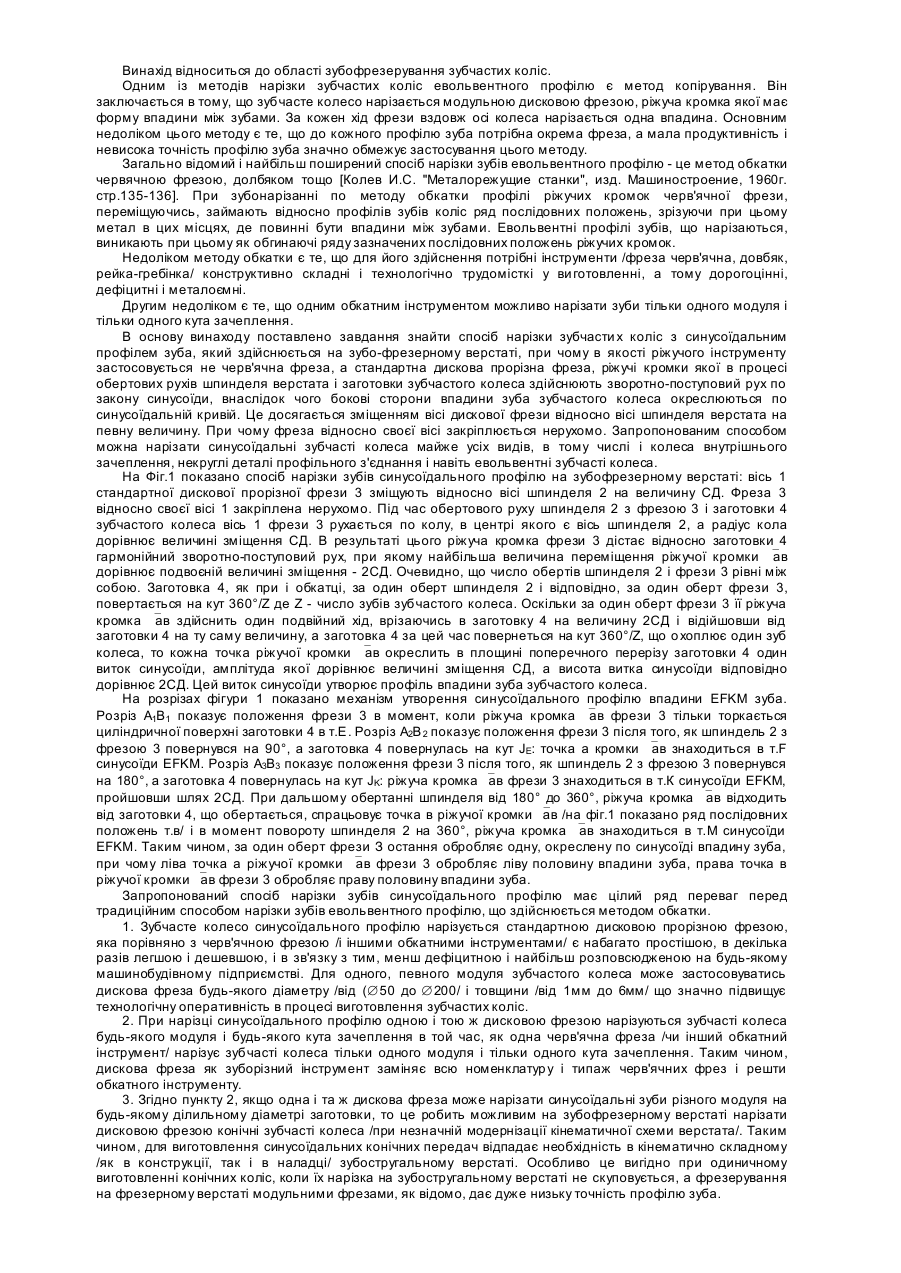
Винахід відноситься до області зубофрезерування зубчастих коліс. Одним із методів нарізки зубчастих коліс евольвентного профілю є метод копірування. Він заключається в тому, що зубчасте колесо нарізається модульною дисковою фрезою, ріжуча кромка якої має форму впадини між зубами. За кожен хід фрези вздовж осі колеса нарізається одна впадина. Основним недоліком цього методу є те, що до кожного профілю зуба потрібна окрема фреза, а мала продуктивність і невисока точність профілю зуба значно обмежує застосування цього методу. Загально відомий і найбільш поширений спосіб нарізки зубів евольвентного профілю - це метод обкатки червячною фрезою, долбяком тощо [Колев И.С. "Металорежущие станки", изд. Машиностроение, 1960г. стр.135-136]. При зубонарізанні по методу обкатки профілі ріжучих кромок черв'ячної фрези, переміщуючись, займають відносно профілів зубів коліс ряд послідовних положень, зрізуючи при цьому метал в цих місцях, де повинні бути впадини між зубами. Евольвентні профілі зубів, що нарізаються, виникають при цьому як обгинаючі ряду зазначених послідовних положень ріжучих кромок. Недоліком методу обкатки є те, що для його здійснення потрібні інструменти /фреза черв'ячна, довбяк, рейка-гребінка/ конструктивно складні і технологічно трудомісткі у ви готовленні, а тому дорогоцінні, дефіцитні і металоємні. Другим недоліком є те, що одним обкатним інструментом можливо нарізати зуби тільки одного модуля і тільки одного кута зачеплення. В основу винаходу поставлено завдання знайти спосіб нарізки зубчасти х коліс з синусоїдальним профілем зуба, який здійснюється на зубо-фрезерному верстаті, при чому в якості ріжучого інструменту застосовується не черв'ячна фреза, а стандартна дискова прорізна фреза, ріжучі кромки якої в процесі обертових рухів шпинделя верстата і заготовки зубчастого колеса здійснюють зворотно-поступовий рух по закону синусоїди, внаслідок чого бокові сторони впадини зуба зубчастого колеса окреслюються по синусоїдальній кривій. Це досягається зміщенням вісі дискової фрези відносно вісі шпинделя верстата на певну величину. При чому фреза відносно своєї вісі закріплюється нерухомо. Запропонованим способом можна нарізати синусоїдальні зубчасті колеса майже усіх видів, в тому числі і колеса внутрішнього зачеплення, некруглі деталі профільного з'єднання і навіть евольвентні зубчасті колеса. На Фіг.1 показано спосіб нарізки зубів синусоїдального профілю на зубофрезерному верстаті: вісь 1 стандартної дискової прорізної фрези 3 зміщують відносно вісі шпинделя 2 на величину СД. Фреза 3 відносно своєї вісі 1 закріплена нерухомо. Під час обертового руху шпинделя 2 з фрезою 3 і заготовки 4 зубчастого колеса вісь 1 фрези 3 рухається по колу, в центрі якого є вісь шпинделя 2, а радіус кола дорівнює величині зміщення СД. В результаті цього ріжуча кромка фрези 3 дістає відносно заготовки 4 гармонійний зворотно-поступовий рух, при якому найбільша величина переміщення ріжучої кромки `ав дорівнює подвоєній величині зміщення - 2СД. Очевидно, що число обертів шпинделя 2 і фрези 3 рівні між собою. Заготовка 4, як при і обкатці, за один оберт шпинделя 2 і відповідно, за один оберт фрези 3, повертається на кут 360°/Z де Ζ - число зубів зубчастого колеса. Оскільки за один оберт фрези 3 її ріжуча кромка `ав здійснить один подвійний хід, врізаючись в заготовку 4 на величину 2СД і відійшовши від заготовки 4 на ту саму величину, а заготовка 4 за цей час повернеться на кут 360°/Z, що о хоплює один зуб колеса, то кожна точка ріжучої кромки `ав окреслить в площині поперечного перерізу заготовки 4 один виток синусоїди, амплітуда якої дорівнює величині зміщення СД, а висота витка синусоїди відповідно дорівнює 2СД. Цей виток синусоїди утворює профіль впадини зуба зубчастого колеса. На розрізах фігури 1 показано механізм утворення синусоїдального профілю впадини EFKM зуба. Розріз A1B1 показує положення фрези 3 в момент, коли ріжуча кромка `ав фрези 3 тільки торкається циліндричної поверхні заготовки 4 в т.Ε. Розріз A2B 2 показує положення фрези 3 після того, як шпиндель 2 з фрезою 3 повернувся на 90°, а заготовка 4 повернулась на кут JE: точка a кромки `ав знаходиться в т.F синусоїди EFKM. Розріз A3B3 показує положення фрези 3 після того, як шпиндель 2 з фрезою 3 повернувся на 180°, а заготовка 4 повернулась на кут JK: ріжуча кромка `ав фрези 3 знаходиться в т.К синусоїди EFKM, пройшовши шлях 2CД. При дальшому обертанні шпинделя від 180° до 360°, ріжуча кромка `ав відходить від заготовки 4, що обертається, спрацьовує точка в ріжучої кромки `ав /на фіг.1 показано ряд послідовних положень т.в/ і в момент повороту шпинделя 2 на 360°, ріжуча кромка `ав знаходиться в т.М синусоїди EFKM. Таким чином, за один оберт фрези З остання обробляє одну, окреслену по синусоїді впадину зуба, при чому ліва точка а ріжучої кромки `ав фрези 3 обробляє ліву половину впадини зуба, права точка в ріжучої кромки `ав фрези 3 обробляє праву половину впадини зуба. Запропонований спосіб нарізки зубів синусоїдального профілю має цілий ряд переваг перед традиційним способом нарізки зубів евольвентного профілю, що здійснюється методом обкатки. 1. Зубчасте колесо синусоїдального профілю нарізується стандартною дисковою прорізною фрезою, яка порівняно з черв'ячною фрезою /і іншими обкатними інструментами/ є набагато простішою, в декілька разів легшою і дешевшою, і в зв'язку з тим, менш дефіцитною і найбільш розповсюдженою на будь-якому машинобудівному підприємстві. Для одного, певного модуля зубчастого колеса може застосовуватись дискова фреза будь-якого діаметру /від (Æ50 до Æ200/ і товщини /від 1мм до 6мм/ що значно підвищує технологічну оперативність в процесі виготовлення зубчастих коліс. 2. При нарізці синусоїдального профілю одною і тою ж дисковою фрезою нарізуються зубчасті колеса будь-якого модуля і будь-якого кута зачеплення в той час, як одна черв'ячна фреза /чи інший обкатний інструмент/ нарізує зубчасті колеса тільки одного модуля і тільки одного кута зачеплення. Таким чином, дискова фреза як зуборізний інструмент заміняє всю номенклатур у і типаж черв'ячних фрез і решти обкатного інструменту. 3. Згідно пункту 2, якщо одна і та ж дискова фреза може нарізати синусоїдальні зуби різного модуля на будь-якому ділильному діаметрі заготовки, то це робить можливим на зубофрезерному верстаті нарізати дисковою фрезою конічні зубчасті колеса /при незначній модернізації кінематичної схеми верстата/. Таким чином, для виготовлення синусоїдальних конічних передач відпадає необхідність в кінематично складному /як в конструкції, так і в наладці/ зубостругальному верстаті. Особливо це вигідно при одиничному виготовленні конічних коліс, коли їх нарізка на зубостругальному верстаті не скуповується, а фрезерування на фрезерному верстаті модульними фрезами, як відомо, дає дуже низьку точність профілю зуба. 4. З допомогою нескладного пристосування, що монтується на шпинделі зубофрезерного верстата, дискова фреза може нарізати синусоїдальні колеса внутрішнього зачеплення, діаметр ділильного кола яких не менше 70мм, що дає можливість обійтись без наявності зубодовбального верстата І обкатного довбяка. Крім цього, в процесі обробки внутрішніх зубів дисковою фрезою немає ніяких умов для таких негативних явищ як інтерференція профілів і підрізання зубів, що можуть виникати при зубодовбанні коліс евольвентного профілю. 5. Дисковою фрезою з напівкруглим профілем ріжучих з убів нарізуються зірочки ланцюгової передачі, чим значно економиться на вартості спеціальних черв'ячних фрез для нарізки зірочок. 6. При значних кутах зачеплення /lо=35°¸90°/ запропонованим способом можна фрезерувати багатогранні вали і отвори /число граней /n=3/, еліпсовидні /n=2/ і ексцентрикові /n=1/ деталі. Такі деталі при спряженні утворюють профільні з'єднання, які здатні передавати значно більший крутний момент /в 1,5-2 рази/ ніж з'єднання шліцові і шпоночні. 7. Запропонованим методом нарізаються і зубчасті колеса евольвентного профілю /при lо=20°/, оскільки полярна синусоїда, як профільна крива, з достатньою точністю збігається з евольвентною, не порушуючи таким чином, основного закону зачеплення - дотримання постійного миттєвого передаточного відношення зубчастої пари. Практично це означає, що звичайною дисковою прорізною фрезою діаметром від 50 до 200мм і шириною від 1 до 6мм можна нарізати зубчасті колеса евольвентного профілю будь-якого модуля, починаючи від m=1,0 і вище. Запропонований спосіб нарізки зубчастих коліс синусоїдального профілю відкриває широкі можливості виготовляти зубчасті пари різних видів на будь-якому машинобудівному чи ремонтному заводі, на балансі якого є зубофрезерний верстат. Відпадає необхідність в наявності кінематично складних і дорогих зубостругального, зуборізного, зубодовбального, спеціальних верстатів для нарізки циліндричних шевронних коліс і для нарізки косозубих конічних коліс, протяжного, шліцефрезерного верстатів, широкої номенклатури дорогих черв'ячних фрез і іншого обкатного інструменту, оскільки на одному зубофрезерному верстаті успішно можна виконувати операції нарізки коліс циліндричних /прямозубих, косозубих, шевронних, з криволінійним зубом/, конічних /прямозубих, косозубих, шевронних, з криволінійним зубом, гіпоїдних/, зубчастих коліс внутрішнього зачеплення, зірочок ланцюгових передач, виготовлення валів і отворів для профільного з'єднання, деталей зубчастого зачеплення, а також деталей многогранного профілю.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for cutting of gear wheels of blaguts sinusoidal transmission
Автори англійськоюBlahut Emil Mykolaiovych
Назва патенту російськоюСпособ нарезки зубчатых колес синусоидальной передачи благута
Автори російськоюБлагут Эмиль Николаевич
МПК / Мітки
МПК: B23P 15/14
Мітки: передачі, благута, спосіб, зубчастих, коліс, синусоїдальної, нарізки
Код посилання
<a href="https://ua.patents.su/2-73550-sposib-narizki-zubchastikh-kolis-sinusodalno-peredachi-blaguta.html" target="_blank" rel="follow" title="База патентів України">Спосіб нарізки зубчастих коліс синусоїдальної передачі благута</a>
Черв’ячна фреза для обробки зубчастих коліс
Номер патенту: 39486
Опубліковано: 15.06.2001
Автори: Клюєва Олена Валеріївна, Манойлов Олег Володимирович, Біляковський Валерій Павлович
МПК: B23F 21/00
Мітки: фреза, обробки, черв'ячна, коліс, зубчастих
Формула / Реферат:
1. Черв'ячна фреза для обробки губчастих коліс, що містить ріжучі зубці з товщиною, що змінюється на вершині зубців заходної частини від мінімальної на початку заходної частини до стандартної у зубців, розташованих ближче до полюса зачеплення, яка відрізняється тим, що ліва сторона профілю зубців заходної частини фрези виконана з додатковою прямолінійною ділянкою із збільшеним профільним кутом по відношенню до стандартного...
Спосіб обробки секторів зубчастих коліс внутрішнього зачеплення
Номер патенту: 65904
Опубліковано: 15.04.2004
Автори: Лупкін Борис Володимирович, Равська Наталья Сергіївна, Родін Родіон Петрович, Мамлюк Олег Володимирович
МПК: B23F 21/00
Мітки: внутрішнього, обробки, коліс, спосіб, зубчастих, секторів, зачеплення
Формула / Реферат:
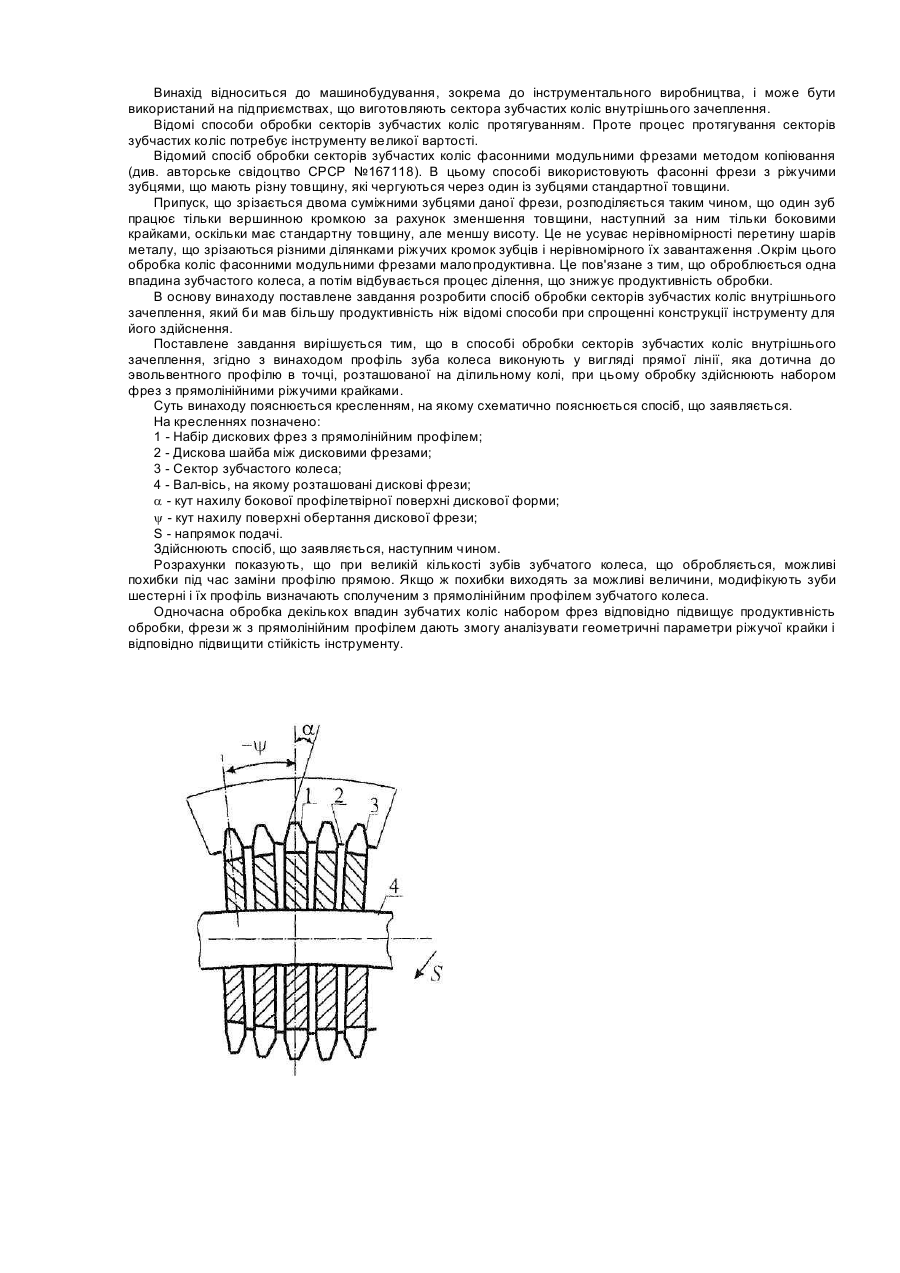
Спосіб обробки секторів зубчастих коліс внутрішнього зачеплення, що включає обробку секторів зубчатих коліс фасонними модульними фрезами, який відрізняється тим, що профіль зуба колеса виконують у вигляді прямої лінії, яка дотична до евольвентного профілю в точці, розташованій на ділильному колі, при цьому обробку здійснюють набором фрез з прямолінійними різальними крайками.
Зубонарізний інструмент для двоперехідного нарізання циліндричних зубчастих коліс
Номер патенту: 45527
Опубліковано: 15.04.2002
Автор: Грицай Ігор Євгенович
МПК: B23F 21/00
Мітки: коліс, інструмент, циліндричних, нарізання, зубчастих, зубонарізний, двоперехідного
Формула / Реферат:
Зубонарізний інструмент для двоперехідного нарізання циліндричних зубчастих коліс, який містить першу та другу черв'ячні фрези, з яких зубці першої фрези виконані з профілем, який у нормальному перетині відповідає профілю ніжки нормального вихідного контуру, а зубці другої фрези виконані на гвинтовій поверхні з тим самим кутом підйому, що у першої фрези, і мають профіль, який у нормальному перетині відповідає профілю головки нормального...
Спосіб обробки великомодульних циліндричних зубчастих коліс
Номер патенту: 39595
Опубліковано: 15.06.2001
Автори: Рибак Валерій Якович, Розенберг Олег Олександрович, Микищенко Олександр Анатолійович, Маховський Юрій Олексійович
МПК: B23F 9/00
Мітки: спосіб, коліс, зубчастих, великомодульних, циліндричних, обробки
Формула / Реферат:
Спосіб обробки крупномодульних циліндричних зубчастих коліс, що включає обробку заготовок по зовнішньому діаметру зубчастих коліс i зубофрезерування бокових сторін зуб’їв безперервною обкаткою черв'ячною фрезою до отримання заданих розмірів, який відрізняється тим, що обробку заготовок по зовнішньому діаметру зубчастих коліс i зубофрезерування бокових сторін зуб’їв безперервною обкаткою черв'ячною фрезою здійснюють одночасно, при цьому на...
Спосіб чистової обробки зубчастих коліс методом обкату черв’ячною фрезою “победа”
Номер патенту: 53967
Опубліковано: 17.02.2003
Автори: Давиденко Юрій Миколайович, Неженець Євген Іванович, Шаповалов Віктор Федорович, Колесник Володимир Федорович
МПК: B23F 5/00
Мітки: коліс, обробки, черв'ячною, зубчастих, чистової, фрезою, спосіб, победа, обкату, методом
Формула / Реферат:
Спосіб чистової обробки зубчастих коліс методом обкату черв'ячною фрезою "Победа", при якому обробку здійснюють у два прийоми: спочатку обробляють одну бічну поверхню зубів, а потім - іншу, при цьому перед кожним прийомом обробки інструмент установлюють на оправці зі зміщенням на розрахункову відстань у відповідний бік відносно міжосьового перпендикуляра, який відрізняється тим, що обробку ведуть одним інструментом, який при обробці...
Попередній патент: Насадка для контактного тепломасообмінного апарата
Наступний патент: Пристрій для нарощування гальванічних покриттів
Випадковий патент: Вузол несучої конструкції кузова вагона для його закріплення відносно палуби залізнично-поромного судна