Спосіб очищення центрових для сифонного розливу сталі
Номер патенту: 77595
Опубліковано: 15.12.2006
Автори: Куделенко Ігор Євгенович, Тростянецький Олег Брониславович, Дворниченко Ігор Васильович, Могильний Олександр Петрович, Баранов Павло Вікторович, Івашина Володимир Володимирович, Ушаков Генадій Семенович
Формула / Реферат
Спосіб очищення центрових для сифонного розливу сталі, який відрізняється тим, що видалення зношеної футерівки здійснюють шляхом одночасної дії на неї видавлюванням та вибиванням, причому центрову в процесі видалення футерівки розташовують горизонтально.
Текст
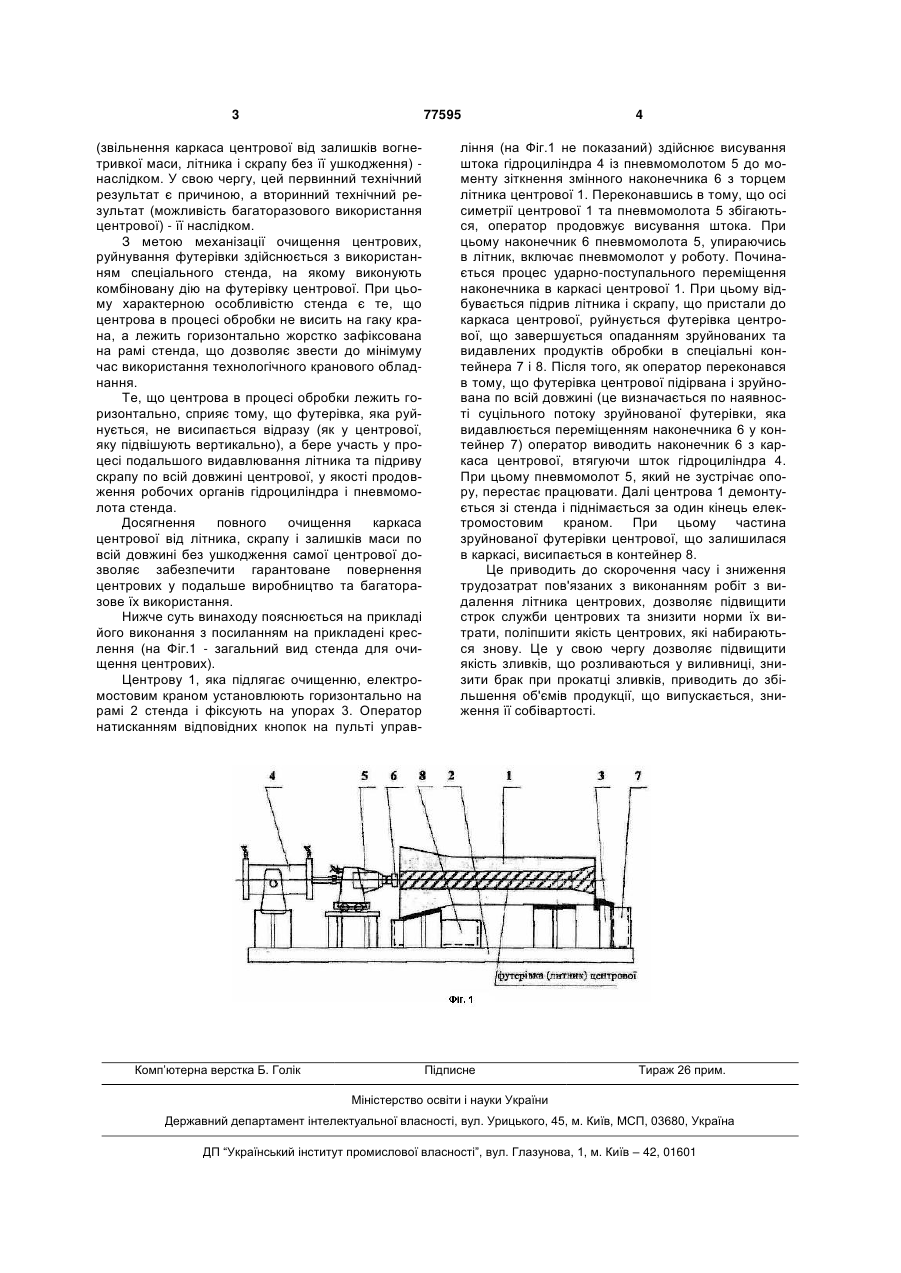
Спосіб очищення центрових для сифонного розливу сталі, який відрізняється тим, що видалення зношеної футерівки здійснюють шляхом одночасної дії на неї видавлюванням та вибиванням, причому центрову в процесі видалення футерівки розташовують горизонтально. (19) (21) a200506239 (22) 24.06.2005 (24) 15.12.2006 (46) 15.12.2006, Бюл. №12, 2006р. (72) Могильний Олександр Петрович, Івашина Володимир Володимирович, Ушаков Генадій Семенович, Куделенко Ігор Євгенович, Дворниченко Ігор Васильович, Баранов Павло Вікторович, Тростянецький Олег Брониславович (73) ВІДКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "МАРІУПОЛЬСЬКИЙ МЕТАЛУРГІЙНИЙ КОМБІНАТ ІМ. ІЛЛІЧА" 3 77595 (звільнення каркаса центрової від залишків вогнетривкої маси, літника і скрапу без її ушкодження) наслідком. У свою чергу, цей первинний технічний результат є причиною, а вторинний технічний результат (можливість багаторазового використання центрової) - її наслідком. З метою механізації очищення центрових, руйнування футерівки здійснюється з використанням спеціального стенда, на якому виконують комбіновану дію на футерівку центрової. При цьому характерною особливістю стенда є те, що центрова в процесі обробки не висить на гаку крана, а лежить горизонтально жорстко зафіксована на рамі стенда, що дозволяє звести до мінімуму час використання технологічного кранового обладнання. Те, що центрова в процесі обробки лежить горизонтально, сприяє тому, що футерівка, яка руйнується, не висипається відразу (як у центрової, яку підвішують вертикально), а бере участь у процесі подальшого видавлювання літника та підриву скрапу по всій довжині центрової, у якості продовження робочих органів гідроциліндра і пневмомолота стенда. Досягнення повного очищення каркаса центрової від літника, скрапу і залишків маси по всій довжині без ушкодження самої центрової дозволяє забезпечити гарантоване повернення центрових у подальше виробництво та багаторазове їх використання. Нижче суть винаходу пояснюється на прикладі його виконання з посиланням на прикладені креслення (на Фіг.1 - загальний вид стенда для очищення центрових). Центрову 1, яка підлягає очищенню, електромостовим краном установлюють горизонтально на рамі 2 стенда і фіксують на упорах 3. Оператор натисканням відповідних кнопок на пульті управ Комп’ютерна верстка Б. Голік 4 ління (на Фіг.1 не показаний) здійснює висування штока гідроциліндра 4 із пневмомолотом 5 до моменту зіткнення змінного наконечника 6 з торцем літника центрової 1. Переконавшись в тому, що осі симетрії центрової 1 та пневмомолота 5 збігаються, оператор продовжує висування штока. При цьому наконечник 6 пневмомолота 5, упираючись в літник, включає пневмомолот у роботу. Починається процес ударно-поступального переміщення наконечника в каркасі центрової 1. При цьому відбувається підрив літника і скрапу, що пристали до каркаса центрової, руйнується футерівка центрової, що завершується опаданням зруйнованих та видавлених продуктів обробки в спеціальні контейнера 7 і 8. Після того, як оператор переконався в тому, що футерівка центрової підірвана і зруйнована по всій довжині (це визначається по наявності суцільного потоку зруйнованої футерівки, яка видавлюється переміщенням наконечника 6 у контейнер 7) оператор виводить наконечник 6 з каркаса центрової, втягуючи шток гідроциліндра 4. При цьому пневмомолот 5, який не зустрічає опору, перестає працювати. Далі центрова 1 демонтується зі стенда і піднімається за один кінець електромостовим краном. При цьому частина зруйнованої футерівки центрової, що залишилася в каркасі, висипається в контейнер 8. Це приводить до скорочення часу і зниження трудозатрат пов'язаних з виконанням робіт з видалення літника центрових, дозволяє підвищити строк служби центрових та знизити норми їх витрати, поліпшити якість центрових, які набираються знову. Це у свою чергу дозволяє підвищити якість зливків, що розливаються у виливниці, знизити брак при прокатці зливків, приводить до збільшення об'ємів продукції, що випускається, зниження її собівартості. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of cleaning the risers for bottom casting of steel
Автори англійськоюMohylnyi Oleksandr Petrovych, Ivashyna Volodymyr Volodymyrovych, Kudelenko Ihor Yevhenovych
Назва патенту російськоюСпособ очистки центровых для сифонной разливки стали
Автори російськоюМогильный Александр Петрович, Ивашина Владимир Владимирович, Куделенко Игорь Евгеньевич
МПК / Мітки
МПК: B22D 7/12, B22D 29/00
Мітки: спосіб, центрових, очищення, розливу, сталі, сифонного
Код посилання
<a href="https://ua.patents.su/2-77595-sposib-ochishhennya-centrovikh-dlya-sifonnogo-rozlivu-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб очищення центрових для сифонного розливу сталі</a>
Стенд для очищення центрових для сифонного розливу сталі
Номер патенту: 76676
Опубліковано: 15.08.2006
Автори: Дворниченко Ігор Васильович, Куделенко Ігор Євгенович, Тростянецький Олег Брониславович, Могильний Олександр Петрович, Ушаков Генадій Семенович, Баранов Павло Вікторович, Івашина Володимир Володимирович
МПК: B22D 7/12, B22D 29/00
Мітки: центрових, стенд, сифонного, сталі, очищення, розливу
Формула / Реферат:
1. Стенд для очищення центрових для сифонного розливу сталі, що містить раму і пневматичний молот, який відрізняється тим, що пневматичний молот установлений на рамі горизонтально з можливістю поступального руху.2. Стенд за п. 1, який відрізняється тим, що пневматичний молот додатково обладнаний змінними наконечниками.
Спосіб сифонного розливу сталі
Номер патенту: 25769
Опубліковано: 30.10.1998
Автори: Рубан Владислав Йосипович, Михайленко Анатолій Васильович, Березников Олександр Павлович, Плеплер Марк Лазаревич, Кудрюков Анатолій Андрійович, Танцюра Сергій Миколайович, Носоченко Олег Васильович, Травінчєв Анатолій Іванович, Стець Павло Денисович
МПК: B22D 7/00
Мітки: сифонного, сталі, розливу, спосіб
Формула / Реферат:
Способ сифонной разливки стали в глуходонные изложницы с регулируемой скоростью под слоем шлакообразующей смеси с использованием сифонной проводки и отверстием в дне изложницы, отличающийся тем, что наполнение изложницы сталью осуществляют через вертикальное отверстие трубки сифонной концевой и отверстия в дне изложницы со скоростью (6,5 - 8,5)т/мин, при этом диаметр отверстия в дне изложницы превышает диаметр вертикального отверстия трубки...
Пристрій для сифонного розливу сталі
Номер патенту: 5055
Опубліковано: 28.12.1994
Автор: Коржавін Андрій Сидорович
МПК: B22D 7/12
Мітки: пристрій, сифонного, розливу, сталі
Формула / Реферат:
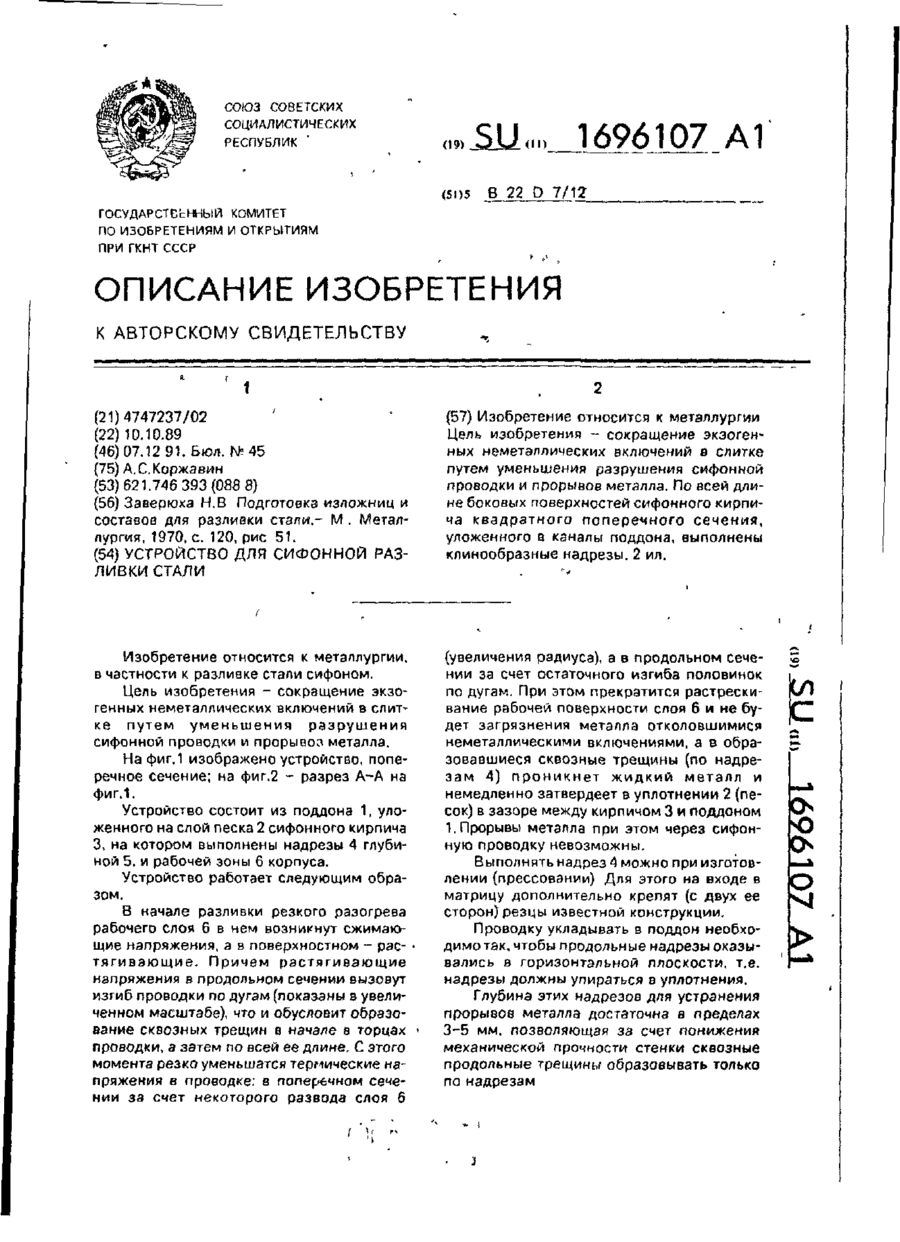
Устройство для сифонной разливки стали, содержащее поддон с каналами для сифонной проводки, собранной из сифонных кирпичей, уложенных на слой теплоизолирующей смеси и имеющий квадратные сечения, отличающееся тем, что, с целью сокращения экзогенных неметаллических включений в слитке путем уменьшения разрушения сифонной проводки и прорывов металла, на каждой боковой поверхности уложенных сифонных кирпичей по всей ее длине выполнен...
Пристрій для сифонного розливу сталі

Номер патенту: 1463
Опубліковано: 25.07.1994
Автори: Дудін Віктор Іванович, Димченко Євген Миколайович, Авер'янов Олексій Венедиктович, Борисов Юрій Миколайович, Єрмоленко Ганна Володимирівна, Арцев Юрій Дмитрович, Оробцєв Юрій Вікторович
МПК: B22D 7/12
Мітки: сталі, розливу, сифонного, пристрій
Формула / Реферат:
1. Устройство для сифонной разливки стали, содержащее изложницу, поддон с размещенной в нем сифонной проводкой, в каналах которой выполнены два выходных заливочных отверстия, равно отстоящие от продольной оси изложницы, отличающееся тем, что оно снабжено скобой из металлической трубки, внутренний диаметр, толщина стенки и радиус изгиба которой соответственно равны 0,15-0,25; 0,03-0,06 и 3,0-5,0 диаметра выходного заливочного отверстия, при...
Центрова для сифонного розливу сталі
Номер патенту: 2831
Опубліковано: 26.12.1994
Автори: Оробцев Юрій Вікторович, Єрмоленко Ганна Володимирівна, Арцев Юрій Дмитрович, Авер'янов Олексій Венедиктович, Хоменко Володимир Володимирович, Дудін Віктор Іванович, Димченко Євген Миколайович
МПК: B22D 7/12
Мітки: сифонного, сталі, розливу, центрова
Формула / Реферат:
Центровая для сифонной разливки стали, содержащая корпус с воронкообразной верхней частью и основание с отношениями длины к ширине и длины к высоте корпуса, соответственно равными 1,00...1,20 и 0,4...0,6, отличающаяся тем, что основание центровой выполнено отъемным, снаружи крестообразным, а корпус выполнен с конусообразной нижней частью, больший диаметр которой равен 0,7...0,9 большего диаметра воронкообразной его части, и в основании...
Попередній патент: Спосіб підготовки тигля для вирощування монокристалічного злитка за методом чохральського
Наступний патент: Спосіб одержання збідненої прекалікреїном альбумінової фракції плазми крові та фракція, одержувана в такий спосіб
Випадковий патент: Стенд досліджень процесів теплопередачі та конденсації під час руху двофазних потоків