Пристрій для лиття виливків напівспокійної й киплячої сталі
Номер патенту: 38787
Опубліковано: 17.05.2004
Автори: Моцний Валерій Васильович, Солод Володимир Сергійович, Несвіт Володимир Васильович, Трухін Микола Олексійович, Прядко Любов Давидівна
Формула / Реферат
Пристрій для лиття виливків напівспокійної й киплячої сталі, що містить звужену донизу виливницю з установленою на ній металевою надставкою, робочий простір якої звужується догори і повторює у своєму нижньому поперечному перерізі внутрішній переріз верхньої частини виливниці, який відрізняється тим, що висота надставки дорівнює 0,2 - 0,4 робочої висоти виливниці, відношення площ поперечного перерізу верхньої й нижньої робочих основ надставки становить 0,65 - 0,9, відношення висоти надставки до її середнього робочого діаметра дорівнює 0,5 - 1,0, а відношення площ верхньої робочої основи надставки і нижньої робочої основи виливниці становить 0,8 - 1,1.
Текст
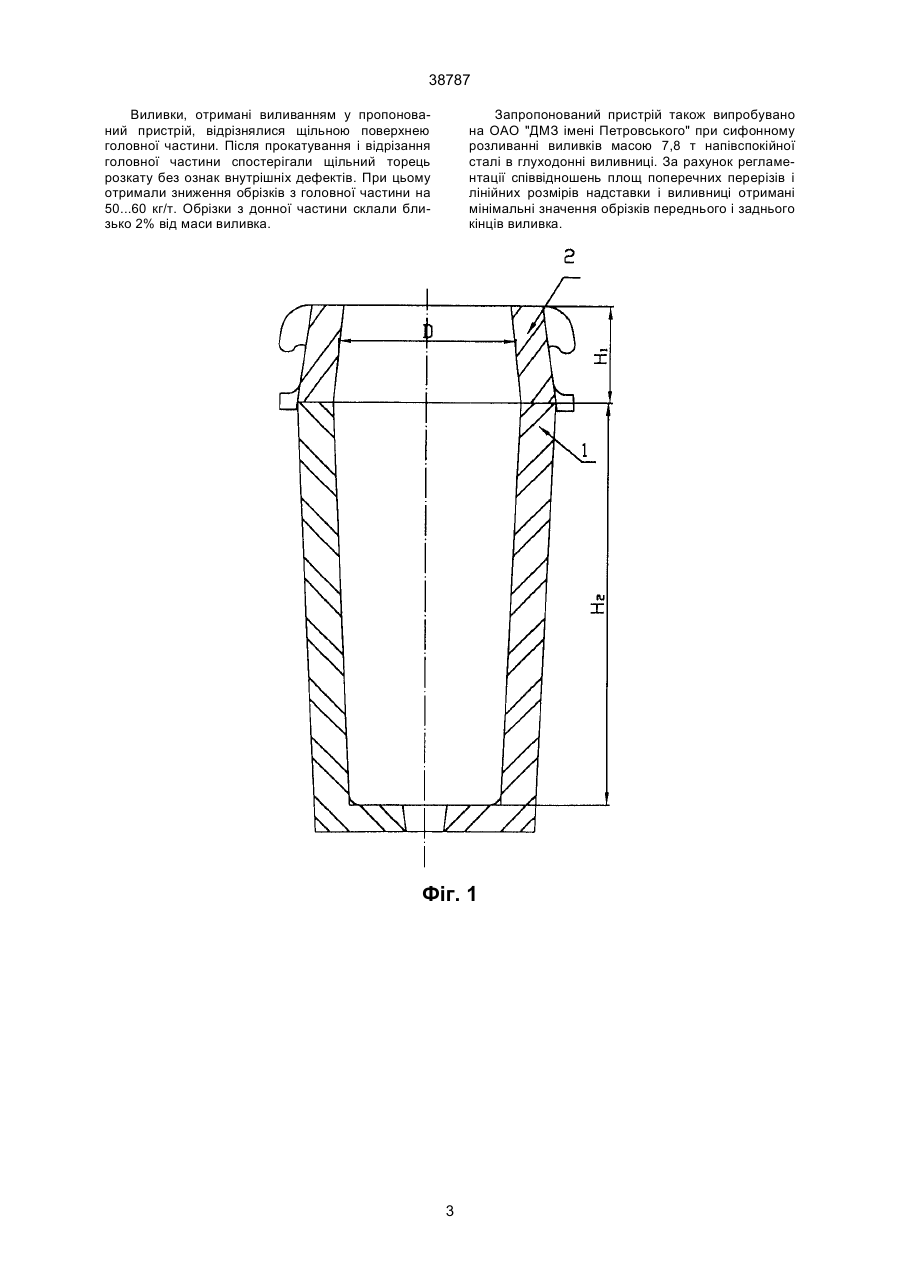
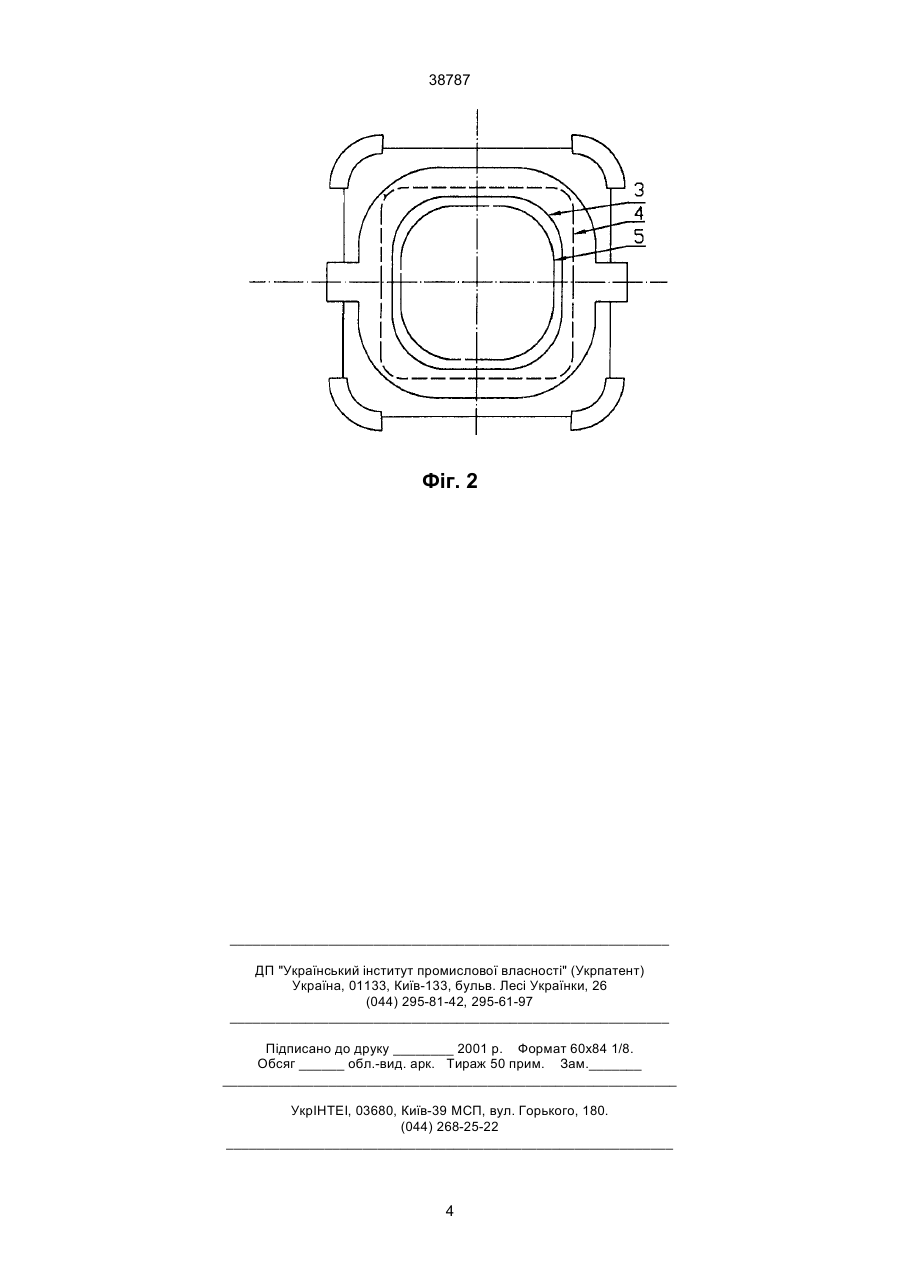
Пристрій для лиття виливків напівспокійної й киплячої сталі, що містить звужену донизу виливницю з установленою на ній металевою надставкою робочій простір якої звужується догори і повторює у своєму нижньому поперечному перерізі внутрішній переріз верхньої частини виливниці, який відрізняється тим, що висота надставки дорівнює 0,2-0,4 від робочої висоти виливниці, відношення площ поперечного перерізу верхньої й нижньої робочих основ надставки становить 0,650,9, відношення висоти надставки до її середнього робочого діаметра дорівнює 0,5-1,0, а відношення площ верхньої робочої основи надставки і нижньої робочої основи виливниці становить 0,8-1,1. (19) (21) 2001010199 (22) 10.01.2001 (24) 15.05.2001 (33) UA (46) 15.05.2001, Бюл. № 4, 2001 р. (72) Несвіт Володимир Васильович, Моцний Валерій Васильович, Солод Володимир Сергійович, Трухін Микола Олексійович, Кукуй Любов Давидівна (73) Несвіт Володимир Васильович, Моцний Валерій Васильович, Солод Володимир Сергійович, Трухін Микола Олексі-Йович, Кукуй Любов Давидівна 38787 блюмінгу і підвищенню розмірів обрізків із головної частини. При значенні цього відношення, більшому за 1,0, як і при висоті надставки більше 0,4 від робочої висоти виливниці, погіршується стійкість надставки на виливниці і можливі підливи в зазор між надставкою й виливницею, що приводить до браку виливка. Звуження донизу виливниці таким чином, що співвідношення площ верхньої основи надставки і нижньої основи виливниці становить 0,8-1,1 гарантує мінімальні накотини на обох кінцях виливка. При виборі відношення площ верхньої робочої основи надставки і нижньої робочої основи виливниці менше 0,8 при прокатуванні виливка на блюмінгу підвищується накотила на його задньому кінці, а при значенні цього відношення більшому за 1,1 - на передньому. Приклад Було відлито два пристрої, що включали дві виливниці і дві надставки з різними розмірами, обраними відповідно до прототипу і пропонованого винаходу для лиття виливків масою 6 т. Пристрій-прототип має надставку з висотою Н1=190 мм, сторонами верхньої і нижньої робочих основ 660 мм і 680 мм і заокругленнями з радіусами в нижній робочій основі 60 мм і у верхній робочій основі – 122 мм. Ухил стінок надставки по гранях дорівнює 5%, а по ребрах - 21%. Виливниця виконана з висотою робочої частини Н2=1800 мм, сторони верхньої і нижньої робочої основи виливниці 680 і 600 мм. При цьому ухил стінок виливниці становить 2%, висота надставки - 0,11 від висоти виливниці. Відношення площ поперечного перерізу верхньої і нижньої робочих основи надставки 0,92, відношення висоти надставки до її середнього робочого діаметра дорівнює 0,25, відношення площ верхньої робочої основи надставки і нижньої робочої основи виливниці становить 1,21, а відношення об’ємів робочих частин надставки і виливниці 0,12. Випробування пристрою-прототипу показало, що кристалізація головної частини виливка затримується, а міст, що утворився на початку кристалізації поверхні виливка настільки тонкий, що відбувається його проривання в центрі поверхні виливка й осьова дірчастість виходить на поверхню, що викликає підвищення обрізування переднього кінця виливка. Пристрій по пропонованому винаходу мав надставку з висотою Н1=480 мм, сторони верхнього і нижнього робочих основ 640 мм і 680 мм, радіуси заокруглення нижньої робочої основи 60 мм і верхньої робочої основи – 160 мм. При цьому ухил стінок надставки по гранях дорівнює 4%, а по ребрах - 15%. Виливниця виконана з висотою робочої частини Н2=1440 мм, сторони верхньої і нижньої робочої основи виливниці 680 і 620 мм, ухил стінок виливниці склав 2%. При цьому висота надставки склала 0,33 від робочої висоти виливниці, відношення площ поперечного перерізу робочих верхньої і нижньої основ надставки 0,84, відношення висоти надставки до її середнього робочого діаметра дорівнювало 0,65, відношення площ верхньої робочої основи надставки і нижньої робочої основи виливниці становило 1,04, а співвідношення об'ємів робочих частин надставки і виливниці при цьому дорівнювало 0,35. Для вирішення поставленої задачі, пристрій для лиття виливків напівспокійної й киплячої сталі містить звужену донизу виливницю з установленою на ній металевою надставкою робочій простір якої звужується догори і повторює у своєму нижньому поперечному перерізі внутрішній переріз верхньої частини виливниці. Висота надставки дорівнює 0,2-0,4 від робочої висоти виливниці. Відношення площ поперечного перерізу верхньої й нижньої робочих основ надставки становить 0,650,9. Відношення висоти надставки до її середнього робочого діаметра дорівнює 0,5-1,0. Відношення площверхньої робочої основи надставки і нижньої робочої основи виливниці становить 0,8-1,1, На відміну від прототипу, регламентуються висота надставки, відношення площ поперечних перерізів верхньої й нижньої робочих основ надставки, відношення висоти надставки до її середнього діаметра та співвідношення площ верхньої робочої основи надставки і нижньої робочої основи виливниці. На фіг. 1 зображено осьовий переріз пристрою для лиття виливків напівспокійної і киплячої сталі, де 1 - виливниця, 2 -надставка. Н1 - висота надставки, Н2 - робоча висота виливниці, D - середній робочий діаметр надставки. На фіг. 2 зображена форма поперечних перерізів елементів пристрою, де 3 - контур поперечного перерізу верхньої робочої основи надставки з площею F1, 4 - контур поперечного перерізу нижньої робочої основи надставки з площею F2, 5 контур поперечного перерізу нижньої робочої основи виливниці з площею F3. Середній робочий діаметр визначається як діаметр середнього поперечного перерізу надставки, приведеного до круглої форми, F1 + F2 p Відношення площ поперечних перерізів верхньої й нижньої робочих основ надставки 0,65-0,9 дозволяє забезпечити ущільнення зони осьової дірчастості після зняття конусності виливка без утворення накотин на головній частині виливка. При значенні цього відношення меншому 0,65 зростає ймовірність завороту кірки виливка при розливанні, а при його значенні, більшом за 0,9 утворювана осьова дірчастість не локалізується в тілі виливка, а виходить на поверхню, що приводить до окислювання зони осьової дірчастості, незварюваності металу в цій зоні, осьовому утягненню і як наслідок - підвищенню обрізків із головної частини виливка. Вибір відносини висоти надставки до її середнього робочого діаметра рівним 0,5-1,0 гарантує утворення "моста" щільного металу в зоні надставки при розливанні виливка. При значенні даного відношення, меншому за 0,5, також як і при висоті надставки меншій 0,2 від робочої висоти виливниці, охолоджувальний ефект надставки стає незначним і кристалізація головної частини виливка затримується. При цьому зростає імовірність прориву "моста" металу у верхній частині виливка й утворення розвитої зони ліквації й осьової дірчастості у верхній частині виливка, що може привести до наступного втягання центральних шарів металу у верхній частині виливка при прокатуванні його на D= 2 2 38787 Виливки, отримані виливанням у пропонований пристрій, відрізнялися щільною поверхнею головної частини. Після прокатування і відрізання головної частини спостерігали щільний торець розкату без ознак внутрішніх дефектів. При цьому отримали зниження обрізків з головної частини на 50...60 кг/т. Обрізки з донної частини склали близько 2% від маси виливка. Запропонований пристрій також випробувано на ОАО "ДМЗ імені Петровського" при сифонному розливанні виливків масою 7,8 т напівспокійної сталі в глуходонні виливниці. За рахунок регламентації співвідношень площ поперечних перерізів і лінійних розмірів надставки і виливниці отримані мінімальні значення обрізків переднього і заднього кінців виливка. Фіг. 1 3 38787 Фіг. 2 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for casting of ingots of semikilled and unkilled steel
Автори англійськоюNesvit Volodymyr Vasyliovych, Motsnyi Valerii Vasyliovych, Solod Volodymyr Serhiiovych, Trukhin Mukola Oleksiiovych, Trukhin Mykola Oleksiiovych
Назва патенту російськоюУстройство для литья слитков полуспокойной и кипящей стали
Автори російськоюНэсвит Владимир Васильевич, Моцный Валерий Васильевич, Солод Владимир Сергеевич, Трухин Николай Алексеевич
МПК / Мітки
МПК: B22D 7/06
Мітки: лиття, напівспокійної, сталі, киплячої, виливків, пристрій
Код посилання
<a href="https://ua.patents.su/4-38787-pristrijj-dlya-littya-vilivkiv-napivspokijjno-jj-kiplyacho-stali.html" target="_blank" rel="follow" title="База патентів України">Пристрій для лиття виливків напівспокійної й киплячої сталі</a>
Пристрій для лиття виливків напівспокійної і киплячої сталі
Номер патенту: 39655
Опубліковано: 15.09.2003
Автори: Бембінек Юрій Євгенійович, Юнаков Олександр Михайлович, Кравець Сергій Миколайович, Пищіда Валерій Іванович, Тартачний Віктор Сергійович, Малий Юрій Георгійович, Резун Віктор Єгорович, Кукуй Давид Пенхусович
МПК: B22D 7/06
Мітки: виливків, напівспокійної, пристрій, сталі, лиття, киплячої
Формула / Реферат:
Пристрій для лиття виливків напівспокійної й киплячої сталі, що містить виливницю, який відрізняється тим, що на звужену донизу виливницю встановлена надставка, яка має металевий корпус із товщиною стінок, що дорівнює 0,5-1,0 товщини стінок виливниці, і робочий простір, який звужується догори і повторює у своєму нижньому перерізі внутрішній переріз верхньої частини виливниці, при цьому надставка має ухил стінок по гранях 1-5 % і по кутах...
Виливок із напівспокійної й киплячої сталі
Номер патенту: 54220
Опубліковано: 17.02.2003
Автор: Дубина Олег Вікторович
МПК: B22D 7/06
Мітки: сталі, киплячої, напівспокійної, виливок
Формула / Реферат:
Виливок із напівспокійної й киплячої сталі, що має звужену донизу нижню частину і звужену догори головну частину з нахилом граней і ділянок заокруглення по ребрах, який відрізняється тим, що площа перерізу верху нижньої частини виливка в 1,005 - 1,1 рази перевищує площу перерізу низу головної частини виливка.
Виливок напівспокійної і киплячої сталі
Номер патенту: 39343
Опубліковано: 15.09.2003
Автори: Євстаф'єв Євген Іванович, Малий Юрій Георгійович, Тартачний Віктор Сергійович, Дишлевич Ігор Йосипович, Юнаков Олександр Михайлович, Бембінек Юрій Євгенійович, Кукуй Давид Пенхусович, Пищіда Валерій Іванович, Шибко Олександр Васильович
МПК: B22D 7/06
Мітки: киплячої, напівспокійної, сталі, виливок
Формула / Реферат:
Виливок напівспокійної і киплячої сталі, який складається із спряжених по гранях та ребрах нижньої частини і звуженої догори головної частини, який відрізняється тим, що нижня частина звужена донизу і має похил граней не менше 1,5% від висоти нижньої частини, верхня частина виливка має похил граней 1,0 ¸ 5,0% від висоти верхньої частини, а похил ділянок закруглень по ребрах 10 ¸ 20% від висоти верхньої частини.
Виливок напівспокійної й киплячої сталі для прокатування у валках реверсивного обтискного стана
Номер патенту: 54848
Опубліковано: 17.03.2003
Автори: Омесь Микола Михайлович, Шеремет Володимир Олександрович, Корінь Андрій Олександрович, Сокуренко Анатолій Валентинович, Кекух Анатолій Володимирович, Теряєв Олександр Митрофанович
МПК: B22D 7/06
Мітки: обтискного, валках, киплячої, сталі, напівспокійної, прокатування, стана, виливок, реверсивного
Формула / Реферат:
Виливок напівспокійної й киплячої сталі для прокатування у валках реверсивного обтискного стана, що містить основну частину, звужену до низу, і головну частину, звужену до верху, який відрізняється тим, що основна і головна частини виливка сполучені по гранях і ребрах по дузі окружності, зверненою опуклістю до серцевини виливка, висота ділянки сполучення становить від...
Пристрій для лиття виливків із напівспокійних і киплячих сталей
Номер патенту: 59234
Опубліковано: 15.08.2003
Автори: Сміяненко Ігор Миколайович, Дубина Олег Вікторович, ТРОЩІЙ Сергій Володимирович, Сокуренко Анатолій Валентинович
МПК: B22D 7/06
Мітки: сталей, пристрій, напівспокійних, виливків, киплячих, лиття
Формула / Реферат:
Пристрій для лиття виливків із напівспокійних і киплячих сталей, що містить виливницю, звужену донизу, і металеву надставку, робочий простір якої звужено догори, який відрізняється тим, що бічний профіль перерізу робочого простору надставки утворено ламаною лінією, нахиленою до вертикальної осі пристрою, яка складається з двох відрізків, нахил нижнього з яких у 5-10 разів перевищує нахил верхнього, а висота нижньої частини з більшим нахилом...
Попередній патент: Спосіб зчленованого укладання бетонних плит на місці
Наступний патент: Спосіб очищення висококонцентрованого водно-спиртового розчину
Випадковий патент: Спосіб одержання подвійного дифосфату натрію-нікелю (іі)