Спосіб лиття виливків напівспокійної й киплячої сталі
Номер патенту: 76668
Опубліковано: 15.08.2006
Автори: РЯБКІН ЮРІЙ ЮРІЙОВИЧ, Онищенко Сергій Олександрович, Шенфельд Гліб Глібович
Формула / Реферат
Спосіб лиття виливків напівспокійної й киплячої сталі, при якому здійснюють заливання сталі в звужену донизу виливницю з установленою на ній металевою надставкою, яка звужена догори і повторює у своєму нижньому робочому перерізі форму робочого перерізу верхньої частини виливниці, а розміри внутрішніх сторін верхнього перерізу виливниці на 1-5 % перевищують розміри внутрішніх сторін нижнього перерізу надставки, який відрізняється тим, що спочатку до заливання сталі на дотичних торцях виливниці й надставки виконують узгоджувальні частини лабіринтового ущільнення, яке заповнюють самотверднучим вогнетривким ущільнювачем, після чого здійснюють встановлення на виливницю металевої надставки, яку опускають доти, поки вогнетривкий ущільнювач, який видавлють з лабіринтового ущільнення, не утворить рант, який відповідає нижньому перерізу надставки, не перекритому торцем виливниці, після чого закріплюють надставку в такому положенні і далі здійснюють оброблення внутрішніх поверхонь виливниці і металевої надставки антипригарною сумішшю.
Текст
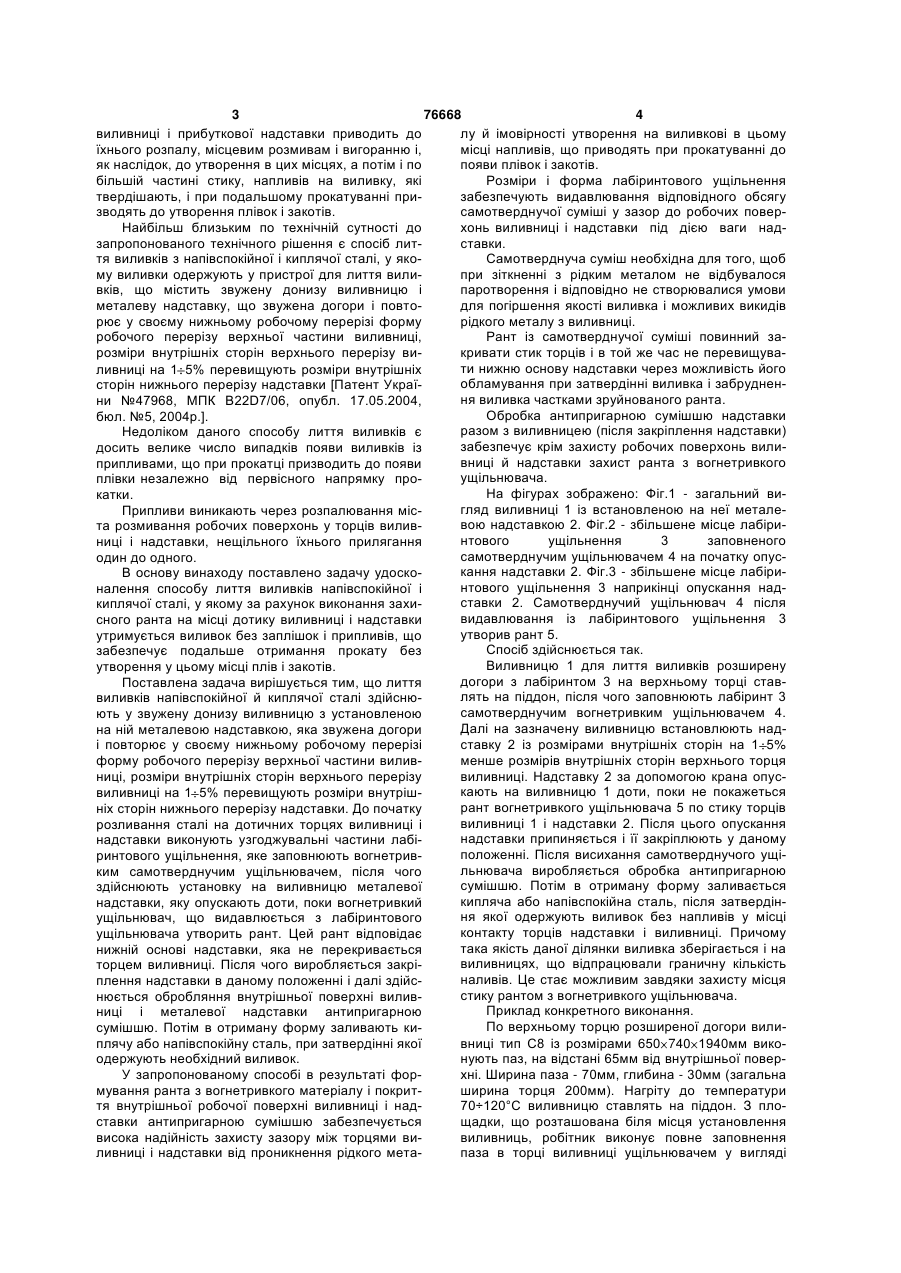
Спосіб лиття виливків напівспокійної й киплячої сталі, при якому здійснюють заливання сталі в C2 1 3 76668 4 виливниці і прибуткової надставки приводить до лу й імовірності утворення на виливкові в цьому їхнього розпалу, місцевим розмивам і вигоранню і, місці напливів, що приводять при прокатуванні до як наслідок, до утворення в цих місцях, а потім і по появи плівок і закотів. більшій частині стику, напливів на виливку, які Розміри і форма лабіринтового ущільнення твердішають, і при подальшому прокатуванні призабезпечують видавлювання відповідного обсягу зводять до утворення плівок і закотів. самотверднучої суміші у зазор до робочих поверНайбільш близьким по технічній сутності до хонь виливниці і надставки під дією ваги надзапропонованого технічного рішення є спосіб литставки. тя виливків з напівспокійної і киплячої сталі, у якоСамотверднуча суміш необхідна для того, щоб му виливки одержують у пристрої для лиття вилипри зіткненні з рідким металом не відбувалося вків, що містить звужену донизу виливницю і паротворення і відповідно не створювалися умови металеву надставку, що звужена догори і повтодля погіршення якості виливка і можливих викидів рює у своєму нижньому робочому перерізі форму рідкого металу з виливниці. робочого перерізу верхньої частини виливниці, Рант із самотверднучої суміші повинний зарозміри внутрішніх сторін верхнього перерізу викривати стик торців і в той же час не перевищувати нижню основу надставки через можливість його ливниці на 1 5% перевищують розміри внутрішніх обламування при затвердінні виливка і забрудненсторін нижнього перерізу надставки [Патент Україня виливка частками зруйнованого ранта. ни №47968, МПК В22D7/06, опубл. 17.05.2004, Обробка антипригарною сумішшю надставки бюл. №5, 2004p.]. разом з виливницею (після закріплення надставки) Недоліком даного способу лиття виливків є забезпечує крім захисту робочих поверхонь вилидосить велике число випадків появи виливків із вниці й надставки захист ранта з вогнетривкого припливами, що при прокатці призводить до появи ущільнювача. плівки незалежно від первісного напрямку проНа фігурах зображено: Фіг.1 - загальний викатки. гляд виливниці 1 із встановленою на неї металеПрипливи виникають через розпалювання місвою надставкою 2. Фіг.2 - збільшене місце лабірита розмивання робочих поверхонь у торців виливнтового ущільнення 3 заповненого ниці і надставки, нещільного їхнього прилягання самотверднучим ущільнювачем 4 на початку опусодин до одного. кання надставки 2. Фіг.3 - збільшене місце лабіриВ основу винаходу поставлено задачу удосконтового ущільнення 3 наприкінці опускання надналення способу лиття виливків напівспокійної і ставки 2. Самотверднучий ущільнювач 4 після киплячої сталі, у якому за рахунок виконання захивидавлювання із лабіринтового ущільнення 3 сного ранта на місці дотику виливниці і надставки утворив рант 5. утримується виливок без заплішок і припливів, що Спосіб здійснюється так. забезпечує подальше отримання прокату без Виливницю 1 для лиття виливків розширену утворення у цьому місці плів і закотів. догори з лабіринтом 3 на верхньому торці ставПоставлена задача вирішується тим, що лиття лять на піддон, після чого заповнюють лабіринт 3 виливків напівспокійної й киплячої сталі здійснюсамотверднучим вогнетривким ущільнювачем 4. ють у звужену донизу виливницю з установленою Далі на зазначену виливницю встановлюють надна ній металевою надставкою, яка звужена догори ставку 2 із розмірами внутрішніх сторін на 1 5% і повторює у своєму нижньому робочому перерізі форму робочого перерізу верхньої частини виливменше розмірів внутрішніх сторін верхнього торця ниці, розміри внутрішніх сторін верхнього перерізу виливниці. Надставку 2 за допомогою крана опускають на виливницю 1 доти, поки не покажеться виливниці на 1 5% перевищують розміри внутрішрант вогнетривкого ущільнювача 5 по стику торців ніх сторін нижнього перерізу надставки. До початку виливниці 1 і надставки 2. Після цього опускання розливання сталі на дотичних торцях виливниці і надставки припиняється і її закріплюють у даному надставки виконують узгоджувальні частини лабіположенні. Після висихання самотверднучого ущіринтового ущільнення, яке заповнюють вогнетривльнювача виробляється обробка антипригарною ким самотверднучим ущільнювачем, після чого сумішшю. Потім в отриману форму заливається здійснюють установку на виливницю металевої кипляча або напівспокійна сталь, після затвердіннадставки, яку опускають доти, поки вогнетривкий ня якої одержують виливок без напливів у місці ущільнювач, що видавлюється з лабіринтового контакту торців надставки і виливниці. Причому ущільнювача утворить рант. Цей рант відповідає така якість даної ділянки виливка зберігається і на нижній основі надставки, яка не перекривається виливницях, що відпрацювали граничну кількість торцем виливниці. Після чого виробляється закріналивів. Це стає можливим завдяки захисту місця плення надставки в даному положенні і далі здійсстику рантом з вогнетривкого ущільнювача. нюється обробляння внутрішньої поверхні виливПриклад конкретного виконання. ниці і металевої надставки антипригарною По верхньому торцю розширеної догори вилисумішшю. Потім в отриману форму заливають киплячу або напівспокійну сталь, при затвердінні якої вниці тип С8 із розмірами 650 740 1940мм викоодержують необхідний виливок. нують паз, на відстані 65мм від внутрішньої поверУ запропонованому способі в результаті форхні. Ширина паза - 70мм, глибина - 30мм (загальна мування ранта з вогнетривкого матеріалу і покритширина торця 200мм). Нагріту до температури тя внутрішньої робочої поверхні виливниці і над70÷120°С виливницю ставлять на піддон. З плоставки антипригарною сумішшю забезпечується щадки, що розташована біля місця установлення висока надійність захисту зазору між торцями вивиливниць, робітник виконує повне заповнення ливниці і надставки від проникнення рідкого метапаза в торці виливниці ущільнювачем у вигляді 5 76668 6 самотверднучої вогнетривкої суміші, (одним із ваВ отримані форми заливають киплячу або наріантів може бути мертель розведений рідким півспокійну сталь. Після затвердіння виливки в склом). Далі на указану виливницю опускають местриперному відділенні звільнюють від надставок, талеву надставку з внутрішніми розмірами а у відділенні нагрівальних колодязів обтискного стану їх витягують із виливниць для нагрівання в 630 729 500мм (що становить зменшення по токолодязях і наступного прокатування для одервщині на 3,2% і по ширині - на 2,7% щодо внутрішжання квадратної заготівки. ніх розмірів торця виливниці). Ширина торця надНа виливках відсутні дефекти у вигляді наплиставки - 200мм. На торці на відстані 80мм від вів або заплішок в місці стику торця виливниці й внутрішньої поверхні виконаний виступ шириною надставки. 60мм і висотою 30мм. При досягненні зазору 7мм Прокатування таких виливків не приводить до ущільнювач видавлюється на бічну поверхню визбільшення відсортування заготівок через плівку ливниці у вигляді ранта товщиною 10мм і шириною або закоти у порівнянні з прокаткою виливків, від15мм. Закріплення надставки на виливниці в далитих у розширені до низу виливниці. При цьому ному положенні можна здійснювати, наприклад, за спостерігається значний виграш у виході придатдопомогою клинів. ного металу. Далі, поки набирається поїзд, відбувається виТак у порівнянні з використанням виливка, вісихання (самотвердіння) вогнетривкої ущільнювадлитого без використання лабіринтового ущільльної сполуки. Потім здійснюється обробляння нення на торці виливниці, заповненого вогнетриввнутрішньої поверхні отриманої форми антипригакою самотверднучою сумішшю, удається знизити рною сумішшю, у даному випадку - лігносульфавідсортування готової заготівки з 6÷8% до 2÷2,5%. нолом. Після її висихання поїзд подається під розливання. Комп’ютерна верстка Л. Ціхановська Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of semikilled and rimmed steel castings
Автори англійськоюOnyschenko Serhii Oleksandrovych, Riabkin Yurii Yuriiovych, Shenfeld Hlib Hlibovych
Назва патенту російськоюСпособ литья отливок полуспокойной и кипящей стали
Автори російськоюОнищенко Сергей Александрович, Рябкин Юрий Юрьевич, Шенфельд Глеб Глебович
МПК / Мітки
МПК: B22D 7/06
Мітки: сталі, спосіб, виливків, лиття, напівспокійної, киплячої
Код посилання
<a href="https://ua.patents.su/3-76668-sposib-littya-vilivkiv-napivspokijjno-jj-kiplyacho-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб лиття виливків напівспокійної й киплячої сталі</a>
Пристрій для лиття виливків напівспокійної й киплячої сталі
Номер патенту: 47968
Опубліковано: 17.05.2004
Автори: Корінь Андрій Олександрович, Феофілактов Андрій Вікторович, Прядко Любов Давидівна, Зосімова Вікторія Григорівна, Маншилін Олександр Гейнійович
МПК: B22D 7/06
Мітки: лиття, пристрій, виливків, напівспокійної, киплячої, сталі
Формула / Реферат:
Пристрій для лиття виливків напівспокійної й киплячої сталі, що містить звужену донизу виливницю і металеву надставку, яка звужена догори і повторює у своєму нижньому робочому перерізі форму робочого перерізу верхньої частини виливниці, який відрізняється тим, що розміри внутрішніх боків верхнього перерізу виливниці на 1 - 5 % перевищують розміри внутрішніх боків нижнього перерізу надставки.
Пристрій для лиття виливків напівспокійної й киплячої сталі
Номер патенту: 38787
Опубліковано: 17.05.2004
Автори: Прядко Любов Давидівна, Несвіт Володимир Васильович, Солод Володимир Сергійович, Моцний Валерій Васильович, Трухін Микола Олексійович
МПК: B22D 7/06
Мітки: киплячої, виливків, напівспокійної, сталі, лиття, пристрій
Формула / Реферат:
Пристрій для лиття виливків напівспокійної й киплячої сталі, що містить звужену донизу виливницю з установленою на ній металевою надставкою, робочий простір якої звужується догори і повторює у своєму нижньому поперечному перерізі внутрішній переріз верхньої частини виливниці, який відрізняється тим, що висота надставки дорівнює 0,2 - 0,4 робочої висоти виливниці, відношення площ поперечного перерізу верхньої й нижньої робочих основ надставки...
Пристрій для лиття виливків напівспокійної і киплячої сталі
Номер патенту: 39655
Опубліковано: 15.09.2003
Автори: Резун Віктор Єгорович, Бембінек Юрій Євгенійович, Малий Юрій Георгійович, Кравець Сергій Миколайович, Тартачний Віктор Сергійович, Пищіда Валерій Іванович, Кукуй Давид Пенхусович, Юнаков Олександр Михайлович
МПК: B22D 7/06
Мітки: напівспокійної, виливків, киплячої, лиття, сталі, пристрій
Формула / Реферат:
Пристрій для лиття виливків напівспокійної й киплячої сталі, що містить виливницю, який відрізняється тим, що на звужену донизу виливницю встановлена надставка, яка має металевий корпус із товщиною стінок, що дорівнює 0,5-1,0 товщини стінок виливниці, і робочий простір, який звужується догори і повторює у своєму нижньому перерізі внутрішній переріз верхньої частини виливниці, при цьому надставка має ухил стінок по гранях 1-5 % і по кутах...
Піддон для відливання виливків із напівспокійної та киплячої сталі
Номер патенту: 6334
Опубліковано: 16.05.2005
Автори: Кукуй Давид Пенхусович, ШУЛЬГІНА ІРИНА ПРОКОПІВНА, Феофілактов Андрій Вікторович, Корінь Андрій Олександрович, РЯБКІН ЮРІЙ ЮРІЙОВИЧ, Маншилін Олександр Гейнійович, Максаков Анатолій Іванович
МПК: B22D 7/08, B22D 7/00, B22D 7/06
Мітки: виливків, напівспокійної, сталі, відливання, піддон, киплячої
Формула / Реферат:
Піддон для відливання виливків із напівспокійної та киплячої сталі, що містить з'єднані між собою опорну і робочу частини, який відрізняється тим, що він додатково оснащений надставкою, встановленою в кільцевій канавці в робочій частині піддона й утримуваної в ній силою ваги, причому зовнішня і внутрішня поверхні надставки виконані за формою усічених пірамід, установлених одна в одну так, що менша основа більшої піраміди є більшою основою...
Пристрій для лиття виливків напівспокійної та киплячої сталі
Номер патенту: 65339
Опубліковано: 15.03.2006
Автори: Кукуй Давид Пенхусович, Феофілактов Андрій Вікторович, ШУЛЬГІНА ІРИНА ПРОКОПІВНА, Маншилін Олександр Гейнійович, Корінь Андрій Олександрович
МПК: B22D 7/00
Мітки: напівспокійної, лиття, киплячої, сталі, виливків, пристрій
Формула / Реферат:
Цей винахід відноситься до сполук, які мають фунгіцидну активність, їх одержанню та проміжних сполук для їх одержання.В першому аспекті винахід відноситься до застосування сполук формули І та їх солей як фітопатогенних фунгіцидів. (1) де: А1 є заміщеним 2-піридилом;А2 є необов'язково заміщеним фенілом;L є -(С=О)-; -SO2- або -(C=S)-;R1 є воднем, необов'язково заміщеним...
Попередній патент: Спосіб нагрівання заготівок
Наступний патент: Біопрепарат для лікування та профілактики кишкових та гнійних інфекцій у тварин
Випадковий патент: Пристрій для електрично-скануючого електромагнітно-акустичного неруйнівного контролю струмопровідних матеріалів