Спосіб прокатки круглих заготовок
Номер патенту: 7963
Опубліковано: 26.12.1995
Автори: Корінь Андрій Олександрович, Левицький Анатолій Петрович, Лам Матвій Маркович, Шум Валентин Борисович, Кукуй Давид Пенхусович, Губайдулін Вячеслав Фуатович
Формула / Реферат
Способ прокатки круглых заготовок из подката квадратного сечения на двухвалковом реверсивном стане, включающий деформацию раската с получением подготовительного овала, ребрового овала, предчистрвого овала и готового круглого профиля с промежуточными кантовками между пропусками на 90°, отличающийся тем, что подготовительный овал формируют в плоском горизонтальном овальном калибре, ребровой овал формируют в чистовом калибре за счет увеличения зазора между буртиками валков, предчистовой овал формируют в подготовительном плоском горизонтальном овальном калибре со свободным уширением, при этом отношение абсолютных обжатий при формировании ребрового овала и чистового круга выдерживают в пределах 1,3-2,4, а размер по меньшей оси симметрии плоского овального калибра при прокатке подготовительного и предчистового овалов устанавливают одинаковым.
Текст
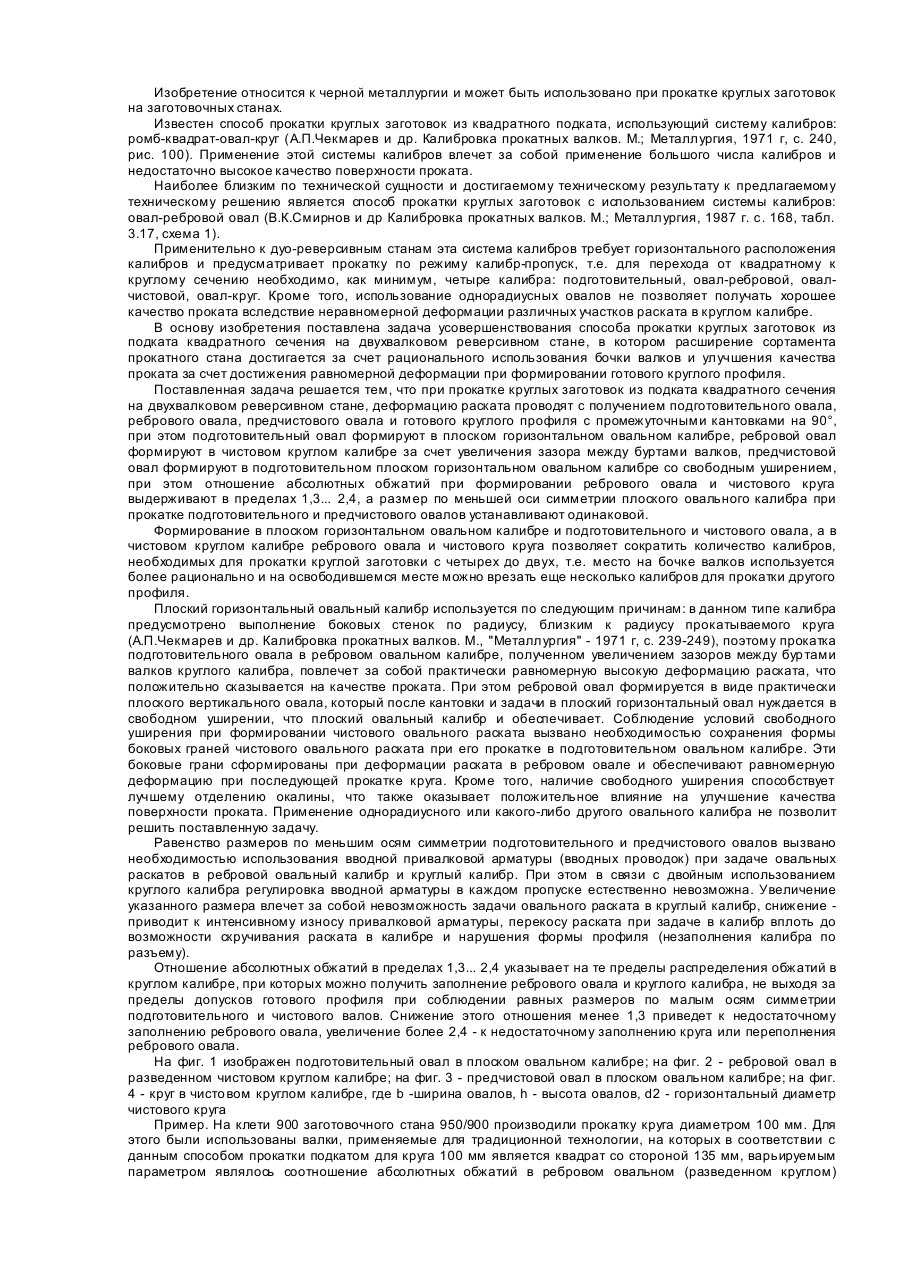
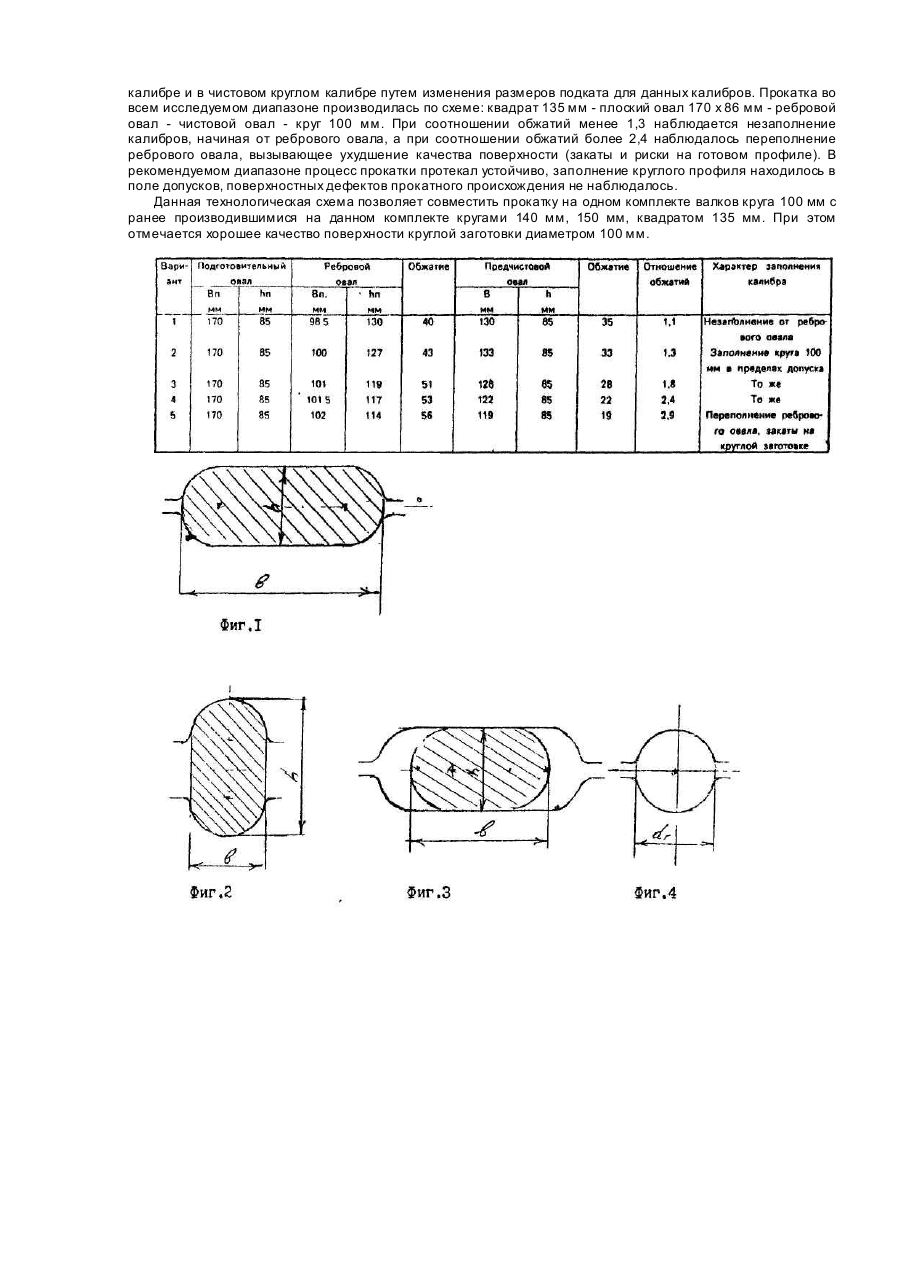
Изобретение относится к черной металлургии и может быть использовано при прокатке круглых заготовок на заготовочных станах. Известен способ прокатки круглых заготовок из квадратного подката, использующий систему калибров: ромб-квадрат-овал-круг (А.П.Чекмарев и др. Калибровка прокатных валков. М.; Металлургия, 1971 г, с. 240, рис. 100). Применение этой системы калибров влечет за собой применение большого числа калибров и недостаточно высокое качество поверхности проката. Наиболее близким по технической сущности и достигаемому техническому результату к предлагаемому техническому решению является способ прокатки круглых заготовок с использованием системы калибров: овал-ребровой овал (В.К.Смирнов и др Калибровка прокатных валков. М.; Металлургия, 1987 г. с. 168, табл. 3.17, схема 1). Применительно к дуо-реверсивным станам эта система калибров требует горизонтального расположения калибров и предусматривает прокатку по режиму калибр-пропуск, т.е. для перехода от квадратному к круглому сечению необходимо, как минимум, четыре калибра: подготовительный, овал-ребровой, овалчистовой, овал-круг. Кроме того, использование однорадиусных овалов не позволяет получать хорошее качество проката вследствие неравномерной деформации различных участков раската в круглом калибре. В основу изобретения поставлена задача усовершенствования способа прокатки круглых заготовок из подката квадратного сечения на двухвалковом реверсивном стане, в котором расширение сортамента прокатного стана достигается за счет рационального использования бочки валков и улучшения качества проката за счет достижения равномерной деформации при формировании готового круглого профиля. Поставленная задача решается тем, что при прокатке круглых заготовок из подката квадратного сечения на двухвалковом реверсивном стане, деформацию раската проводят с получением подготовительного овала, ребрового овала, предчистового овала и готового круглого профиля с промежуточными кантовками на 90°, при этом подготовительный овал формируют в плоском горизонтальном овальном калибре, ребровой овал формируют в чистовом круглом калибре за счет увеличения зазора между буртами валков, предчистовой овал формируют в подготовительном плоском горизонтальном овальном калибре со свободным уширением, при этом отношение абсолютных обжатий при формировании ребрового овала и чистового круга выдерживают в пределах 1,3... 2,4, а размер по меньшей оси симметрии плоского овального калибра при прокатке подготовительного и предчистового овалов устанавливают одинаковой. Формирование в плоском горизонтальном овальном калибре и подготовительного и чистового овала, а в чистовом круглом калибре ребрового овала и чистового круга позволяет сократить количество калибров, необходимых для прокатки круглой заготовки с четырех до двух, т.е. место на бочке валков используется более рационально и на освободившемся месте можно врезать еще несколько калибров для прокатки другого профиля. Плоский горизонтальный овальный калибр используется по следующим причинам: в данном типе калибра предусмотрено выполнение боковых стенок по радиусу, близким к радиусу прокатываемого круга (А.П.Чекмарев и др. Калибровка прокатных валков. М., "Металлургия" - 1971 г, с. 239-249), поэтому прокатка подготовительного овала в ребровом овальном калибре, полученном увеличением зазоров между бур тами валков круглого калибра, повлечет за собой практически равномерную высокую деформацию раската, что положительно сказывается на качестве проката. При этом ребровой овал формируется в виде практически плоского вертикального овала, который после кантовки и задачи в плоский горизонтальный овал нуждается в свободном уширении, что плоский овальный калибр и обеспечивает. Соблюдение условий свободного уширения при формировании чистового овального раската вызвано необходимостью сохранения формы боковых граней чистового овального раската при его прокатке в подготовительном овальном калибре. Эти боковые грани сформированы при деформации раската в ребровом овале и обеспечивают равномерную деформацию при последующей прокатке круга. Кроме того, наличие свободного уширения способствует лучшему отделению окалины, что также оказывает положительное влияние на улучшение качества поверхности проката. Применение однорадиусного или какого-либо другого овального калибра не позволит решить поставленную задачу. Равенство размеров по меньшим осям симметрии подготовительного и предчистового овалов вызвано необходимостью использования вводной привалковой арматуры (вводных проводок) при задаче овальных раскатов в ребровой овальный калибр и круглый калибр. При этом в связи с двойным использованием круглого калибра регулировка вводной арматуры в каждом пропуске естественно невозможна. Увеличение указанного размера влечет за собой невозможность задачи овального раската в круглый калибр, снижение приводит к интенсивному износу привалковой арматуры, перекосу раската при задаче в калибр вплоть до возможности скручивания раската в калибре и нарушения формы профиля (незаполнения калибра по разъему). Отношение абсолютных обжатий в пределах 1,3... 2,4 указывает на те пределы распределения обжатий в круглом калибре, при которых можно получить заполнение ребрового овала и круглого калибра, не выходя за пределы допусков готового профиля при соблюдении равных размеров по малым осям симметрии подготовительного и чистового валов. Снижение этого отношения менее 1,3 приведет к недостаточному заполнению ребрового овала, увеличение более 2,4 - к недостаточному заполнению круга или переполнения ребрового овала. На фиг. 1 изображен подготовительный овал в плоском овальном калибре; на фиг. 2 - ребровой овал в разведенном чистовом круглом калибре; на фиг. 3 - предчистовой овал в плоском овальном калибре; на фиг. 4 - круг в чисто вом круглом калибре, где b -ширина овалов, h - высота овалов, d2 - горизонтальный диаметр чистового круга Пример. На клети 900 заготовочного стана 950/900 производили прокатку круга диаметром 100 мм. Для этого были использованы валки, применяемые для традиционной технологии, на которых в соответствии с данным способом прокатки подкатом для круга 100 мм является квадрат со стороной 135 мм, варьируемым параметром являлось соотношение абсолютных обжатий в ребровом овальном (разведенном круглом) калибре и в чистовом круглом калибре путем изменения размеров подката для данных калибров. Прокатка во всем исследуемом диапазоне производилась по схеме: квадрат 135 мм - плоский овал 170 х 86 мм - ребровой овал - чистовой овал - круг 100 мм. При соотношении обжатий менее 1,3 наблюдается незаполнение калибров, начиная от ребрового овала, а при соотношении обжатий более 2,4 наблюдалось переполнение ребрового овала, вызывающее ухудшение качества поверхности (закаты и риски на готовом профиле). В рекомендуемом диапазоне процесс прокатки протекал устойчиво, заполнение круглого профиля находилось в поле допусков, поверхностных дефектов прокатного происхождения не наблюдалось. Данная технологическая схема позволяет совместить прокатку на одном комплекте валков круга 100 мм с ранее производившимися на данном комплекте кругами 140 мм, 150 мм, квадратом 135 мм. При этом отмечается хорошее качество поверхности круглой заготовки диаметром 100 мм.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling of round
Автори англійськоюKukui Davyd Penkhusovych, Kukui Davyd Penhusovych, Kukuj Davyd Penkhusovych, Hubaidulin Viacheslav Fuatovych, Lam Matvii Markovych, Levytskyi Anatolii Petrovych, Shum Valentyn Borysovych, Korin Andrii Oleksandrovych
Назва патенту російськоюСпособ прокатки круглых заготовок на заготовочных станах
Автори російськоюКукуй Давид Пенхусович, Губайдулин Вячеслав Фуатович, Лам Матвей Маркович, Левицкий Анатолий Петрович, Шум Валентин Борисович, Коринь Андрей Александрович
МПК / Мітки
МПК: B21B 1/02
Мітки: заготовок, круглих, прокатки, спосіб
Код посилання
<a href="https://ua.patents.su/2-7963-sposib-prokatki-kruglikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки круглих заготовок</a>
Спосіб прокатки

Номер патенту: 7959
Опубліковано: 26.12.1995
Автори: Шум Валентин Борисович, Левицький Анатолій Петрович, Кукуй Давид Пенхусович, Толпа Анатолій Андрійович, Лам Матвій Маркович, Корінь Андрій Олександрович, Риженков Олександр Миколайович, Ігнат'єв Станіслав Миколайович
МПК: B21B 1/02
Формула / Реферат:
Способ прокатки, включающий последовательную деформацию заготовки в овальном, шестиугольном и врезанном по диагонали в валки чистовом калибрах, у которого вершины образованы пересечением прямолинейных образующих, отличающийся тем, что после деформации заготовки в овальном калибре изменяют направление деформации на 90° и формируют заготовку овального сечения с соотношением размеров осей 1,05... 1,8, после чего меняют направление...
Спосіб безперервної прокатки штабів
Номер патенту: 805
Опубліковано: 15.12.1993
Автори: Холодило Валерій Андрійович, Єрємєєв Віктор Іванович, Филонов Юрій Всеволодович, Букрєєв Іван Іванович, Шишко Юрій Борисович, Ющевський Віктор Карлович, Кузнєцов Лев Федорович, Гавриленко Євген Дмитрович, Андрійчук Сергій Андрійович
МПК: B21B 1/26
Мітки: безперервної, прокатки, спосіб, штабів
Формула / Реферат:
Способ непрерывной прокатки полос, преимущественно высоких, в системо ребрового и пластового калибров, включающий создание момента осевого скручивания раската на выходе из калибра в процессе ребрового обжатия, отличающийся тем, что, с целью облегчения кантовки раската при передаче его из ребрового в пластовый калибр, в ребровом калибре создают утолщения в угловых зонах по одной из диагоналей профиля раската путем преимущественного...
Спосіб прокатування круглих профілів
Номер патенту: 5340
Опубліковано: 28.12.1994
Автори: Ніколаєв Едуард Петрович, Толпа Анатолій Андрійович
МПК: B21B 1/16
Мітки: профілів, спосіб, круглих, прокатування
Формула / Реферат:
Способ прокатки круглых профилей, включающий ребровую прокатку в круглом калибре полосовой заготовки с плоскими боковыми гранями, имеющей толщину в пределах 0,75-0,87 диаметра круглого калибра, отличающийся тем, что, с целью интенсификации процесса прокатки путем повышения вытяжной способности круглого калибра, прокатку в нем ведут из прямоугольной заготовки с отношением ширины к толщине в пределах 1,9-3,5, грани которой сопряжены...
Спосіб прокатки заготовок на обтискних і заготівельних станах

Номер патенту: 7958
Опубліковано: 26.12.1995
Автори: Корінь Андрій Олександрович, Мінаєв Олександр Анатолійович, Кукуй Давид Пенхусович, Азаров Сергій Іванович, Губайдулін Вячеслав Фуатович, Альохін Вячеслав Григорович, Кац Давід Наумович, Альохін Сергій Григорович, Ємченко Юрій Борисович
МПК: B21B 1/02
Мітки: станах, спосіб, прокатки, обтискних, заготівельних, заготовок
Формула / Реферат:
Способ прокатки заготовок на обжимных и заготовочных станах, включающий деформацию заготовки в ящичных калибрах с формированием впадин на обжимаемых гранях глубиной, составляющей 15-30% от величины абсолютного обжатия в первом пропуске последующего калибра, отличающийся тем, что при прокатке заготовки с отношением длины дуги контакта к средней ее высоте в последнем пропуске предыдущего ящичного калибра в пределах 0,5-0,8 в первом пропуске...
Спосіб прокатки заготовок
Номер патенту: 6060
Опубліковано: 29.12.1994
Автори: Левічев Павло Олексійович, Шульгін Григорій Митрофанович, Костюченко Михайло Іванович, Тільга Степан Сергійович, Нечепоренко Володимир Андрійович, Остапенко Віктор Володимирович, Максаков Анатолій Іванович, Губайдулін Вячеслав Фуатович
МПК: B21B 1/02
Мітки: заготовок, прокатки, спосіб
Формула / Реферат:
1. Способ прокатки заготовок, включающий последовательное формирование из исходной заготовки в многоручьевых калибрах двухниточного раската, состоящего из разноосных заготовок, соединенных между собой перемычкой, поворот заготовок вокруг их продольных осей в противоположные стороны и продольное разделение раската, отличающийся тем, что, с целью повышения технологичности процесса, смежные грани заготовок двухниточного раската формируют в...
Попередній патент: Уніполярний термомагнітний двигун-генератор
Наступний патент: Обертова піч, переважно для одержання цементного клінкеру
Випадковий патент: Ріжучий апарат збиральної машини