Спосіб прокатки
Номер патенту: 7959
Опубліковано: 26.12.1995
Автори: Кукуй Давид Пенхусович, Шум Валентин Борисович, Толпа Анатолій Андрійович, Риженков Олександр Миколайович, Ігнат'єв Станіслав Миколайович, Лам Матвій Маркович, Корінь Андрій Олександрович, Левицький Анатолій Петрович


Формула / Реферат
Способ прокатки, включающий последовательную деформацию заготовки в овальном, шестиугольном и врезанном по диагонали в валки чистовом калибрах, у которого вершины образованы пересечением прямолинейных образующих, отличающийся тем, что после деформации заготовки в овальном калибре изменяют направление деформации на 90° и формируют заготовку овального сечения с соотношением размеров осей 1,05... 1,8, после чего меняют направление деформации на 90° ч ведут деформацию в шестиугольном калибре с формированием заготовки шестигранного сечения, у которой угол при вершинах, по которым производят последующую преимущественную деформацию в чистовом калибре, на 2...8° меньше угла при соответствующих вершинах чистового калибра.
Текст
Изобретение относится к металлургии и может быть использовано при прокатке металлов и сплавов. Известен способ прокатки заготовок в системе калибров ромб-ромб, при котором исходную заготовку деформируют в ромбических калибрах, изменяя направление деформации на 90° после каждого прохода (Калибровка прокатных валков. Смирнов В.К. и др. - М.: Металлургия, 1987, с. 81). К недостаткам данного способа следует отнести неустойчивое поведение заготовки при обжатии в ромбическом калибре, быстрое охлаждение кромок раската, что приводит к появлению трещин, особенно при прокатке малопластичных сталей и сплавов. Наиболее близким по технической сущности к предлагаемому изобретению является способ прокатки заготовок в системе калибров овал-круг-шести угольник-шестиугольник, при котором исходную заготовку деформируют в овальном однорадиусном или плоскоовальном исходном калибре, изменяют направление деформации на 90° и деформируют заготовку в круглом калибре, после чего заготовку деформируют в шести угольном калибре, формируя при двух противоположных вершинах заготовки угол, равный углу пересечения прямолинейных образующи х вершин чистового калибра. После чего изменяют направление деформации на 90° и осуществляют де формацию в чистовом калибре (См. там же с. 82... 87, с. 172). В известном способе прокатки достаточно устойчиво возможно прокатывать шестигранную заготовку в чистовом калибре только с малыми обжатиями. Это объясняется тем, что при таких обжатиях изменение угла между образующими вершин калибра 1 на входе в очаг де формации мало отличается от угла на выходе из очага деформации (в пределах до 1°). Известный способ прокатки не позволяет: - достаточно устойчиво прокатывать шестигранную заготовку в чистовом калибре при больших обжатиях, это объясняется тем, что при больших обжатиях захват заготовки в калибре происходит у мест разъемов калибра; - достаточно устойчиво прокатывать круг в шести угольном калибре, из-за неопределенности положения круга в шести угольном калибре, что влечет неравномерное заполнение калибра и приводит в ряде случаев к появлению одностороннего лампаса. В основу изобретения поставлена задача усовершенствования способа прокатки, в котором за счет изменения формы поперечного сечения заготовок и соотношения их размеров, обеспечивается устойчивая деформация заготовок во всех калибрах, что позволяет получить необходимую геометрию готового профиля и отсутствие пороков поверхности. Поставленная задача решается тем, что в способе прокатки, включающем последовательную деформацию заготовки в овальном, шестиугольном и врезанном по диагонали в валки чистовом калибрах, у которого вершины образованы пересечением прямолинейных образующи х, дополнительно после деформации заготовки в овальном калибре, изменяют направление деформации на 90° и формируют заготовку овального сечения с соотношением размеров осей 1,05... 1,8, после чего меняют направление деформации на 90° и ведут деформацию в шестиугольном калибре с формированием заготовки шестигранного сечения, у которой угол при вершинах, по которым производят последующую преимущественную де формацию в чистовом калибре, на 2... 8° меньше угла при соответствующи х вершинах чистового калибра. Врезанные по диагонали в валки чистовые калибры, у которых вершины образованы пересечением прямолинейных образующи х, могут быть следующи х форм: квадрат, ромб, шести угольник. Из заготовки овального сечения, после изменения направления деформации на 90° формируют заготовку овального сечения с соотношением размеров осей 1,05... 1,8. При формировании в этих пределах овального сечения повышается устойчивое поведение предыдущего овального сечения в этом калибре и устойчивое поведение овальной заготовки с соотношением 1,05... 1,8 в шести угольном калибре. В первом случае исключается опасность сваливания овального калибра, во втором случае исключается увод заготовки овального сечения в зазоры шестиугольного калибра при ее деформации в этом калибре. Формирование заготовки овального сечения с соотношением размеров осей меньшим 1,05 приводит к тому, что заготовка будет перемещаться по шестиугольному калибру, что приведет к образованию одностороннего лампаса. Это объясняется тем, что в данном случае форма сечения заготовки близка к кругу. Формирование заготовки овального сечения с соотношением размеров осей большим 1,8 приводит к тому, что при последующей деформации в шестиугольном и чистовом калибрах, в местах разъема калибра будут наблюдаться складки, морщины, а при еще больших соотношениях возможна и потеря устойчивости поперечного сечения (складывание профиля). Если угол при вершине шестигранной заготовки, по которой производится последующая преимущественная деформация, на 2... 8° меньше угла при соответствующи х вершинах чистового калибра, то при захвате заготовки в чистовом калибре контакт происходит по дну калибра, что обеспечивает дальнейшую устойчивую прокатку. При меньшей разнице в величинах углов контакт шестигранника происходит ближе к разъему калибра, что обусловли вает его неустойчивое положение и, как следствие, наличие на готовом профиле невыполненных углов с одной стороны и переполнение в виде лампаса - с другой. Если разница в величинах углов больше 8°, то при деформации возможно сворачивание заготовки в калибре и соответственно невыполнение профиля по форме и размеру. Необходимость кантовок объясняется соответствующими формами калибров. Пример конкретного выполнения №1: На обжимно-заготовочном стане 950/900 из слитков среднеуглеродистых марок стали, отлитых в изложницу, выкатывается квадратная заготовка со стороной равной 100 мм. На клети 950 за одиннадцать проходов формируется плоский овал с размерами: ширина 190 мм, высота 125 мм. Далее эту заготовку передают на клеть 900, кантуют на 90° и задают в ребровой овал, из которого получают заготовку с сечением: высота 150 мм, ширина 142 мм (соотношение осей 1,05). В следующем проходе из этой заготовки формируют шестигранник с размерами: ширина 180 мм и высота 122 мм, при этом угол при двух вершинах, по которым в чистовом калибре производится преимущественная деформация, равен 88°. В последнем проходе из шестигранной заготовки формируют квадратную заготовку со стороной 100 мм в калибре, в котором квадрат врезан по диагонали в валки. Угол при вершине квадрата равен 90° (разница с углом соответствующей вершины шестигранной заготовки составляет 2°). В результате этой прокатки заготовка устойчиво проходит по всем калибрам, а готовый профиль имеет выполненные углы без морщин. Пример конкретного выполнения №2: На мелкосортном стане 250 из квадратной заготовки 135 мм прокатывают квадрат со стороной 14 мм за 14 проходов. В одиннадцатом проходе получают однорадиусный овал с размерами: ширина 40 мм, высота 14 мм, который после кантовки на 90° задают в ребровой овал и получают заготовку с поперечным сечением: высота 31, ширина 17,2 мм (соотношение осей 1,8). Ее кантуют на 90°, прокатывают в шести угольном калибре, формируя заготовку шириной 34 мм и высотой 15 мм, при этом угол при двух вершинах, по которым в чистовом калибре производится преимущественная деформация, равен 82°. В последующем проходе из шестигранной заготовки формируют квадрат со стороной 14 мм в калибре, в котором квадрат врезан по диагонали в валки. Угол при вершине квадрата равен 90° (разница с углом соответствующей вершины шестигранной заготовки составляет 8°). В результате этой прокатки заготовка устойчиво проходит по всем калибрам, а готовый профиль имеет выполненные углы без морщин и соответствует допускам по стандартам. Пример конкретного выполнения №3: На обжимно-заготовочном стане 950/900 из слитков среднеуглеродистых марок стали, отлитых в изложницу, выкатывается квадратная заготовка со стороной равной 120 мм. На клети 950 за одиннадцать проходов формируется плоский овал с размерами: ширина 250 мм, высота 145 мм. Далее эту заготовку передают на клеть 900, кантуют на 90° и задают в ребровой овал, из которого получают заготовку с сечением: высоты 190 мм, ширина 153 мм (соотношение осей 1,25). В следующем проходе из этой заготовки формируют шестигранник с размерами: ширина 210 мм и высота 142 мм, при этом угол при двух вершинах, по которым в чистовом калибре производится преимущественная деформация, равен 86°. В последнем проходе из шестигранной заготовки формируют квадратную заготовку со стороной 120 мм в калибре, в котором квадрат врезан по диагонали в валки. Угол при вершине квадрата равен 90° (разница с углом соответствующей вершины шестигранной заготовки составляет 4°). В результате этой прокатки заготовка устойчиво проходит по всем калибрам, а готовый профиль имеет выполненные углы без морщин.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling
Автори англійськоюKukui Davyd Penhusovych, Kukui Davyd Penkhusovych, Kukuj Davyd Penkhusovych, Korin Andrii Oleksandrovych, Ryzhenkov Oleksandr Mykolaiovych, Tolpa Anatolii Andriiovych, Horbenko Valerii Dmytrovych, Tolpa Anatolii Andriovych, Ihnatiev Stanislav Mykolaiovych, Levytskyi Anatolii Petrovych, Lam Matvii Markovych, Shum Valentyn Borysovych
Назва патенту російськоюСпособ прокатки
Автори російськоюКукуй Давид Пенхусович, Коринь Андрей Александрович, Рыженков Александр Николаевич, Толпа Анатолий Андреевич, Горбенко Валерий Дмитриевич, Игнатьев Станислав Николаевич, Левицкий Анатолий Петрович, Лам Матвей Маркович, Шум Валентин Борисович
МПК / Мітки
МПК: B21B 1/02
Код посилання
<a href="https://ua.patents.su/2-7959-sposib-prokatki.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки</a>
Спосіб отримання квадратної заготівки
Номер патенту: 6968
Опубліковано: 31.03.1995
Автори: Скороход Микола Михайлович, Луцький Михайло Борисович, Дорожко Іван Кирилович, Молочєк Олександр Васильович, Чічкан Артур Олексійович, Селіщев Сергій Єгорович, Луценко Віктор Олександрович, Міронов Євген Костянтинович, Дяченко Михайло Григорійович, Плотніков Петро Іванович, Локтіонов Петро Якович
МПК: B21B 1/02
Мітки: спосіб, отримання, квадратної, заготівки
Формула / Реферат:
Способ получения квадратной заготовки, преимущественно на непрерывных и полунепрерывных станах, включающий нагрев заготовки и прокатку в ящичных калибрах чистовой группы, отличающийся тем, что прокатку в чистовом калибре производят с продольной деформацией, составляющей 6...7% от суммарной продольной деформации заготовки.
Спосіб прокатування профілів
Номер патенту: 5339
Опубліковано: 28.12.1994
Автори: Ніколаєв Едуард Петрович, Толпа Анатолій Андрійович
МПК: B21B 1/02
Мітки: профілів, прокатування, спосіб
Формула / Реферат:
Способ прокатки профилей, включающий формирование подката в ящичном калибре в виде прямоугольника с переходными участками между его сторонами и прокатку его в калибрах простой формы с первоначальным контактом при захвате боковых поверхностей калибров с переходными участками, отличающийся тем, что, с целью повышения устойчивости процесса за счет улучшения условий захвата в калибрах простой формы, подкат формируют с двугранными переходными...
Спосіб безперервної прокатки штабів
Номер патенту: 805
Опубліковано: 15.12.1993
Автори: Холодило Валерій Андрійович, Гавриленко Євген Дмитрович, Букрєєв Іван Іванович, Єрємєєв Віктор Іванович, Шишко Юрій Борисович, Филонов Юрій Всеволодович, Ющевський Віктор Карлович, Андрійчук Сергій Андрійович, Кузнєцов Лев Федорович
МПК: B21B 1/26
Мітки: прокатки, штабів, безперервної, спосіб
Формула / Реферат:
Способ непрерывной прокатки полос, преимущественно высоких, в системо ребрового и пластового калибров, включающий создание момента осевого скручивания раската на выходе из калибра в процессе ребрового обжатия, отличающийся тем, что, с целью облегчения кантовки раската при передаче его из ребрового в пластовый калибр, в ребровом калибре создают утолщения в угловых зонах по одной из диагоналей профиля раската путем преимущественного...
Спосіб прокатки кутових профілів
Номер патенту: 1421
Опубліковано: 25.03.1994
Автори: Гончар Володимир Павлович, Крупник Ісаак Абрамович, Сапригін Хразален Михайлович, Єремєєв Віктор Іванович, Прохода Григорій Сергійович, Кузнєцов Лев Федорович, Филонов Юрій Всеволодович, Гавриленко Євген Дмитрович
Мітки: спосіб, прокатки, кутових, профілів
Формула / Реферат:
Способ прокатки угловых профилей из полосовой заготовки, включающий формирование заготовки W-образного сечения с развернутыми фланцами, образующими продольные канавки, и последующую подгибку фланцев до угла 90° между ними, отличающийся тем, что, с целью повышения механических свойств путем термомеханической обработки проката и производительности стана за счет сокращения числа пропусков, в первом проходе профилируют продольную канавку на...
Спосіб прокатки профілів для арматурних стержнів
Номер патенту: 2396
Опубліковано: 26.12.1994
Автори: Оробцев Юрій Вікторович, Рослік Ігор Вітальєвич, Гавриленко Євген Дмитрович, Андрійчук Сергій Андрійович, Шевердін Сергій Митрофанович, Кузнєцов Лев Федорович, Филонов Юрій Всеволодович, Альохін Вячеслав Григорович, Єрємєєв Віктор Іванович
МПК: B21B 45/02, B21B 1/16
Мітки: арматурних, прокатки, спосіб, стержнів, профілів
Формула / Реферат:
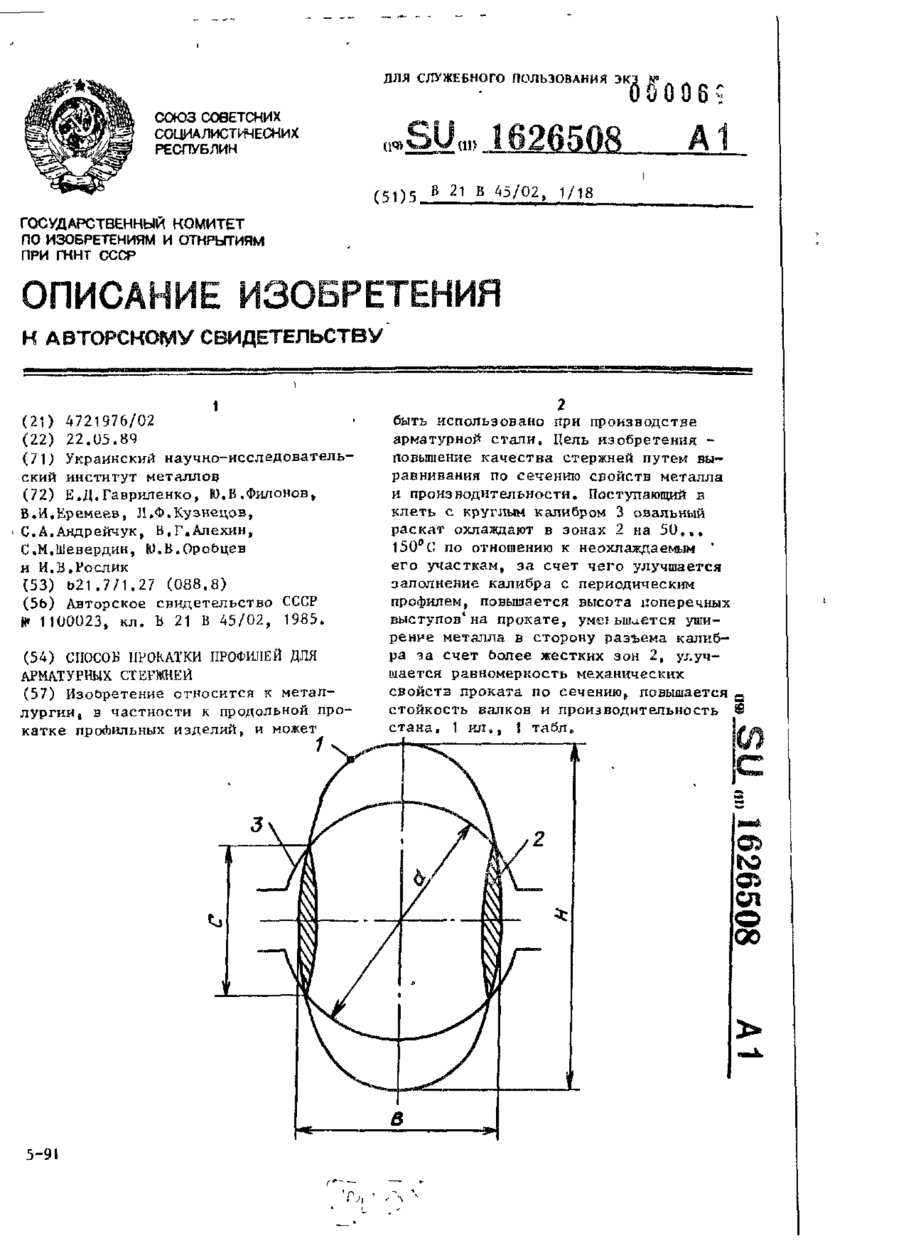
Способ прокатки профилей для арматурных стержней, включающий прокатку в круглом чистовом калибре предчистового овального раската, подвергнутого регулируемому охлаждению локальных участков его поверхности, отличающийся тем, что, с целью повышения качества стержней путем выравнивания по сечению свойств металла и производительности путем снижения износа валков, охлаждение предчистового овального раската осуществляют в зонах его боковых...
Попередній патент: Спосіб прокатки заготовок на обтискних і заготівельних станах
Наступний патент: Термоелектромагнітний трансформатор
Випадковий патент: Спосіб лікування загрози викидня у жінок з патологією гепатобіліарної системи