Спосіб виготовлення двошарового валка
Номер патенту: 83742
Опубліковано: 11.08.2008
Автори: Русаков Петро Володимирович, Шинський Олег Йосипович, Дорошенко Володимир Степанович
Формула / Реферат
1. Спосіб виготовлення двошарового валка, який включає виготовлення осі, установку її у форму в процесі формування зносостійкого бандажа, заливання у форму металу, затвердіння, охолодження металу бандажа, обтиснення бандажем осі і витягання валка із форми, який відрізняється тим, що зносостійкий бандаж відливають по моделі, що газифікують, між віссю і бандажем поміщають прошарок з пористого вогнетривкого матеріалу, а обтиснення бандажем осі виконують за рахунок ливарної усадки металу бандажа.
2. Спосіб за п. 1, який відрізняється тим, що як прошарок використовують мулітокремнеземне волокно.
3. Спосіб за п. 1, який відрізняється тим, що використовують прошарок товщиною, рівною 60-160 % від величини усадки бандажа по діаметру.
4. Спосіб за п. 1, який відрізняється тим, що відливають бандаж зі зносостійкого чавуну, при цьому витягання валка із форми виконують при температурі чавунного бандажа, що перевищує температуру його евтектоїдного перетворення, а далі охолоджують валок при примусовому впливові холодоагенту.
5. Спосіб за п. 1, який відрізняється тим, що після охолодження валка прошарок з пористого матеріалу додатково просочують рідким складом, що склеює.
Текст
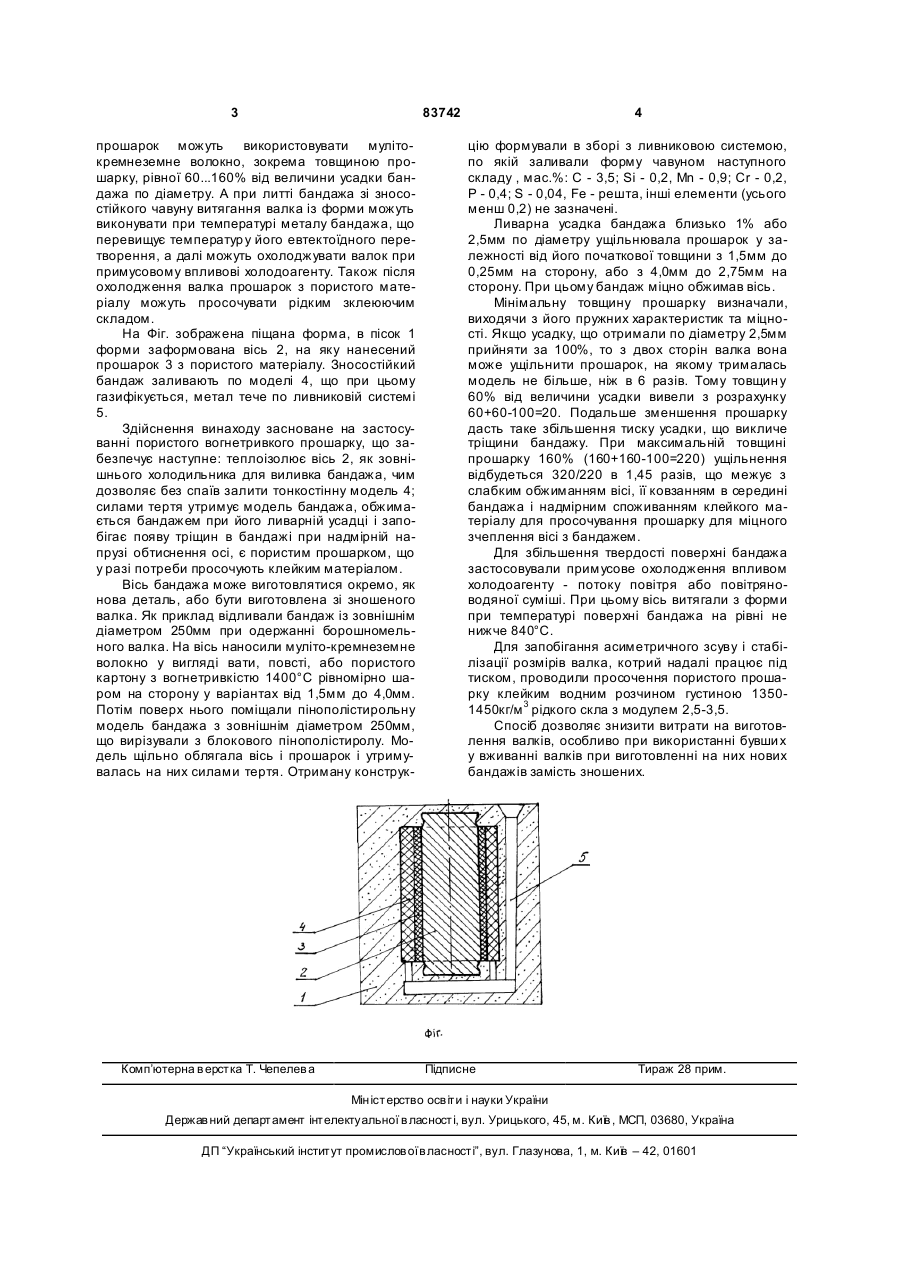
1. Спосіб виготовлення двошарового валка, який включає виготовлення осі, установку її у форму в процесі форм ування зносостійкого бандажа, заливання у форму металу, затвердіння, охолодження металу бандажа, обтиснення бандажем осі і витягання валка із форми, який відрізняється тим, що зносостійкий бандаж відливають по 2 (19) 1 3 83742 прошарок можуть використовувати мулітокремнеземне волокно, зокрема товщиною прошарку, рівної 60...160% від величини усадки бандажа по діаметру. А при литті бандажа зі зносостійкого чавуну витягання валка із форми можуть виконувати при температурі металу бандажа, що перевищує температур у його евтектоїдного перетворення, а далі можуть охолоджувати валок при примусовому впливові холодоагенту. Також після охолодження валка прошарок з пористого матеріалу можуть просочувати рідким зклеюючим складом. На Фіг. зображена піщана форма, в пісок 1 форми заформована вісь 2, на яку нанесений прошарок 3 з пористого матеріалу. Зносостійкий бандаж заливають по моделі 4, що при цьому газифікується, метал тече по ливниковій системі 5. Здійснення винаходу засноване на застосуванні пористого вогнетривкого прошарку, що забезпечує наступне: теплоізолює вісь 2, як зовнішнього холодильника для виливка бандажа, чим дозволяє без спаїв залити тонкостінну модель 4; силами тертя утримує модель бандажа, обжимається бандажем при його ливарній усадці і запобігає появу тріщин в бандажі при надмірній напрузі обтиснення осі, є пористим прошарком, що у разі потреби просочують клейким матеріалом. Вісь бандажа може виготовлятися окремо, як нова деталь, або бути виготовлена зі зношеного валка. Як приклад відливали бандаж із зовнішнім діаметром 250мм при одержанні борошномельного валка. На вісь наносили муліто-кремнеземне волокно у вигляді вати, повсті, або пористого картону з вогнетривкістю 1400°C рівномірно шаром на сторону у варіантах від 1,5мм до 4,0мм. Потім поверх нього поміщали пінополістирольну модель бандажа з зовнішнім діаметром 250мм, що вирізували з блокового пінополістиролу. Модель щільно облягала вісь і прошарок і утримувалась на них силами тертя. Отриману конструк Комп’ютерна в ерстка Т. Чепелев а 4 цію формували в зборі з ливниковою системою, по якій заливали форму чавуном наступного складу , мас.%: C - 3,5; Si - 0,2, Mn - 0,9; Cr - 0,2, P - 0,4; S - 0,04, Fe - решта, інші елементи (усього менш 0,2) не зазначені. Ливарна усадка бандажа близько 1% або 2,5мм по діаметру ущільнювала прошарок у залежності від його початкової товщини з 1,5мм до 0,25мм на сторону, або з 4,0мм до 2,75мм на сторону. При цьому бандаж міцно обжимав вісь. Мінімальну товщину прошарку визначали, виходячи з його пружних характеристик та міцності. Якщо усадку, що отримали по діаметру 2,5мм прийняти за 100%, то з двох сторін валка вона може ущільнити прошарок, на якому трималась модель не більше, ніж в 6 разів. Тому товщин у 60% від величини усадки вивели з розрахунку 60+60-100=20. Подальше зменшення прошарку дасть таке збільшення тиску усадки, що викличе тріщини бандажу. При максимальній товщині прошарку 160% (160+160-100=220) ущільнення відбудеться 320/220 в 1,45 разів, що межує з слабким обжиманням вісі, її ковзанням в середині бандажа і надмірним споживанням клейкого матеріалу для просочування прошарку для міцного зчеплення вісі з бандажем. Для збільшення твердості поверхні бандажа застосовували примусове охолодження впливом холодоагенту - потоку повітря або повітряноводяної суміші. При цьому вісь витягали з форми при температурі поверхні бандажа на рівні не нижче 840°C. Для запобігання асиметричного зсуву і стабілізації розмірів валка, котрий надалі працює під тиском, проводили просочення пористого прошарку клейким водним розчином густиною 13501450кг/м 3 рідкого скла з модулем 2,5-3,5. Спосіб дозволяє знизити витрати на виготовлення валків, особливо при використанні бувши х у вживанні валків при виготовленні на них нових бандажів замість зношених. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing double-pour roll
Автори англійськоюShynskyi Oleh Yosypovych, Doroshenko Volodymyr Stepanovych, Rusakov Petro Volodymyrovych
Назва патенту російськоюСпособ изготовления двухслойного валка
Автори російськоюШинский Олег Иосифович, Шинський Олег Иосифович, Дорошенко Владимир Степанович, Русаков Петр Владимирович
МПК / Мітки
МПК: B22D 27/20, B21B 27/03, B21B 27/02, B22D 25/00
Мітки: виготовлення, валка, спосіб, двошарового
Код посилання
<a href="https://ua.patents.su/2-83742-sposib-vigotovlennya-dvosharovogo-valka.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення двошарового валка</a>
Спосіб з`єднання бандажа з віссю прокатного валка
Номер патенту: 29082
Опубліковано: 10.01.2008
Автори: Колесник Володимир Федорович, Кисельов Олександр Григорович, Вольвач Олександр Євгенійович, Волошин Олексій Іванович, Воробйов Юрій Анатолійович
МПК: B21B 27/03
Мітки: віссю, спосіб, валка, прокатного, бандажа, з'єднання
Формула / Реферат:
1. Спосіб з'єднання бандажа з віссю прокатного валка, при якому вісь виконують з технологічним буртом, а попередньо нагрітий бандаж установлюють на вісь до упору його торцевої поверхні в зазначений технологічний бурт з одночасною додатковою фіксацією бандажа від зсуву в протилежну від технологічного бурту сторону, який відрізняється тим, що додаткову фіксацію бандажа здійснюють одним чи декількома розрізними кільцями, кінці яких з'єднують і в...
Спосіб виготовлення багатошарового прокатного валка
Номер патенту: 15510
Опубліковано: 30.06.1997
Автори: Волокита Генадій Іванович, Ковтун Костянтин Васильович
МПК: B22F 7/06
Мітки: валка, виготовлення, спосіб, прокатного, багатошарового
Формула / Реферат:
(57) Способ изготовления многослойногопрокатного валка, преимущественно для прокатки труднодеформируемых материалов, включающий помещение металлического стержня в металлический стакан, установку внутри последнего разделительного цилиндра, засыпку в образовавшиеся полости порошковых материалов, удаление разделительного цилиндра, вакуумирование, герметизацию и последующее горячее изостатическое прессование, отличающийся тем, что перед засыпкой...
З’єднання деталей з натягом і спосіб його здійснення
Номер патенту: 62373
Опубліковано: 15.12.2003
Автори: Малиновський Микола Григорович, Кулюкін Сергій Васильович, Зенкін Анатолій Семенович, Носік Віктор Сергійович, Андреєв Арнольд Георгійович, Сігбатулін Олександр Томович, Кантур В'ячеслав Григорович, Оборський Іван Леонідович, Арпентьєв Борис Михайлович
МПК: B23P 11/02, B23P 19/02
Мітки: з'єднання, натягом, спосіб, здійснення, деталей
Формула / Реферат:
1. З'єднання деталей з натягом, що містить бандаж з гребенем та центр, бандаж усередині посадкового отвору має два буртики - перший у площині гребеня та другий - з іншого боку, центр має посадкову поверхню з гострою кромкою з боку вхідної частини, яке відрізняється тим, що перший буртик розміщений від другого на відстані, яка менше довжини посадки на величину двостороннього осьового натягу, причому перший буртик має вертикальну твірну, а...
Спосіб виготовлення двошарового виробу
Номер патенту: 14649
Опубліковано: 20.01.1997
Автори: Сатанін Володимир Андрійович, Артьомов Віктор Андрійович, Новацький Сергій Антонович
МПК: B22F 7/04
Мітки: виробу, виготовлення, двошарового, спосіб
Формула / Реферат:
Способ изготовления двухслойного изделия, включающий раздельное изготовление компактной охватывающей и порошковой охватываемой частей-заготовок, механические обработку и активирование сопрягаемой поверхности охватывающей части, а также сопряжение частей-заготовок через промежуточный порошковый слой, отличающийся тем, что активирование внутренней поверхности охватывающей части-заготовки проводят до образования на ней неровностей с...
Спосіб виготовлення двошарового антифрикційного підшипника ковзання
Номер патенту: 61232
Опубліковано: 17.11.2003
Автор: Дудчак Віталій Петрович
МПК: B29C 51/00
Мітки: спосіб, виготовлення, антифрикційного, двошарового, ковзання, підшипника
Формула / Реферат:
1. Спосіб виготовлення двошарового підшипника ковзання, який відрізняється тим, що з метою підвищення адгезійної міцності підшипник виготовляється шляхом опресування фторопластової втулки, яка має профільні канавки і виступи, жорстким конструкційним матеріалом АГ-4В.2. Спосіб за п. 1, який відрізняється тим, що з метою одержання однакової товщини фторопластової втулки її попередньо нагрівають до температури 200...250°С і деформують на...
Попередній патент: Термоелектричний стіл
Наступний патент: Спосіб профілактики та корекції знижених функціональних можливостей центральної нервової системи
Випадковий патент: Комбінація агомелатину та тиморегуляторного агента і фармацевтична композиція, яка її містить