Спосіб виготовлення високолегованого зварювального дроту
Номер патенту: 8928
Опубліковано: 15.08.2005
Автори: Попов Борис Анатольович, Литвинов Володимир Олегович, Попов Анатолій Васильович, Литвинов Олег Миколаевич, Литвинов Дмитро Олегович

Формула / Реферат
1. Спосіб виготовлення високолегованого зварювального дроту, що включає виплавку злитка, прокатку блюма з блюма-катанки і з катанки протягування дроту, який відрізняється тим, що на злиток або блюм із високолегованої сталі, по периметру наплавляють технологічний шар низьковуглецевої сталі, при цьому товщину шару, що наплавляють, приймають рівною 1,0-5 % від товщини заготівки.
2. Спосіб за п. 1, який відрізняється тим, що як високолеговану сталь використовують сталь марки 08Х18Н10Т.
3. Спосіб за пп. 1, 2, який відрізняється тим, що як низьковуглецеву сталь використовують сталь марки СТ08КП або 08Х13.
Текст
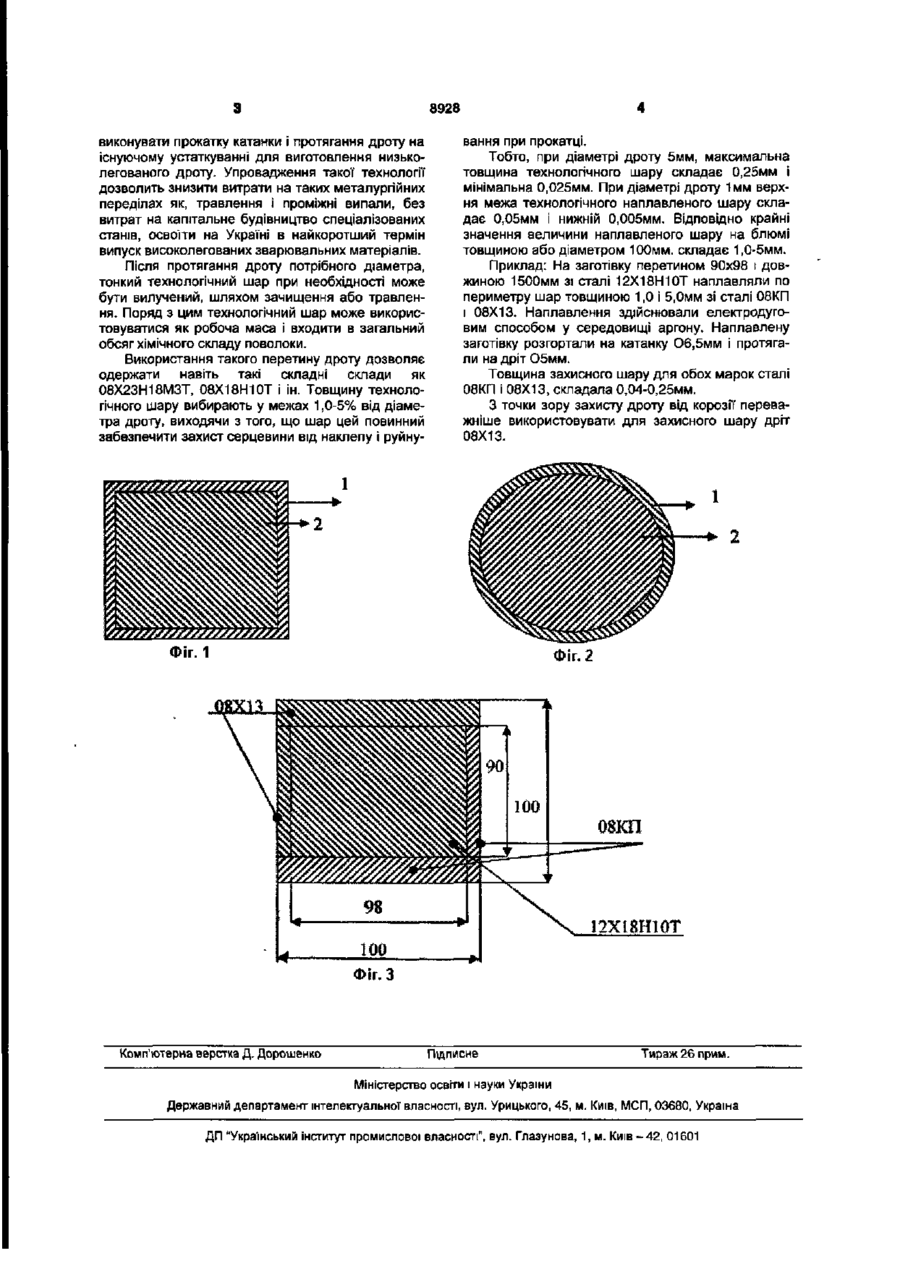
1. Спосіб виготовлення високолегованого зварювального дроту, що включає виплавку злитка, прокатку блюма з блюма-катанки і з катанки протягування дроту, який відрізняється тим, що на злиток або блюм із високолегованої сталі, по периметру наплавляють технологічний шар низьковуглецевої сталі, при цьому товщину шару, що наплавляють, приймають рівною 1,0-5 % від товщини заготівки. 2. Спосіб за п. 1, який відрізняється тим, що як високолеговану сталь використовують сталь марки 08Х18Н10Т. 3. Спосіб за пп. 1, 2, який відрізняється тим, що як низьковуглецеву сталь використовують сталь марки СТ08КП або 08X13. Корисна модель відноситься до області металургії, переважно до зварювальних матеріалів і може бути використана в галузі прокатного виробництва металів і сплавів, які важко деформуються. Відомий спосіб виготовлення порошкового дроту, який включає травлення сорочки з вуглецевої сталі і засипання (закачування) у цю сорочку порошку з наявністю легуючих компонентів [АИ.Акулов и др. «Технология и оборудование сварки плавлением», стр.89, 1977]. Недоліком цього способу є те, що зв'язок легуючих компонентів порошку з оболонкою дуже слабка і локальна, тільки у визначених ділянках. Це негативно впливає на рівномірність її плавлення і якість металу, що наплавляють. Крім цього, порошки дорогі, а дріт дуже складно використовувати для виготовлення електродів. Найбільш близьким технічним рішенням є класичний спосіб виготовлення високолегованого дроту шляхом виплавки злитка, прокатки з нього змащень. В основу корисної моделі покладена задача створити такий спосіб виготовлення високолегованого зварювального дроту, у якому шляхом наплавлення додаткового шару забезпечується рівноміцний зв'язок шару, що наплавляють з заготівкою. Це дає можливість виконувати прокатку катанки і протягання дроту без трудомістких операцій нагрівання, травлення і проміжних випалів. При цьому забезпечується можливість виготовлення дроту на існуючому в Україні устаткуванні. Для рішення задачі запропонований спосіб виготовлення високолегованого зварювального дроту, що включає виплавку злитка, прокатку блюма, з блюма - катанки і з катанки протягування дроту, у якому, відповідно до корисної моделі, на злиток або блюм із високолегованої сталі, по периметру наплавляють технологічний шар низьковуглецевої сталі, при цьому товщину шару, що наплавляють, приймають рівною 1,0 - 5% від товщини заготівки. У переважному варіанті як високолеговану сталь використовують сталь марки 08Х18Н10Т, а як низьковуглецеву - сталь марки СТ08КП або 08X13. Запропоноване рішення здійснюється за рахунок того, що на заготівку -злиток або блюм (Фіг.1 і 2) з високолегованої сталі необхідного складу наноситься або наплавляється по всьому периметру шар низьковуглецевої сталі, яка добре деформується, наприклад 08Ю або 08X13, (Фіг.1 і 2). При цьому забезпечується рівноміцний зв'язок шару, що наплавляють з заготівкою. Це дає можливість блюма, із блюма катанки ' мм, з катанки протягання дроту діаметром 5мм-0,8мм (ДСТ 2246-70). Недоліком прототипу є трудомісткість операцій виготовлення катанки і протягання дроту з високолегованих марок сталей, таких як 03Х23Н18МЗТ, 08Х18Н10Т и ін. Для цих операцій через наклеп і поверхневе зміцнення потрібно кілька нагрівань і складних видів травлення, особливо при протягуванні дроту малих діаметрів. Це вимагає спеціального устаткування і складних технологічних 00 CM о> 00 ш 8928 виконувати прокатку катанки і протягання дроту на існуючому устаткуванні для виготовлення низьколегованого дроту. Упровадження такої технології дозволить знизити витрати на таких металургійних переділах як, травлення і проміжні випали, без витрат на капітальне будівництво спеціалізованих станів, освоїти на Україні в найкоротший термін випуск високолегованих зварювальних матеріалів. Після протягання дроту потрібного діаметра, тонкий технологічний шар при необхідності може бути вилучений, шляхом зачищення або травлення. Поряд з цим технологічний шар може використовуватися як робоча маса і входити в загальний обсяг хімічного складу поволоки. Використання такого перетину дроту дозволяє одержати навіть такі складні склади як 08Х23Н18МЗТ, 08Х18Н10Т і ін. Товщину технологічного шару вибирають у межах 1,0-5% від діаметра дроту, виходячи з того, що шар цей повинний забезпечити захист серцевини від наклепу і руйну вання при прокатці. Тобто, при діаметрі дроту 5мм, максимальна товщина технологічного шару складає 0,25мм І мінімальна 0,025мм. При діаметрі дроту 1мм верхня межа технологічного наплавленого шару складає 0,05мм і нижній 0,005мм. Відповідно крайні значення величини наплавленого шару на блюмі товщиною або діаметром 100мм. складає 1,0-5мм. Приклад: На заготівку перетином 90x98 і довжиною 1500мм зі сталі 12Х18Н10Т наплавляли по периметру шар товщиною 1,0 і 5,0мм зі сталі 08КП і 08X13. Наплавлення здійснювали електродуговим способом у середовищі аргону. Наплавлену заготівку розгортали на катанку 06,5мм і протягали на дріт 05мм. Товщина захисного шару для обох марок сталі 08КП і 08X13, складала 0,04-0,25мм. З точки зору захисту дроту від корозії переважніше використовувати для захисного шару дріт 08X13. Фіг. 1 Фіг. 2 ШХЦ Фіг. З Комп'ютерна верстка Д. Дорошенко Підписне Тираж 26 прим. Міністерство освгти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of high-alloy electrode wire
Автори англійськоюPopov Anatolii Vasyliovych, Popov Borys Anatoliiovych
Назва патенту російськоюСпособ изготовления высоколегированной сварочной проволоки
Автори російськоюПопов Анатолий Васильевич, Попов Борис Анатольевич
МПК / Мітки
МПК: B23K 35/40
Мітки: високолегованого, спосіб, зварювального, дроту, виготовлення
Код посилання
<a href="https://ua.patents.su/2-8928-sposib-vigotovlennya-visokolegovanogo-zvaryuvalnogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення високолегованого зварювального дроту</a>
Сталь для зварювального дроту
Номер патенту: 41682
Опубліковано: 17.09.2001
Автори: Дубина Олег Вікторович, Любимов Іван Михайлович, Кекух Анатолій Володимирович, Кондрашкін Віталій Андрійович, Шеремет Володимир Олександрович, Поляков Валерій Олександрович, Омесь Микола Михайлович, Коваленко Іван Михайлович, ТРОЩІЙ Сергій Володимирович, Сміяненко Ігор Миколайович, Вихлевщук Валерій Антонович
МПК: C22C 38/04, C22C 38/44
Мітки: сталь, зварювального, дроту
Формула / Реферат:
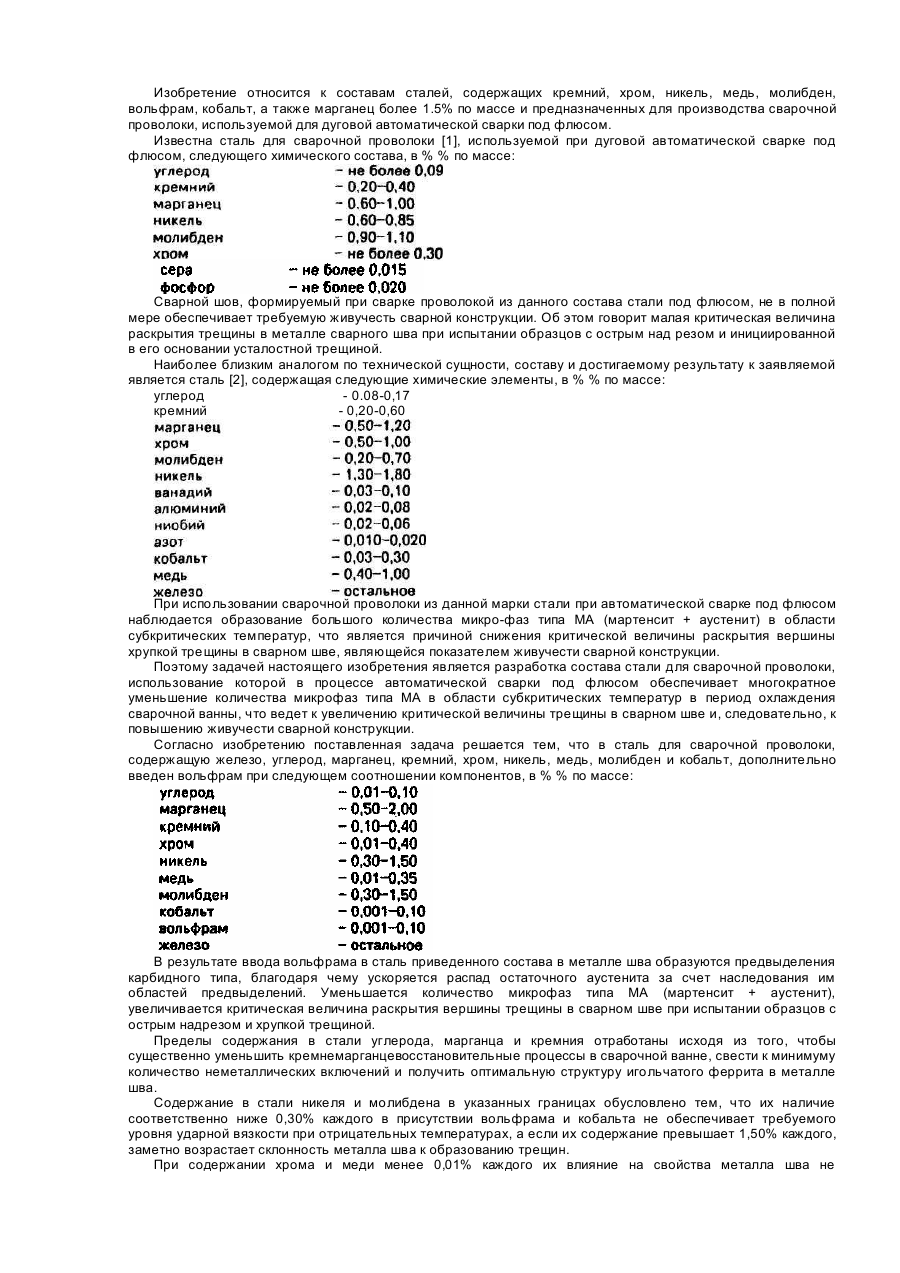
Сталь для-зварювального дроту, що містить залізо, вуглець, марганець, кремній, хром, нікель, мідь, алюміній, азот, титан, кобальт і миш'як, яка відрізняється тим, що до її складу додатково введено молібден і вольфрам при такому співвідношенні інгредієнтів, в % по масі: Вуглець 0,01-0,10 Марганець 0,50-1,50 Кремній 0,10-0,50 ...
Сталь для зварювального дроту
Номер патенту: 41683
Опубліковано: 17.09.2001
Автори: Вихлевщук Валерій Антонович, Поляков Валерій Олександрович, Кекух Анатолій Володимирович, Дубина Олег Вікторович, Любимов Іван Михайлович, Омесь Микола Михайлович, ТРОЩІЙ Сергій Володимирович, Кондрашкін Віталій Андрійович, Шеремет Володимир Олександрович, Коваленко Іван Михайлович, Сміяненко Ігор Миколайович
МПК: C22C 38/04, C22C 38/44
Мітки: зварювального, сталь, дроту
Формула / Реферат:
Сталь для зварювального дроту, що містить залізо, вуглець, марганець, кремній, хром, нікель, мідь, алюміній, азот, молібден і вольфрам, яка відрізняється тим, що до її складу додатково введено миш'як при такому співвідношенні інгредієнтів, в % по масі: вуглець 0,03-0,12 марганець 0,30-1,0 кремній 0,10-0,50 хром ...
Спосіб виготовлення мідного дроту
Номер патенту: 8326
Опубліковано: 15.07.2005
Автори: Клюєв Андрій Петрович, Клюєв Сергій Петрович, Шпаковскій Вадім
МПК: B21D 22/00
Мітки: спосіб, мідного, виготовлення, дроту
Формула / Реферат:
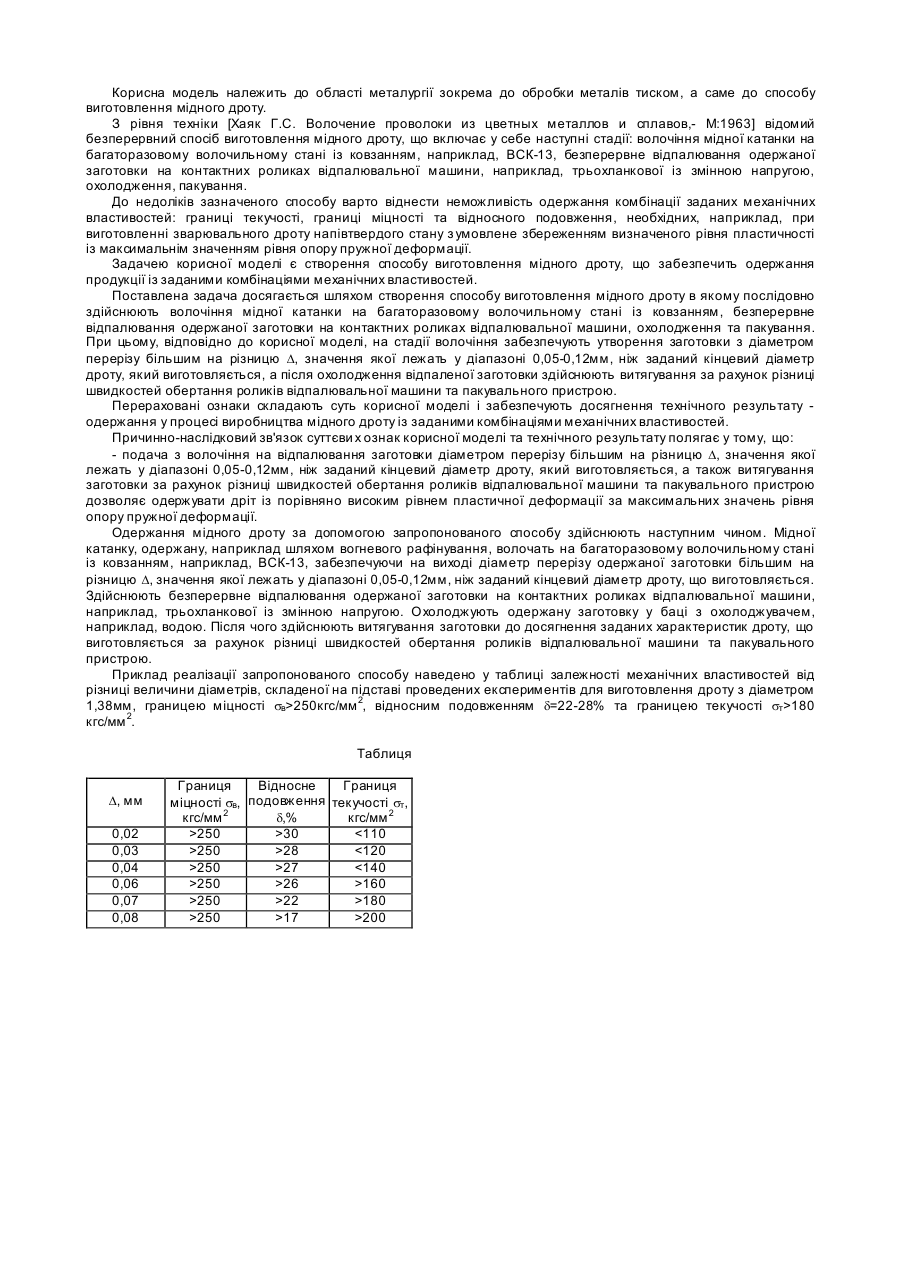
Спосіб виготовлення мідного дроту, що включає послідовне здійснення волочіння мідної катанки на багаторазовому волочильному стані із ковзанням, безперервне відпалювання одержаної заготовки на контактних роликах відпалювальної машини, охолодження та пакування, який відрізняється тим, що на стадії волочіння забезпечують утворення заготовки з діаметром перерізу більшим на різницю Δ, значення якої лежать у діапазоні 0,05-0,12 мм, ніж заданий...
Пристрій для очищення зварювального дроту
Номер патенту: 54722
Опубліковано: 17.03.2003
Автор: Микитюк Василь Васильович
Мітки: зварювального, дроту, очищення, пристрій
Формула / Реферат:
Пристрій для очистки зварювального дроту, що включає підпружинений притискач, абразивні круги, які встановлені між двома напрямними втулками та барабанами змотування-розмотування, який відрізняється тим, що абразивні круги рівномірно розташовані вздовж і в поперечному перерізі дроту, кожний з кругів вільно посаджений на свою вісь та виконаний у вигляді гіперболоїда обертання з прямолінійними твірними з можливістю взаємодії по них дроту, а...
Сталь для зварювального дроту
Номер патенту: 7787
Опубліковано: 26.12.1995
Автори: Любимов Іван Михайлович, Омесь Юрій Миколайович, Кекух Анатолій Володимирович, Поляков Валерій Олександрович, Вихлевщук Валерій Антонович, Семенов Станіслав Євгенович, Тільга Олег Степанович, Боровиков Генадій Федорович, Макаров Костянтин Григорович
МПК: C22C 38/42, C22C 38/44, C22C 38/58, C22C 38/52
Мітки: дроту, сталь, зварювального
Формула / Реферат:
Сталь для сварочной проволоки, содержащая железо, углерод, марганец, кремний, хром, никель, медь, молибден и кобальт, отличающаяся тем. что в нее дополнительно введен вольфрам при следующем соотношении ингредиентов, в мае. %:углерод 0,01-0,10 марганец 0,50-2,00 кремний 0,10-0,50 хром 0,01-0,40 никель ...
Попередній патент: Спосіб контролю схоронності вантажоперевезень на залізниці
Наступний патент: Спосіб відбору проб
Випадковий патент: Спосіб спиртокислотної обробки пластів