Литьова форма для виготовлення виробів з пластмас з піднутренням
Формула / Реферат
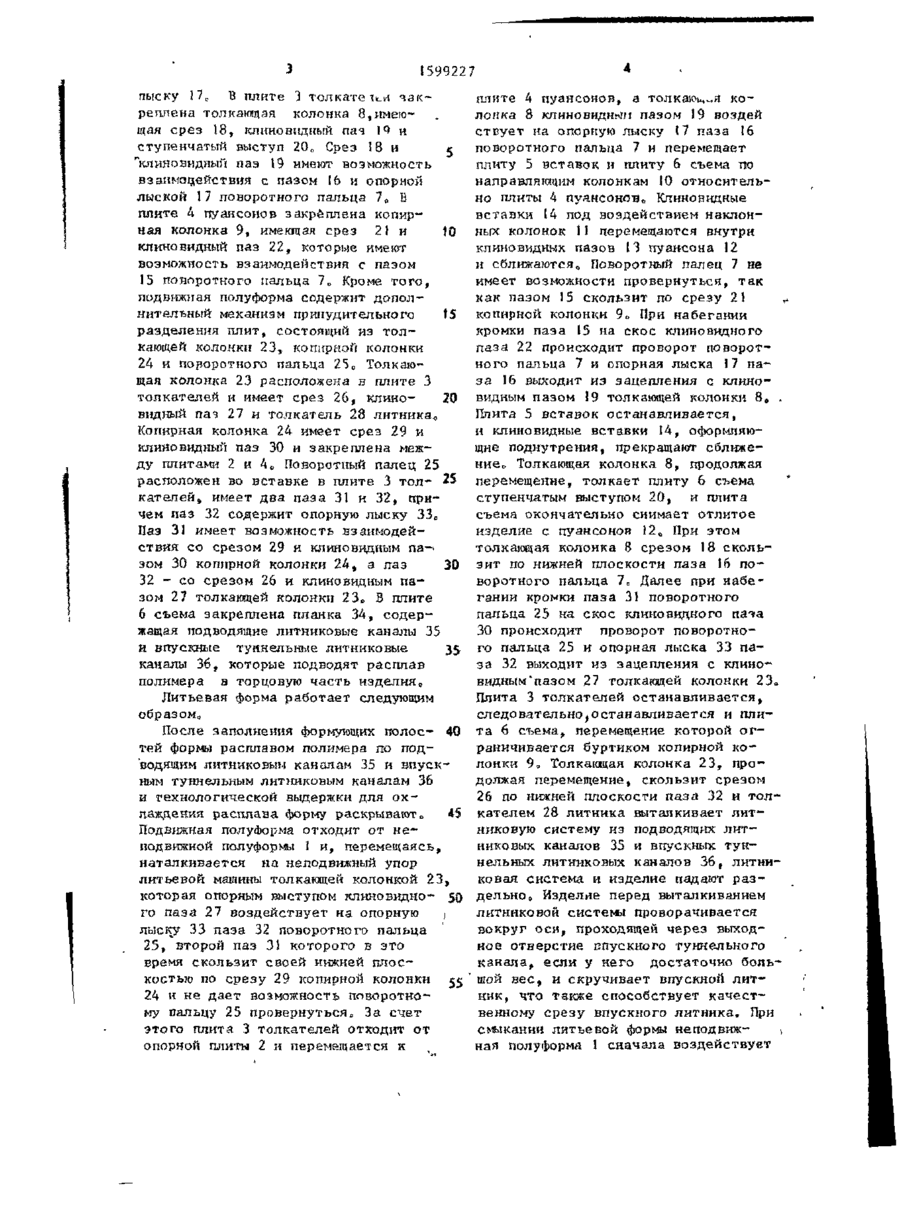
Литьевая форма для изготовления изделий из пластмасс с поднутрениями, содержащая неподвижную полуформу и подвижную полуформу, состоящую из плиты толкателей, плиты съема, плиты вставок с закрепленными клиновидными вставками) оформляющими поднутрение, плиты пуансонов с закрепленными в ней пуансонами и наклонными колонками, механизм принудительного разделения плит, состоящий из поворотного пальца с двумя пазами, копирной колонки и толкающей колонки, закрепленной в плите толкателей и имеющей ступенчатый выступ, отличающаяся тем, что с целью обеспечения автоматического отрыва впускного литника от торца изделия и повышения качества изделия, форма снабжена впускным туннельным литниковым каналом с выходным отверстием, расположенным в основной плоскости разъема, который выполнен в планке, установленной в плите съема, а в плите толкателей дополнительно установлен механизм принудительного разделения плит, у которого толкающая колонка содержит толкатель литника.
Текст
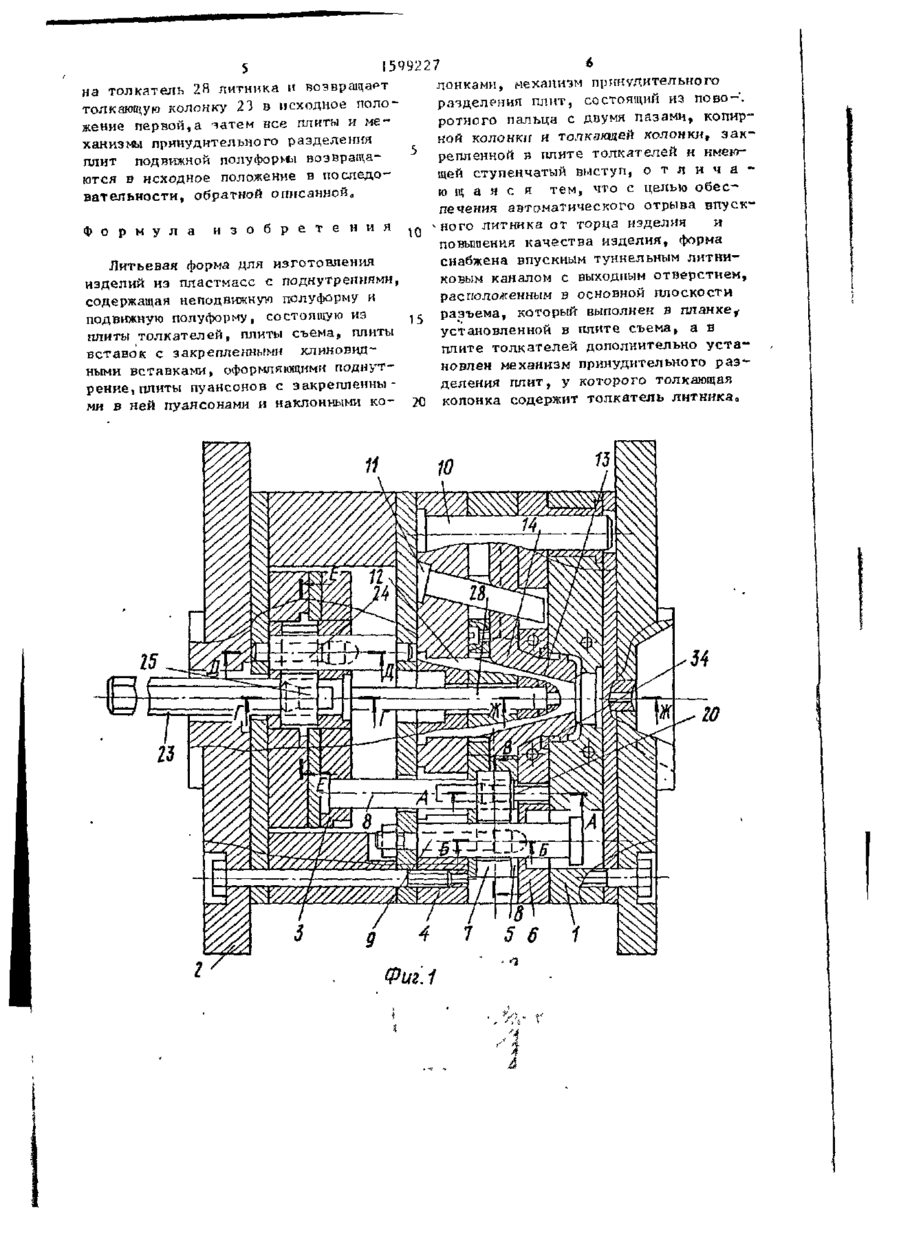
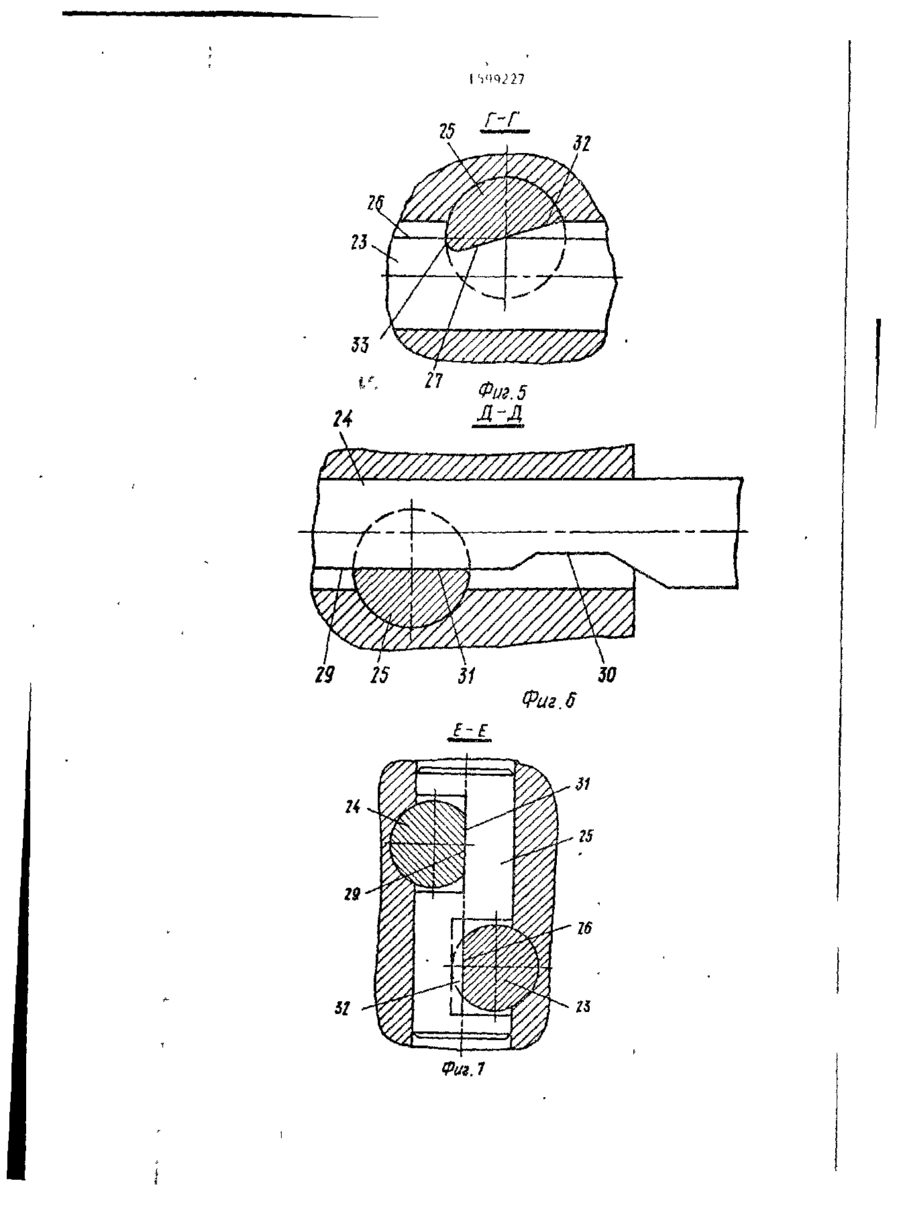
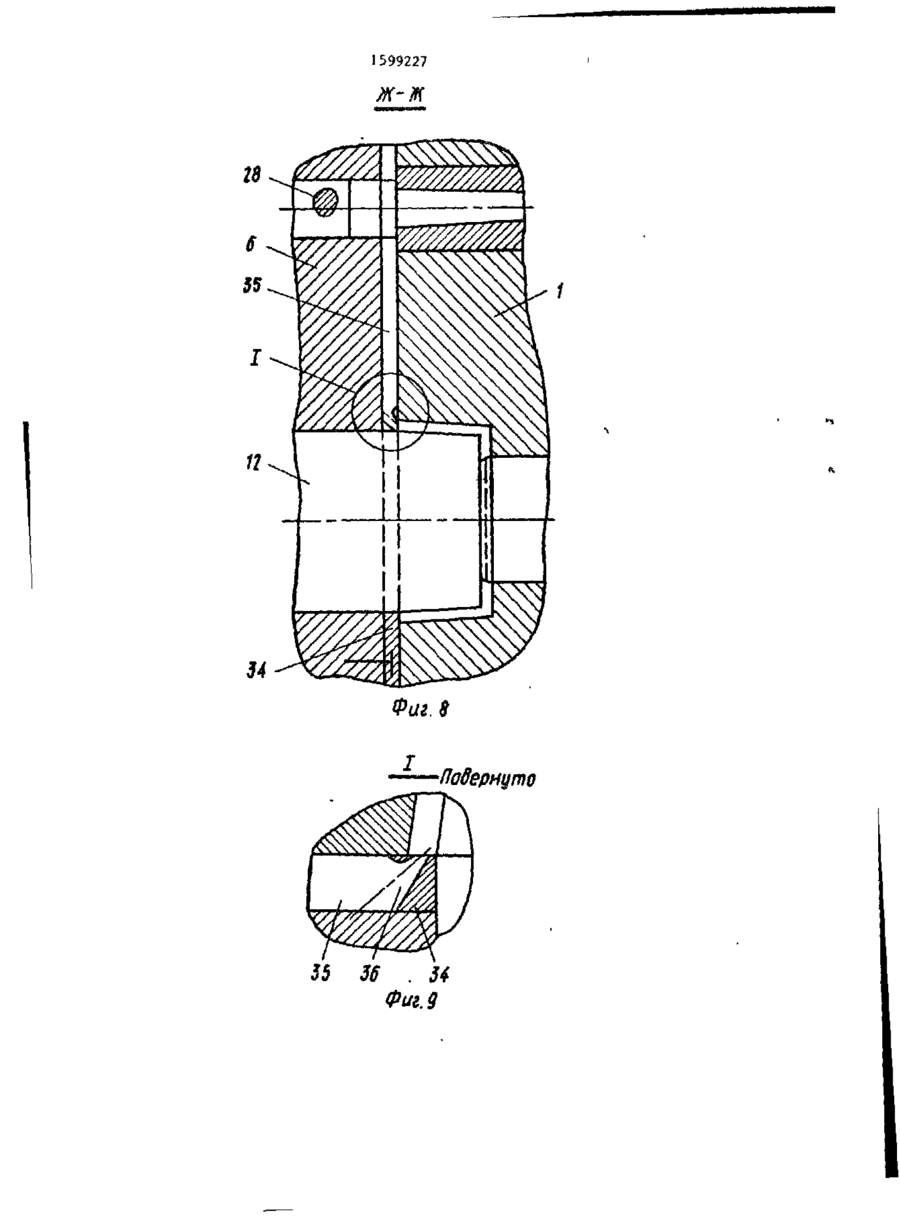
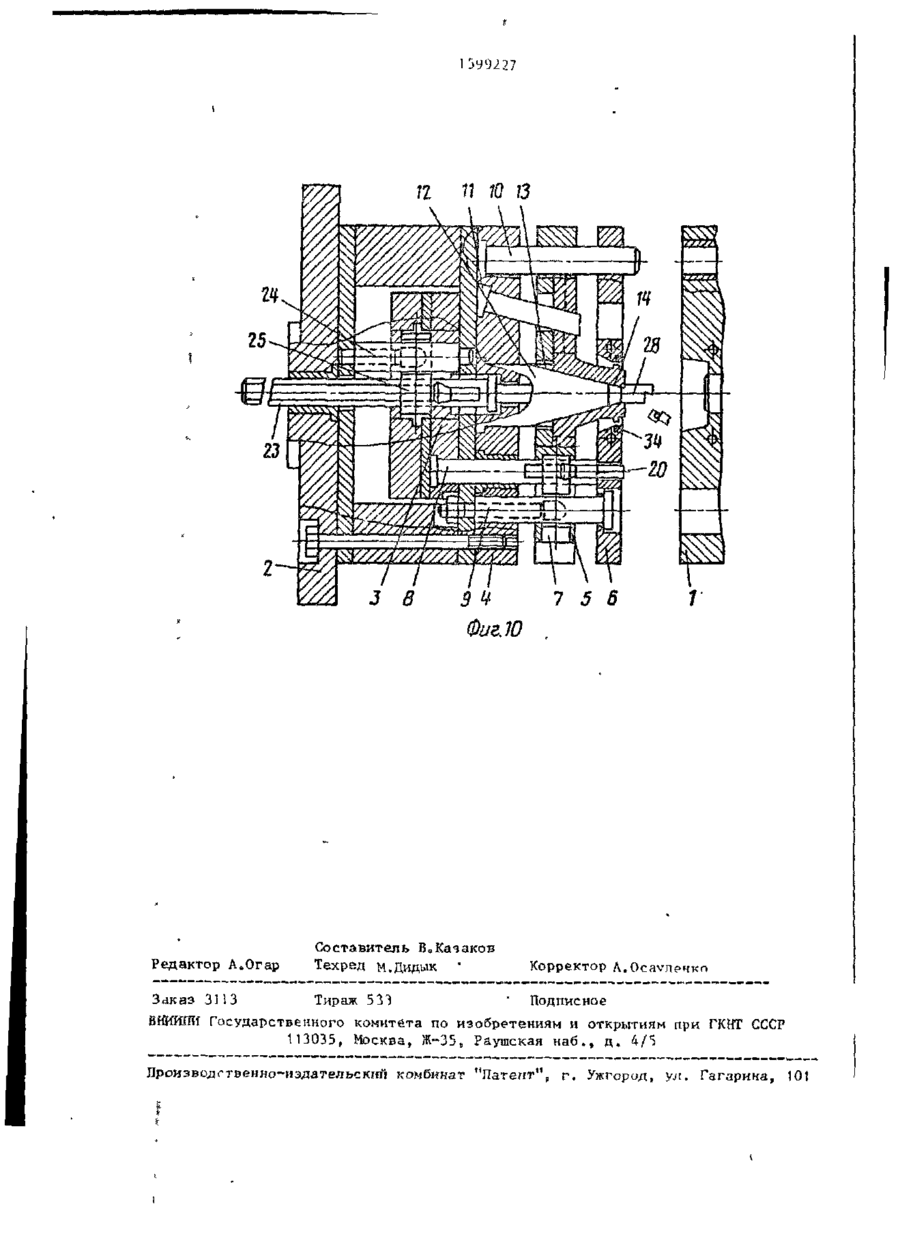
Изобретение относится к переработке пластмасс способом литья под давлением, в частности к литьевым формам для изготовления изделий из Изобретение относится к переработке пластмасс способом лнтья под давлением, в частности к литьевым формам для изготовления изделий из пластмасс с поднутрениями. Цель изобретения - обеспечение автоматического отрыва впускного литника от торца изделия с одновременном повышением качества изделий„ На фиг, 1 показана литьевая форма, в сомкнутом состоянии» разрез; на фиг ь 2 - 4 - разрезы А-А, К-Б, В-В на ф и г 0 1 ; па фиг в 5 - 7 - разрезы Г-Г, Д-Д, Е-Е на ф и г о ) ; на фиг„8 - разрез ЖЖ на фиг„! (взаимное расположение подводящего и впускного туннельного литниковых каналов и формукщих элементов); на фигс 9 - узел I на фиг е 8 (впускной туннельный литниковый каналі; на фиг„10 - литьевая форма s раскрытом состоянии,, Литьевая форма содержит неподвижную полуформу 1 и подвижную полу пластмасс с поднутрениями,. Цель обеспечение автоматического отрыва впускного литника от торца изделия с одновременным повышением качества изделийо Для этого форма снабжена впускным туннельным литниковым каналом с выходным отверстием, расположенным в основной плоскости разъема, который "выполнен в планке„ Планка установлена в плите съемао В плите толкателей дополнительно установлен механизм принудительного разделения плит, у которого толкающая колонка содержит толкатель литникав 10 ил» форму, которая состоит из опорной плиты 2, плиты 3 толкателей, плиты 4 пуансонов, плиты 5 вставок, плиты 6 съема, а также механизм принудительного разделения плит, включающий поворотный палец 7, толкающую колонку 8 и копирную колонку 9, Плиты 2 и 4 закреплены между собой жестко, а плита 5 вставок и плита 6 съема имеют возможность перемещения по направляющим колонкам 10, закрепленным в плите 4 пуансонов, в которой также закреплены наклонные колонки II и пуансоны )2, имеїяцие клиновидные пазы 130 В плнте 5 вставок закреплены поворотный палец 7 и клиновидные вставки Ї4, оформляющие поднутрение я имеющие возможность перемещения ъ вертикальной плоскости. Поворотный палец 7 имеет пазы і 5 и 16, нижние плоскости которых проходят под небольшим углом Друг к другу через ось вращения,, Паз 16 имеет опорную (Л С СО 1599227 пыску 17С В плите 3 толкатели закреплена толкающая колонка 8,имеющая срез 18, клиновидный пач 19 и ступенчатый выступ 20„ Срез 18 и с •"клиновидный паз 19 имеют возможность взаимодействия с пазом 16 и опорной лыской 17 поворотного пальца 10 Б плите 4 пуансонов закреплена копирная колонка 9, имеющая срез 21 и 10 клиновидный паз 22, которые имеют возможность взаимодействия с пазом 15 поворотного пальца 7„ Кроме того, подвижная полуформа содержит дополнительный механизм принудительного 15 разделения плит, состоящий из толкаюшей колонки 23, копнриоп колонки 24 и поворотного пальца 25О Толкающая колонка 23 расположена в плите 3 толкателей и имеет срез 26, клико20 видный пач 27 и толкатель 28 литника* Копарная колонка 24 имеет срез 29 и клиновидный паз 30 и закреплена между плитами 2 и 4О Поворотный палец 25 расположен во вставке в плите 3 тол- 25 кателей, имеет два паза 31 и 32, причем паз 32 содержит опорную лыску 33О Паз 31 имеет возможность взаимодействия со срезом 29 и клиновидным па-эом 30 копирной колонки 24, а лаз 30 32 - со срезом 26 и клиновидным пазом 27 толкающей колонки 23О Б плите 6 съема закреплена планка 34» содержащая подводящие литниковые каналы 35 и впускные туннельные литниковые 35 каналы 36, которые подводят расплав полимера э торцовую часть изделия в Литьевая форма работает следующим образом0 После заполнения формующих полос- 40 тей формы расплавом полимера по подводящим литниковым каналам 35 и впускным туннельным литниковым каналам 36 и технологической выдержки для охлаждения расплава форму раскрывают., 45 Подвижная полуформа отходит от неподвижной полуформы I и, перемещаясь, наталкивается на неподвижный упор литьевой машины толкающей колонкой 23, которая опорным выступом клиновидно- 50 го паза 27 воздействует на опорную , лыску 33 паза 32 поворотного пальца 25, второй паз 31 которого в это время скользит своей нижней апоскостью по срезу 29 копирной колонки 5S 24 и не дает возможность поворотному пальцу 25 провернуться0 За счет этого плита 3 толкателей отходит от опорной плиты 2 и перемещается к плите 4 пуансонов, а толкаіОі.,~я колонка 8 клиновидном пазом 19 воэдей стсует на опорную лыску 17 паза 16 поворотного пальца 7 и перемещает плиту 5 вставок и плиту 6 съема по направляющим колонкам 10 относительно плиты 4 пуднсоново Клиновидные вставки 14 под воздействием наклонных колонок 11 перемещаются внутри клиновидных пазов 13 пуансона 12 и сближаютсяо Поворотный палец 7 не имеет возможности провернуться, так как лазом 15 скользит по срезу 21 копирной колонки 9* При набегании кромки паза 15 на скос клиновидного паза 22 происходит проворот поворотного пальца 7 и опорная лыска 17 паза 16 выходит из зацепления с клиновидным пазом 19 толкающей колонки 8 0 . Плита 5 вставок останавливается, и клиновидные вставки 14, оформляющие поднутрения, прекращают сближение о Толкающая колонка 8, продолжая перемещение, толкает плиту 6 съема ступенчатым выступом 20, и плита съема окончательно снимает отлитое изделие с пуансонов 12О При этом толкающая колонка 8 срезом 18 скользит по нижней плоскости паза 16 поворотного пальца 7С Далее при набегании кромки паза 31 поворотного пальца 25 на скос клиновидного пата 30 происходит лроворот поворотного пальца 25 и опорная лыска 33 паза 32 выходит из зацепления с клиновидным'пазом 27 толкающей колонки 23 а Плита 3 толкателей останавливается, следовательно,останавливается и плита 6 съема, перемещение которой ограничивается буртиком копирной колонки 9О Толкающая колонка 23, продолжая перемещение, скользит срезом 26 по нижней плоскости паза 32 и толкателем 28 литника выталкивает литниковую систему из подводящих литниковых каналов 35 и впускных туннельных литниковых каналов 36, литниковая система и изделие падают раздельно,, Изделие перед выталкиванием литниковой системы проворачивается вокруг оси, проходящей через выходное отверстие опускного туннельного канала, если у него достаточно большой вес, и скручивает впускной литник, что также способствует качественному срезу впускного литника. При с№ікании литьевой формы неподвижі ная полуформа I сначала воздействует 599227 донками, механизм принудительного на толкатель 2Я литника и возвращает разделения плит, состоящий иэ по во-'. толкающую колонку 23 в исходное полоротного пальца с двумя пазами, копиржение первой,а чатем все плиты и меной колонки и толкающей колонки, з а к ханизмы принудительного разделения репленной в плите толкателей и имеюплит подвижной полуфор 1*1 возвращащей ступенчатый выступ, о т л и ч а ются в исходное положение в последою щ а я с я тем, что с целью о б е с вательности, обратной описанной. печения автоматического отрыва впуск* ного литника от торцз изделия и з о б р е т е н и я Ф о р м у л а повышения качества изделия, форма снабжена впускным туннельным литниЛитьевая форма для изготовления ковым каналом с выходным отверстием, изделий из пластмасс с поднутрениями, расположенным в основной плоскости содержащая неподвижную полуформу и разъема, который выполнен в планке,подвижную полуформу, состоящую из установленной в плите съема, а в плиты толкателей, плиты съема» плиты плите толкателей дополнительно у с т а вставок с закрепленными клиновидновлен механизм принудительного р а з ными вставками, оформляющими поднутделения плит, у которого толкающая рение, плиты пуансонов с закрепленными в ней пуансонами и наклонными ко- 20 колонка содержит толкатель лнтника о 599227 Фиг. I 6-6 і V)q_>27 г~г ы Фае. 7 1599227 34 Повернуто 35 36 . 34 Фиг. 9 I ЗУ9227 Редактор АоОгар Составитель В*. Казаков Техред М.Дидык * Корректор Л.Оса\-печкп Заказ ЗПЗ Тираж 533 ' Подписное В И П Государственного комитета по изобретениям и открытиям при ГКНТ СССР НИИ 113035, Москва, Ж-35* Раушская наб., д . Производотвенно-нздательскиті комбинат "Патент", г. Ужгород, ул. Гагарина, 101 . - * _ • •
ДивитисяДодаткова інформація
Назва патенту англійськоюCasting mold for manufacture of articles made of plastics with undercut
Автори англійськоюBakai Serhii Panasovych
Назва патенту російськоюЛитьевая форма для изготовления изделий из пластмасс с поднутрением
Автори російськоюБакай Сергей Афанасьевич
МПК / Мітки
МПК: B29C 45/44
Мітки: піднутренням, форма, литьова, пластмас, виробів, виготовлення
Код посилання
<a href="https://ua.patents.su/8-16911-litova-forma-dlya-vigotovlennya-virobiv-z-plastmas-z-pidnutrennyam.html" target="_blank" rel="follow" title="База патентів України">Литьова форма для виготовлення виробів з пластмас з піднутренням</a>
Литьова форма для виготовлення виробів з пластмас з піднутренням
Номер патенту: 16912
Опубліковано: 29.08.1997
Автор: Бакай Сергій Панасович
МПК: B29C 45/33
Мітки: пластмас, форма, піднутренням, виробів, виготовлення, литьова
Формула / Реферат:
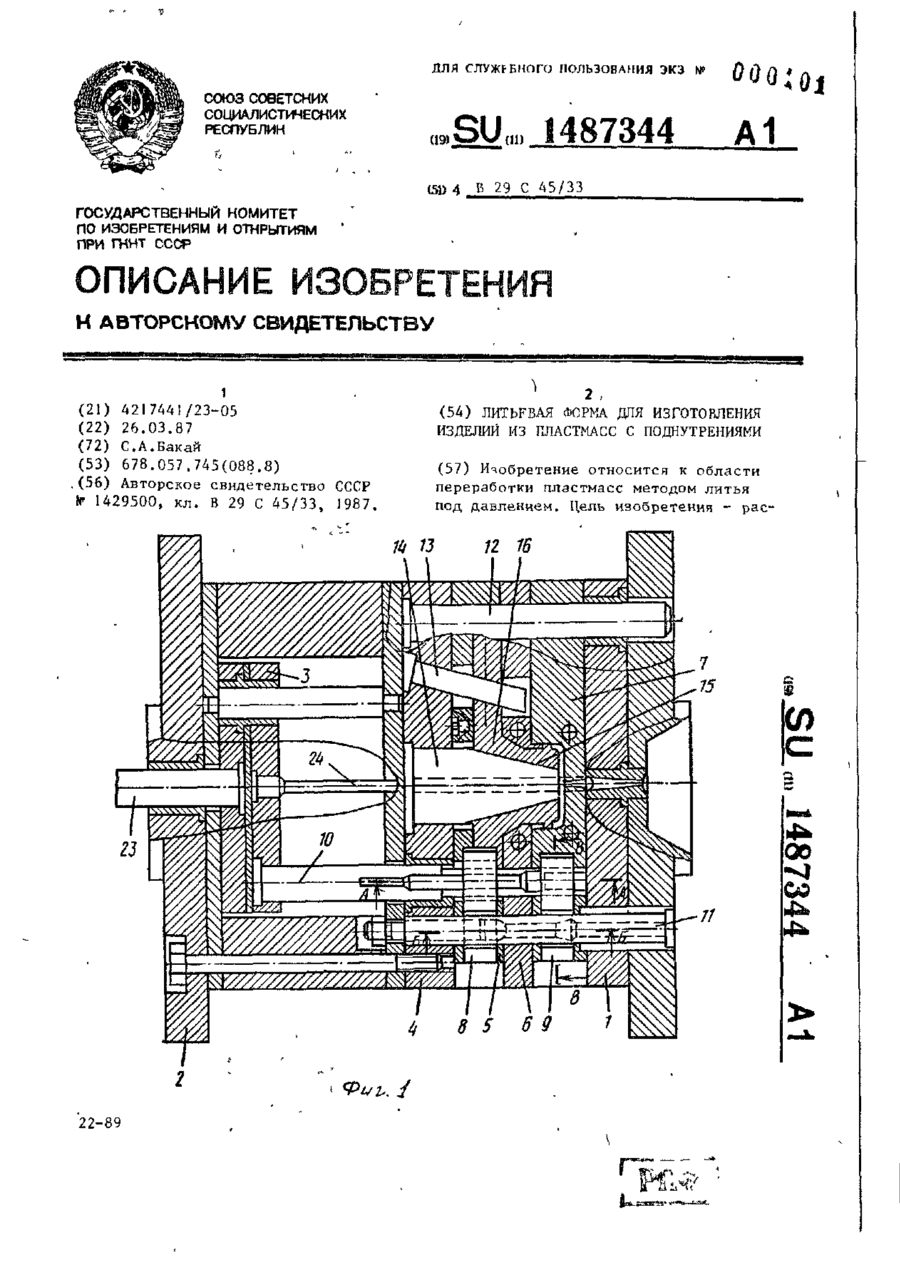
Литьевая форма для изготовления изделий из пластмасс с поднутрениями, содержащая неподвижную полуформу с плитой матриц и подвижную полуформу, состоящую из опорной плиты, плиты толкателей, плиты съема, плиты вставок с закрепленными клиновидными вставками, оформляющими поднутрение, плиты пуансонов с закрепленными в ней пуансонами и наклонными колонками. механизма принудительного разъема, состоящего из поворотного пальца с двумя пазами копирной...
Литьова форма для виготовлення виробів з пластмас з піднутренням
Номер патенту: 16914
Опубліковано: 29.08.1997
Автор: Бакай Сергій Панасович
МПК: B29C 45/44
Мітки: пластмас, литьова, виготовлення, форма, виробів, піднутренням
Формула / Реферат:
Литьевая форма для изготовления изделий из пластмасс с поднутрениями, направление витков ленточного шнека, охватывающих фильтрующую поверхность сердечника, выбрано одинаковым с направлением витков винтовой нарезки червяка, а во фланце выполнены кольцевой коллектор и радиальный канал для удаления загрязнений.2. Экструдер по п.1, отличающийся тем, что сердечник выполнен ступенчатым с участком меньшего диаметра, размещенным со стороны...
Литьова форма для виготовлення полімерних порожнистих виробів з піднутренням
Номер патенту: 16918
Опубліковано: 29.08.1997
Автор: Бакай Сергій Панасович
МПК: B29C 45/36
Мітки: литьова, виготовлення, піднутренням, порожнистих, форма, виробів, полімерних
Формула / Реферат:
Литьевая форма для изготовления полимерных полых изделий с поднутрениями, содержащая основание, неподвижную литниковую плиту, пуансон, плиты съема, матриц и подвижных вставок, направляющие колонки и механизм принудительного разъема плит формы, включающий поворотный палец с двумя пазами, установленный с возможностью взаимодействия с колонками, на которых выполнены срез и клиновидный паз, отличающаяся тем, что, с целью обеспечения возможности...
Литьова форма для виготовлення порожнистих виробів з піднутренням
Номер патенту: 16917
Опубліковано: 29.08.1997
Автор: Бакай Сергій Панасович
МПК: B29C 45/26
Мітки: порожнистих, піднутренням, виготовлення, литьова, виробів, форма
Формула / Реферат:
Литьевая форма для изготовления полых изделий с поднутрением, содержащая неподвижную полуформу с литниковой плитой и плитами со знаками, основание, направляющие колонки, пуансон, наклонные колонки для перемещения знаков, механизм принудительного разъема, включающий установленные в плитах со знаками поворотные пальцы с профилированным участком для взаимодействия со срезом и пазом на колонках, отличающаяся тем, что, с целью снижения...
Литьова форма для виготовлення порожнистих полімерних виробів
Номер патенту: 16919
Опубліковано: 29.08.1997
Автор: Бакай Сергій Панасович
МПК: B29C 45/26
Мітки: виготовлення, полімерних, форма, порожнистих, виробів, литьова
Формула / Реферат:
Литьевая форма для изготовления полых полимерных изделий, содержащая неподвижную полуформу с дисками и шиберами. подвижную полуформу с основанием, выталкивателем литника и плитой съема с подвижными оформляющими элементами, литниковую втулку и запоры для оформляющих элементов, отличающаяся тем, что, с целью обеспечения возможности изготовлений тонкостенных изделий со ступенчатым цилиндрическим участком, литниковая втулка выполнена Т-образной и...
Попередній патент: Спосіб приготування дорожного в’яжучого
Наступний патент: Литьова форма з багатоступінчастим виштовхуванням вироба
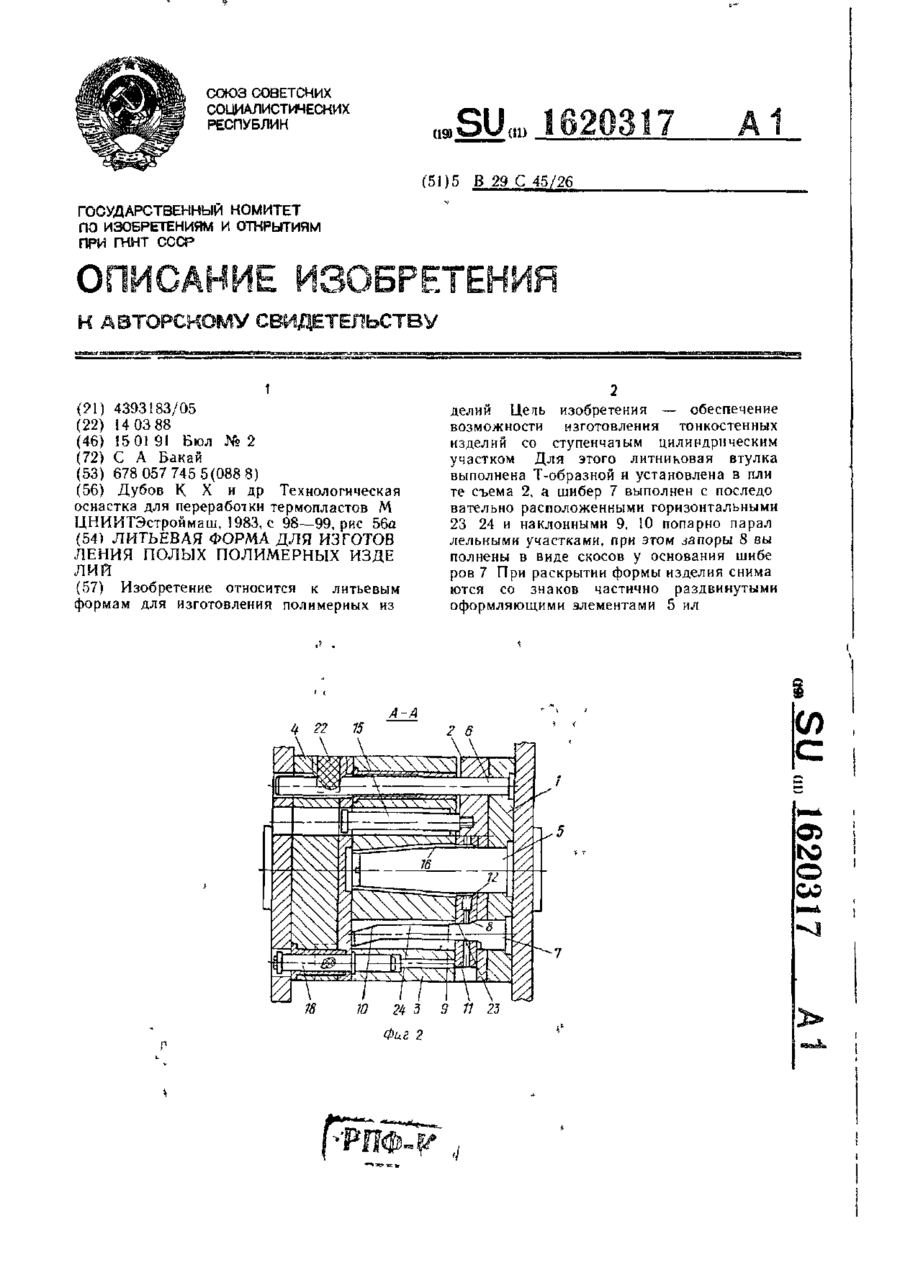
Випадковий патент: Система обробки даних при наданні послуг