Спосіб центрування двох профільних заготовок, зокрема рейок, у машині для контактного стикового зварювання
Номер патенту: 92609
Опубліковано: 25.11.2010
Автори: Микитин Ярослав Іванович, Дедюх Володимир Іванович, Кривонос Вадим Петрович, Кучук-Яценко Сергій Іванович
Формула / Реферат
Спосіб центрування двох профільних заготовок, зокрема рейок, у машині для контактного стикового зварювання, при якому положення затиснутих кінців зварюваних заготовок коректують за допомогою сервомеханізмів по сигналу неузгодженості, за який приймають різницю відстаней від спільної бази до суміщуваних поверхонь зварюваних заготовок у зоні стикування торців, який відрізняється тим, що вимірюють одночасно відстані від спільної бази до правої і лівої бічних граней головок рейок і різницю вимірюваних сигналів використовують для керування сервомеханізмом горизонтального переміщення рейкової заготовки.
Текст
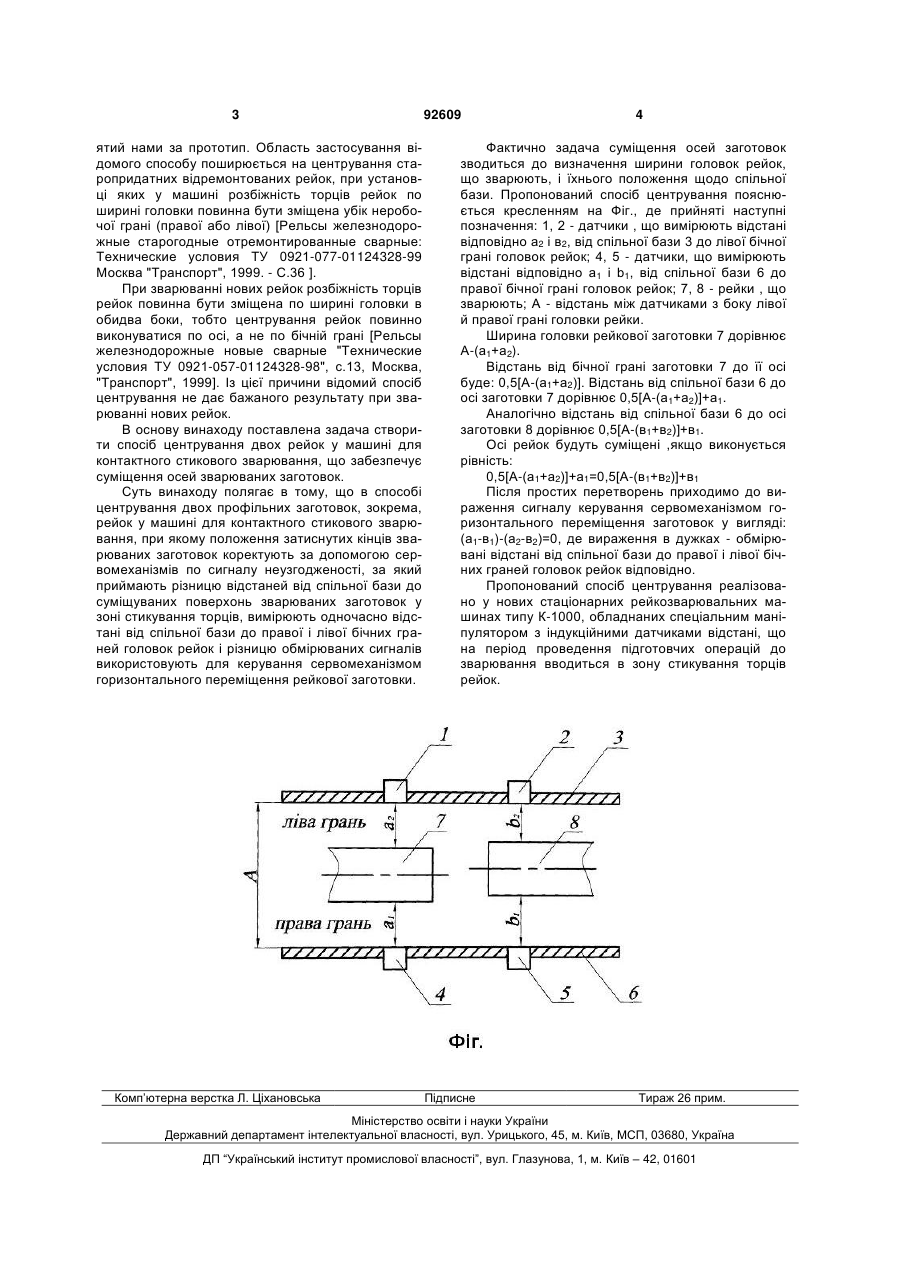
Спосіб центрування двох профільних заготовок, зокрема рейок, у машині для контактного стикового зварювання, при якому положення затиснутих кінців зварюваних заготовок коректують за допомогою сервомеханізмів по сигналу неузгодженості, за який приймають різницю відстаней від спільної бази до суміщуваних поверхонь зварюваних заготовок у зоні стикування торців, який відрізняється тим, що вимірюють одночасно відстані від спільної бази до правої і лівої бічних граней головок рейок і різницю вимірюваних сигналів використовують для керування сервомеханізмом горизонтального переміщення рейкової заготовки. (19) (21) a200713647 (22) 06.12.2007 (24) 25.11.2010 (46) 25.11.2010, Бюл.№ 22, 2010 р. (72) КУЧУК-ЯЦЕНКО СЕРГІЙ ІВАНОВИЧ, КРИВОНОС ВАДИМ ПЕТРОВИЧ, МИКИТИН ЯРОСЛАВ ІВАНОВИЧ, ДЕДЮХ ВОЛОДИМИР ІВАНОВИЧ (73) ІНСТИТУТ ЕЛЕКТРОЗВАРЮВАННЯ ІМ. Є. О. ПАТОНА НАЦІОНАЛЬНОЇ АКАДЕМІЇ НАУК УКРАЇНИ (56) RU 2165347 C2, 20.04.2001 UA 42022, 15.10.2001 SU 828952, 07.05.1981 US 421520, 29.07.1980 3 ятий нами за прототип. Область застосування відомого способу поширюється на центрування старопридатних відремонтованих рейок, при установці яких у машині розбіжність торців рейок по ширині головки повинна бути зміщена убік неробочої грані (правої або лівої) [Рельсы железнодорожные старогодные отремонтированные сварные: Технические условия ТУ 0921-077-01124328-99 Москва "Транспорт", 1999. - С.36 ]. При зварюванні нових рейок розбіжність торців рейок повинна бути зміщена по ширині головки в обидва боки, тобто центрування рейок повинно виконуватися по осі, а не по бічній грані [Рельсы железнодорожные новые сварные "Технические условия ТУ 0921-057-01124328-98", с.13, Москва, "Транспорт", 1999]. Із цієї причини відомий спосіб центрування не дає бажаного результату при зварюванні нових рейок. В основу винаходу поставлена задача створити спосіб центрування двох рейок у машині для контактного стикового зварювання, що забезпечує суміщення осей зварюваних заготовок. Суть винаходу полягає в тому, що в способі центрування двох профільних заготовок, зокрема, рейок у машині для контактного стикового зварювання, при якому положення затиснутих кінців зварюваних заготовок коректують за допомогою сервомеханізмів по сигналу неузгодженості, за який приймають різницю відстаней від спільної бази до суміщуваних поверхонь зварюваних заготовок у зоні стикування торців, вимірюють одночасно відстані від спільної бази до правої і лівої бічних граней головок рейок і різницю обмірюваних сигналів використовують для керування сервомеханізмом горизонтального переміщення рейкової заготовки. Комп’ютерна верстка Л. Ціхановська 92609 4 Фактично задача суміщення осей заготовок зводиться до визначення ширини головок рейок, що зварюють, і їхнього положення щодо спільної бази. Пропонований спосіб центрування пояснюється кресленням на Фіг., де прийняті наступні позначення: 1, 2 - датчики , що вимірюють відстані відповідно а2 і в2, від спільної бази 3 до лівої бічної грані головок рейок; 4, 5 - датчики, що вимірюють відстані відповідно а1 і b1, від спільної бази 6 до правої бічної грані головок рейок; 7, 8 - рейки , що зварюють; А - відстань між датчиками з боку лівої й правої грані головки рейки. Ширина головки рейкової заготовки 7 дорівнює А-(а1+а2). Відстань від бічної грані заготовки 7 до її осі буде: 0,5[А-(а1+а2)]. Відстань від спільної бази 6 до осі заготовки 7 дорівнює 0,5[А-(а1+а2)]+а1. Аналогічно відстань від спільної бази 6 до осі заготовки 8 дорівнює 0,5[А-(в1+в2)]+в1. Осі рейок будуть суміщені ,якщо виконується рівність: 0,5[А-(а1+а2)]+а1=0,5[А-(в1+в2)]+в1 Після простих перетворень приходимо до вираження сигналу керування сервомеханізмом горизонтального переміщення заготовок у вигляді: (а1-в1)-(а2-в2)=0, де вираження в дужках - обмірювані відстані від спільної бази до правої і лівої бічних граней головок рейок відповідно. Пропонований спосіб центрування реалізовано у нових стаціонарних рейкозварювальних машинах типу К-1000, обладнаних спеціальним маніпулятором з індукційними датчиками відстані, що на період проведення підготовчих операцій до зварювання вводиться в зону стикування торців рейок. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of centering two billet sections, in particular rails in machine for butt welding
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Kryvonos Vadym Petrovch, Mykytyn Yaroslav Ivanovych, Dediukh Volodymyr Ivanovych
Назва патенту російськоюСпособ центрирования двух профильных заготовок, в частности, рельсов в машине для контактной стыковой сварки
Автори російськоюКучук-Яценко Сергей Иванович, Кривонос Вадим Петрович, Микитин Ярослав Иванович, Дедюх Владимир Иванович
МПК / Мітки
МПК: B23K 11/04, B23K 37/04
Мітки: зокрема, двох, центрування, контактного, профільних, стикового, зварювання, машини, спосіб, рейок, заготовок
Код посилання
<a href="https://ua.patents.su/2-92609-sposib-centruvannya-dvokh-profilnikh-zagotovok-zokrema-rejjok-u-mashini-dlya-kontaktnogo-stikovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб центрування двох профільних заготовок, зокрема рейок, у машині для контактного стикового зварювання</a>
Пристрій для центрування двох профільних заготовок, зокрема рейок, в машині для контактного стикового зварювання
Номер патенту: 46040
Опубліковано: 15.05.2002
Автори: Кучук-Яценко Сергій Іванович, Богорський Михайло Володимирович, Грабчев Борис Леонідович, Кривонос Вадим Петрович
МПК: B23K 11/04
Мітки: зварювання, рейок, профільних, центрування, стикового, пристрій, машини, заготовок, зокрема, контактного, двох
Формула / Реферат:
Пристрій для центрування двох профільних заготовок, зокрема рейок, в машині для контактного стикового зварювання, який містить в собі механізм коректування положення зварюваних заготовок, два датчики, які вимірюють відстань від спільної бази до суміщуваних поверхонь зварюваних заготовок у зоні стикування торців, а також послідовно з'єднані диференціальний підсилювач та формувач сигналу непогодження, при цьому входи диференціального...
Спосіб центрування двох профільних заготовок, зокрема, двох рейок, в машині для контактного стикового зварювання
Номер патенту: 42022
Опубліковано: 15.10.2001
Автори: Кучук-Яценко Сергій Іванович, Кривонос Вадим Петрович
МПК: B23K 11/04
Мітки: машини, стикового, центрування, заготовок, спосіб, зварювання, рейок, контактного, зокрема, профільних, двох
Формула / Реферат:
1. Способ центровки двух профильных заготовок, в частности, двух рельсов в машине для стыковой контактной сварки, при котором положение зажатых концов свариваемых заготовок корректируют с помощью сервомеханизмов по сигналу рассогласования, характеризующему смещение осей стыкуемых заготовок, отличающийся тем, что в качестве сигнала рассогласования принимают разность расстояний от фиксированной точки начала отсчета до сечений стыкуемых концов...
Машина для контактного стикового зварювання рейок

Номер патенту: 55539
Опубліковано: 15.04.2003
Автори: Кривенко Валерій Гергійович, Андрієнко Федір Олександрович, Кучук-Яценко Сергій Іванович, Лазебний Іван Леонтійович
МПК: B23K 11/04
Мітки: контактного, стикового, рейок, зварювання, машина
Формула / Реферат:
Машина для контактного стикового зварювання рейок, яка містить корпус, виконаний у вигляді пари кліщових затискачів, кожен з яких складається з двох щік, з'єднаних між собою шарнірно загальною віссю і циліндром затискання через траверсу з системою шарнірних важелів, пристрій для зняття грату, встановлений на одному із кліщових затискачів, гідропривід оплавлення та осадження з електромеханічною слідкуючою системою і два зварювальних...
Спосіб зрізування грату у гарячому стані на машині для контактного стикового зварювання
Номер патенту: 2477
Опубліковано: 26.12.1994
Автори: Бондарук Андрій Всеволодович, Кучук-Яценко Сергій Іванович, Череднічок Віталій Тимофійович, Думчев Євген Олександрович, Бєляєв Данило Іванович, Богорський Михайло Володимирович, Дідковський Олександр Володимирович
МПК: B23K 11/04, B23K 11/00
Мітки: машини, гарячому, грату, зварювання, спосіб, стикового, контактного, зрізування, стані
Формула / Реферат:
Способ срезки грата в горячем состоянии на машине для контактной стыковой сварки, при котором непосредственно после окончании сварки между стыком и одним из зажимов сварочной машины вводят режущий инструмент, и срезку грата осуществляют путем относительного перемещения изделия и режущего инструмента, отличающийся тем, что срезку грата осуществляют с двух сторон в два этапа поочередно, причем на втором этапе плоскостью реза пересекают участок...
Машина для контактного стикового зварювання рейок

Номер патенту: 56986
Опубліковано: 16.06.2003
Автори: Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович, Порхун Федір Костянтинович, Головачєв Віктор Миколайович, Богорський Михайло Володимирович, Сахарнов Василій Олексійович
МПК: B23K 11/04
Мітки: стикового, зварювання, контактного, машина, рейок
Формула / Реферат:
Машина для контактной стыковой сварки рельсов, содержащая два клещевых зажимных устройства, выполненных в виде двух двуплечих рычагов, насаженных на общую центральную ось с изоляцией друг от друга, имеющих возможность перемещения по оси относительно друг друга от двух связывающих их гидроцилиндров оплавления-осадки, имеющих биметаллические токоподводящие штоки, при этом каждый из двуплечих рычагов одним концом шарнирно связан со штоком или...
Попередній патент: Циклічні анілінопіридинотриазини
Наступний патент: Будівельний модуль, зокрема нижній поверх або підвал, для господарської споруди або житлового будинку
Випадковий патент: Спосіб отримання фільтруючого матеріалу для видалення органічних речовин з води