Спосіб та пристрій для напівбезперервного відливання порожнистих металевих заготовок
Номер патенту: 103522
Опубліковано: 25.10.2013
Автори: Рот Річард, Блекберн Алан, Пурс Ендрю, Мей Девід
Формула / Реферат
1. Спосіб напівбезперервного відливання порожнистих заготовок, який включає забезпечення ливарної форми, яка має порожнину форми, утворену між
центром ливарної форми, що містить внутрішню трубу та зовнішню трубу, розташовані так, щоб утворювати кільцевий зазор для охолоджуючого середовища та
зовнішньою частиною ливарної форми,
циркуляцію охолоджуючого середовища у зазначеному кільцевому зазорі,
завантаження початкового матеріалу у зазначену порожнину форми,
нагрівання початкового матеріалу для одержання розплавленого матеріалу,
поступове переміщення центра форми вниз відносно зовнішньої частини ливарної форми, та
затвердіння розплавленого матеріалу з утворенням порожнистої відлитої заготовки.
2. Спосіб за п. 1, який відрізняється тим, що центр форми поступово переміщають вниз за допомогою виштовхувача.
3. Спосіб за будь-яким з пп. 1 або 2, який відрізняється тим, що охолоджуюче середовище забезпечують на по суті донній частині ливарної форми, і охолоджуюче середовище протікає вгору по внутрішній трубі та вниз через кільцевий зазор.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що як охолоджуюче середовище використовують воду або евтектичну суміш калію та натрію.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що центр форми закріплюють на місці за допомогою виштовхувача.
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що початковий матеріал нагрівають однією або декількома електронними гарматами, електрошлаковою переплавкою, плазмово-дуговим способом або одним або декількома плазмовими пальниками.
7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що зовнішню трубу після відливання залишають з відлитою заготовкою до подальшої обробки.
8. Спосіб за будь-яким з пп. 1-7, який відрізняється тим, що початковий матеріал вибирають з групи, яка складається з титану, цирконію, ніобію, танталу, гафнію, нікелю та їх сплавів.
9. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що зовнішня труба виконана з матеріалу, який вибирають з групи, яка складається зі сталі, міді та кераміки.
10. Спосіб за будь-яким з пп. 1-9, який відрізняється тим, що початковий матеріал вводять в порожнину форми через по суті верхню частину форми.
11. Спосіб за будь-яким з пп. 1-10, який відрізняється тим, що додатково забезпечують приймач, що утримує центр ливарної форми для запобігання поперечному зсуву центра ливарної форми під час відливання.
12. Пристрій для напівбезперервного відливання порожнистих заготовок, який містить:
центр ливарної форми, що містить внутрішню трубу та зовнішню трубу, розташовані так, щоб утворювати кільцевий зазор для охолоджуючого середовища,
зовнішню частину ливарної форми, яка виконана так, щоб забезпечувати порожнину форми між центром форми і зазначеною зовнішньою частиною ливарної форми,
нагрівальний пристрій, виконаний так, щоб нагрівати область верхньої поверхні зазначеної порожнини форми, та
виштовхувач для переміщення центра форми вниз відносно зовнішньої частини ливарної форми.
13. Пристрій за п. 12, який відрізняється тим, що зовнішня труба є витратним матеріалом і залишається з відлитою заготовкою до подальшої обробки.
14. Пристрій за будь-яким з пп. 12 або 13, який відрізняється тим, що виштовхувач містить отвір, виконаний з можливістю вміщення центра форми.
15. Пристрій за будь-яким з пп. 12-14, який відрізняється тим, що виштовхувач виконаний з можливістю закріплення центра форми на місці.
16. Пристрій за будь-яким з пп. 12-15, який відрізняється тим, що нагрівальний пристрій містить одну або декілька електронних гармат, пристрій електрошлакової переплавки, плазмово-дуговий пристрій або один або декілька плазмових пальників.
17. Пристрій за будь-яким з пп. 12-16, який відрізняється тим, що додатково містить приймач, розташований над центром форми і виконаний з можливістю запобігання поперечному зсуву центра ливарної форми під час відливання.
Текст
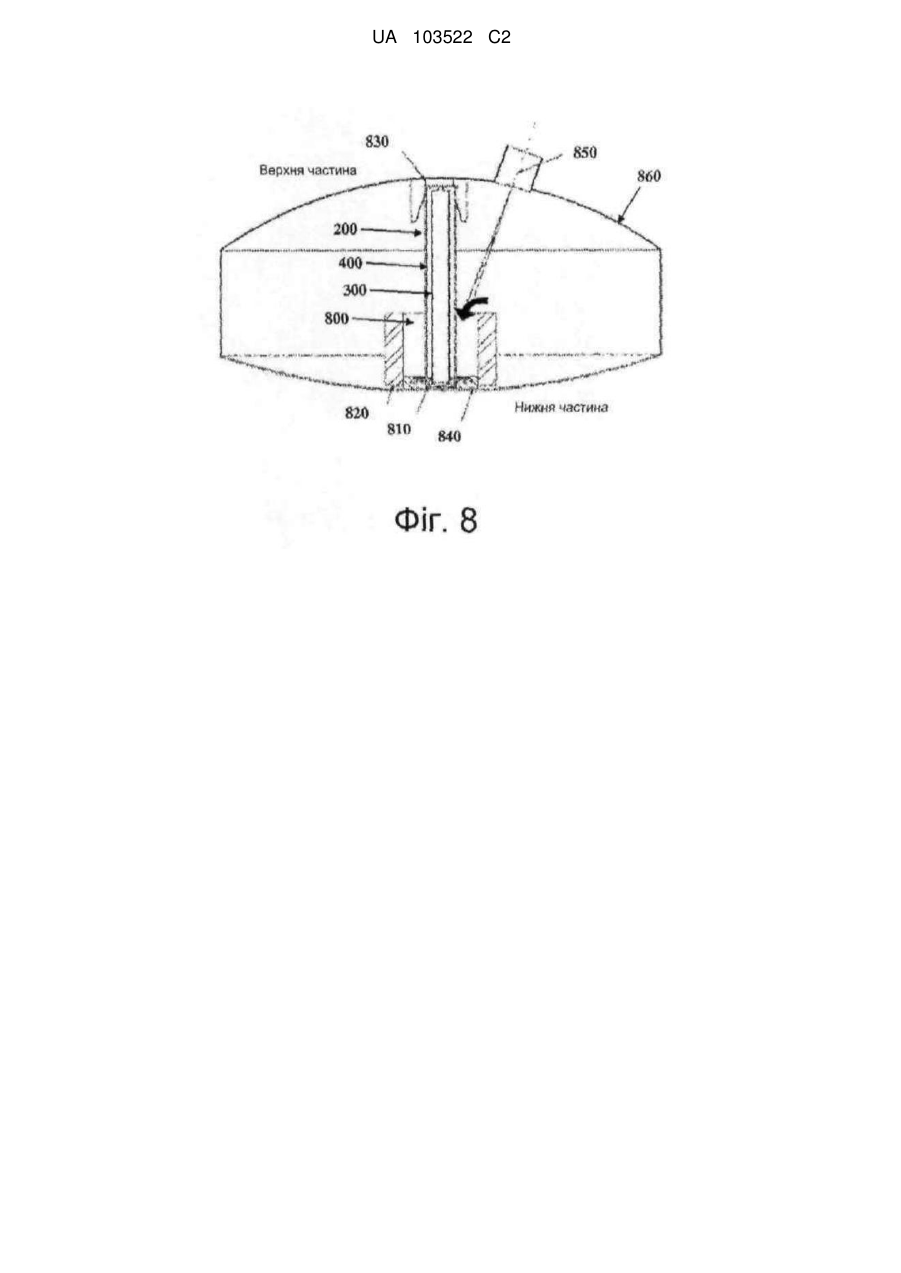
Реферат: Описані способи та пов'язаний з ними пристрій для напівбезперервного відливання порожнистих заготовок. У одному втіленні забезпечується спосіб напівбезперервного відливання металевих порожнистих заготовок. Спосіб включає забезпечення ливарної форми, що містить центр ливарної форми, який має внутрішню трубу та зовнішню трубу, розташовані так, щоб утворювати кільцевий зазор для охолоджуючого середовища та зовнішню частину ливарної форми; циркуляцію охолоджуючого середовища в кільцевому зазорі; завантаження початкового матеріалу у форму; нагрівання початкового матеріалу для одержання розплавленого матеріалу; поступове переміщення центра ливарної форми вниз по відношенню до зовнішньої частини ливарної форми; і твердіння початкового матеріалу з утворенням металевої порожнистої заготовки. Також описані втілення, що стосуються пристрою для напівбезперервного відливання порожнистих заготовок. UA 103522 C2 (12) UA 103522 C2 UA 103522 C2 5 10 15 20 25 30 35 40 45 50 55 60 Для даної заявки проситься пріоритет за попередньою заявкою США № 61/164,008, поданою 27 березня 2009 р., розкриття якої у всій його повноті є включеним в даний опис за допомогою посилання. ГАЛУЗЬ ТЕХНІКИ, ДО ЯКОЇ НАЛЕЖИТЬ ВИНАХІД Справжній винахід в цілому належить до відливання порожнистих заготовок, наприклад, вживаних у виробництві оболонок з великими діаметрами або труб. Конкретніше, розкриваний винахід належить способу та пристрою для напівбезперервного відливання металевих порожнистих заготовок та до отримуваних за їх допомогою виробів. Рівень техніки Традиційне виробництво оболонок, або труб, або кілець грохотів великого діаметру спочатку вимагало виробництва злитка з великим діаметром, з подальшим куванням для отримання заготовки меншого діаметру. Потім в заготовці проробляється отвір для створення трубчастої заздалегідь відформованої заготовки і трубчаста заздалегідь відформована заготовка після цього піддається екструзії для утворення кожуха або труби, або згортається для утворення кільця. Проте, якби виявилося можливим пряме відливання заздалегідь відформованої заготовки, то це дозволило б уникнути значних витрат часу та скоротити витрати на подальшу обробку. Було зроблено декілька спроб відливання високоякісних порожнистих заготовок великого діаметру. Один підхід включає введення у ванну розплаву водоохолоджуваного стаціонарного сердечника. Як тільки на поверхні сердечника затверділа достатня кількість розплавленого металу, сердечник з ванни витягують. Після того, як затверділий злиток відділявся від сердечника, сам сердечник міг повторно вводитися у ванну розплаву і спосіб повторювався. Інша спроба включає заливку розплавленого металу в ливарну форму, що містить стаціонарну серцевину, заключену в огнеупор для утворення кільцевого зазору, в який може заливатися розплавлений метал і залишатися для твердіння, як описано, наприклад, в патенті США № 4 278 124, виданому Aso та ін. (надалі “Aso”). У деяких втіленнях внутрішня частина серцевини в Aso охолоджується наддувом, тим самим забезпечуючи регулювання швидкості охолоджування на внутрішній стінці відливаної порожнистої заготовки. Ще одна спроба включає додавання в ливарну ємність певної кількості розплавленого металу. Ємкість потім приводять в обертання, і відцентрові сили направляють метал до зовнішніх стінок ємкості. Коли метал твердне, на стінках ємкості утворюється необхідний шар металу, що призводить тим самим до отримання порожнистої заготовки. У ще одній спробі розплавлений метал вводять в кільцевий зазор, утворений нерухомою зовнішньою ливарною формою та нерухомим сердечником, для полегшення безперервного розливання горизонтальним способом, як це описано детальніше в патенті США № 4 456 054, виданому Henders. Проте всім вищезазначеним спробам притамана безлічь недоліків, включаючи, але, не обмежуючись отриманням погано центрованих внутрішніх отворів, частими проривами металу по внутрішній поверхні ливарної форми, нестабільними розмірами, тривалим часом охолоджування та повільною швидкістю відливання. Відповідно, в даній області є потреба в рентабельнішій технології отримання порожнистих заготовок, яка була б досить добре керованою та відтворною для використання як промисловий спосіб виробництва. РОЗКРИТТЯ ВИНАХОДУ З урахуванням описаних вище проблем, потреб та завдань справжній винахід забезпечує технології напівбезперервного відливання порожнистих заготовок. У одному втіленні забезпечується спосіб напівбезперервного відливання металевих порожнистих заготовок. Спосіб включає забезпечення ливарної форми, яка містить центр ливарної форми, що має внутрішню трубу та зовнішню трубу, розташовані так, щоб утворювати кільцевий зазор для охолоджуючого середовища та зовнішню частину ливарної форми; циркуляцію охолоджуючого середовища в кільцевому зазорі; завантаження початкового матеріалу в порожнину форми, утворену між центром ливарної форми і зовнішньою частиною ливарної форми; розплавлення початкового матеріалу; поступове переміщення центру ливарної форми вниз по відношенню до зовнішньої частини ливарної форми; та твердіння початкового матеріалу з утворенням металевої порожнистої заготовки. У деяких втіленнях центр ливарної форми поступово переміщається вниз з використанням виштовхувача. Крім того, охолоджуюче середовище може забезпечуватися на по суті донній частині ливарної форми, і охолоджуюче середовище може протікати вгору по внутрішній трубі та вниз через кільцевий зазор. Охолоджуюче середовище може бути водою, проте тільки нею не обмежується. Центр ливарної форми може бути закріплений на місці за допомогою 1 UA 103522 C2 5 10 15 20 25 30 35 40 45 50 55 60 виштовхувача. У деяких втіленнях початковий матеріал розплавляється за допомогою однієї або декількох електронних гармат. У альтернативних варіантах втілення початковий матеріал може плавитися з використанням електрошлакової переплавки, плазмено-дугової плавки або з використанням плазмового пальника. Початковий матеріал переважно є металевим матеріалом, який включає, але не обмежується, титаном, цирконієм, ніобієм, танталом, гафнієм, нікелем та їх сплавами. Початковий матеріал може завантажуватися по суті через верхню частину ливарної форми. У альтернативних варіантах втілень зовнішня труба може бути сконструйована із сталі, міді або керамічного матеріалу. Зовнішня труба може після відливання залишатися із заготовкою до подальшої обробки. Спосіб може, крім того, включати забезпечення приймача, який утримує центр ливарної форми для запобігання поперечному зсуву центру ливарної форми під час відливання. У іншому втіленні забезпечується пристрій для напівбезперервного відливання порожнистих заготовок. Пристрій включає центр ливарної форми, що має внутрішню трубу та зовнішню трубу, розташовані так, щоб утворювати кільцевий зазор для охолоджуючого середовища зовнішню частину ливарної форми та виштовхувач для здійснення руху центру ливарної форми вниз. У деяких втіленнях зовнішня труба є витратним матеріалом і може залишатися з відлитою порожнистою заготовкою до подальшої обробки. У виштовхувачі може бути отвір, влаштований так, щоб вміщати центр ливарної форми. Виштовхувач може закріплювати центр ливарної форми на місці. Пристрій може, крім того, включати одну або декілька електронних гармат, пристрій електрошлакової переплавки, плазмено-дуговий пристрій або одну або декілька плазмових пальників. Пристрій може, крім того, включати приймач, розташований над центром ливарної форми, виконаний з можливістю запобігання поперечним зсувам центру ливарної форми під час відливання. У ще одному втіленні справжній винахід забезпечує виріб у вигляді металевої порожнистої заготовки. Виріб у вигляді металевої порожнистої заготовки містить металеву порожнисту заготовку та трубу, тісно пов'язану з металевою порожнистою заготовкою по внутрішній поверхні металевої порожнистої заготовки. Металева порожниста заготовка може бути металевим матеріалом, таким як титан, цирконій, ніобій, тантал, гафній, нікель та їх сплави. Труба може бути сталевою, мідною або керамічною, проте тільки ними не обмежується. Супутні креслення, включені як складова частина даного опису, представляють приклади здійснення розкриваного винаходу і служать для пояснення принципів розкриваного винаходу. КОРОТКИЙ ОПИС КРЕСЛЕНЬ Фіг. 1 є блок-схемою, що представляє спосіб напівбезперервного відливання порожнистих заготовок відповідно до одного втілення справжнього винаходу. Фіг. 2A є виглядом збоку зовнішньої труби центру ливарної форми відповідно до одного втілення справжнього винаходу. Фіг. 2B є виглядом в розрізі, отриманим по показаному на Фіг. 2A перетину D-D зовнішньої труби відповідно до одного втілення справжнього винаходу. Фіг. 2C є виглядом в розрізі, отриманим по показаному на Фіг. 2A перетину C-C зовнішньої труби відповідно до одного втілення справжнього винаходу. Фіг. 3A є виглядом збоку внутрішньої труби центру ливарної форми відповідно до одного втілення справжнього винаходу. Фіг. 3B є збільшеним зображенням показаного на Фіг. 3A перетини E внутрішньої труби відповідно до одного втілення справжнього винаходу. Фіг. 4A є виглядом збоку внутрішньої труби, введеної в зовнішню трубу центру ливарної форми відповідно до одного втілення справжнього винаходу. Фіг. 4B є виглядом в розрізі, отриманим по показаному на Фіг. 4A перетину A-A внутрішньої труби, введеної в зовнішню трубу відповідно до одного втілення справжнього винаходу. Фіг. 5A є виглядом збоку внутрішньої труби, закріпленої в зовнішній трубі центру ливарної форми відповідно до одного втілення справжнього винаходу. Фіг. 5B є виглядом в розрізі, отриманим по показаному на Фіг. 5A перетину B-B і що демонструє внутрішню трубу, закріплену в зовнішній трубі відповідно до одного втілення справжнього винаходу. Фіг. 6A є виглядом зверху пластини відповідно до одного втілення справжнього винаходу. Фіг. 6B є виглядом в перспективі показаній на Фіг. 6A пластини відповідно до одного втілення справжнього винаходу. Фіг. 6C є виглядом збоку показаній на Фіг. 6A пластини відповідно до одного втілення справжнього винаходу. 2 UA 103522 C2 5 10 15 20 25 30 35 40 45 50 55 60 Фіг. 6D є виглядом в розрізі, отриманим по показаному на Фіг. 6C перетину F-F пластини відповідно до одного втілення справжнього винаходу. Фіг. 7A є виглядом зверху виштовхувача відповідно до одного втілення справжнього винаходу. Фіг. 7B є виглядом в перспективі показаного на Фіг. 7A виштовхувача відповідно до одного втілення справжнього винаходу. Фіг. 8 є виглядом збоку перетину печі відповідно до одного втілення справжнього винаходу. Фіг. 9A є графіком, що показує залежність величини поправочного коефіцієнта довжини kb від площі поперечного перетину Ax-sect порожнистої заготовки при швидкості відливання Rcast 2 000 фунтів/годину для довжин відлитої заготовки Lingot в 15, 10 та 5 футів. Фіг. 9B є графіком, що показує залежність величини поправочного коефіцієнта довжини kb від площі поперечного перетину Ax-sect порожнистої заготовки при швидкості відливання Rcast 1 500 фунтів/годину для довжин відлитої заготовки Lingot в 15, 10 та 5 футів. Фіг. 9C є графіком, що показує залежність величини поправочного коефіцієнта довжини kb від площі поперечного перетину Ax-sect порожнистої заготовки при швидкості відливання Rcast 1 000 фунтів/годину для довжин відлитої заготовки Lingot в 15, 10 та 5 футів. Всюди на всіх кресленнях для позначення одних і тих же ознак, деталей, компонентів або ділянок пояснюваних втілень, якщо не обмовляється іншого, використовуються однакові номери позицій та однакові літери. Більш того, при тому, що розкриваний винахід далі детально описується із зверненням до певних фігур, даним чином це робиться тільки у зв'язку з ілюстративними втіленнями. ЗДІЙСНЕННЯ ВИНАХОДУ Справжній винахід забезпечує пристрій та способи напівбезперервного відливання порожнистих заготовок, які збільшують швидкість відливання і зменшують вартість та витрати часу на подальшу обробку. Пристрій, що розкритий, та спосіб забезпечують таку відтворюваність результатів, при якій отримувані відповідно до розкриваного винаходу порожнисті заготовки досягають стабільних габаритних розмірів і необхідної якості поверхневості. Фіг. 1 представляє ілюстративний спосіб напів-безперервного відливання порожнистої заготовки відповідно до розкриваного винаходу. Як показано на Фіг. 1, спосіб починається із забезпечення ливарної форми на стадії 110. Ливарна Форма має центр ливарної форми та зовнішню частину ливарної форми з утвореною між ними порожниною форми. Центр ливарної форми складається з внутрішньої труби та зовнішньої труби, розташованих так, щоб утворювати кільцевий зазор для охолоджуючого середовища. Для ілюстративних цілей на Фіг. 2A-2C показаний приклад здійснення зовнішньої труби 200 центру ливарної форми. Як показано на Фіг. 2A, зовнішня труба 200 включає корпус 210 зовнішньої труби, який може мати будь-який розмір, відповідний для забезпечення необхідного внутрішнього діаметру отримуваної порожнистої заготовки. Наприклад, діаметр труби може складати приблизно від 2 до 14 дюймів. Зовнішня труба 200 може бути виготовлена з будь-якого відповідного матеріалу, який здатний витримувати дію агресивних середовищ і високих температур, пов'язану з розплавленим матеріалом, допускаючи адекватне охолоджування. Крім того, і що ще важливіше, зовнішня труба 200 повинна бути здатна витримувати тиск розплавленого металевого матеріалу, що стискується, при тому, що величини радіального тиску в центрі ливарної форми можуть складати від близько 1 до 2 ksi (тисяч фунтів на кв. дюйм). Тому матеріал, що використовується для центру ливарної форми, переважно має мінімальну межу міцності на розрив в 30 ksi, мінімальна межа міцності при розтягуванні в 48 ksi та мінімальній питомій теплопровідності в 25 британських теплових одиниць (БТЕ) /год.фут.°F. Матеріал повинен бути також відносно легким в машинній обробці. Переважно зовнішня труба виготовляється із сталі, міді, інших металів, кераміки або будь-яких інших відповідних матеріалів. Крім того, може використовуватися металевий матеріал з керамічним покриттям. Приклади покриттів включають діоксид цирконію, діоксид кремнію, оксид ітрію та інші відповідні керамічні матеріали. В одному переважному втіленні зовнішня труба є витратним матеріалом і може залишатися з отримуваною порожнистою заготовкою для подальшої обробки. Відповідно, зовнішня труба повинна бути зроблена з недорогого і легко доступного матеріалу, який, проте, здатний витримувати тиск розплавленого матеріалу, що стискується. Прикладом відповідного матеріалу є надміцна труба, така як сталева труба типоразмера Sch. 80. Як показано на Фіг. 2A, пластина 220 може бути приварена до донної ділянки корпусу 210 зовнішньої труби. Як показано на Фіг. 2A, продовженням вниз від пластини 220 може бути квадратна труба 230. Фіг. 2B є виглядом в розрізі, отриманим по лінії D-D на Фіг. 2A, тоді як 3 UA 103522 C2 5 10 15 20 25 30 35 40 45 50 55 60 Фіг. 2C є виглядом в розрізі, отриманим по лінії C-C на Фіг. 2A. Як видно з Фіг. 2C, пластина 220 включає круглий отвір 240, призначене для вміщення внутрішньої труби 300. Для ілюстративних цілей і не як обмеження на Фіг. 3A і 3B представлений приклад здійснення внутрішньої труби 300. Показаний на Фіг. 3A корпус 310 внутрішньої труби повинен мати такі розміри, щоб утворювати відповідний кільцевий зазор між внутрішньою трубою 300 і зовнішньою трубою 200 (з Фіг. 2), призначений для циркуляції охолоджуючого середовища. Наприклад, якщо діаметр зовнішньої труби 200 складає близько 10 дюймів, то внутрішня труба 300 переважно має діаметр близько 6 дюймів. Внутрішня труба 300 може бути виготовлена з будь-якого відповідного матеріалу. Наприклад, внутрішня труба 300 може бути виготовлена із сталі, міді, інших металів, кераміки або інших відповідних матеріалів. У прикладі здійснення, в якому зовнішня труба 200 (з Фіг. 2) є витратним матеріалом, внутрішня труба 300 після виготовлення порожнистої заготовки може переважно витягуватися із зовнішньої труби 200 і таким чином може використовуватися повторно. Відповідно, на внутрішню трубу 300 не розповсюджується обмеження, зв'язане із застосуванням тільки недорогого та легко доступного матеріалу. В одному переважному втіленні внутрішня труба 300 є сталевою трубою типоразмера Sch. 40. Як далі показано на Фіг. 3A, в даному прикладі здійснення до верхньої частини корпусу 310 внутрішньої труби приєднано фіксуюче пристосування 320, таке як 1/2-дюймовое фіксуюче пристосування. До фіксуючого пристосування 320 приєднується циркуляційний пристрій 330, призначене для забезпечення циркуляції охолоджуючого середовища. Збільшене зображення циркуляційного пристрою 330 представлено на Фіг. 3B. Циркуляційний пристрій 330 може бути будь-яким відповідним пристроєм, таким як, наприклад, отвори або канали. Проте циркуляційний пристрій 330 повинен бути вибраний таким, щоб забезпечувати площу поперечного перетину, достатню для забезпечення достатньої швидкості потоку охолоджуючого середовища, що вільно проходить через циркуляційний пристрій 330. У практичному застосуванні внутрішня труба 300 (з Фіг. 3A) вставляється в зовнішню трубу 200 (з Фіг. 2A), як показується на Фіг. 4A і 4B. Коли корпус 310 внутрішньої труби виявляється, як показано на Фіг. 5A і 5B, повністю вставленим в корпус 210 зовнішньої труби, пластина 600, як показано на Фіг. 5B, вставляється в нижню частину, щоб закріпити внутрішню трубу 300 (з Фіг. 3A) відносно зовнішньої труби 200 (з Фіг. 2A) і створити повітронепроникне ущільнення. Схема розташування корпусу 310 внутрішньої труби та корпусу 210 зовнішньої труби створює кільцевий зазор 400. У одному переважному втіленні для закріплення пластини 600 використовуються внутрішні зварні шви, щоб уникнути зачіпань при розміщенні центру ливарної форми у виштовхувачі, який детальніше буде описаний далі. Для ілюстративних цілей і не як обмеження приклад здійснення пластини 600 представлений на Фіг. 6A-D. Верхня частина пластини 600 може включати підтримуюче кільце 610, яке виконане з можливістю вмісту нижньої частини корпусу 310 внутрішньої труби (з Фіг. 3A) і утворення повітронепроникного ущільнення. У пластині 600 можуть бути виконані отвори 620, призначені для забезпечення потоку охолоджуючого середовища до та з внутрішньої труби 300 (з Фіг. 3A) та кільцевого зазору 400 між внутрішньою 300 і зовнішньою 200 трубами, як показано на Фіг. 5B. При тому, що показана як приклад пластина 600 є квадратною, можуть використовуватися і пластини іншої форми. Повертаючись до Фіг. 1, спосіб далі продовжується на стадії 120, що включає циркуляцію охолоджуючого середовища в кільцевому зазорі. Впускання та випуск охолоджуючого середовища можуть бути забезпечені на по суті донній частині ливарної форми. У одному переважному втіленні до пластини 600 через показані на Фіг. 6A отвори 620 під'єднуються лінії проходження охолоджуючого середовища. У одному переважному втіленні охолоджуюче середовище піднімається вгору по корпусу 310 внутрішньої труби, виходить через циркуляційний пристрій 330 і потім опускається вниз через кільцевий зазор 400, як показано, наприклад, на Фіг. 5B. Така компоновка робить можливою наявність у верхній частині ливарної форми холоднішої води і, внаслідок цього, найбільшого охолоджування там, де утворюється меніск ванни рідкого розплаву. Така компоновка також приносить додаткову користь в забезпеченні додаткового охолоджування зовнішньої труби 200 (з Фіг. 2A), схильної до опромінювання з поверхні ванни рідкого розплаву і випадкових дій електронних променів або інших нагрівальних пристроїв, з якими може контактувати труба. Як варіант, охолоджуюче середовище може підніматися вгору по кільцевому зазору 400, протікати через циркуляційний пристрій 330 і потім опускатися вниз через корпус 310 внутрішньої труби (у напрямі, протилежному показаному на Фіг. 5B). Такий пристрій допомагає не допускати накопичення пари у верхній частині центру ливарної форми. Слід вибрати охолоджуюче середовище забезпечує відповідне охолоджування зовнішньої 4 UA 103522 C2 5 10 15 20 25 30 35 40 45 50 55 60 труби 200 (з Фіг. 2A), яка у свою чергу охолоджує розплавлений матеріал. Приклади охолоджуючого середовища включає воду, евтектичну суміш калія і натрію і інші відповідні середовища. Охолоджуючим середовищем переважно є водою. Охолоджуюче середовище повинне подаватися при температурі достатньо низькій для того, щоб досягти необхідного охолоджування розплавленого матеріалу та забезпечити розсіяння будь-якого тепла, пов'язаного з випадковим контактом електронного променя із зовнішньою трубою. Наприклад, адекватне охолоджування забезпечує подача води з температурою біля 60°F. Швидкість потоку середовища повинна бути підібрана такою, щоб забезпечувати відповідне охолоджування, і залежатиме від використовуваного охолоджуючого середовища. Наприклад, якщо охолоджуюче середовище є водою, переважна швидкість потоку складає приблизно від 45 до 100 галонів на хвилину. Повертаючись до Фіг. 1, спосіб далі продовжується на стадії 130, на якій початковий матеріал вводиться в ливарну форму. В одному переважному втіленні початковий матеріал по суті подається через верхню частину ливарної форми. Приготування суміші для завантаження виконується так, щоб задовольняти необхідним властивостям і складу отримуваної порожнистої заготовки. В одному переважному втіленні початковим матеріалом є метал або металевий сплав. Початковий матеріал може бути, наприклад, титаном, цирконієм, ніобієм, танталом, гафнієм, нікелем, іншими реакційноздатними металами та їх сплавами. В одному прикладі здійснення швидкість потоку початкового матеріалу складає між близько 100 та 3000 фунтів на годину і залежить від щільності використовуваного початкового матеріалу та необхідного діаметру відливаної порожнистої заготовки. Повертаючись до Фіг. 1, спосіб далі продовжується стадією 140, на якій початковий матеріал нагрівається для отримання розплавленого матеріалу. В одному прикладі здійснення матеріал розплавляється за допомогою однієї або декількох електронних гармат (як показано на Фіг. 8 позицією 850). Може використовуватися будь-яка кількість електронних гармат 850 в будь-якому розташуванні і настільки довго, наскільки потрібно для забезпечення теплоти, достатньої для підтримки матеріалу в розплавленому стані по всій поверхні ванни рідкого розплаву. Наприклад, чотири електронні гармати 850, розташовані по колу зовнішньої частини ливарної форми з інтервалами біля 90°, можуть забезпечити достатнє покриття поверхні ванни рідкого розплаву. Відповідні потужності використовуваних електронних гармат залежатимуть від швидкості потоку та щільності початкового матеріалу, кількості використовуваних гармат, розташування гармат та виробника гармат. Наприклад, можуть використовуватися гармати потужністю 50-800 кВт. Діаграма спрямованості променів на поверхню форми повинна бути відрегульована так, щоб забезпечувати знаходження всієї верхньої поверхні в рідкому стані, тим самим отримуючи необхідну поверхню як по внутрішньому, так і по зовнішньому діаметру трубчастої заздалегідь відформованої заготовки. Проте регулювання діаграми спрямованості повинне бути збалансована з урахуванням риски знаходження електронного променя дуже близько до внутрішньої труби 300 (з Фіг. 3A), оскільки дуже сильне її розігрівання може призвести до катастрофічних руйнувань в трубі або до утворення, наприклад, залізо-титанової евтектичної суміші на поверхні розділу між трубою і розплавленим матеріалом. Як варіант для розплавлення початкового металевого матеріалу може використовуватися відомий в даній області спосіб електрошлакової переплавки. Повертаючись до Фіг. 1, спосіб далі продовжується стадією 150, на якій центр форми поступово переміщається вниз відносно зовнішньої частини ливарної форми. У одному переважному втіленні центр форми переміщається вниз по суті з такою ж швидкістю, з якою додається початковий матеріал, так, щоб розташування ванни рідкого розплаву залишалося приблизно однаковим. Для ілюстративних цілей та не як обмеження на Фіг. 7A і Фіг. 7B представлений виштовхувач 840. Виштовхувач 840 може використовуватися для виконання переміщення центру форми через форму в напрямі вниз (як показано на Фіг. 8). У одному прикладі здійснення використовується пристрій для витягування виштовхувача вниз. Наприклад, але не обмежуючись, пристрій може бути гідравлічним циліндром, що стискується. Крім того, виштовхувач 840 може використовуватися для закріплення центру ливарної форми на місці. На практиці квадратна труба 230 (з Фіг. 2A-B), приєднана до нижньої частини корпусу 210 зовнішньої труби (з Фіг. 2A-B), розміщується в отворі 730 в центрі виштовхувача 840. Дві ділянки виштовхувача, перша ділянка 710 та друга ділянка 720, потім міцно скріпляються одна з одною навколо квадратної труби 230 за допомогою болтових отворів 740, забезпечених у виштовхувачі 840, як показано на Фіг. 7B. Крім того, виштовхувач 840 може включати канали 750 для води, призначені для внутрішнього охолоджування самого виштовхувача 840. В одному прикладі здійснення виштовхувач 840 притертий або підданий машинній обробці для утворення ліній для 5 UA 103522 C2 5 10 15 20 25 30 35 40 45 50 55 60 хладагента (не показані), призначених для подачі та відведення хладагента до і від центру форми. Повертаючись до Фіг. 1, спосіб далі продовжується затвердінням розплавленого металу з утворенням порожнистої заготовки на стадії 160. У одному прикладі здійснення розплавлений матеріал твердне в результаті охолоджування як з боку охолоджуваного водою центру 810 форм, так і охолоджуваною водою зовнішньої частини ливарної форми 820, як показано на Фіг. 8, що є схематичним представленням типової печі 860. Можуть використовуватися печі різних типів, наприклад, вакуумна піч, електрошлакова піч або плазмено-дугова піч, або ж піч будьякого відомого в даній області типу. Фіг. 8 наочно демонструє конфігурацію центру 810 форм відносно зовнішньої частини ливарної форми 820 з утворенням між ними порожнини 800 форм. Спосіб, за допомогою якого пристрій форми взаємодіє з піччю, також очевидний фахівцям в даній області. У деяких втіленнях, як показано на Фіг. 8, забезпечується приймач 830, призначений для утримування центру 810 форм з метою запобігання поперечним зсувам центру 810 ливарної форми під час відливання. У одному прикладі здійснення приймач 830 включає три пластини, які приєднуються до верхньої частини центру 810 форм для збереження центру 810 форм в концентричному положенні впродовж всього процесу відливання. Використання приймача 830 запобігає порушенням центральности розташування внутрішніх отворів і збільшує вихід готових порожнистих заготовок. Спосіб може додатково включати охолоджування відлитої заготовки в печі 860 як під вакуумом, так і при атмосферному тиску, залежно від матеріалу, з якого складається заготовка. Кінцеві заготовки, отримані відповідно до справжнього винаходу, виявляються після виплавки значно холоднішими, ніж стандартні відлиті заготовки такого ж діаметру, витягувані з печі. Таким чином, однією перевагою розкриваного винаходу є значне скорочення часу, потрібного для охолоджування відлитої заготовки після плавки. Скорочення часу охолоджування частково забезпечується тим, що зовнішня труба 200 центру 810 ливарної форми тісно пов'язана з відливаним матеріалом. Окрім цього, матеріал охолоджується і від центру 810 форм, і від зовнішньої частини ливарної форми 820. Час охолоджування залежатиме від необхідного діаметру порожнистої заготовки і може бути консервативно апроксимований за допомогою наступного емпіричного рівняння: tcooling = Ax-sect(1/Rcast)Lingotρkakb де tcooling необхідний час охолоджування (година), 2 Ax-sect - площа поперечного перетину (дюйм ) порожнистої заготовки, Rcast - швидкість відливання (фунт/година), Lingot - довжина відлитої порожнистої заготовки (дюйми), ρ - щільність матеріалу 3 (фунт/дюйм ), ka є поправочним коефіцієнтом, який прирівнюється 0,52, та kb є поправочним коефіцієнтом довжини. Величини kb можуть бути отримані з Фіг. 9A, 9B і 9C, які є графіками залежності kb від площі поперечного перетину Ax-sect порожнистої заготовки при швидкостях відливання Rcast 2 000 фунтів/годину, 1 500 фунтів/годину та 1 000 фунтів/годину, відповідно. Верхня, середня і нижняя криві на Фіг. 9A - C представляють довжини відлитих заготовок Lingot, що становлять 15, 10 і 5 футів, відповідно. В ще одному прикладі здійснення справжній винахід забезпечує пристрій для напівбезперервного відливання порожнистих заготовок. Пристрій включає центр 810 ливарної форми (з Фіг. 8), що містить внутрішню трубу 300 і зовнішню трубу 200, розташовані так, щоб утворювати кільцевий зазор 400 для охолоджуючого середовища зовнішню частину ливарної форми 820 і виштовхувач 840 для здійснення руху центру 810 ливарної форми вниз. Між центром 810 ливарної форми і зовнішньою частиною ливарної форми 820 забезпечується порожнина 800 форм для вмісту початкового матеріалу. Внутрішня 300 і зовнішня 200 труби можуть мати будь-які із згаданих тут раніше властивостей. Наприклад, як описувалося детальніше раніше, в деяких втіленнях зовнішня труба 200 є витратним матеріалом і може залишатися з відлитою порожнистою заготовкою до подальшої обробки. Виштовхувач 840 може включати отвір, виконаний так, щоб вміщати центр 810 ливарної форми, і виштовхувач 840 може закріплювати центр 810 ливарної форми на місці. Пристрій може включати одну або декілька електронних гармат 850. У альтернативних варіантах втілення початковий матеріал може плавитися за допомогою електрошлакової переплавки, плазмено-дугової плавки або із застосуванням плазмового пальника. У одному переважному втіленні початковий матеріал додаватися зверху порожнини 800 ливарної форми, поблизу від місця, де вона нагрівається, як показано, наприклад, товстою чорною стрілкою на Фіг. 8. Виштовхувач 840 і електронна гармата 850 можуть володіти будь-якими властивостями і/або мати будь-який пристрій із згаданих тут раніше. В іншому прикладі здійснення справжній винахід забезпечує виріб у вигляді металевий 6 UA 103522 C2 5 10 15 порожнистої відлитої заготовки. Виріб у вигляді металевої порожнистої відлитої заготовки включає металеву порожнисту відлиту заготовку та трубу, тісно пов'язану з металевою порожнистою відлитою заготовкою по внутрішній поверхні металевої порожнистої відлитої заготовки. Порожниста відлита заготовка і труба можуть мати будь-які із згаданих тут раніше властивостей. Наприклад, труба може бути виготовлена із сталі, міді, інших металів, кераміки або інших відповідних матеріалів. Порожниста відлита заготовка може бути виготовлена з матеріалів, вибраних з групи, що складається з титану, цирконію, ніобію, танталу, гафнію, нікелю, інших реакційноздатних металів та їх сплавів. У одному переважному втіленні порожниста заготовка відливалася з використанням металу або металевого матеріалу і тому є порожнистою металевою відлитою заготовкою. Розкриваний винахід є відповідним для приготування зразків з широким спектром розмірів. Для ілюстративних, таких, що не мають на увазі встановлення обмежень, цілей в нижченаведеній таблиці представлені приклади розмірів порожнистих заготовок, що отримуються з металевого матеріалу. Таблиця Зразок № 1. 2. 3. 20 25 30 35 40 45 50 Зовнішній діаметр (дюйм) > 18 > 23 > 25 Внутрішній діаметр (дюйм) < 8,5 < 10,75 55 > 65 > 70 Варійовані параметри способу включають тип початкового матеріалу, швидкість, з якою здійснюється постачання початковим матеріалом, кількість теплоти, що прикладається за допомогою джерела нагріву, швидкість охолоджування, обумовлена подачею охолоджуючого середовища до центральної труби і до зовнішньої ливарної форми, швидкість, з якою центральна труба витягується вниз, а також габаритні розміри самої ливарної форми. Приклад 1 Була розроблена композиція титанового сплаву для отримання розплавленого металевого матеріалу з модифікаціями, призначеними для отримання матеріалу з особливо низькою кількістю дефектів впровадження (“ELI”), з метою збільшення його в'язкості. Використовувалася швидкість відливання між 1000 і 3000 фунтів/годину. Заготовка розплавлялася за допомогою електронної гармати. Спостереження через оглядове вікно печі ясно показувало, що вся поверхня рідини, яка була доступна спостереженню, знаходилася в повністю розплавленому стані. Ніяких протічок не розвивалося та ніяких руйнувань зварних швів під час плавлення не відбувалося. Найбільша температура контура охолоджування центру ливарної форми досягала 90°F і в середньому складала біля 85°F. Верхня сторона відлитої заготовки була досить плоскою і однорідною. В цілому стан поверхні був достатньо задовільним. Від відлитої заготовки були відрізані зразки у формі дисків. Поперечні перетини показали невеликі зміни діаметру зовнішньої оболонки центру форми. При тому, що справжній винахід описаний тут через деякі переважні втілення та приклади, фахівцям в даній галузі повинно бути очевидне, що у винахід, не відступаючи від його об'єму, можуть бути внесені різні модифікування і удосконалення. Таким чином, передбачається, що справжній винахід включає такі модифікування і зміни, які охоплюються формулою винаходу, що додається, а також їх еквіваленти. Більш того, хоча тут можуть обговорюватися або на кресленнях, що відносяться до одного втілення, демонструватися індивідуальні ознаки одного втілення винаходу, що не згадуються в інших втіленнях, повинно бути очевидне, що індивідуальні ознаки одного втілення можуть об'єднуватися з одним або декількома ознаками іншого втілення або ознаками ряду втілень. На додаток до конкретних втілень, що заявляються нижче, винахід також стосується й інших втілень, що містять будь-яку іншу можливу комбінацію залежних ознак, що заявляються нижче та розкриваних вище. В зв'язку з цим конкретні ознаки, представлені в залежних пунктах формули винаходу і розкриті вище, можуть об'єднуватися одна з одною в об'ємі винаходу та іншими способами, так що винахід повинен також визнаватися і таким, що стосується інших конкретних втілень, що містять будь-які інші можливі комбінації даних ознак. Таким чином, наведений вище опис конкретних втілень винаходу представляється для цілей ілюстрації та опису. Він не є вичерпним і не призначається для обмеження винаходу даними розкритими 7 UA 103522 C2 5 10 15 втіленнями. Фахівцям в даній галузі очевидно, що справжній винахід не обмежується тільки тим, що конкретно показане та описане в цьому описі. Швидше об'єм справжнього винаходу визначається наступною далі формулою винаходу. Крім того, слід розуміти, що наведений вище опис представляє лише характерні або ілюстративні приклади втілень. Для зручності читача наведений вище опис зосереджений на характерному прикладі можливих втілень, прикладі, який показує принципи справжнього винаходу. Інші втілення можуть бути результатом об'єднання різних частин різних втілень. В даному описі не робиться спроба дати вичерпне перерахування всіх можливих варіацій. Якщо для якої-небудь конкретної частини винаходу варіанти втілень можуть бути не представлені та можуть бути наслідком різних комбінацій описаних частин, або ж для якоїнебудь частини можуть бути інші, не описані варіанти втілень, такі випадки не можна розглядати як відмову від прав на такі альтернативні варіанти втілень. Слід розуміти, що багато з таких неописаних втілень охоплюється буквальним об'ємом наступної далі формули винаходу, а інші є еквівалентами. Окрім цього, всі цитовані в даному описі посилання, публікації, патенти США та публікації патентних заявок США є включеними в даний опис за допомогою посилання у всій повноті в них викладеного. ФОРМУЛА ВИНАХОДУ 20 25 30 35 40 45 50 55 60 1. Спосіб напівбезперервного відливання порожнистих заготовок, який включає забезпечення ливарної форми, яка має порожнину форми, утворену між центром ливарної форми, що містить внутрішню трубу та зовнішню трубу, розташовані так, щоб утворювати кільцевий зазор для охолоджуючого середовища та зовнішньою частиною ливарної форми, циркуляцію охолоджуючого середовища у зазначеному кільцевому зазорі, завантаження початкового матеріалу у зазначену порожнину форми, нагрівання початкового матеріалу для одержання розплавленого матеріалу, поступове переміщення центра форми вниз відносно зовнішньої частини ливарної форми, та затвердіння розплавленого матеріалу з утворенням порожнистої відлитої заготовки. 2. Спосіб за п. 1, який відрізняється тим, що центр форми поступово переміщають вниз за допомогою виштовхувача. 3. Спосіб за будь-яким з пп. 1 або 2, який відрізняється тим, що охолоджуюче середовище забезпечують на по суті донній частині ливарної форми, і охолоджуюче середовище протікає вгору по внутрішній трубі та вниз через кільцевий зазор. 4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що як охолоджуюче середовище використовують воду або евтектичну суміш калію та натрію. 5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що центр форми закріплюють на місці за допомогою виштовхувача. 6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що початковий матеріал нагрівають однією або декількома електронними гарматами, електрошлаковою переплавкою, плазмоводуговим способом або одним або декількома плазмовими пальниками. 7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що зовнішню трубу після відливання залишають з відлитою заготовкою до подальшої обробки. 8. Спосіб за будь-яким з пп. 1-7, який відрізняється тим, що початковий матеріал вибирають з групи, яка складається з титану, цирконію, ніобію, танталу, гафнію, нікелю та їх сплавів. 9. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що зовнішня труба виконана з матеріалу, який вибирають з групи, яка складається зі сталі, міді та кераміки. 10. Спосіб за будь-яким з пп. 1-9, який відрізняється тим, що початковий матеріал вводять в порожнину форми через по суті верхню частину форми. 11. Спосіб за будь-яким з пп. 1-10, який відрізняється тим, що додатково забезпечують приймач, що утримує центр ливарної форми для запобігання поперечному зсуву центра ливарної форми під час відливання. 12. Пристрій для напівбезперервного відливання порожнистих заготовок, який містить: центр ливарної форми, що містить внутрішню трубу та зовнішню трубу, розташовані так, щоб утворювати кільцевий зазор для охолоджуючого середовища, зовнішню частину ливарної форми, яка виконана так, щоб забезпечувати порожнину форми між центром форми і зазначеною зовнішньою частиною ливарної форми, нагрівальний пристрій, виконаний так, щоб нагрівати область верхньої поверхні зазначеної порожнини форми, та 8 UA 103522 C2 5 10 виштовхувач для переміщення центра форми вниз відносно зовнішньої частини ливарної форми. 13. Пристрій за п. 12, який відрізняється тим, що зовнішня труба є витратним матеріалом і залишається з відлитою заготовкою до подальшої обробки. 14. Пристрій за будь-яким з пп. 12 або 13, який відрізняється тим, що виштовхувач містить отвір, виконаний з можливістю вміщення центра форми. 15. Пристрій за будь-яким з пп. 12-14, який відрізняється тим, що виштовхувач виконаний з можливістю закріплення центра форми на місці. 16. Пристрій за будь-яким з пп. 12-15, який відрізняється тим, що нагрівальний пристрій містить одну або декілька електронних гармат, пристрій електрошлакової переплавки, плазмово-дуговий пристрій або один або декілька плазмових пальників. 17. Пристрій за будь-яким з пп. 12-16, який відрізняється тим, що додатково містить приймач, розташований над центром форми і виконаний з можливістю запобігання поперечному зсуву центра ливарної форми під час відливання. 9 UA 103522 C2 10 UA 103522 C2 11 UA 103522 C2 12 UA 103522 C2 13 UA 103522 C2 14 UA 103522 C2 15 UA 103522 C2 16 UA 103522 C2 17 UA 103522 C2 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 18
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and apparatus for semi-continuous casting of hollow ingots and products resulting therefrom
Автори англійськоюBlackburn, Alan, Roth, Richard, Purse, Andrew, May, David
Автори російськоюБлекберн Алан, Рот Ричард, Пурс Эндрю, Мей Девид
МПК / Мітки
МПК: B22D 11/00
Мітки: пристрій, заготовок, металевих, напівбезперервного, відливання, спосіб, порожнистих
Код посилання
<a href="https://ua.patents.su/20-103522-sposib-ta-pristrijj-dlya-napivbezperervnogo-vidlivannya-porozhnistikh-metalevikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб та пристрій для напівбезперервного відливання порожнистих металевих заготовок</a>
Спосіб виготовлення порожнистих металевих заготовок безперервним горизонтальним литтям і пристрій для його виконання
Номер патенту: 90146
Опубліковано: 12.04.2010
Автори: Мєльніков Алєксєй Пєтровіч, Колобов Альбєрт Алєксєєвіч, Мінковська Світлана Дмитрівна, Сидорова Тетяна Михайлівна, Терехов Вадим Миколайович, Михайлик Олександр Михайлович, Михайлик Володимир Васильович, Михайлик Михайло Васильович
МПК: B22D 11/055, B22D 11/04, B22D 11/045, B22D 11/124
Мітки: заготовок, виконання, виготовлення, спосіб, литтям, порожнистих, пристрій, безперервним, металевих, горизонтальним
Формула / Реферат:
1. Спосіб виготовлення порожнистих металевих заготовок з кольорових металів і сплавів горизонтальним безперервним литтям, заснований на безперервному покроковому заповненні рідким металом робочої порожнини, утвореної під порожнисту заготовку графітовою втулкою й графітовим дорном, з наступним здійсненням покрокового безперервного затвердіння заготовки в процесі її охолодження за допомогою мідної сорочки, який відрізняється тим, що покрокове...
Спосіб відцентрового відливання заготовок роликів машин безперервного відливання заготовок
Номер патенту: 29555
Опубліковано: 15.11.2000
Автори: Остапенко Георгій Леонідович, Алексієнко Георгій Якович, Хацкелян Ігор Павлович, Федосов Володимир Гарольдович
МПК: B22D 13/02
Мітки: безперервного, відцентрового, спосіб, машин, відливання, заготовок, роликів
Текст:
...% кількості розплаву мета лу, що заливається, за секунду, до утворення проміжного ша ру в заготовці суміші порошкоподібних добавок і порошку заліза товщиною 2-4 мм з продовженням введення порошку заліза до завершення процесу заливання розплаву металу до виливниці. Утворення проміжного шару (підшару) між зовнішнім шаром у заго товці з порошкоподібними модифікуючими добавками і шаром з порошком заліза забезпечує стабілізацію об'ємних і...
Спосіб відливання з металу заготовки перерізом, близьким до перерізу готового прокату, і пристрій для його здійснення
Номер патенту: 63011
Опубліковано: 15.01.2004
Автор: Урлау Ульріх
МПК: B22D 11/06
Мітки: пристрій, перерізом, здійснення, відливання, металу, спосіб, близьким, готового, прокату, заготовки, перерізу
Формула / Реферат:
1. Спосіб відливання прямокутних заготовок перерізом, близьким до перерізу готового прокату, з металу, зокрема із сталі, та наступного прокатування безперервно вилитої заготовки, з використанням ємності, що подає матеріал, через вихідне сопло якої подають розплавлений метал на верхню гілку стрічкового конвеєра, на якому він твердне і подається для подальшої деформації в прокатну кліть, що включає наступні операції:а) перед початком...
Багатоструминна криволінійна машина безперервного лиття для відливання сортових заготовок
Номер патенту: 60636
Опубліковано: 25.06.2011
Автори: Музирін Олександр Олегович, Носоченко Олег Васильович, Слівченко Анатолій Іванович, Тростян Вікторія Іванівна, Махлай Юрій Павлович, Єрмоленко Ганна Володимирівна, Буга Ілля Дмитрович, Івко Володимир Вікторович
МПК: B22D 11/08
Мітки: багатоструминна, машина, лиття, безперервного, відливання, сортових, заготовок, криволінійна
Формула / Реферат:
Багатоструминна криволінійна машина безперервного лиття для відливання сортових заготовок, що містить проміжний ківш, радіальні кристалізатори, зону вторинного охолодження заготовок з опорними роликами, тягнучі пристрої, пристрої для різання відходів та мірних довжин заготовок, яка відрізняється тим, що вона додатково містить пристрій для перемішування рідкої серцевини зливка, встановлений в зоні вторинного охолодження заготовок на стояках...
Багатоструминна криволінійна машина безперервного лиття для відливання сортових заготовок
Номер патенту: 76655
Опубліковано: 10.01.2013
Автори: Колобов Ігор Васильович, Махлай Юрій Павлович, Єрмоленко Ганна Володимирівна, Фоменко Олексій Петрович, Учитель Лев Михайлович, Музирін Олександр Олегович, Родь Олександр Григорович, Івко Володимир Вікторович, Слівченко Анатолій Іванович
МПК: B22D 11/00
Мітки: відливання, машина, безперервного, сортових, заготовок, лиття, багатоструминна, криволінійна
Формула / Реферат:
Багатоструминна криволінійна машина безперервного лиття для відливання сортових заготовок, що містить проміжний ківш, радіальні кристалізатори, зону вторинного охолодження заготовок з опорними роликами, тягнучі пристрої, пристрої для різання відходів та мірних довжин заготовок, яка відрізняється тим, що зона вторинного охолодження заготовок містить роздавальний пристрій, виконаний у вигляді радіального замкнутого контуру з тангенціально...
Попередній патент: Матеріал для нанесення шарів з низьким показником заломлення для інтерференційних покриттів на оптичні елементи
Наступний патент: Пристрій, що роз’єднує парашут і вантаж
Випадковий патент: Система керування вентилятором охолодження