Багатоструминна криволінійна машина безперервного лиття для відливання сортових заготовок
Номер патенту: 76655
Опубліковано: 10.01.2013
Автори: Слівченко Анатолій Іванович, Єрмоленко Ганна Володимирівна, Івко Володимир Вікторович, Фоменко Олексій Петрович, Родь Олександр Григорович, Колобов Ігор Васильович, Учитель Лев Михайлович, Музирін Олександр Олегович, Махлай Юрій Павлович

Формула / Реферат
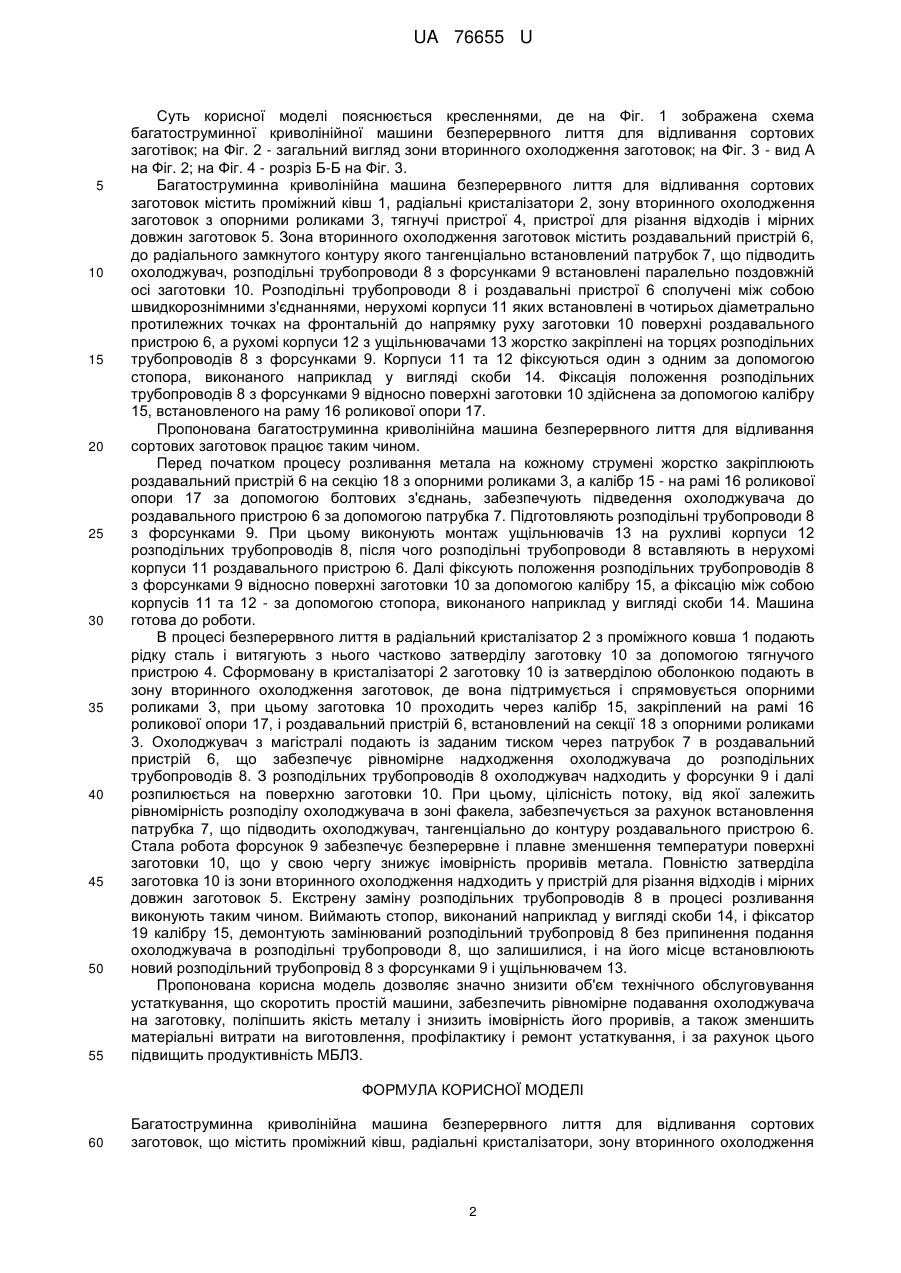
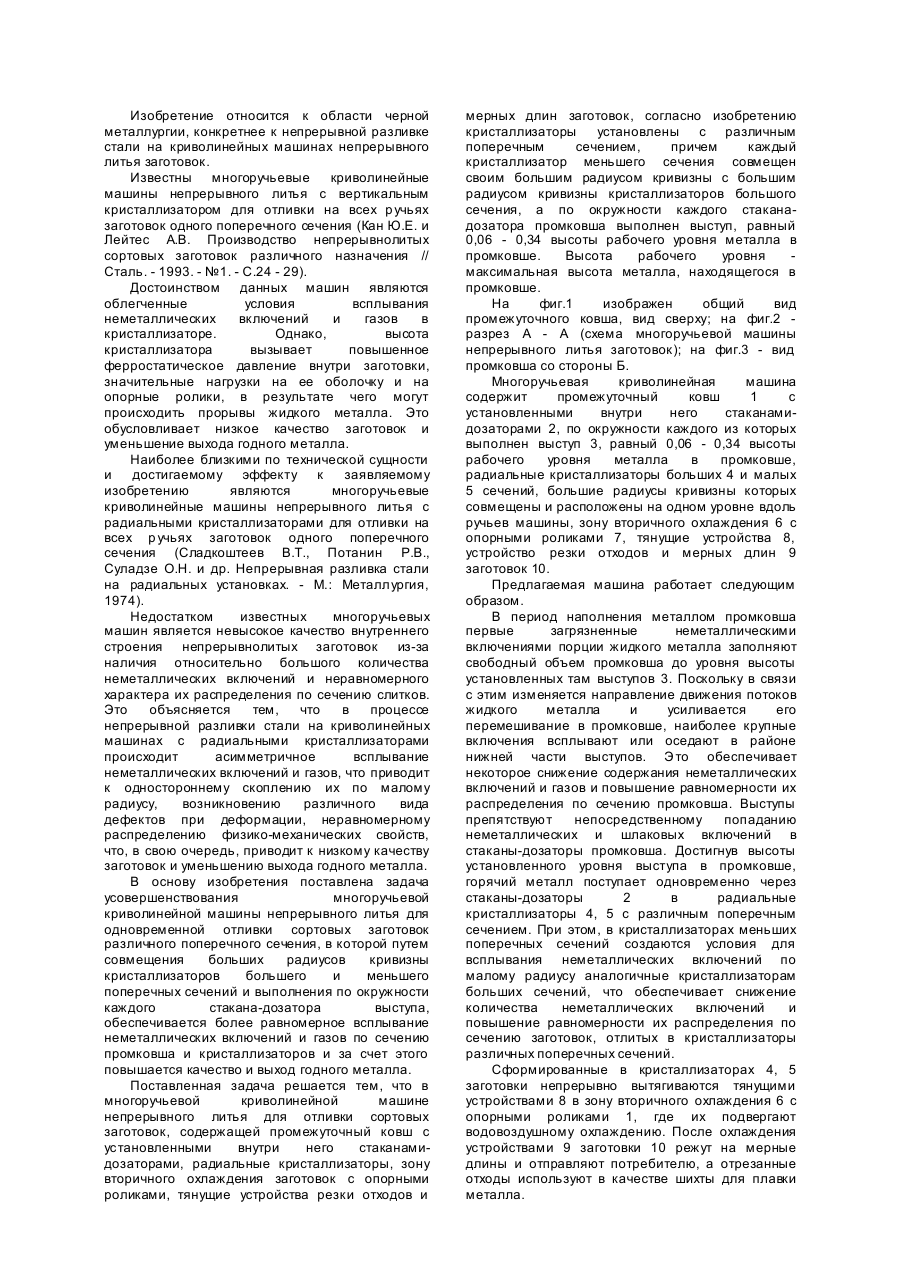
Багатоструминна криволінійна машина безперервного лиття для відливання сортових заготовок, що містить проміжний ківш, радіальні кристалізатори, зону вторинного охолодження заготовок з опорними роликами, тягнучі пристрої, пристрої для різання відходів та мірних довжин заготовок, яка відрізняється тим, що зона вторинного охолодження заготовок містить роздавальний пристрій, виконаний у вигляді радіального замкнутого контуру з тангенціально встановленим патрубком, що підводить охолоджувач, розподільні трубопроводи з форсунками, що встановлені паралельно поздовжній осі заготовки, причому розподільні трубопроводи сполучені з роздавальним пристроєм швидкорознімними з'єднаннями, нерухомі корпуси яких встановлені в чотирьох діаметрально протилежних точках на фронтальній до напрямку руху заготовки поверхні роздавального пристрою, а рухомі корпуси з ущільнювачами жорстко закріплені на торцях розподільних трубопроводів з форсунками, при цьому корпуси між собою з'єднані за допомогою стопора, виконаного наприклад у вигляді скоби, а положення розподільних трубопроводів з форсунками відносно поверхні заготовки зафіксовано за допомогою калібру, встановленого на раму роликової опори.
Текст
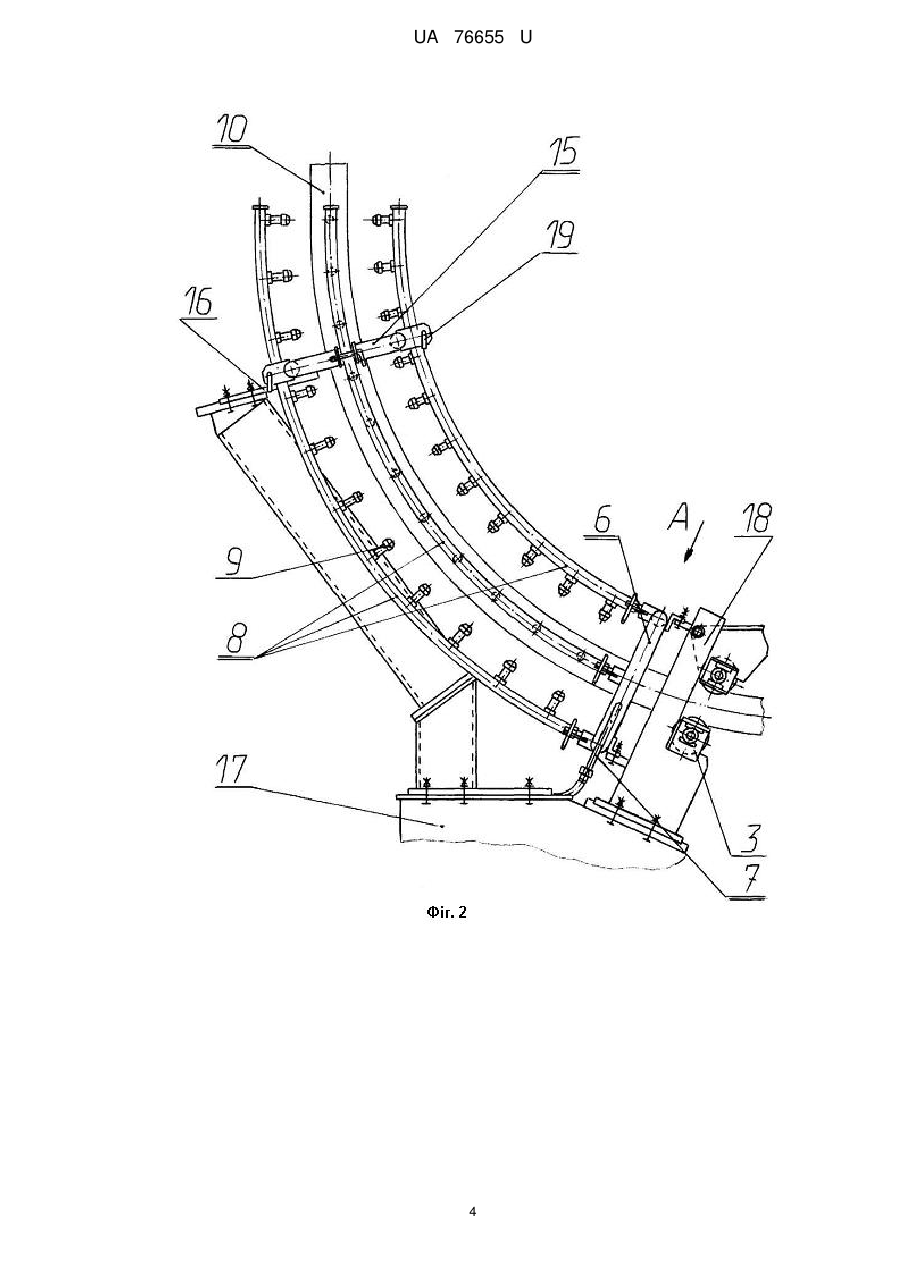
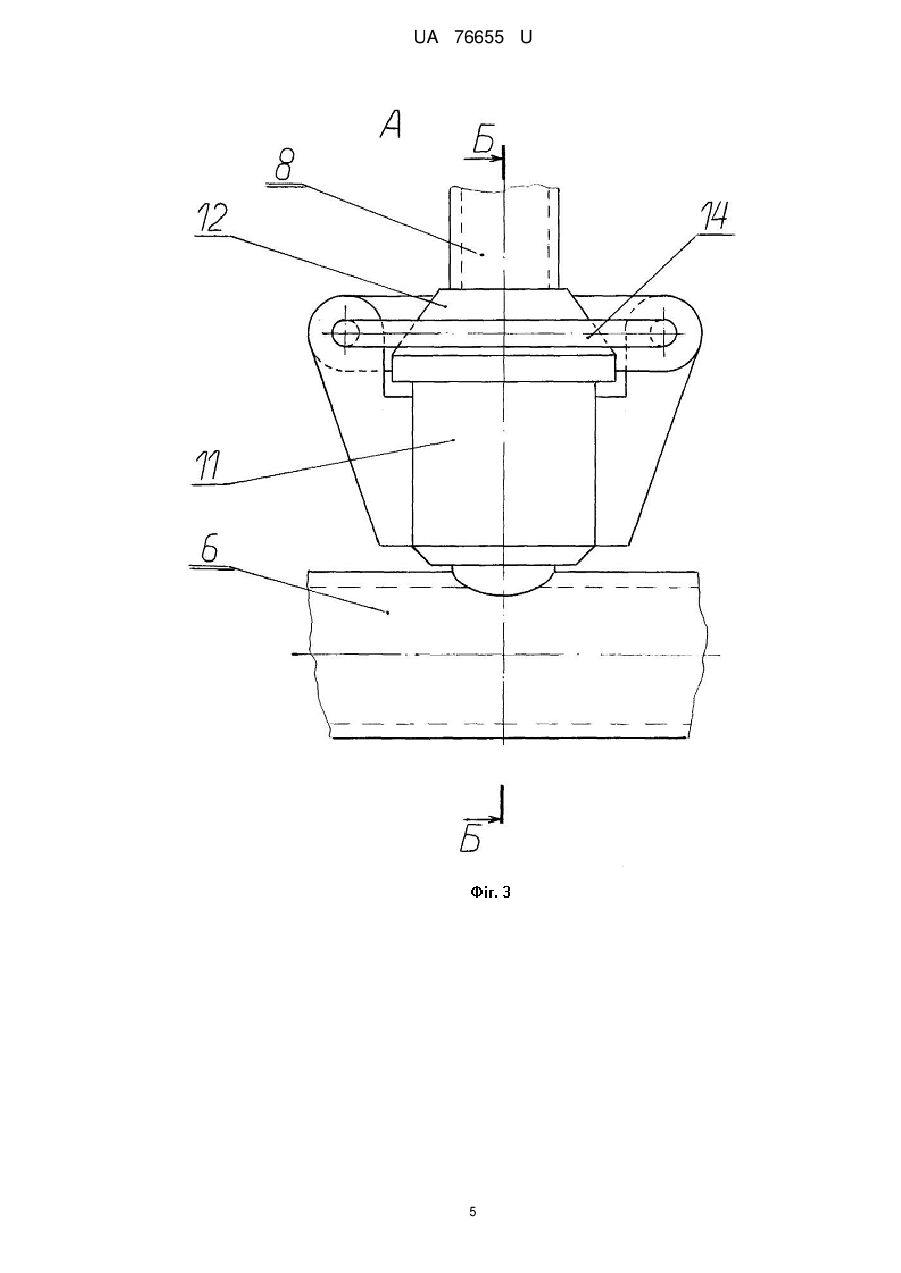
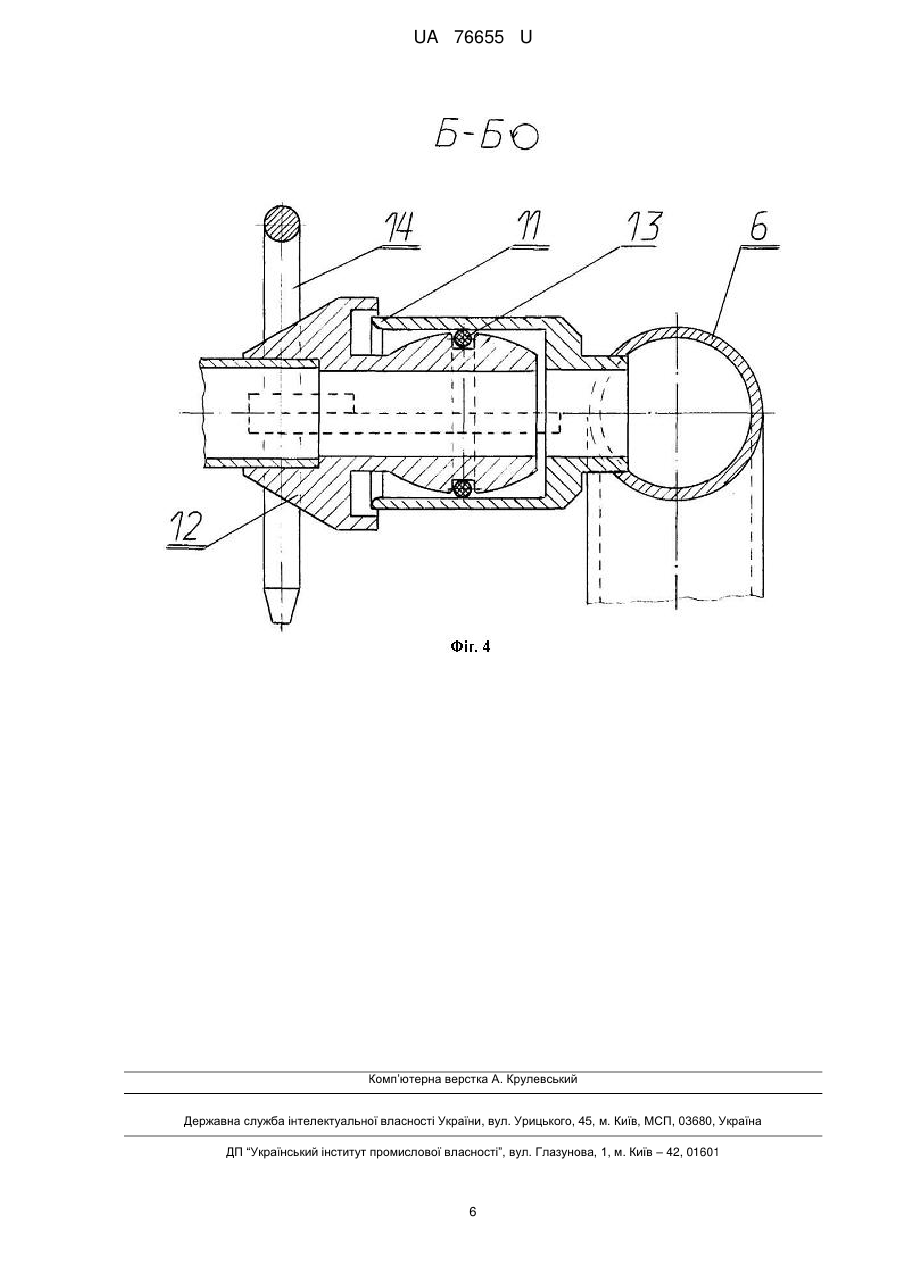
Реферат: Багатоструминна криволінійна машина безперервного лиття для відливання сортових заготовок містить проміжний ківш, радіальні кристалізатори, зону вторинного охолодження заготовок з опорними роликами, тягнучі пристрої, пристрої для різання відходів та мірних довжин заготовок. Зона вторинного охолодження містить роздавальний пристрій. Розподільні трубопроводи з’єднані швидкозмінними з’єднаннями. UA 76655 U (12) UA 76655 U UA 76655 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі чорної металургії, зокрема, до безперервного розливання сталі на криволінійних машинах безперервного лиття заготовок. Відомі машини безперервного лиття заготовок (МБЛЗ) радіального типу, що мають постійний радіус кривизни, починаючи від кристалізатора, системи вторинного охолодження до тягнуче-правильного пристрою (Д.П. Євдєєв, І.М. Колибалов "Безперервне лиття сталі". - М.: Металургія, 1984. - С. 12). Позитивною якістю таких машин є те, що вони дозволяють виливати заготовки будь-якої мірної довжини. Однак, для сталей деяких марок випрямлення зливка, що має рідку серцевину, призводить до утворення внутрішніх лікваційних смуг, що погіршують якість готової продукції. Крім того, машини такого типу займають великі виробничі площі, матеріалоємні і незручні в експлуатації. Відомі машини безперервного розливання зливків з вертикальним кристалізатором, вертикальною ділянкою вторинного охолодження певної довжини і вигином частково затверділого зливка по дузі постійного радіуса (І.К. Попандопуло, Ю.Ф. Міхневич "Безперервне розливання сталі". - М.: Металургія, 1990. - С. 97). Позитивною якістю таких машин є можливість розливання метала з досить великими швидкостями. Кристалізація і випрямлення зливка в таких машинах відбувається в кристалізаторах, розташованих між промо-ковшем на ділянці з постійним радіусом і ділянкою постійного випрямлення. При цьому, відмінність в хімічному складі затверділої оболонки і рідкої серцевини ще незначна, що зменшує імовірність утворення внутрішніх лікваційних смуг. Основні недоліки машин такого типу полягають у тому, що кристалізатори цих машин мають складну конструкцію, матеріалоємні, вимагають значних витрат часу при монтажі, демонтажі, а також налагодженні машини в передпусковому періоді. Усе це підвищує вартість машини та ускладнює її експлуатацію. Найбільш близькою до заявленої корисної моделі за суттю і технічним результатом, що досягається, є багатоструминна криволінійна машина безперервного лиття для відливання сортових заготовок, що містить проміжний ківш, радіальні кристалізатори, зону вторинного охолодження заготовок з опорними роликами, тягнучі пристрої, пристрої для різання відходів і мірних довжин заготовок (Патент UA № 20553, кл. В22D 11/08, 1997 р.). Завдяки криволінійним кристалізаторам, які встановлені з різним поперечним перерізом, причому кожен кристалізатор меншого перерізу сумісний своїм більшим радіусом кривизни з більшим радіусом кривизни кристалізатора більшого перерізу, створені умови для зниження кількості неметалічних включень і підвищення рівномірності їх розподілу по перерізу заготовок, що поліпшує їх якість. До недоліків машин такого типу належить складність конструкції зони вторинного охолодження заготовок, яка обумовлена матеріалоємністю, великою кількістю зварних і різьбових з'єднань, низькими експлуатаційними властивостями, які пов'язані з тим, що отвори для подання водоповітряної суміші швидко засмічуються, а очищення їх в процесі підготовки машини до розливання, а тим більш, в процесі розливання, неможливе. В основу корисної моделі поставлена задача вдосконалення багатоструминної криволінійної машини безперервного лиття сортових заготовок, в якій шляхом конструктивної зміни зони вторинного охолодження забезпечується її надійна робота, зменшуються витрати на виготовлення, профілактику і ремонт устаткування і за рахунок цього підвищується продуктивність МБЛЗ. Поставлена задача вирішується тим, що у багатоструминній криволінійній машині безперервного лиття для відливання сортових заготовок, що містить проміжний ківш, радіальні кристалізатори, зону вторинного охолодження заготовок з опорними роликами, тягнучі пристрої, пристрої для різання відходів та мірних довжин заготовок, згідно з корисною моделлю, зона вторинного охолодження заготовок містить роздавальний пристрій, виконаний у вигляді радіального замкнутого контуру з тангенціально встановленим патрубком, що підводить охолоджувач, розподільні трубопроводи з форсунками, що встановлені паралельно поздовжній осі заготовки, причому розподільні трубопроводи сполучені з роздавальним пристроєм швидкорознімними з'єднаннями, нерухомі корпуси яких встановлені в чотирьох діаметрально протилежних точках на фронтальній до напрямку руху заготовки поверхні роздавального пристрою, а рухомі корпуси з ущільнювачами жорстко закріплені на торцях розподільних трубопроводів з форсунками, при цьому корпуси між собою з'єднані за допомогою стопора, виконаного наприклад у вигляді скоби, а положення розподільних трубопроводів з форсунками відносно поверхні заготовки зафіксовано за допомогою калібру, встановленого на раму роликової опори. 1 UA 76655 U 5 10 15 20 25 30 35 40 45 50 55 Суть корисної моделі пояснюється кресленнями, де на Фіг. 1 зображена схема багатоструминної криволінійної машини безперервного лиття для відливання сортових заготівок; на Фіг. 2 - загальний вигляд зони вторинного охолодження заготовок; на Фіг. 3 - вид А на Фіг. 2; на Фіг. 4 - розріз Б-Б на Фіг. 3. Багатоструминна криволінійна машина безперервного лиття для відливання сортових заготовок містить проміжний ківш 1, радіальні кристалізатори 2, зону вторинного охолодження заготовок з опорними роликами 3, тягнучі пристрої 4, пристрої для різання відходів і мірних довжин заготовок 5. Зона вторинного охолодження заготовок містить роздавальний пристрій 6, до радіального замкнутого контуру якого тангенціально встановлений патрубок 7, що підводить охолоджувач, розподільні трубопроводи 8 з форсунками 9 встановлені паралельно поздовжній осі заготовки 10. Розподільні трубопроводи 8 і роздавальні пристрої 6 сполучені між собою швидкорознімними з'єднаннями, нерухомі корпуси 11 яких встановлені в чотирьох діаметрально протилежних точках на фронтальній до напрямку руху заготовки 10 поверхні роздавального пристрою 6, а рухомі корпуси 12 з ущільнювачами 13 жорстко закріплені на торцях розподільних трубопроводів 8 з форсунками 9. Корпуси 11 та 12 фіксуються один з одним за допомогою стопора, виконаного наприклад у вигляді скоби 14. Фіксація положення розподільних трубопроводів 8 з форсунками 9 відносно поверхні заготовки 10 здійснена за допомогою калібру 15, встановленого на раму 16 роликової опори 17. Пропонована багатоструминна криволінійна машина безперервного лиття для відливання сортових заготовок працює таким чином. Перед початком процесу розливання метала на кожному струмені жорстко закріплюють роздавальний пристрій 6 на секцію 18 з опорними роликами 3, а калібр 15 - на рамі 16 роликової опори 17 за допомогою болтових з'єднань, забезпечують підведення охолоджувача до роздавального пристрою 6 за допомогою патрубка 7. Підготовляють розподільні трубопроводи 8 з форсунками 9. При цьому виконують монтаж ущільнювачів 13 на рухливі корпуси 12 розподільних трубопроводів 8, після чого розподільні трубопроводи 8 вставляють в нерухомі корпуси 11 роздавального пристрою 6. Далі фіксують положення розподільних трубопроводів 8 з форсунками 9 відносно поверхні заготовки 10 за допомогою калібру 15, а фіксацію між собою корпусів 11 та 12 - за допомогою стопора, виконаного наприклад у вигляді скоби 14. Машина готова до роботи. В процесі безперервного лиття в радіальний кристалізатор 2 з проміжного ковша 1 подають рідку сталь і витягують з нього частково затверділу заготовку 10 за допомогою тягнучого пристрою 4. Сформовану в кристалізаторі 2 заготовку 10 із затверділою оболонкою подають в зону вторинного охолодження заготовок, де вона підтримується і спрямовується опорними роликами 3, при цьому заготовка 10 проходить через калібр 15, закріплений на рамі 16 роликової опори 17, і роздавальний пристрій 6, встановлений на секції 18 з опорними роликами 3. Охолоджувач з магістралі подають із заданим тиском через патрубок 7 в роздавальний пристрій 6, що забезпечує рівномірне надходження охолоджувача до розподільних трубопроводів 8. З розподільних трубопроводів 8 охолоджувач надходить у форсунки 9 і далі розпилюється на поверхню заготовки 10. При цьому, цілісність потоку, від якої залежить рівномірність розподілу охолоджувача в зоні факела, забезпечується за рахунок встановлення патрубка 7, що підводить охолоджувач, тангенціально до контуру роздавального пристрою 6. Стала робота форсунок 9 забезпечує безперервне і плавне зменшення температури поверхні заготовки 10, що у свою чергу знижує імовірність проривів метала. Повністю затверділа заготовка 10 із зони вторинного охолодження надходить у пристрій для різання відходів і мірних довжин заготовок 5. Екстрену заміну розподільних трубопроводів 8 в процесі розливання виконують таким чином. Виймають стопор, виконаний наприклад у вигляді скоби 14, і фіксатор 19 калібру 15, демонтують замінюваний розподільний трубопровід 8 без припинення подання охолоджувача в розподільні трубопроводи 8, що залишилися, і на його місце встановлюють новий розподільний трубопровід 8 з форсунками 9 і ущільнювачем 13. Пропонована корисна модель дозволяє значно знизити об'єм технічного обслуговування устаткування, що скоротить простій машини, забезпечить рівномірне подавання охолоджувача на заготовку, поліпшить якість металу і знизить імовірність його проривів, а також зменшить матеріальні витрати на виготовлення, профілактику і ремонт устаткування, і за рахунок цього підвищить продуктивність МБЛЗ. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 60 Багатоструминна криволінійна машина безперервного лиття для відливання сортових заготовок, що містить проміжний ківш, радіальні кристалізатори, зону вторинного охолодження 2 UA 76655 U 5 10 заготовок з опорними роликами, тягнучі пристрої, пристрої для різання відходів та мірних довжин заготовок, яка відрізняється тим, що зона вторинного охолодження заготовок містить роздавальний пристрій, виконаний у вигляді радіального замкнутого контуру з тангенціально встановленим патрубком, що підводить охолоджувач, розподільні трубопроводи з форсунками, що встановлені паралельно поздовжній осі заготовки, причому розподільні трубопроводи сполучені з роздавальним пристроєм швидкорознімними з'єднаннями, нерухомі корпуси яких встановлені в чотирьох діаметрально протилежних точках на фронтальній до напрямку руху заготовки поверхні роздавального пристрою, а рухомі корпуси з ущільнювачами жорстко закріплені на торцях розподільних трубопроводів з форсунками, при цьому корпуси між собою з'єднані за допомогою стопора, виконаного наприклад у вигляді скоби, а положення розподільних трубопроводів з форсунками відносно поверхні заготовки зафіксовано за допомогою калібру, встановленого на раму роликової опори. 3 UA 76655 U 4 UA 76655 U 5 UA 76655 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMultijet curved continuous casting machine for casting billets
Автори англійськоюFomenko Oleksii Petrovych, Slyvchenko Anatolii Ivanovych, Uchytel Lev Mykhailovych, Ivko Volodymyr Viktorovych, Rod Oleksandr Hryhorovych, Yermolenko Hanna Volodymyrivna, Makhlai Yurii Pavlovych, Muzyrin Oleksandr Olehovych, Kolobov Ihor Vasyliovych
Назва патенту російськоюМногоструйная криволинейная машина непрерывного литья для отливки сортовых заготовок
Автори російськоюФоменко Алексей Петрович, Сливченко Анатолий Иванович, Учитель Лев Михайлович, Ивко Владимир Викторович, Родь Александр Григорьевич, Ермоленко Анна Владимировна, Махлай Юрий Павлович, Музырин Александр Олегович, Колобов Игорь Васильевич
МПК / Мітки
МПК: B22D 11/00
Мітки: сортових, безперервного, машина, лиття, заготовок, багатоструминна, криволінійна, відливання
Код посилання
<a href="https://ua.patents.su/8-76655-bagatostruminna-krivolinijjna-mashina-bezperervnogo-littya-dlya-vidlivannya-sortovikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Багатоструминна криволінійна машина безперервного лиття для відливання сортових заготовок</a>
Багатоструминна криволінійна машина безперервного лиття для відливання сортових заготовок
Номер патенту: 60636
Опубліковано: 25.06.2011
Автори: Махлай Юрій Павлович, Тростян Вікторія Іванівна, Носоченко Олег Васильович, Івко Володимир Вікторович, Слівченко Анатолій Іванович, Єрмоленко Ганна Володимирівна, Буга Ілля Дмитрович, Музирін Олександр Олегович
МПК: B22D 11/08
Мітки: машина, лиття, заготовок, криволінійна, відливання, сортових, безперервного, багатоструминна
Формула / Реферат:
Багатоструминна криволінійна машина безперервного лиття для відливання сортових заготовок, що містить проміжний ківш, радіальні кристалізатори, зону вторинного охолодження заготовок з опорними роликами, тягнучі пристрої, пристрої для різання відходів та мірних довжин заготовок, яка відрізняється тим, що вона додатково містить пристрій для перемішування рідкої серцевини зливка, встановлений в зоні вторинного охолодження заготовок на стояках...
Багатоструминна криволінійна машина безперервного виливання для лиття сортових заготовок
Номер патенту: 20553
Опубліковано: 15.07.1997
Автори: Бродський Сергій Сергійович, Несвіт Володимир Васильович, Пікус Марк Ісерович, Єрмоленко Ганна Володимирівна, Підберезний Микола Петрович, Учитель Лев Михайлович
МПК: B22D 11/08
Мітки: виливання, заготовок, машина, сортових, лиття, безперервного, криволінійна, багатоструминна
Формула / Реферат:
Многоручьевая криволинейная машина непрерывного литья для отливки сортовых заготовок, содержащая промежуточный ковш с установленными внутри него стаканами-дозаторами, радиальные кристаллизаторы, зону вторичного охлаждения заготовок с опорными роликами, тянущие устройства, устройства резки отходов и мерных длин заготовок, отличающаяся тем, что кристаллизаторы установлены с различным поперечным сечением, причем каждый кристаллизатор...
Машина горизонтального безперервного лиття заготовок
Номер патенту: 79415
Опубліковано: 11.06.2007
Автори: Шатагін Олег Олександрович, Пономаренко Ольга Иванівна, Хорошилов Олег Миколайович, Руденко Анатолій Олександрович, Сварник Іван Олександрович
МПК: B22D 11/045
Мітки: машина, заготовок, безперервного, лиття, горизонтального
Формула / Реферат:
Машина горизонтального безперервного лиття заготовок, яка містить металоприймач розплаву, кристалізатор, графітову втулку кристалізатора (ГВК) з металевим водоохолоджуваним кожухом, тягнучий вузол та вузол розподілу заготовки на задану довжину, яка відрізняється тим, що у металоприймачі донне місце для приймання нових порцій розплаву підняте до рівня верхньої твірної лінії графітової втулки кристалізатора та відокремлене буртом від...
Формувальна порожнина кристалізатора та кристалізатор для безперервного лиття сортових, блюмових і профільованих заготовок
Номер патенту: 81569
Опубліковано: 10.01.2008
Автори: Кава Франц, Реріг Адальберт
МПК: B22D 11/04, B22D 11/043, B22D 11/00
Мітки: заготовок, порожнина, блюмових, кристалізатор, безперервного, сортових, формувальна, лиття, профільованих, кристалізатора
Формула / Реферат:
1. Формувальна порожнина кристалізатора для безперервного лиття сортових, блюмових і профільованих заготовок, утворена однією або більше охолоджувальними стінками кристалізатора, при цьому лінії (13, 15) периметра поперечного перерізу формувальної порожнини містять дугові лінії (16, 42-42'', 51-51'', 67, 68, 71-73) щонайменше у кутових областях (19, 19') поперечного перерізу формувальної порожнини, яка відрізняється тим, що дугові лінії ...
Спосіб горизонтального безперервного лиття заготовок та машина для його реалізації
Номер патенту: 80654
Опубліковано: 10.10.2007
Автор: Хорошилов Олег Миколайович
МПК: B22D 11/045
Мітки: машина, реалізації, спосіб, горизонтального, лиття, заготовок, безперервного
Формула / Реферат:
1. Спосіб горизонтального безперервного лиття заготовок, що включає заливання рідкого металу з проміжного ковша в металоприймач машини горизонтального безперервного лиття, витягання заготовки із кристалізатора машини горизонтального безперервного лиття заготовок під кутом до обрію, подачу за допомогою ресивера в зазор між заготовкою і графітовою втулкою кристалізатора газоповітряної суміші (ГПС) під тиском (Ргпс), що перевищує феростатичний...
Попередній патент: Пристрій для підготовки шихти при виробництві агломерату
Наступний патент: Установка для виготовлення наливної футерівки металургійних ємкостей
Випадковий патент: Привід круглов'язальної машини