Спосіб кування заготовок і чотирибойковий кувальний пристрій для його здійснення
Номер патенту: 34978
Опубліковано: 15.07.2003
Автори: Брагінець Віктор Іванович, Терновий Юрій Федорович, Артамонов Юрій Вікторович, Лазоркін Віктор Андрійович
Формула / Реферат
1. Спосіб кування заготовок, який включає обтиснення заготовки двома парами бойків у радіальному напрямку з прикладенням до неї з боку бойків одночасно зусиль нормального обтиснення і зусиль зсуву, подачу і кантування заготовки, який відрізняється тим, що кування здійснюють в три стадії: основну, проміжну і заключну, при цьому на основній стадії обтиснення виконують з впровадженням бокових поверхонь бойків в тіло заготовки, а на основній і проміжній стадіях заготовку після кожного проходу кантують на кут 15-45°, при цьому на заключній стадії заготовку обтискують з кутом охоплення бойками 280-350° і кантуванням після кожної подачі в тому ж напрямку, що й на попередніх стадіях, а подачу заготовки визначають з співвідношення
![]()
де:
L - ширина робочої поверхні бойків в напрямку осі подачі заготовки;
![]() - кут кантування заготовки;
- кут кантування заготовки;
![]() - стала.
- стала.
2. Спосіб кування заготовок по п. 1, який відрізняється тим, що на основній та проміжній стадіях заготовку кантують на кут 15-45° після кожної подачі, а величину подачі на цих стадіях кування визначають із співвідношення
![]()
3. Спосіб кування заготовок по п. 1 або п.2, який відрізняється тим, що на основній та проміжній стадіях заготовку кантують після кожного обтиснення, а подачу здійснюють після сумарного кантування заготовки на кут 360°.
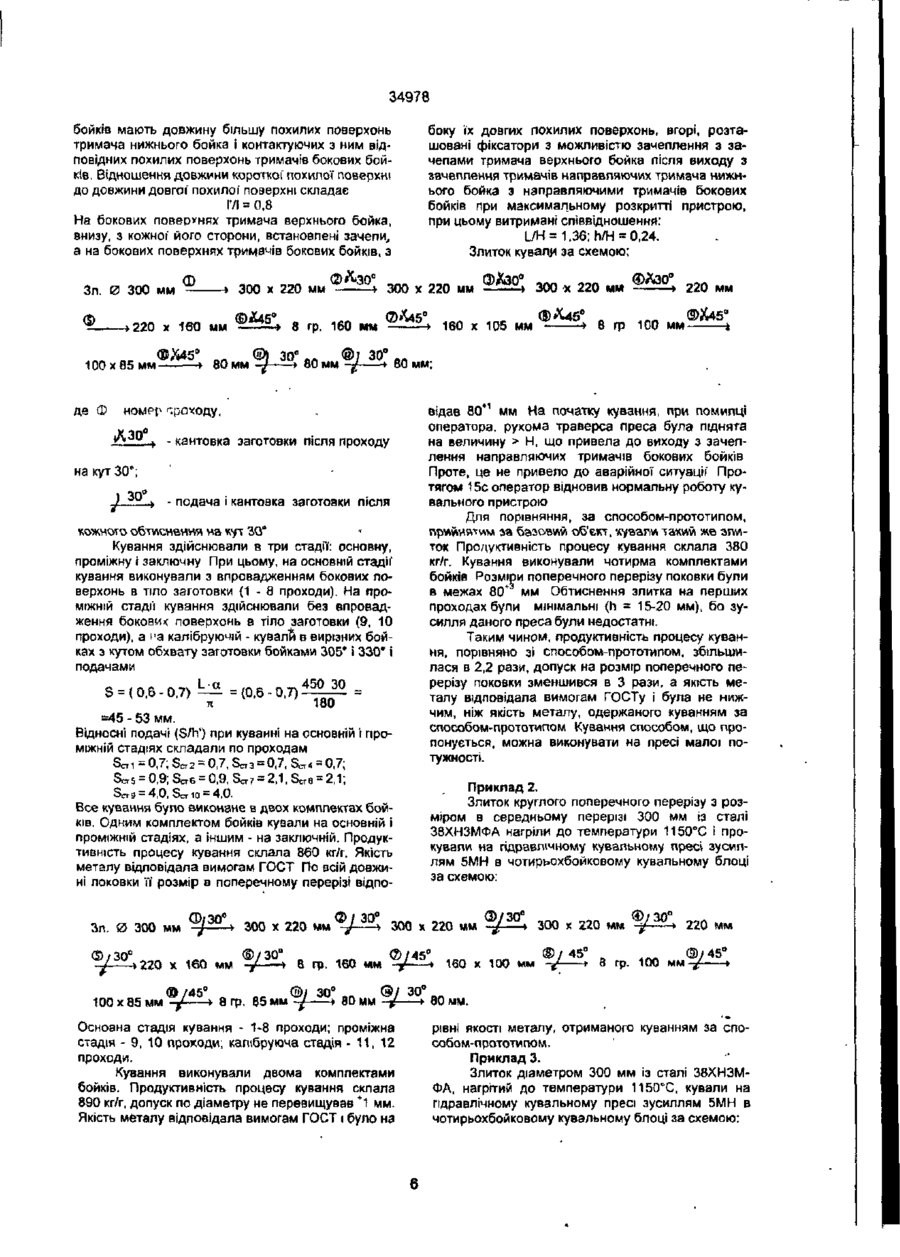
4. Чотирибойковий кувальний пристрій, який складається з двох тримачів верхнього і нижнього бойків з похилими поверхнями, кінематично зв'язаних із ними за допомогою напрямних двох тримачів бокових бойків з похилими поверхнями, відповідними похилим поверхням верхнього та нижнього тримачів і чотирьох бойків, прикріплених до відповідних тримачів, який відрізняється тим, що похилі поверхні тримача верхнього бойка і контактуючі з ними відповідні похилі поверхні тримачів бокових бойків довші похилих поверхонь тримача нижнього бойка і контактуючих з ними відповідних похилих поверхонь тримачів бокових бойків, при цьому на бокових поверхнях тримача верхнього бойка, внизу, з кожного його боку, встановлені зачепи, а на бокових поверхнях тримачів бокових бойків, з боку їх довгих похилих поверхонь, вгорі, розташовані фіксатори з можливістю зачеплення з зачепами тримача верхнього бойка, при цьому витримуються співвідношення
![]()
де:
![]()
![]() - довжина довгої похилої поверхні;
- довжина довгої похилої поверхні;
![]() - довжина короткої похилої поверхні;
- довжина короткої похилої поверхні;
Н - відстань між робочими поверхнями розташованих напроти бойків при максимальному розкритті пристрою;
h - відстань між робочими поверхнями розташованих напроти бойків при змиканні їх бокових поверхонь.
Текст
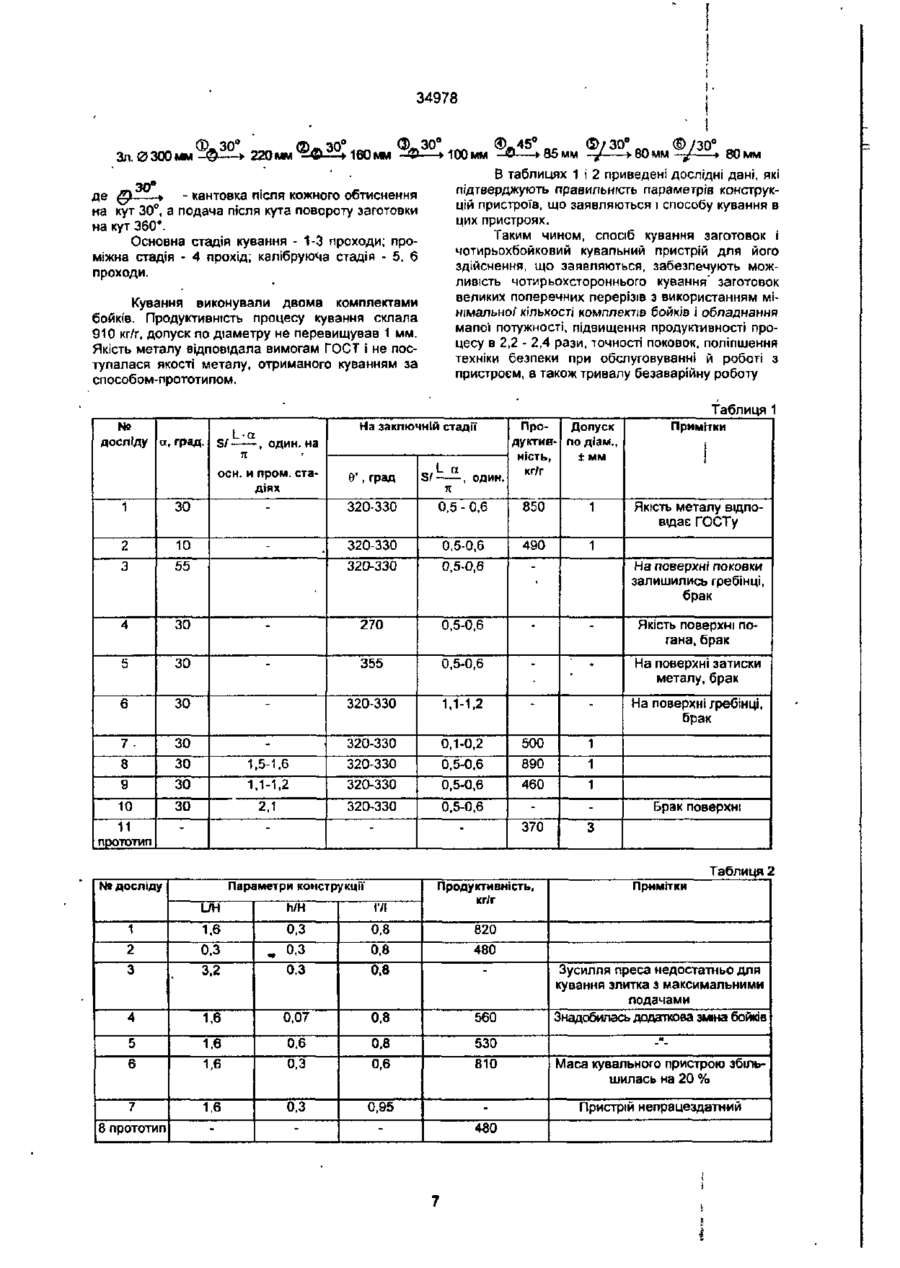
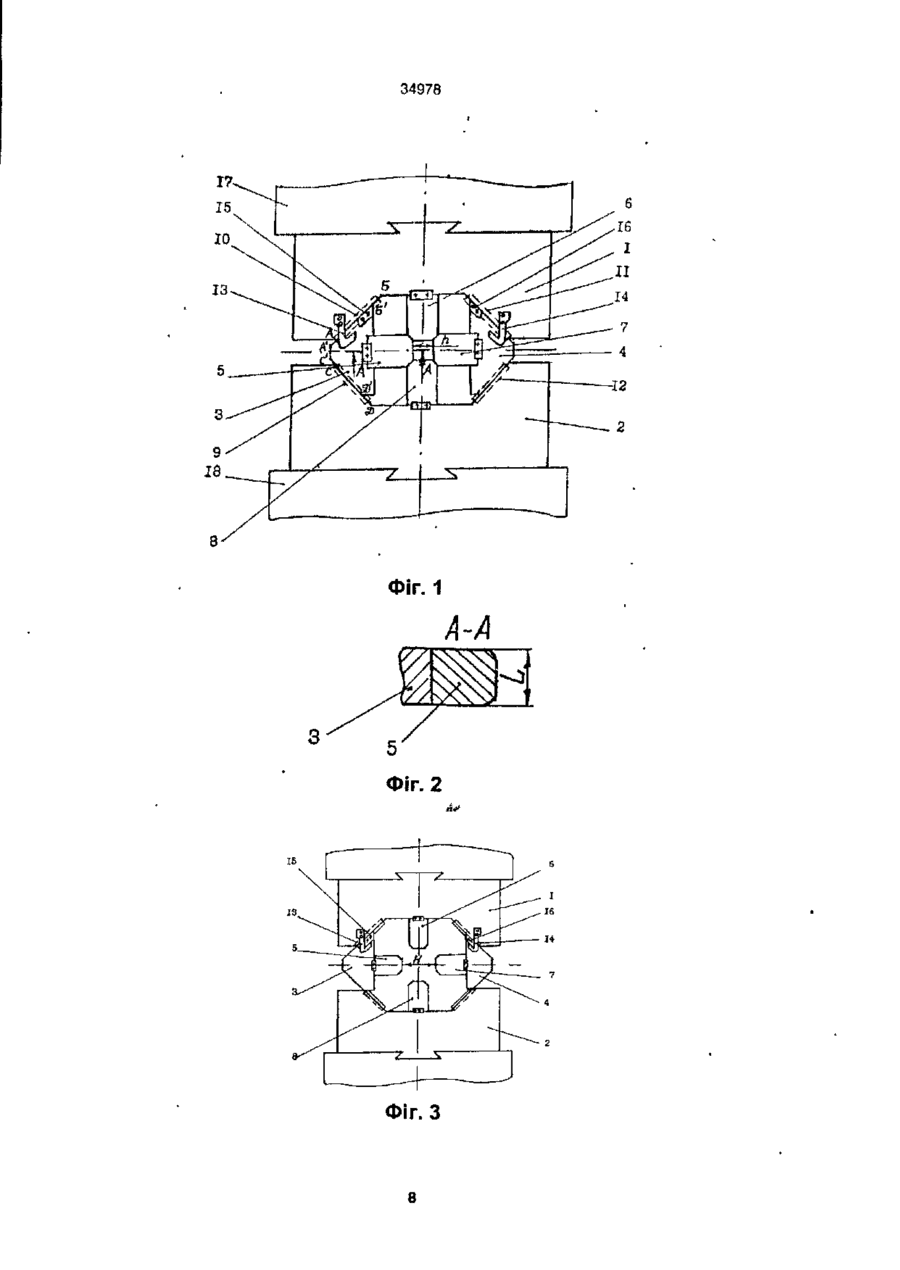
1 Спосіб кування заготовок, який включає обтиснєння заготовки двома парами бойків у радіальному напрямку з прикладенням до неї з боку бойків одночасно зусиль нормального обтиснення і зусиль зсуву подачу і кантовку заготовки що відрізняється тим, що кування здійснюють в три стадії основну, проміжну і заключну, при цьому на основній стадії обтиснення виконують з впровадженням бокових поверхонь бойків в тіло заготовки, а на основній і проміжній стадіях заготовку після кожного проходу кантують на кут 15-45°, при цьому на заключній стадії заготовку обтискують з кутом охоплення бойками 280-350° і кантовками після кожної подачі в тому ж напрямку, що й на попередніх стадіях, а подачу заготовки визначають з співвідношення S = (0,2-1,0) — , п де L - ширина робочої поверхні бойків в напрямку осі подачі заготовки, а - кут кантовки заготовки, я - постійна величина 2 Спосіб кування заготовок по п 1, який відрізняється тим, що на основній та проміжній стадіях заготовку кантують на кут 15-45° після кожної подачі, а величину подачі на цих стадіях кування визначають із співвідношення S=(1.2-2 L а 3 Спосіб кування заготовок по п 1,2, який відрізняється тим, що на основній та проміжній стадіях заготовку кантують після кожного обтиснення, а подачу здійснюють після сумарної кантовки заготовки на кут 360° 4 Чотирьохбойковий кувальний пристрій який складається з двох тримачів верхнього і нижнього бойків з похилими поверхнями, кінематично пов'язаних із ними за допомогою направляючих двох тримачів бокових бойків з похилими поверхнями, ВІДПОВІДНИМИ похилим поверхням верхнього та нижнього тримачів і чотирьох бойків, прикріплених до ВІДПОВІДНИХ тримачів, який відрізняється тим, що похилі поверхні тримача верхнього бойка Гкомтактуючі з ними ВІДПОВІДНІ ПОХИЛ» поверхи; три мачів бокових бойків довші похилих поверхонь тримача нижнього бойка t контактуючих з ними відповідних похилих поверхонь тримачів бокових бойків, при цьому на бокових поверхнях тримача верхнього бойка, внизу, з кожної його сторони, встановлені зачепи, а на бокових поверхнях тримачів бокових бойків, з боку fx довгих похилих поверхонь вгорі, розташовані фіксатори з можливістю зачеплення з зачепами тримача верхнього бойка, при цьому витримуються співвідношення L/H = 0,4 - 3,0, h/H = 0,08 - 0,50, !7І = 0,7 - 0,9, де І • довжина довгої ПОХИПОІ поверхні. Г - довжина короткої похилої поверхні, Н - відстань між робочими поверхнями розташованих напроти бойків при максимальному розкритті пристрою, h - відстань між робочими поверхнями розташованих напроти бойків при змиканні їх бокових поверхонь 00 со at Винахід відноситься до області обробки металів тиском, а саме, до способів і пристроїв для одержання поковок э подовженою віссю із злитків, безперервно литих і попередньо деформованих заготовок на пресах і радіально-обтискувальних машинах при використанні четирьохбойкових кувальних пристроїв Він може бути використаний в машинобудівній і металургійній промисловості при виготовленні виробів з подовженою вііхю, наприклад, штанг, колон, проміжних валів торсійних валів, валків прокатних станів і тому подібних виробів а також при виробництві кованих заготовок для наступної обробки тиском наприклад поковок з конструкцій 34978 них. нержавіючих, жароміцних та важкодеформованих сплавів, для перековування литого металу злитків та безперервнолитих заготовок у деформовану заготовку Відомий спосіб радіального кування злитків і безперервнопитих заіотовок, що здійснюється на чотирьохбойковій радіально обтискувальній машині (дивись, наприклад, книгу "Ковка на радиапьно-обжимных машинах" В А Тюрин, В А Лазоркин, И А Поспелов и др М Машиностроение, 1990, с 10 16), при якому вхідну заготовку попередньо нагрівають влаштовують в затискувальну головку маніпулятора і подають в міжбойковий простір із одночасним її обертанням при отриманні поковок круглого поперечного перерізу чи без її обертання при отриманні поковок квадратного чи прямокутного перерізу В робочому просторі двома парами бойків, що рухаються в радіальному напрямку обтискують заготовку ділянками по всій й довжині ВІДОМИЙ спосіб кування дає можливість одержати переважну деформацію литої структури металу в поверхневій зоні поковки Проте при радіальному куванні заготовок викладеним вище відомим способом вимагається значний коефіцієнт уковування (8 1 - 10 1), щоб стапося закриття несуціпьностей усадкового походження в злитках чи безперервнолитих заготовках в осьовій зоні, що призводить до необхідності мати вхідну заготовку з площею поперечного перерізу в ВІСІМ - десять разів більше, ніж поперечний переріз поковки Відомий спосіб кування заготовки в чотирьохбойковому кувальному пристрої (дивись, наприклад, авторське свідоцтво СРСР № 1407639, кл B21J 5/00 опубп в бюп винахід № 25, 198В р ) , при якому однією парою бойків здійснюють тільки радіальне обтиснення заготовки, а іншою парою бойків - радіальне обтиснення зі зсувом бойків одночасно назустріч один одному і до одного й того ж бойка другої пари Кантовку заготовки здійснюють до суміщення ділянок затисмутих однією парою бойків із бойками іншої пари Розглянутий спосіб кування дає можливість одержати поковку з щільною макроструктурою металу в осьовій зоні поковки при коефіцієнті уковування понад 3 1 Проте, внаслідок кування викладеним вище відомим способом неможливо одержати поковку з щільною макроструктурою металу в осьовій зоні і одинаково рівномірно деформованою структурою металу як в поверхневій, так і в осьовій зонах поковки навіть при великих (6 1 - 8 1) коефіцієнтах уковування При куванні даним способом необхідні значні зусилля при кожному одиничному обтисненні Особливо ці зусилля зростають при протяжці злитків (заготовок) з великими розмірами поперечних перерізів (h = 500-1000 мм і більше), що вимагає застосування обладнання (преса, радіально-обтискувальної машини), яке розвиває великі зусилля і потужність Використання потужного, досить часто унікального обладнання, не завжди можливе а придбання і встановлення нового обладнання призводить до чималих капітальних витрат Відомий також спосіб кування заготовки в чотирьохбойковому кувальному пристрої, прийня тий в якості прототипу (дивись, наприклад, патент України № 21366А від 02 12 97р , МКІ B21J1/04), який полягає в тому, що обтиснення заготовки здійснюють двома гарами бойків у радіальному напрямку з прикладанням до неї з боку бойків одночасно зусиппя нормального обтиснення і зусилля эсуэу, подачу і кантовку заготовки Відомий спосіб кування забезпечує одержан-. ня рівномірно деформованої структури металу, як в поверхневій, так і в осьовій зонах поковки при коефіцієнтах уковування менше 3 1 Проте, для здійснення цього способу потрібна велика КІЛЬКІСТЬ комппектів бойків в діапазоні уковування від 3 1 до 12 1 Окрім того, відомий спосіб не забезпечує високої продуктивності процесу І ТОЧНОСТІ ПОКОВОК Відомий чотирьохбойковий кувальний пристрій, використовуваний в чотирьохбойковій радіально-обтиску в а ПЬНІЙ машині (дивись, наприклад, книгу 'Ковка на радиально-обжимных машинах") В А Тюрин, В А Лазоркин, И А Поспелов и др М . Машиностроение, 1990 с 13), що складається з корпусу всередині якого розташовані чотири кушсно-шатунних механізми, сполучені між собою шестернями і чотирьох бойків, прикріплених до повзунів Недоліками кувального пристрою, що розглядається, є неможливість здійснення радіальних обтиснень з одночасним зсувом бойків однієї пари щодо іншої пари чи відносно якого-небудь бойка, неможливість здійснення великих одиничних обтисне.нь, складність конструкції і невисока надійність в роботі Крім того, даний пристрій неможливо використати при хуванні на гідравлічному кувальному пресі Відомий також чотирьохбойковий кувальний пристрій, що складається з двох тримачів верхнього і нижнього бойків із похипими поверхнями, кінематично пов'язаних із ними двох тримачів бокових бойків із похилими поверхнями, ВІДПОВІДНИМИ похилим поверхням верхнього і нижнього тримачів і чотирьох бойків, прикріплених до ВІДПОВІДНИХ тримачів (дивись, наприклад, Японську заявку № 58-12088, кл В 21 J 9/06, 9/02, 13/02, опубл 83 03 07) Недоліком зазначеного кувального пристрою" є те, що при виготовленні поковок з великими коефіцієнтами уковувань заготовок вимагається часта заміна бойків При цьому, чим більший коефіцієнт уковування, тим більше замін бойків необхідно зробити, що призводить до втрати продуктивності процесу Крім того при роботі такого пристрою, можливе його самостійне розбирання в процесі кування за рахунок виходу з зачеплення тримачів, що направляють бокові бойки з тримачами верхнього і нижнього бойків при деформації заготовки великих поперечних перерізів чи при помилці оператора ковочного комплексу, що, в кінцевому підсумку, може привести до руйнування кувального пристрою, а також до травмування обслуговуючого персоналу і браку заготовок В основу способу кування і чотирьохбойкового кувального пристрою, що пропонуються, покладено завдання, шляхом здійснення обтиснень заготовки а три стадії з регламентацією кантовок t подач, а також шляхом зміни конструкції пристрою, 34978 забезпечити можливість чотирьохстороннього кування заготовок великих поперечних перерізів з використанням мінімальної' кількості комплектів бойків і використання обладнання малої' потужності, підвищення продуктивності процесу, точності поковок, поліпшення техніки безпеки при обслуговуванні І роботі з обладнанням, а також тривалої1 безаварійної роботи. Поставлене завдання досягається тим, що в способі кування заготовок, який включає обтиснення заготовки двома парами бойків у радіальному напрямку з прикладенням до неї з боку бойків одночасно зусиль нормального обтиснення і зусиль' зсуву, подачу і кантовку заготовки, новим є те, що кування здійснюють в три стадії' основну, проміжну І заключну, при цьому на основній стадії обтиснення виконують з впровадженням бокових поверхонь бойків в тіло заготовки, а на основній І проміжній стадіях заготовку після кожного проходу кантують на кут 15-45°, при цьому на заключній стадії' заготовку обтискують з кутом охоплення бойками 280-350" і кантовками після кожної подачі в тому же напрямку, що і на попередніх стадіях, а подачу заготовки визначають з співвідношення S = (0,2- 1,0) — , % де L - ширина робочої' поверхні бойків у напрямку осі подачі заготовки, а - кут кантовки заготовки, п - постійна величина. Поставлене завдання досягається також тим, що на основній та проміжній стадіях заготовку кантують на кут 15-45° після кожної подачі, а величину подачі на цих стадіях кування визначають з співвідношення S = (1,2-2,0) — . л Поставлене завдання досягається також тим, що на основній та проміжній стадіях заготовку кантують після кожного обтиснення, а подачу здійснюють після сумарної кантовки заготовки на кут 360° Поставлене завдання досягається також тим, що в чотирьохбойковому кувальному пристрої, який складається з двох тримачів верхнього і нижнього бойків з похилими поверхнями, кінематично пов'язаних із ними за допомогою направляючих двох тримачів бокових бойків з похилими поверхнями, відповідними похилим поверхням верхнього та нижнього тримачів і чотирьох бойків, прикріплених до ВІДПОВІДНИХ тримачів, новим є те, що похилі поверхні тримача верхнього бойка І контактуючі з ними ВІДПОВІДНІ похилі поверхні тримачів бокових бойків довші похилих поверхонь тримача нижнього бойка і контактуючих з ними відповідних похилих поверхонь тримачів бокових бойків, при цьому на бокових поверхнях тримача верхнього бойка, внизу, з кожної' його сторони, встановлені зачепи, а на бокових поверхнях тримачів бокових бойків, з боку їх довгих похилих поверхонь, вгорі, розташовані фіксатори з можливістю зачеплення з зачепами тримача верхнього бойка, при цьому витримуються співвідношення L/H = 0,4 - 3,0; п/Н = 0,08 - 0,50; 1 1 = 0,7 - 0,9, 7 де І - довжина довгої' похилої поверхні, Г - довжина короткої похилої поверхні; Н - відстань між робочими поверхнями розташованих напроти бойків при максимальному розкритті пристрою; h - відстань між робочими поверхнями розташованих напроти бойків при змиканні їх бокових поверхонь Спосіб ковки заготовок і чотирьохбойковий кувальний пристрій для його здійснення, що патентуються, пояснюються схемами (фіг.1-7). На фіг. 1 показаний чотирьохбойковий кувальний пристрій в статичному стані, загальний вид, на фіг 2 - переріз А-А на фіг 1; на фіг 3 - чотирьохбойковий кувальний пристрій при його максимальному розкритті, на фіг.4 - чотирьохбойковий кувальний пристрій після виходу з зачеплення тримачів бокових бойків з тримачем нижнього бойка, на фіг 5 - схема обтиснень заготовки на основній стадії; на фіг. 6 - схема обтиснень заготовки на проміжній стадії, на фіг. 7 - схема обтиснень заготовки на заключній стадії. Чотирьохбойковий кувальний пристрій складається з тримача верхнього бойка 1, тримача нижнього бойка 2, тримачів бокових бойків 3, 4, бойків 5-8, направляючих 9-12, зачепів 13, 14 і фіксаторів 15, 16 (фіг. 1) До верхньої плити преса 17, закріпленої на рухомій траверсі преса, а також до бойкотримача 18 пристрій закріплюється за допомогою передбачених для даного преса з'єднань, наприклад, за допомогою з'єднань «ластівчин хвіст». Тримачі 3, 4 бокових бойків 5, 7 мають похилі поверхні, що відповідають похилим поверхням тримачів 1, 2 верхнього 6 і нижнього 8 бойків та кінематично пов'язані з ними через направляючі 9-12, що забезпечують зворотно-поступальний рух тримачів бокових бойків (фіг 1, 3). Похилі поверхні АБ тримача верхнього бойка і примикаючі до них похилі поверхні А'Б' тримачи бокових бойків довші похилих поверхонь CD тримача нижнього бойка і примикаючих до них похилих поверхонь CD' тримачів бокових бойків (фіг.1). При цьому витримується співвідношення І7І = 0,7 - 0,9, де І - довжина довгої похилої поверхні (АБ і А'Б1), Г - довжина короткої1 похилої поверхні (CD і 1 C'D ). На бокових поверхнях тримача верхнього бойка 1, внизу, з кожної його сторони, встановлені зачепи 13.14 (із зворотньої сторони пристрою також встановлені два зачепи, симетрично зачепам 13,14, які на схемах пристрою не показані). На бокових поверхнях тримачів бокових бойків 3, 4, з боку їх довгих похилих поверхонь А'Б1, вгорі, розташовані фіксатори 15, 16 з можливістю зачеплення з зачепами 13,14 тримача верхнього бойка 1 після виходу з зачеплення направляючих 9, 12 тримача нижнього бойка 2 із направляючими тримачів бокових бойків (на схемах не показані) і при максимальному розкритті пристрою (фіг. 1, З, 4). Ширина робочої поверхні бойків в напрямку осі подачі заготовки L показана на фіг. 2. Робота пристрою здійснюється наступним чином. При підійманні рухомої траверси преса з верхньою плитою 17'нагору тримач верхнього бой 34978 ка 1 з бойком 6 пересувається також нагору І, одночасно, за допомогою направляючих 9-12, розводить в сторони тримачі бокових бойків 3,4, відкриваючи робочий простір пристрою (фіг 3). Потім, заготовку за допомогою маніпулятора (на фіг.З ие показаний) подають в робочу зону пристрою. Після цього включають робочий ХІД преса, при якому його рухома траверса рухає тримач верхнього бойка 1 разом з бойком 6 в напрямку до заготовки і разом з бойком 8 обтискує її в вертикальній площині Одночасно, за допомогою похилих поверхонь, тримач верхнього бойка 1 рухає в напрямку до заготовки тримачі 3, 4 бокових бойків 5, 7, що обтискують її в радіальному і тангенційному напрямках Після закінчення обтиснення заготовки траверса преса пересувається нагору, розкриваючи пристрій і цикл обтисненмя повторюється При максимальному розкритті пристрою, ко-' ли між похилими поверхнями тримача нижнього бойка 2 і похилими поверхнями тримачів бокових бойків 3,4 зберігається тільки контакт по лініям (фіг 3), зачепи 13, 14 входять в фіксатори 15, 16. Подальше підіймання тримача верхнього бойка 1 призводить до зависання тримачів бокових бойків З, 4 на зачепах 13, 14 і до повного виходу з зачеплення направляючих тримачів бокових бойків Із направляючими 9, 12 тримача нижнього бойка (фіг 4). Цей випадок можливий при збої в системі управління рухом преса чи при помилці оператора преса, особливо під час кування заготовок великих поперечних перерізів. При опусканні тримача верхнього бойка 1 з двома тримачами бокових бойків 3, 4 (фіг. 4), що зависли, останні попадають в направляючі 9, 12 тримача нижнього бойка (фіг 3) і далі робота пристрою здійснюється в нормальних умовах без будь-яких поломок. Зачепи 13, 14 встановлені на бокових поверхнях тримача верхнього бойка 1 внизу, на такій відстані від його країв, що в момент виходу бокових тримачів бойків з направляючих 9, 12 тримача нижнього бойка 2, вони повністю ввійшли в фіксатори 15, 16 (фіг 3), Виконання пристрою з співвідношенням Г/і 0,9 не забезпечується надійна фіксація в потрібному стані бокових тримачів бойків при виході їх з зачеплення з тримачем нижнього бойка Виконання пристрою з співвідношенням розмірів UH = 0А - 3,0 і h/B = 0,08 - 0,50 забезпечує можливість здійснення пропонованого способу кування в цьому пристрої. Н і h - відстані між робочими поверхнями бойків, що розташовані напроти при максимальному розкритті пристрою І при змиканні бокових поверхонь бойків, відповідно. При ІУН 3 вимагає значних зусиль преса для кування в чотирьохбойковому кувальному пристрої заготовок великих поперечних перерізів, що є нераціональним. При п/Н 0,5 неможливо прокувати заготовку з великим коефіцієнтом уковування в одному комплекті бойків Отже, вимагається зміна бойків, що знижує продуктивність процесу. Спосіб кування заготовок, що патентується, здійснюють наступним чином Початкову заготовку, наприклад, злиток чи безперервно литу заготовку, наприклад, круглого поперечного перерізу, нагрівають є печі до температури кування, влаштовують в затискувальній головці маніпулятора, подають в робочий простір чотирьохбойкового кувального пристрою І починають кування чотирма бойками Кування здійснюють в три стадії основну, проміжну і заключну Обтиснення заготовки 19 на основній стадії' виконують з впровадженням бокових поверхонь бойків 20 в тіло заготовки, а її кантовку виконують після кожного проходу на кут а = 15 - 45° (фіг. 5) На фіг 5 показані пунктиром контури бойків після обтиснення заготовки на другому проході. Основну стадію кування виконують за п проходів. Причому КІЛЬКІСТЬ проходів на основній стадії кування визначають за формулою: = 90* а 3a n проходів проковують заготовку з діаметра d o на розмір в поперечному перерізі dj. В процесі обтиснення заготовки з впровадженням бокових поверхонь бойків в ЇЇ тіло, здійснюється інтенсивна деформаційна переробка металу, за рахунок чого покращується його якість. Обраний інтервал кутів кантовки 15 - 45° забезпечує високу якість металу І продуктивність процесу. При кутах кантовки а 45° на заготовці можуть -запишатися недеформовані ділянки, що є неприпустимим. Якщо після серн з п проходів заготовка 19 з поперечним перерізом di при подальшому куванні бойками 20 може бути прокована з впровадженням бокових поверхонь бойків, тоді продовжують основну стадію кування до наступного розміру заготовки. Кування на основній стадії' бажано проводити з відносними подачами заготовки S/h - о,2 - 4,5, де h - розмір поперечного перерізу заготовки в напрямку обтиснення його бойками Причому, по мірі зменшення поперечного перерізу заготовки в процесі кування, відносну подачу збільшують з розрахунку максимального використання зусилля преса, намагаючись не виходити за верхню межу S/h = 4,5 При куванні з відносними подачами S/h < 4,5 також нераціональне, бо різко зростають зусилля кування, а крім того, погіршується проробка металу в осьовій зоні заготовки. В процесі проміжної стадії кування заготовку, також, обтискують чотирма бойками, але вже 34978 без впровадження їх бокових поверхностей в тіло заготовки і кантують її на кут 45" після кожного проходу в тому ж напрямку, що й на основній стадії кування (фіг 6) За два проходи заготовку проковують на діаметр сіг, а за п проходів на діаметр а" Кування на проміжній стадії проводять з відносними подачами, що перевищують ВІДНОСНІ подачі на основній стадії, але додержуючись співвідношення S/h < 4,5 Здійснення процесу кування із збільшенням відносної подачі заготовки по мірі зменшення Гі поперечного перерізу забезпечує ін ^нсивну проробку литої структури металу по в ьоь-у поперечному перерізу злитка Як на основній стадії куваннв ?^/ * на проміжній для кожного проходу призначають максимально допустиму, за умовами пь^смчност металу що обробляється і енеріоси юви параметрів устаткування, ступінь деформ,. ш, яка визначається за формулою d. Е=: - 100%, де do, di - початковий і кінцевий діаметр заготовки після проходу, ВІДПОВІДНО Отриману після проміжної стядп кування за готовку діаметром d' кують в вирпних бойках 21 на заключній стадії з кантовками н після кожної по дачі на кут 7 - 45° в тому ж напрямку, що й на попередніх стадіях до кінцевого розміру d« (фіг 7) Кантовка заготовки на всіх стадіях кування в одному напрямку забезпечує ефективне закру чування волокон металу навкруги поздовжньої осі заготовки і за рахунок цього підвищення властивостей в тангенційному напрямку Кут обхвату заготовки бойками на початку кожного обтиснення повинен складати Є= 40 = 280 - 350°, де Є - кут охоплення заготовки одним бойком При таких кутах охоплення коеф.цн ит уковування заготовки складає ц= 1,03 - 1 25 Кування на заключній сталі) при куті обхвату заготовки бойками Є < 280° виконувати недоціль* но, оскільки неможливо за один-два проходи одержати калібровану поковку високої точності з гарною якістю поверхні Отже вимагаються додаткові проходи, що знижує продуктивність процесу При в' < 350° забезпечується висока продуктивність процесу але не досягається необхідна точність поковки бо при надто малих обтисненнях не завжди вдається одержати в поперечному перерізі ідеальну геометричну фігуру, в даному випадку - круг На заключній стадії кування подачу заготовки після кожного обтиснення визначають із співвідношенння S = (0,2-1,0) При - S 1 не забезпечується висока я якість поковки, бо на її поверхні можуть залиша тися гребінці, отримані в процесі основної стадії кування Викладений вище спосіб кування заготовок стосувався першого пункту формули винаходу Можливий також спосіб кування заготовки, при якому на основній і проміжній стадіях кування заготовку кантують піспя кожної подачі на кут 15 45", а величину подачі на цих стадіях кування визначають із співвідношення S= (1.2-2,0) — я Обраний інтервал подач забезпечує високу продуктивність процесу t одночасно високу якість металу L а При S2 на поверхні поковки за - аються недеформовані ділянки заготовки які мр'.ожливо загладити при наступній калібровці по. ивки на заключній стадії При кантовці заготовки на кут 15-45" піспя кожної подачі деформація заготовки виконується по гвинтовим траєкторіям з додатковими зсувами леталу в тангенціальному напрямку За кілька про45° на заготовці можуть залишатися необтиснені ділянки, що є неприпустимим Один з варіантів способів кування полягає, та 11 34978 12 кож, в тому, що на основній І проміжній стадіях кувальний пристрій було виготовлено згідно з фокування заготовку кантують після кожного обтисрмулою винаходу, що заявляється. Тому, похилі нення, також, на кут 15-45°, а подачу здійснюють поверхні тримача верхнього бойка і контактуючі з після сумарної кантовки заготовки на кут 360". Цей ними відповідні похилі поверхні тримачів бокових спосіб виконують по типу способу кування кільцябойків мають довжину більшу похилих поверхонь ми. Спочатку відковують одну ділянку заготовки, тримача нижнього бойка і контактуючих з ним відздійснюють подачу і кують другу ділянку. Сумарповідних похилих поверхонь тримачів бокових ний кут кантування заготовки не повинен бути бойков. Відношення довжини короткої похилої поменшим 360°, інакше на заготовці залишаться неверхні до довжини довгої похилої поверхні складає деформовані ділянки, що є неприпустимим. 171=0,8 Найбільш інтенсивна проробка литої структури На бокових поверхнях тримача верхнього бойметалу здійснюється в процесі основної стадії кука, внизу, з кожної його сторони, встановлені зачевання. Проміжна стадія кування необхідна для пи, а на бокових поверхнях тримачів бокових бойформування поперечного перерізу заготовки під ків, з боку їх довгих похилих поверхонь, вгорі, наступне калібрування в вирізних бойках. розташовані фіксатори з можливістю зачеплення з зачепами тримача верхнього бойка після виходу з Приклад 1 зачеплення тримачів направляючих тримача нижЗлиток круглого поперечного перерізу, з рознього бойка з направляючими тримачів бокових міром в середньому перерізі 300 мм, із сталі брйків при максимальному розкритті пристрою, 38ХНЗМФА нагріли до температури 1150" С І пропри цьому витримані співвідношення: L/H=1,36; кували на гідравлічному кувальному пресі зусилh/H=G,24. лям 5МН в чотирьохбойковому кувальному блоці. Маса злитка складала 285 кг. Чотирьохбойковий Злиток кували за схемою: де О - номер проходу; '• - кантовка заготовки після проходу на кут 30°; ^ за' * - подача і кантовка заготовки після кожного обтиснення на кут ЗО". Кування здійснювали в три стадії: основну, проміжну і заключну. При цьому, на о с н о в н і й стадії кування виконували з в п р о в а д ж е н н я м бокових поверхонь в тіло заготовки (1-8 проходи). На проміжній стадії кування здійснювали без впровад ж е н н я бокових поверхонь в тіло заготовки (9, 10 проходи), а на калібруючій - кували в вирізних бойках з кутом обхвату заготовки бойками 3 0 5 ° і 330° і подачами S = (0,6 - 0 , 7 ) ^ - - (0,6 - 0 , 7 ) 4 5 D ' 3 0 - 4 5 - 53мм 7і 180 Відносні подачі (S/h' ) при куванні на основній і проміжній стадіях складали по п р о х о д а м : S o n = 0 , 7 ; S O T 2 = 0 , 7 ; S O T 3 = 0 , 7 ; S O T 4 = 0 , 7 ; S O T 5=0,9; S 0 T 6=0,9; S O T 7=2,1; SOT 8=2,1; S 0 T 3=4,0; SOT 10=4,0. Все кування було виконане в двох комплектах бойків. Одним комплектом бойків кували на основній і проміжній стадіях, а іншим - на заключній, Продуктивність процесу кування склала 860 кг/г. Якість металу відповідала вимогам ГОСТ. По всій довжині поковки її розмір в поперечному перерізі відповідав 80 +1 мм. На початку кування, при помилці оператора, рухома траверса преса була підня та на величину >Н, що привела до виходу з зачеппення направляючих тримачів бокових бойків. Проте, це не привело до аварійної" ситуації. Протягом 15с оператор відновив нормальну роботу кувального пристрою. Для порівняння, за способом-прототипом, прийнятим за базовий об'єкт, кували такий же злиток Продуктивність процесу кування склала 380кг/г. Кування виконували чотирма комплектами бойків. Розміри поперечного перерізу поковки були в межах 80 +3 мм, Обтиснення злитка на перших проходах були мінімальні (п=15-20мм) бо зусилля даного преса були недостатні. Таким чином, продуктивність процесу кування, порівняно зі способом-прототипом, збільшилася в 2,2 рази, допуск на розмір поперечного перерізу поковки зменшився в 3 рази, а якість металу відповідала вимогам ГОСТу і була не нижчим, ніж якість металу, одержаного куванням за способомпрототипом. Кування способом, що пропонується можна виконувати на пресі малої потужності. Приклад 2. Злиток круглого поперечного перерізу з розміром в середньому перерізі 300 мм із сталі 38ХНЗМФА нагріли до температури 1150DC і прокували на гідравлічному кувальному пресі зусиллям 5МН в чотирьохбойковому кувальнрму блоці за схемою: 13 14 34978 ^ h L Ф £ Основна стадія кування -1-8 проходи; проміжна стадія -9, 10 проходи; калібруюча стадія -11, 12 проходи. Кування виконували двома комплектами бойків. Продуктивність процесу кування склала 890кг/г, допуск по діаметру не перевищував +1мм. Якість металу відповідала вимогам ГОСТ і було на рівні якості металу, отриманого куванням за способом-прототипом. Приклад 3. Злиток діаметром 300мм із сталі 38ХНЗМФА, нагрітий до температури 1150°С, кували на гідравлічному кувальному пресі зусиллям 5МН в чотирьохбойковому кувальному блоці за схемою: Де О - кантовка після кожного обтиснення на кут 30°, а подача після кута повороту заготовки на кут 360°. Основна стадія кування - 1 - 3 проходи; проміжна стадія - 4 прохід, калібруюча стадія - 5, 6 проходи. Кування виконували двома комплектами бойків. Продуктивність процесу кування склала 91 Окг/г, допуск по діаметру не перевищував 1мм. Якість металу відповідала вимогам ГОСТ І не поступалася якості металу, отриманого куванням за способом-прототипом. В таблицях 1 і 2 приведені дослідні дані, які підтверджують правильність параметрів конструк цій пристроїв, що заявляються і способу кування в цих пристроях. Таким чином, спосіб кування заготовок і чотирьохбойковий кувальний пристрій для його здійснення, що заявляються, забезпечують можливість чотирьохстороннього кування заготовок великих поперечних перерізів з використанням мінімальної кількості комплектів бойків і обладнання малої потужності, підвищення продуктивності процесу в 2,2 - 2,4 рази, точності поковок, поліпшення техніки безпеки при обслуговуванні й роботі з пристроєм, а також тривалу безаварійну роботу. Таблиця 1 № досліду 1 2 3 4 5 6 7 8 9 10 11 прототип На заключній стадії о 11- а S/ , один. Допуск по а, ТІ Примітки s / L a Продуктивність, діам , ±мм град. на осн, и пром. Є', град, кг/г ж стадіях один Якість металу відповідає ЗО 320-330 0,5-0,6 850 1 ГОСТу 10 320-330 0,5-0,6 1 490 На поверхні поковки залишились гребінці, 55 320-330 0,5-0,6 брак Якість поверхні погана, ЗО 270 0,5-0,6 брак На поверхні затиски меЗО 355 0,5-0,6 талу, брак На поверхні гребінці, зо 320-330 1,1-1,2 брак 320-330 0,1-0,2 500 1 зо 1,5-1,6 320-330 0,5-0,6 890 1 зо 1,1-1,2 320-330 0,5-0,6 1 460 зо 320-330 0,5-0,6 Брак поверхні 2,1 зо 370 3 15 34978 16 Таблиця 2 № досліду 1 2 Параметри конструкції L/H п/Н І7І 0,3 0,8 1,6 0,3 0,3 0,8 Продуктивність, кг/г 820 480 3 3,2 0,3 0,8 4 5 6 7 8 прототип 1,6 1,6 1,6 1.6 0,07 0,6 0,3 0,3 0,8 0,8 0,6 0,95 560 530 810 480 ФІГ.1 ' А-А Фіг 2 Примітки Зусилля преса недостатньо для кування злитка з максимальними подачами Знадобилась додаткова зміна бойків .«. Маса кувального пристрою збільшилась на 20% Пристрій непрацездатний 17 34978 18 «fct Комп ютерна верстка О Воробей Підписано до друку 05 08 2003 Міністерство освггіл і науки України Тираж 39 прим f Державний департамент інтелектуальної власності, Львівська площа 8, м Київ МСП 04655 Україна ТОВ "Міжнародний науковий комгтет", вул Артема, 77, м Киш, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for forging of blanks and four-head forging device for its implementation
Автори англійськоюLazorkin Viktor Andriiovych, Lazorkin Viktor Andriovych, Ternovyi Yurii Fedorovych, Artamonov Yurii Viktorovych, Brahinets Viktor Ivanovych
Назва патенту російськоюСпособ ковки заготовок и четырехбойковое ковочное устройство для его осуществления
Автори російськоюЛазоркин Виктор Андреевич, Терновый Юрий Федорович, Артамонов Юрий Викторович, Брагинец Виктор Иванович
МПК / Мітки
МПК: B21J 13/02, B21J 1/04
Мітки: кування, заготовок, спосіб, кувальний, чотирибойковий, пристрій, здійснення
Код посилання
<a href="https://ua.patents.su/20-34978-sposib-kuvannya-zagotovok-i-chotiribojjkovijj-kuvalnijj-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб кування заготовок і чотирибойковий кувальний пристрій для його здійснення</a>
Спосіб кування заготовок і чотирьохбойковий кувальний пристрій для його здійснення
Номер патенту: 34978
Опубліковано: 15.03.2001
Автори: Лазоркін Віктор Андрійович, Брагінець Віктор Іванович, Терновий Юрій Федорович, Артамонов Юрій Вікторович
МПК: B21J 1/04, B21J 13/02
Мітки: чотирьохбойковий, здійснення, кування, пристрій, спосіб, заготовок, кувальний
Формула / Реферат:
1. Спосіб кування заготовок, який включає обтиснення заготовки двома парами бойків у радіальному напрямку з прикладенням до неї з боку бойків одночасно зусиль нормального обтиснення і зусиль зсуву, подачу і кантування заготовки, який відрізняється тим, що кування здійснюють в три стадії: основну, проміжну і заключну, при цьому на основній стадії обтиснення виконують з впровадженням бокових поверхонь бойків в тіло заготовки, а на основній і...
Чотирибойковий кувальний пристрій
Номер патенту: 55249
Опубліковано: 17.03.2003
Автори: Лазоркіна Світлана Олександрівна, Лазоркін Віктор Андрійович, Мельников Юрій Вадимович
МПК: B21J 13/02
Мітки: пристрій, кувальний, чотирибойковий
Формула / Реферат:
Чотирибойковий кувальний пристрій, що складається з тримачів верхнього і нижнього бойків, кінематично зв'язаних з ними двох тримачів бічних бойків і чотирьох бойків, встановлених у тримачах бойків, який відрізняється тим, що бойки встановлені в тримачах бойків зі зміщенням в окружному напрямку відносно подовжніх площин симетрії відповідних тримачів бойків, а робочі площини бойків нахилені під кутом 5-50° до основ цих бойків, при цьому робочі...
Чотирибойковий кувальний пристрій
Номер патенту: 36703
Опубліковано: 16.04.2001
Автори: Лазоркін Віктор Андрійович, Терновий Юрій Федорович, Артамонов Юрій Вікторович, Безкровний Михайло Григорович
МПК: B21J 13/02
Мітки: пристрій, чотирибойковий, кувальний
Текст:
...зовнішніх утримувачів бойків 1 через направляючі планки 5 внутрішні утримувачі бойків 2 також повертаються до вихідного стану (фіг. 3). При переміщенні скоби 7 на відстань L, утримувачі бойків 1, 2, а відповідно і бойки 3 зміщують ся на відстань l (фіг. 3), паралельно площині основи, причому відстань l значно менша відстані L та визначається кутом нахилу поверхонь a, так що L l= і при a=50-85° l» (0,087...О,84)×L. В разі, tga коли основа має...
Чотирьохбойковий кувальний пристрій
Номер патенту: 29183
Опубліковано: 16.10.2000
Автор: Лазоркін Віктор Андрійович
МПК: B21J 13/02
Мітки: кувальний, пристрій, чотирьохбойковий
Формула / Реферат:
1. Чотирьохбойковий кувальний пристрій, який складається із двох утримувачів верхнього і нижнього бойків з похилими поверхнями, кінематично пов'язанних з ними двох утримувачів бокових бойків з похилими поверхнями, які відповідають нахилу поверхонь верхнього і нижнього утримувачів і чотирьох бойків, які прікріпленні до відповідних утримувачів і мають заходні і калібруючі ділянки, який відрізняється тим, що похилі поверхні утримувачів бойків...
Інструмент для радіального кування
Номер патенту: 36421
Опубліковано: 16.04.2001
Автори: Терновий Юрій Федорович, Лазоркін Віктор Андрійович, Артамонов Юрій Вікторович, Безкровний Михайло Григорович
МПК: B21J 13/00
Мітки: інструмент, радіального, кування
Текст:
...кування в зібраному виді. На фіг. 2 - вид в плані на робочу поверхню бойка, у якого західні ділянки мають форму трапецій, а великі основи трапецій прилягають до калібруючої ділянки; на фіг. 3 - вид в плані на робочу поверхню бойка, у якого західні ділянки бойків мають форму трапецій, великі основи яких прилягають до контактуючих ділянок та дорівнюють ширині цих ділянок; на фіг. 4 - інструмент для радіального кування, у якого менші основи...
Попередній патент: Спосіб визначення втрати тепла від зовнішнього охолодження теплогенеруючої установки
Наступний патент: Заміщені похідні (1,3-біс(циклогексилметил-1,2,3,6-тетрагідро- 2,6-діоксо-9н-пурин-8-іл)фенілу та фармацевтична композиція на їх основі
Випадковий патент: Спосіб профілактики післяопераційних ліквороциркуляторних ускладнень при видаленні внутрішньомозкових пухлин півкуль великого мозку