Спосіб відновлення засклення кабіни вертольота при ремонті
Номер патенту: 26617
Опубліковано: 25.09.2007
Автори: Лук'яненко Олег Вікторович, Немчин Олександр Федорович, Мітрахович Михайло Михайлович, П'ятецький Олександр Васильович, Дяденко Микола Степанович, Лисюк Василь Миколайович
Формула / Реферат
1. Спосіб відновлення засклення кабіни вертольота при ремонті, при якому проводять ремонт елементів засклення шляхом усунення механічних пошкоджень скла у вигляді подряпин, забоїн, сколів, поверхневих тріщин і "срібла", а також шляхом заміни елементів засклення на нові, що виготовляються для заміни пошкоджених, якщо пошкодження скла перевищують допустимі норми, при цьому процес ремонту пошкоджень скла у вигляді подряпин, забоїн, сколів та поверхневих тріщин проводять з використанням технологічних операцій, які є основою етапів зняття елементів засклення з каркаса кабіни/ліхтаря вертольота, виявлення дефектів засклення, шліфування, полірування, кінцевого контролю оптичних властивостей відремонтованого скла і встановлення його у каркас кабіни/ліхтаря вертольота, процес ремонту пошкоджень скла у вигляді "срібла" проводять з використанням технологічних операцій, які є основою етапів виявлення дефектів засклення, безпосередньо ремонту з використанням як механічної обробки шляхом шліфування та полірування, так і шляхом зварювання чи відпалу з проведенням в обох випадках кінцевого контролю оптичних властивостей відремонтованого скла, процес ремонту пошкоджених елементів засклення, де пошкодження скла перевищують допустимі норми, проводять з використанням технологічних операцій, згідно з якими проводять заходи щодо розмітки і розкрою листа, нагрівання заготовок до розм'якшення, формування, обробку різанням формованої деталі по контуру, наклеювання кріпильних стрічок і кінцевого контролю оптичних властивостей виготовленого скла, причому етап виявлення дефектів засклення полягає в тому, що виявлення дефектів засклення проводять як зовнішнім оглядом, так і за допомогою індикаторного приладу КП-1 і інструментів, етап шліфування полягає в тому, що шліфування поверхні скла проводять спочатку шліфувальною шкуркою 3 (320), потім тонкими шліфувальними шкурками типу М28 (400), етап полірування полягає в тому, що проводять полірування скла пастою ВІАМ-2, яку наносять на поверхню скла тонким шаром, і проводять розтирання ватою або м'яким дрантям, після полірування пастою далі застосовують тваринне сало, яке наноситься тонким шаром і розтирається байкою або текстильною замшею, відполіроване засклення очищають чистими м'якими ганчірками чи губкою, змоченою у воді з милом, етап виготовлення елементів засклення полягає в тому, що послідовно виконують технологічні операції, згідно з якими спочатку одержують лист органічного скла, далі проводять технологічні операції по розмітці і розкрою заготівок на листах органічного скла або марки СО-95 чи СО-95А, або марки СО-120 чи СО-120А, або марки АО-120, вирізують із листа скла елемент заготівки згідно з розміткою, обробляють торці заготівки, очищають поверхню заготівки від протекторного покриття, проводять зовнішній огляд заготівки на відсутність механічних ушкоджень і "срібла", при відповідності поверхні скла оптичним показникам і відсутності механічних ушкоджень і "срібла" виконують технологічні операції по формуванню скла на спеціальному обладнанні, а на заключній стадії виготовлення елементів засклення кабіни вертольота виконують послідовно технологічні операції, що містять у собі підготовку оснащення для проведення термообробки заготівок засклення, безпосередньо термообробку, охолодження термічно обробленої заготівки засклення, механічну обробку торцевих поверхонь термічно обробленої заготівки, контроль обробки поверхонь, полірування, маркування, перевірку скла на відповідність оптичним показникам і проводять заходи щодо захисту відполірованої поверхні виготовленого елемента засклення, який відрізняється тим, що контрольний огляд скла попередньо проводять перед зняттям елемента скла з каркаса кабіни/ліхтаря, перед зняттям елемента засклення з каркаса кабіни/ліхтаря виконують технологічні операції щодо покриття поверхонь елемента засклення латексом, усування пошкоджень скла у вигляді "срібла" за технологією зварювання виконується проведенням послідовно технологічних операцій, згідно з якими спочатку скло короткочасно на 40...55 с занурюють у мінеральне масло з температурою +250...260 °С, прогрівають в маслі поверхневі шари скла до температури +140...150 °С і проводять охолодження елемента скла до температури +20 °С за відповідною технологією з наступним протиранням поверхні від масла м'якими ганчірками чи губкою, змоченою у воді з милом, і закінчують етап ремонту пошкодження скла у вигляді "срібла", який проводився за технологією зварювання, контролем оптичних властивостей відремонтованого скла, перед встановленням елементів засклення у каркас кабіни/ліхтаря вертольота відривають закінцівки захисного покриття, що виконано з латексу, після встановлення елементів засклення у каркас кабіни/ліхтаря вертольота повністю відривають захисне покриття, що виконано з латексу, з поверхонь встановлених елементів засклення, перед проведенням технологічних операцій по розмітці і розкрою заготівок виконують послідовно технологічні операції, при яких перевіряють цілісність захисного паперу, знімають захисний папір та промивають скло теплою водою з милом, після промивання скла мильною водою остаточно скло промивають чистою водою, протирають поверхню скла, оглядають для дефектації скло з обох боків або візуально, або з використанням приладів та інструментів, після огляду скла заміряють його товщину, перед технологічними операціями по вирізанню заготівки з листа органічного скла наносять протектор на поверхню заготівки, на етапі розмітки виконують послідовно технологічні операції, що містять у собі накладення на лист органічного скла шаблона-розгортці, сполучення контрольного шаблона з віссю симетрії, розмітку зазначеного листа скла по шаблону-розгорненню і розкрій скла з урахуванням припуску на закріплення заготівки перед формуванням, після виконання технологічних операцій по вирізанню зі скла заготівки знімають з зазначеного скла протектор, після виконання технологічних операцій по зняттю з заготівки протектора промивають скло мильною водою по обидва боки, протирають і сушать заготівку, на етапі термообробки виконують технологічні операції по підготовці спеціальних пристосувань, що імітують каркас кабіни вертольота і забезпечують притискання скла до обводів пристосування, закріплення скла в пристосуванні, розміщення пристосування зі склом у термошафі, проведення процесу термообробки за визначеною методикою з наступним відключенням термошафи і охолодженням деталі в термошафі на величину 20-30 °С нижче заданої без вимикання вентиляторів і далі до величини 50 °С з виключеними вентиляторами, перед проведенням етапу механічної обробки виконують заходи щодо покриття поверхні елемента засклення шаром захисного матеріалу з латексу, на етапі механічної обробки скла виконують технологічні операції по розмітці скла, вирізанню скла по розмітці, обробці торцевих поверхонь з наступним видаленням продуктів зачищення, обрізанню скла по розмітці, приторцьовуванню по контрольних пристосуваннях з наступною установкою в контрольне пристосування, після виконання етапу механічної обробки захисний шар, що виконаний з латексу, знімається для здійснення технологічних операцій щодо полірування поверхні елемента засклення.
2. Спосіб за п. 1, який відрізняється тим, що відпал скла для усунення пошкоджень скла у вигляді "срібла" проводять за умов, що є аналогічними процесу зварювання скла у нагрітому мінеральному маслі.
3. Спосіб за п. 1, який відрізняється тим, що захисне покриття з латексу наносять на обидві поверхні елементів засклення пензликом у 2...3 шари.
4. Спосіб за п. 1, який відрізняється тим, що при виконанні технологічних операцій по розмітці скла виконують розмітку скла з припуском по торцях не менше 20...30 мм і по подовжніх обрізах - не менше 20 мм.
5. Спосіб за п. 1, який відрізняється тим, що при проведенні процесу термообробки за визначеною методикою виконують технологічні операції по підтримці температури скла по термопарах не нижче 97 °С і не вище 100 °С.
6. Спосіб за п. 1, який відрізняється тим, що захист відполірованої поверхні виготовленого елемента засклення здійснюють або обклеюванням захисним папером, або нанесенням шару латексу.
Текст
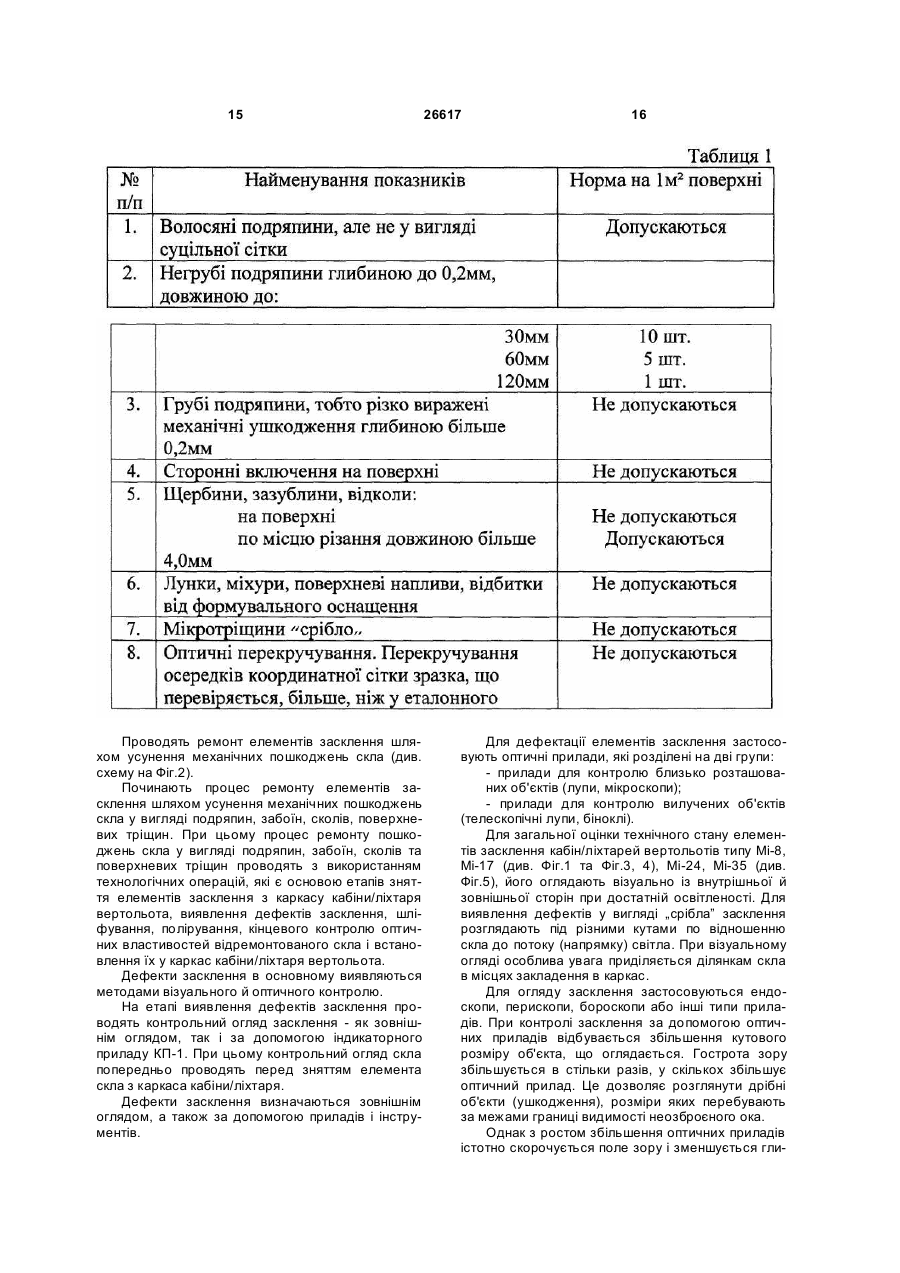
1. ЛОГІЇ" Спосіб відновлення засклення кабіни вертольота при ремонті, при якому проводять ремонт елементів засклення шляхом усунення механічних пошкоджень скла у вигляді подряпин, забоїн, сколів, поверхневих тріщин і "срібла", а також шляхом заміни елементів засклення на нові, що виготовляються для заміни пошкоджених, якщо пошкодження скла перевищують допустимі норми, при цьому процес ремонту пошкоджень скла у вигляді подряпин, забоїн, сколів та поверхневих тріщин проводять з використанням технологічних операцій, які є основою етапів зняття елементів засклення з каркаса кабіни/ліхтаря вертольота, виявлення дефектів засклення, шліфування, полірування, кінцевого контролю оптичних властивостей відремонтованого скла і встановлення його у каркас кабіни/ліхтаря вертольота, процес ремонту пошкоджень скла у вигляді "срібла" проводять з використанням технологічних операцій, які є основою етапів виявлення дефектів засклення, безпосередньо ремонту з використанням як механічної обробки шляхом шліфування та полірування, так і шляхом зварювання чи відпалу з проведенням в обох випадках кінцевого контролю оптичних властивостей відремонтованого скла, процес ремонту пошкоджених елементів засклення, де пошкодження скла перевищують допустимі норми, проводять з використанням технологічних операцій, згідно з якими проводять заходи щодо розмітки і розкрою листа, нагрівання заготовок до розм'якшення, формування, обробку різанням формованої деталі по контуру, наклеювання кріпильних стрічок і кінцевого контролю оптичних властивостей виготовленого скла, причому етап виявлення дефектів засклення полягає в тому, що виявлення дефектів засклення проводять як зовнішнім оглядом, так і за допомогою індикаторного приладу КП 2 (19) 1 3 26617 4 зварювання виконується проведенням послідовно технологічних операцій, згідно з якими спочатку скло короткочасно на 40...55 с занурюють у мінеральне масло з температурою +250...260 °С, прогрівають в маслі поверхневі шари скла до температури +140...150°С і проводять охолодження елемента скла до температури +20°С за відповідною технологією з наступним протиранням поверхні від масла м'якими ганчірками чи губкою, змоченою у воді з милом, і закінчують етап ремонту пошкодження скла у вигляді "срібла", який проводився за технологією зварювання, контролем оптичних властивостей відремонтованого скла, перед встановленням елементів засклення у каркас кабіни/ліхтаря вертольота відривають закінцівки захисного покриття, що виконано з латексу, після встановлення елементів засклення у каркас кабіни/ліхтаря вертольота повністю відривають захисне покриття, що виконано з латексу, з поверхонь встановлених елементів засклення, перед проведенням технологічних операцій по розмітці і розкрою заготівок виконують послідовно технологічні операції, при яких перевіряють цілісність захисного паперу, знімають захисний папір та промивають скло теплою водою з милом, після промивання скла мильною водою остаточно скло промивають чистою водою, протирають поверхню скла, оглядають для дефектації скло з обох боків або візуально, або з використанням приладів та інструментів, після огляду скла заміряють його товщину, перед технологічними операціями по вирізанню заготівки з листа органічного скла наносять протектор на поверхню заготівки, на етапі розмітки виконують послідовно технологічні операції, що містять у собі накладення на лист органічного скла шаблона-розгортці, сполучення контрольного шаблона з віссю симетрії, розмітку зазначеного листа скла по шаблону-розгорненню і розкрій скла з урахуванням припуску на закріплення заготівки перед формуванням, після виконання технологічних операцій по вирізанню зі скла заготівки знімають з зазначеного скла протектор, після виконання технологічних операцій по зняттю з заготівки протектора промивають скло мильною водою по обидва боки, протирають і сушать заготівку, на етапі термообробки виконують технологічні операції по під готовці спеціальних пристосувань, що імітують каркас кабіни вертольота і забезпечують притискання скла до обводів пристосування, закріплення скла в пристосуванні, розміщення пристосування зі склом у термошафі, проведення процесу термообробки за визначеною методикою з наступним відключенням термошафи і охолодженням деталі в термошафі на величину 20-30°С нижче заданої без вимикання вентиляторів і далі до величини 50°С з виключеними вентиляторами, перед проведенням етапу механічної обробки виконують заходи щодо покриття поверхні елемента засклення шаром захисного матеріалу з латексу, на етапі механічної обробки скла виконують технологічні операції по розмітці скла, вирізанню скла по розмітці, обробці торцевих поверхонь з наступним видаленням продуктів зачищення, обрізанню скла по розмітці, приторцьовуванню по контрольних пристосуваннях з наступною установкою в контрольне пристосування, після виконання етапу механічної обробки захисний шар, що виконаний з латексу, знімається для здійснення технологічних операцій щодо полірування поверхні елемента засклення. 2. Спосіб за п. 1, який відрізняється тим, що відпал скла для усунення пошкоджень скла у вигляді "срібла" проводять за умов, що є аналогічними процесу зварювання скла у нагрітому мінеральному маслі. 3. Спосіб за п. 1, який відрізняється тим, що захисне покриття з латексу наносять на обидві поверхні елементів засклення пензликом у 2...3 шари. 4. Спосіб за п. 1, який відрізняється тим, що при виконанні технологічних операцій по розмітці скла виконують розмітку скла з припуском по торцях не менше 20...30мм і по подовжніх обрізах - не менше 20мм. 5. Спосіб за п. 1, який відрізняється тим, що при проведенні процесу термообробки за визначеною методикою виконують технологічні операції по підтримці температури скла по термопарах не нижче 97°С і не вище 100 °С. 6. Спосіб за п. 1, який відрізняється тим, що захист відполірованої поверхні виготовленого елемента засклення здійснюють або обклеюванням захисним папером, або нанесенням шару латексу. Корисна модель відноситься до галузі авіації, зокрема, до технології ремонту літального апарата, а саме, до способів відновлення засклення кабіни вертольота при ремонті. При ремонті виробів авіаційної техніки на авіаремонтних підприємствах елементи засклення відновлюються шляхом усунення механічних пошкоджень скла у вигляді подряпин, забоїн, сколів, а також поверхневих тріщин і „срібла”. Крім дефектів скла в ремонті усуваються дефекти елементів закладення. У тих випадках, коли не представляється можливим відремонтувати дефектний елемент (деталь) засклення, її заміняють новою. Для заміни беруть або елемент засклення зі складу, або виготовляють цей елемент в умовах авіаремонтних підприємств з орієнтовного чи неорієнтовного скла. Використання передових і сучасних виробничих процесів виготовлення елементів засклення кабіни вертольота дозволить інженернотехнічному складу авіаремонтних підприємств розробити на базі існуючого технологічного процесу виготовлення елементів засклення кабіни вертольота більш ефективні технологічні процеси формування елементів засклення кабіни вертольота для конкретного зразка авіаційної техніки, наприклад, або для транспортних вертольотів Мі-8 5 та Мі-17, або для бойових вертольотів Мі-24 та Мі35. Новий (удосконалений) технологічний процес формування елементів засклення кабіни вертольота дозволить не тільки скоротити час на проведення капітального ремонту вертольота, наприклад, Мі-8 або Мі-24 (або іншого типу вертольота, для виготовлення елементів засклення кабіни/ліхтаря якого використовується органічне скло марок СО-95 чи СО-120, або марок СО-95А, СО120А), але і знизити фінансові витрати, що передбачаються на закупівлю конструктивних елементів засклення кабіни екіпажу (для багатоцільових вертольотів типу Мі-8 та Мі-17) чи ліхтарів кабіни льотчика і льотчика-оператора (для бойових льотчика-оператора (для бойових вертольотів типу Мі-24 та Мі-35) замість непридатних до експлуатації, шляхом виготовлення аналогічних конструкцій на базі авіаремонтного підприємства [1]. Відомий спосіб відновлення елементів засклення кабіни літального апарата, при якому проводять ремонт елементів засклення шляхом усунення механічних пошкоджень скла у вигляді подряпин, забоїн, сколів, поверхневих тріщин і „срібла”, а також шляхом заміни елементів засклення на нові, що виготовляються для заміни пошкоджених, якщо пошкодження скла перевищують допустимі норми, при цьому процес ремонту пошкоджень скла у вигляді подряпин, забоїн, сколів та поверхневих тріщин проводять з використанням технологічних операцій, які є основою етапів виявлення дефектів засклення, шліфування, полірування і кінцевого контролю оптичних властивостей відремонтованого скла, процес ремонту пошкоджень скла у вигляді „срібла” проводять з використанням технологічних операцій, які є основою етапів виявлення дефектів засклення, безпосередньо ремонту з використанням як механічної обробки шляхом шліфування та полірування, так і шляхом зварювання з проведенням в обох випадках кінцевого контролю оптичних властивостей відремонтованого скла, процес ремонту пошкоджених елементів засклення, де пошкодження скла перевищують допустимі норми, проводять з використанням технологічних операцій, згідно з якими проводять заходи щодо розмітки і розкрию листа, нагрівання заготовок до розм'якшення, формування, обробку різанням формованої деталі по контуру, наклеювання кріпильних стрічок і кінцевого контролю оптичних властивостей виготовленого скла, причому етап виявлення дефектів засклення полягає в тому, що виявлення дефектів засклення проводять як зовнішнім оглядом, так і за допомогою індикаторного приладу КП-1 і інструментів, етап шліфування полягає в тому, що шліфування поверхні скла проводять спочатку шліфувальною шкуркою 3 (320), потім тонкими шліфувальними шкурками типу М28 (400), етап полірування полягає в тому, що проводять полірування пастою ВІАМ-2, яку наносять на поверхню скла тонким шаром і розтирання проводять ватою або м'яким дрантям, після полірування пастою далі застосовують тваринне сало, яке наноситься тонким шаром і розтирається байкою або текстильною замшею, відполіроване засклення очищають чистими м'якими ганчірками чи губкою, змоченою у воді з 26617 6 милом, пошкодження скла у вигляді „срібла” усуваються або механічною обробкою - послідовним шліфуванням і поліруванням, або зварюванням, етап виготовлення елементів засклення полягає в тому, що послідовно виконують технологічні операції, згідно з якими спочатку одержують лист органічного скла, далі проводять технологічні операції по розмітці і розкрию скла на заготовки, вирізають заготовку скла згідно з розміткою, поміщають заготовку в піч, виконують технологічні операції по формуванню скла в печі при температурі близько 115°С протягом 15 хвилин, витягають нагріту заготовку з печі і охолоджують її на повітрі протягом 2-5 секунд, розміщують заготовку на формі і додають їй необхідну форму шляхом підтискання, закріплюють краї заготовки після додання їй необхідної форми за допомогою спеціальних затисків, охолоджують заготовку до температури навколишнього середовища, а на заключній стадії виготовлення елементів засклення ліхтаря кабіни літального апарата виконують послідовно технологічні операції, що містять у собі механічну обробку торцевих поверхонь термічно обробленої заготовки, контроль обробки поверхонь, полірування і перевірку скла на відповідність оптичним показникам [1]. До недоліків відомого способу відноситься те, що не забезпечується висока якість ремонту і виготовлення елементів засклення кабіни літального апарата. Найбільш близьким технічним рішенням, як по суті, так і по результату, що досягається, яке обрано як прототип, є спосіб відновлення засклення кабіни вертольота при ремонті, при якому проводять ремонт елементів засклення шляхом усунення механічних пошкоджень скла у вигляді подряпин, забоїн, сколів, поверхневих тріщин і „срібла”, а також шляхом заміни елементів засклення на нові, що виготовляються для заміни пошкоджених, якщо пошкодження скла перевищують допустимі норми, при цьому процес ремонту пошкоджень скла у вигляді подряпин, забоїн, сколів та поверхневих тріщин проводять з використанням технологічних операцій, які є основою етапів зняття елементів засклення з каркасу кабіни/ліхтаря вертольота, виявлення дефектів засклення, шліфування, полірування, кінцевого контролю оптичних властивостей відремонтованого скла і встановлення їх у каркас кабіни/ліхтаря вертольота, процес ремонту пошкоджень скла у вигляді „срібла” проводять з використанням технологічних операцій, які є основою етапів виявлення дефектів засклення, безпосередньо ремонту з використанням як механічної обробки шляхом шліфування та полірування, так і шляхом зварювання чи отжигу з проведенням в обох випадках кінцевого контролю оптичних властивостей відремонтованого скла, процес ремонту пошкоджених елементів засклення, де пошкодження скла перевищують допустимі норми, проводять з використанням технологічних операцій, згідно з якими проводять заходи щодо розмітки і розкрию листа, нагрівання заготовок до розм'якшення, формування, обробку різанням формованої деталі по контуру, наклеювання кріпильних стрічок і кінцевого контролю оптичних 7 властивостей виготовленого скла, причому етап виявлення дефектів засклення полягає в тому, що виявлення дефектів засклення проводять як зовнішнім оглядом, так і за допомогою індикаторного приладу КП-1 і інструментів, етап шліфування полягаєв тому, що шліфування поверхні скла проводять спочатку шліфувальною шкуркою 3 (320), потім тонкими шліфувальними шкурками типу М28 (400), етап полірування полягає в тому, що проводять полірування скла пастою ВІАМ-2, яку наносять на поверхню скла тонким шаром, і проводять розтирання ватою або м'яким дрантям, після полірування пастою далі застосовують тваринне сало, яке наноситься тонким шаром і розтирається байкою або текстильною замшею, відполіроване засклення очищають чистими м'якими ганчірками чи губкою, змоченою у воді з милом, етап виготовлення елементів засклення полягає в тому, що послідовно виконують технологічні операції, згідно з якими спочатку одержують лист органічного скла, далі проводять технологічні операції по розмітці і розкрию заготовок на листах органічного скла або марки СО-95 чи СО-95А, або марки CO120 чи СО-120А, або марки АО-120, вирізають із листа скла елемент заготовки згідно з розміткою, обробляють торці заготовки, очищають поверхню заготовки від протекторного покриття, проводять зовнішній огляд заготовки на відсутність механічних ушкоджень і „срібла”, при відповідності поверхні скла оптичним показникам і відсутності механічних ушкоджень і „срібла” виконують технологічні операції по формуванню скла на спеціальному обладнанні, а на заключній стадії виготовлення елементів засклення кабіни/ліхтаря вертольота виконують послідовно технологічні операції, що містять у собі підготовку оснащення для проведення термообробки заготовок засклення, безпосередньо термообробку, охолодження термічно обробленої заготовки засклення, механічну обробку торцевих поверхонь термічно обробленої заготовки, контроль обробки поверхонь, полірування, маркування, перевірку скла на відповідність оптичним показникам і обклеювання готової продукції захисним папером [2]. До недоліків відомого способу, який обрано за прототип, відноситься те, що не забезпечується висока якість ремонту і виготовлення елементів засклення кабіни/ліхтаря вертольота. В основу корисної моделі покладена задача шляхом введення у виробничий процес ремонту засклення кабіни/ліхтаря вертольота додаткових технологічних операцій, забезпечити підвищення якості ремонту і виготовлення елементів засклення кабіни/ліхтаря вертольота. Суть способу відновлення засклення кабіни вертольота при ремонті, при якому проводять ремонт елементів засклення шляхом усунення механічних пошкоджень скла у вигляді подряпин, забоїн, сколів, поверхневих тріщин і „срібла”, а також шляхом заміни елементів засклення на нові, що виготовляються для заміни пошкоджених, якщо пошкодження скла перевищують допустимі норми, при цьому процес ремонту пошкоджень скла у вигляді подряпин, забоїн, сколів та поверхневих тріщин проводять з використанням технологічних 26617 8 операцій, які є основою етапів зняття елементів засклення з каркасу кабіни/ліхтаря вертольота, виявлення дефектів засклення, шліфування, полірування, кінцевого контролю оптичних властивостей відремонтованого скла і встановлення їх у каркас кабіни/ліхтаря вертольота, процес ремонту пошкоджень скла у вигляді „срібла” проводять з використанням технологічних операцій, які є основою етапів виявлення дефектів засклення, безпосередньо ремонту з використанням як механічної обробки шляхом шліфування та полірування, так і шляхом зварювання чи отжигу з проведенням в обох випадках кінцевого контролю оптичних властивостей відремонтованого скла, процес ремонту пошкоджених елементів засклення, де пошкодження скла перевищують допустимі норми, проводять з використанням технологічних операцій, згідно з якими проводять заходи щодо розмітки і розкрию листа, нагрівання заготовок до розм'якшення, формування, обробку різанням формованої деталі по контуру, наклеювання кріпильних стрічок і кінцевого контролю оптичних властивостей виготовленого скла, причому етап виявлення дефектів засклення полягає в тому, що виявленню дефектів засклення проводять як зовнішнім оглядом, так і за допомогою індикаторного приладу КП1 і інструментів, етап шліфування полягає в тому, що шліфування поверхні скла проводять спочатку шліфувальною шкуркою 3 (320), потім тонкими шліфувальними шкурками типу М28 (400), етап полірування полягає в тому, що проводять полірування скла пастою ВІАМ-2, яку наносять на поверхню скла тонким шаром, і проводять розтирання ватою або м'яким дрантям, після полірування пастою далі застосовують тваринне сало, яке наноситься тонким шаром і розтирається байкою або текстильною замшею, відполіроване засклення очищають чистими м'якими ганчірками чи губкою, змоченою у воді з милом, етап виготовлення елементів засклення полягає в тому, що послідовно виконують технологічні операції, згідно з якими спочатку одержують лист органічного скла, далі проводять технологічні операції по розмітці і розкрию заготовок на листах органічного скла або марки СО-95 чи СО-95А, або марки CO-120 чи CO120А, або марки АО-120, вирізають із листа скла елемент заготовки згідно з розміткою, обробляють торці заготовки, очищають поверхню заготовки від протекторного покриття, проводять зовнішній огляд заготовки на відсутність механічних ушкоджень і „срібла”, при відповідності поверхні скла оптичним показникам і відсутності механічних ушкоджень і „срібла” виконують технологічні операції по формуванню скла на спеціальному обладнанні, а на заключній стадії виготовлення елементів засклення кабіни вертольота виконують послідовно технологічні операції, що містять у собі підготовку оснащення для проведення термообробки заготовок засклення, безпосередньо термообробку, охолодження термічно обробленої заготовки засклення, механічну обробку торцевих поверхонь термічно обробленої заготовки, контроль обробки поверхонь, полірування, маркування, перевірку скла на відповідність оптичним показникам і проводять заходи щодо захисту 9 відполірованої поверхні виготовленого елемента засклення, полягає в тому, що контрольний огляд скла попередньо проводять перед зняттям елемента скла з каркаса кабіни/ліхтаря, перед зняттям елемента засклення з каркасу кабіни/ліхтаря виконують технологічні операції щодо покриття поверхонь елемента засклення латексом, усування пошкоджень скла у вигляді „срібла” за технологією зварювання виконується проведенням послідовно технологічних операцій, згідно з якими спочатку скло короткочасно на 40...55с занурюють у мінеральне масло з температурою +250...260°С, прогрівають в маслі поверхневі шари скла до температури +140...150°С і проводять охолодження елемента скла до температури +20°С за відповідною технологією з наступним протиранням поверхні від масла м'якими ганчірками чи губкою, змоченою у воді з милом, і закінчують етап ремонту пошкодження скла у вигляді „срібла”, який проводився за технологією зварювання, контролем оптичних властивостей відремонтованого скла, перед встановленням елементів засклення у каркас кабіни/ліхтаря вертольота відривають закінцівки захисного покриття, що виконано з латексу, після встановлення елементів засклення у каркас кабіни/ліхтаря вертольота повністю відривають захисне покриття, що виконано з латексу, з поверхонь встановлених елементів засклення, перед проведенням технологічних операцій по розмітці і розкрию заготовок виконують послідовно технологічні операції, при яких перевіряють цілісність захисного паперу, знімають захисний папір та промивають скло теплою водою з милом, після промивання скла мильною водою остаточно скло промивають чистою водою, протирають поверхню скла, оглядають для дефектації скло з обох боків або візуально, або з використанням приладів та інструментів, після огляду скла замірять його товщину, перед технологічними операціями по вирізанню заготовки з листа органічного скла наносять протектор на поверхню заготовки, на етапі розмітки виконують послідовно технологічні операції, що містять у собі накладення на лист органічного скла шаблона-розгортки, сполучення контрольного шаблона з віссю симетрії, розмітку зазначеного листа скла по шаблону-розгортці і розкрій скла з урахуванням припуску на закріплення заготовки перед формуванням, після виконання технологічних операцій по вирізанню зі скла заготовки знімають з зазначеного скла протектор, після виконання технологічних операцій по зняттю з заготовки протектора промивають скло мильною водою по обидва боки, протирають і сушать заготовку, на етапі термообробки виконують технологічні операції по підготовці спеціальних пристосувань, що імітують каркас кабіни/ліхтаря вертольота і забезпечують притискання скла до обводів пристосування, закріплення скла в пристосуванні, розміщення пристосування зі склом у термошафі, проведення процесу термообробки за визначеною методикою з наступним відключенням термошафи і охолодженням деталі в термошафі на величину 20-30°С нижче заданої без вимикання вентиляторів і далі до величини 50°С з виключеними вентиляторами, перед проведенням етапу механічної обробки ви 26617 10 конують заходи щодо покриття поверхні елемента засклення шаром захисного матеріалу з латексу, на етапі механічної обробки скла виконують технологічні операції по розмітці скла, вирізанню скла по розмітці, обробці торцевих поверхонь з наступним видаленням продуктів зачищення, обрізанню скла по розмітці, приторцьовування по контрольних пристосуваннях з наступною установкою в контрольне пристосування, після виконання етапу механічної обробки захисний шар, що виконаний з латексу, знімається для здійснення технологічних операцій щодо полірування поверхні елемента засклення. Суть корисної моделі полягає і в тому, що відпал скла для усунення пошкоджень скла у вигляді „срібла” проводять за умовами, що є аналогічними процесу зварювання скла у нагрітому мінеральному маслі, захисне покриття з латексу наносять на обидві поверхні елементів засклення пензликом у 2...3 шари. Суть корисної моделі полягає також і в тому, що при виконанні технологічних операцій по розмітці скла виконують розмітку скла з припуском по торцях не менше 20...30мм і по подовжніх обрізах - не менше 20мм, при проведенні процесу термообробки за визначеною методикою виконують технологічні операції по підтримці температури скла по термопарах не нижче 97°С і не вище 100°С, а захист відполірованої поверхні виготовленого елемента засклення здійснюють або обклеюванням захисним папером, або нанесенням шару латексу. Порівняльний аналіз технічного рішення з прототипом показує, що спосіб відновлення засклення кабіни вертольота при ремонті, який заявляється, відрізняється тим, що контрольний огляд скла попередньо проводять перед зняттям елемента скла з каркаса кабіни/ліхтаря, перед зняттям елемента засклення з каркасу кабіни/ліхтаря виконують технологічні операції щодо покриття поверхонь елемента засклення латексом, усування пошкоджень скла у вигляді „срібла” за технологією зварювання виконується проведенням послідовно технологічних операцій, згідно з якими спочатку скло короткочасно на 40...55с занурюють у мінеральне масло з температурою +250...260°С, прогрівають в маслі поверхневі шари скла до температури +140...150°С і проводять охолодження елемента скла до температури +20°С за відповідною технологією з наступним протиранням поверхні від масла м'якими ганчірками чи губкою, змоченою у воді з милом, і закінчують етап ремонту пошкодження скла у вигляді „срібла”, який проводився за технологією зварювання, контролем оптичних властивостей відремонтованого скла, перед встановленням елементів засклення у каркас кабіни/ліхтаря вертольота відривають закінцівки захисного покриття, що виконано з латексу, після встановлення елементів засклення у каркас кабіни/ліхтаря вертольота повністю відривають захисне покриття, що виконано з латексу, з поверхонь встановлених елементів засклення, перед проведенням технологічних операцій по розмітці і розкрию заготівель виконують послідовно технологічні операції, при яких перевіряють цілісність захисного паперу, знімають захисний папір та промивають скло теплою водою з милом, після промивання скла мильною 11 водою остаточно скло промивають чистою водою, протирають поверхню скла, оглядають для дефектації скло з обох боків або візуально, або з використанням приладів та інструментів, після огляду скла замірять його товщину, перед технологічними операціями по вирізанню заготовки з листа органічного скла наносять протектор на поверхню заготовки, на етапі розмітки виконують послідовно технологічні операції, що містять у собі накладення на лист органічного скла шаблона-розгортки, сполучення контрольного шаблона з віссю симетрії, розмітку зазначеного листа скла по шаблонурозгортці і розкрій скла з урахуванням припуску на закріплення заготовки перед формуванням, після виконання технологічних операцій по вирізанню зі скла заготовки знімають з зазначеного скла протектор, після виконання технологічних операцій по зняттю з заготовки протектора промивають скло мильною водою з обох боків, протирають і сушать заготовку, на етапі термообробки виконують технологічні операції по підготовці спеціальних пристосувань, що імітують каркас кабіни/ліхтаря вертольота і забезпечують притисканняання скла до обводів пристосування, закріплення скла в пристосуванні, розміщення пристосування зі склом у термошафі, проведення процесу термообробки за визначеною методикою з наступним відключенням термошафи і охолодженням деталі в термошафі на величину 20-30°С нижче заданої без вимикання вентиляторів і далі до величини 50°С з виключеними вентиляторами, перед проведенням етапу механічної обробки виконують заходи щодо покриття поверхні елемента засклення шаром захисного матеріалу з латексу, на етапі механічної обробки скла виконують технологічні операції по розмітці скла, вирізанню скла по розмітці, обробці торцевих поверхонь з наступним видаленням продуктів зачищення, обрізання скла по розмітці, приторцьовування по контрольних пристосуваннях з наступною установкою в контрольне пристосування, після виконання етапу механічної обробки захисний шар, що виконаний з латексу, знімається для здійснення технологічних операцій щодо полірування поверхні елемента засклення, при цьому відпал скла для усунення пошкоджень скла у вигляді „срібла” проводять за умовами, що є аналогічними процесу зварювання скла у нагрітому мінеральному маслі, захисне покриття з латексу наносять на обидві поверхні елементів засклення пензликом у 2...3 шари, причому при виконанні технологічних операцій по розмітці скла виконують розмітку скла з припуском по торцях не менше 20...30мм і по подовжніх обрізах - не менше 20мм, при проведенні процесу термообробки за визначеною методикою виконують технологічні операції по підтримці температури скла по термопарах не нижче 97°С і не вище 100°С, а захист відполірованої поверхні виготовленого елемента засклення здійснюють або обклеюванням захисним папером, або нанесенням шару латексу. Таким чином, спосіб відновлення засклення кабіни вертольота при ремонті, який заявляється, відповідає критерію корисної моделі «новизна». Суть корисної моделі пояснюється за допомогою ілюстрацій, де на Фіг.1 показана схема віднов 26617 12 лення засклення кабіни вертольота за допомогою способу, який заявляється, на Фіг.2 представлена блок-схема поетапного виконання технологічних операцій, що складають суть способу відновлення засклення кабіни вертольота при ремонті, який заявляється, на Фіг.3, 4 показані схеми розміщення елементів засклення кабіни багатоцільових вертольотів типу Мі-8 і Мі-17, на Фіг.5 показана схема розміщення елементів засклення ліхтарів бойових вертольотів типу Мі-24 і Мі-35, на Фіг.6 показана схема конструктивного виконання пуансона, на якому формують елементи засклення кабіни багатоцільових вертольотів типу Мі-8 і Мі17. Спосіб відновлення засклення кабіни вертольота при ремонті застосовується або при ремонті засклення кабіни багатоцільових вертольотів типу Мі-8 і Мі-17, або при ремонті засклення ліхтаря кабіни бойових вертольотів типу Мі-24 і Мі-35, що літають зі швидкостями не більше 350-500км/год. Конструктивно фонар вертольота типу Мі-24 (Мі-35) складається з декількох основних частин: козирка ліхтаря передньої кабіни і відкидної частини ліхтаря передньої кабіни, козирка ліхтаря задньої кабіни і відкидної двері із елементом засклення, при цьому козирок ліхтаря передньої кабіни складається з лівого і правого нерухомих елементів засклення (включаючи передній триплекс, який виготовляється зі спеціального скла), а козирок ліхтаря задньої кабіни складається з основного засклення і правого нерухомого елемента засклення (включаючи передній триплекс, який виготовляється зі спеціального скла) (див. Фіг.5). Козирок ліхтаря кабіни вертольота типу Мі-24 (Мі-35) складається з каркаса і засклення. Засклення козирка виконується з органічного скла товщиною не менше 8мм. Відкидна частина ліхтаря передньої кабіни вертольота типу Мі-24 (Мі-35) складається з каркаса й засклення. Каркас утворений двома бічними профілями і дугами (зовні і зсередини до лівого профілю кріпляться рукоятки для відкриття і підйому відкидної частини ліхтаря). Засклення відкидної частини ліхтаря передньої кабіни вертольота типу Мі-24 (Мі-35) виконується з органічного скла товщиною від 8мм до 12мм. Відкидна частина ліхтаря задньої кабіни вертольота типу Мі-24 (Мі35) конструктивно виконується як двері. Засклення двері вертольота типу Мі-24 (Мі-35) виконується з органічного скла товщиною 8мм до 12мм. Засклення кабіни вертольоту типу Мі-8 (Мі-17) складається з верхнього, середнього і нижнього центральних елементів засклення, двох верхніх проміжних елементів засклення, двох бічних верхніх елементів засклення, двох нижніх бічних елементів засклення, лівого та правого зсувних блістерів та елемента засклення зсувної двері (див. Фіг.1 та Фіг.3, 4). Для виготовлення елементів засклення кабіни/ліхтаря вертольотів типу Мі-8, Мі-17, Мі-24, Мі35 всіх модифікацій застосовується неорієнтоване органічне скло марки: СТ-1, СО-95 (СО-95А), AT120, CO-120 (СО-120А), СО-200 товщиною 6...8мм. Органічне скло являє собою полімер метилового ефіру метакрилової кислоти. Органічне скло утворюється у результаті реакції полімеризації і 13 являє собою термопласт (вид твердої й прозорої пластмаси). До позитивних властивостей органічного скла, через які воно знайшло застосування для виготовлення елементів засклення літальних апаратів (вертольотів і літаків), відноситься те, що при нагріванні органічне скло швидко розм'якшується. Органічне скло гарно переносить низькі температури (до -45 °С), але розм'якшується при нагріванні до +80°С і формується при температурі +115...130°С... Органічне скло являє собою прозору пластмасу, одержувану шляхом полімеризації метилметакрилату (полімітив-метакрилатне скло). З поліметилметакрилатних скла найбільше застосування знаходять вищевказані марки скла. У позначенні цих марок скла цифри після букв СО (стекло органічне) з деяким наближенням відповідають температурі розм'якшення скла. Органічне скло марки СО-95 (СО-95A), AT-120, CO-120 (CO-120А) випускається у вигляді плоских листів і профільованих заготівель товщиною від 4 до 20мм. Неорієнтоване органічне скло даних марок знайшло застосування для виготовлення елементів засклення ліхтаря кабіни вертольотів типу Мі24 (Мі-35) завдяки своїй теплостійкості (див. Фіг.5). Також неорієнтоване органічне скло даних марок знайшло застосування для виготовлення елементів засклення кабіни вертольотів типу Мі-8 (Мі17) (див. Фіг.1, Фіг.3, 4). В процесі експлуатації вертольотів з'являються дефекти засклення, які потрібно усунути для відновлення оптичних властивостей засклення. При експлуатації вертольотів елементи (деталі) засклення піддаються впливу аеродинамічних навантажень, надлишкового тиску, різких змін температур, атмосферних опадів, ультрафіолетових променів, дії твердих часток пилу та інше. Це приводить до появи різного роду дефектів. Найбільш характерними видами дефектів засклення є механічні ушкодження у вигляді забоїн, 26617 14 подряпин, тріщин, відколів, так званого „срібла”, зниження прозорості, оптичних перекручувань, механічних напруг, відриву стрічок кріплення від скла, відшарування герметика й інше. Найнебезпечнішими дефектами є наскрізні тріщини й відколи в місцях закладення скла в каркас. „Срібло” являє собою мікротріщини, що ведуть до зниження міцності й прозорості скла. Прояв „срібла” викликає розтягуючи напруги в заскленні. При цьому у напрямку, перпендикулярному до напрямку діючого зусилля, утворяться тріщини. Залишкові розтягуючи напруги можуть виникнути на різних стадіях виробництва елементів (деталей) засклення, а саме, при одержанні литих заготівель, при механічній обробці скла, при монтажі деталей засклення в каркас і на безпосередньо на вертоліт, а також в умовах експлуатації. При порушенні режимів механічної обробки скла (різання, свердлення, шліфування й полірування) відбувається місцевий перегрів скла з наступним усадком ділянки елемента засклення в процесі охолодження. Усадок ділянки скла також приводить до виникнення залишкових розтягуючих напруг. До подальшої експлуатації (без ремонту) допускаються елементи засклення кабіни/ліхтаря вертольота, механічні ушкодження й поверхневі тріщини яких по глибині в 2 і більше разів менше передбачених нормами. При цьому загальна кількість механічних ушкоджень (або уражених ділянок) не повинне перевищувати 2...3 на елемент засклення. Сітка дрібних тріщин („срібло”) допускається загальною площею до 3см2 при довжині тріщин до 3мм (і при кількості уражених ділянок не більше трьох). Зовнішні якісні показники виробів з органічного скла марки СО-120 (СО-120А) товщиною до 18мм наведені в таблиці 1. 15 Проводять ремонт елементів засклення шляхом усунення механічних пошкоджень скла (див. схему на Фіг.2). Починають процес ремонту елементів засклення шляхом усунення механічних пошкоджень скла у вигляді подряпин, забоїн, сколів, поверхневих тріщин. При цьому процес ремонту пошкоджень скла у вигляді подряпин, забоїн, сколів та поверхневих тріщин проводять з використанням технологічних операцій, які є основою етапів зняття елементів засклення з каркасу кабіни/ліхтаря вертольота, виявлення дефектів засклення, шліфування, полірування, кінцевого контролю оптичних властивостей відремонтованого скла і встановлення їх у каркас кабіни/ліхтаря вертольота. Дефекти засклення в основному виявляються методами візуального й оптичного контролю. На етапі виявлення дефектів засклення проводять контрольний огляд засклення - як зовнішнім оглядом, так і за допомогою індикаторного приладу КП-1. При цьому контрольний огляд скла попередньо проводять перед зняттям елемента скла з каркаса кабіни/ліхтаря. Дефекти засклення визначаються зовнішнім оглядом, а також за допомогою приладів і інструментів. 26617 16 Для дефектації елементів засклення застосовують оптичні прилади, які розділені на дві групи: - прилади для контролю близько розташованих об'єктів (лупи, мікроскопи); - прилади для контролю вилучених об'єктів (телескопічні лупи, біноклі). Для загальної оцінки технічного стану елементів засклення кабін/ліхтарей вертольотів типу Мі-8, Мі-17 (див. Фіг.1 та Фіг.3, 4), Мі-24, Мі-35 (див. Фіг.5), його оглядають візуально із внутрішньої й зовнішньої сторін при достатній освітленості. Для виявлення дефектів у вигляді „срібла” засклення розглядають під різними кутами по відношенню скла до потоку (напрямку) світла. При візуальному огляді особлива увага приділяється ділянкам скла в місцях закладення в каркас. Для огляду засклення застосовуються ендоскопи, перископи, бороскопи або інші типи приладів. При контролі засклення за допомогою оптичних приладів відбувається збільшення кутового розміру об'єкта, що оглядається. Гострота зору збільшується в стільки разів, у скількох збільшує оптичний прилад. Це дозволяє розглянути дрібні об'єкти (ушкодження), розміри яких перебувають за межами границі видимості неозброєного ока. Однак з ростом збільшення оптичних приладів істотно скорочується поле зору і зменшується гли 17 бина різкості, що може привести до пропуску наявності ушкодження і, як наслідок, до зниження вірогідності діагностичного контролю. Тому для огляду скла в основному застосовують оптичні прилади зі збільшенням не більше 20...30. Після проведення контрольного огляду (перед зняттям елемента засклення з каркасу кабіни/ліхтаря) виконують технологічні операції щодо покриття поверхонь елемента засклення латексом, при цьому захисне покриття з латексу наносять на обидві поверхні елементів засклення пензликом у 2...3 шари. Дефекти засклення у вигляді „срібла”, подряпин і забоїн у ряді випадків видаляють механічною обробкою - шліфуванням і поліруванням. Етап шліфування елементів засклення, які мають механічні пошкодження у вигляді подряпин, забоїн, сколів, поверхневих тріщин, полягає в тому, що шліфування поверхні скла проводять спочатку шліфувальною шкуркою 3 (320), потім тонкими шліфувальними шкурками типу М28 (400) (якщо ушкодження порівняно глибокі, то шліфують спочатку шліфувальною шкуркою 3 (320), а потім більш тонкими шкурками, наприклад М28 (400)). При глибині дефекту понад 0,2мм із метою скорочення часу шліфування дозволяється ділянку, що безпосередньо прилягає до дефекту, зачищати циклею із наступним поліруванням. Етап полірування елементів засклення, які мають механічні пошкодження у вигляді подряпин, забоїн, сколів, поверхневих тріщин, полягає в тому, що проводять полірування скла пастою ВІАМ2, яку наносять на поверхню скла тонким шаром, і проводять розтирання ватою або м'яким дрантям, при цьому після полірування пастою далі застосовують тваринне сало, яке наноситься тонким шаром і розтирається байкою або текстильною замшею. На стеклах великого розміру (і площі - див. Фіг.3-5) оптичні перекручування виправляють методом, при якому шліфують як можливо більшу площу скла навколо ушкодженої ділянки, при цьому радіус поверхні, що, шліфується, повинен перевищувати глибину дефекту не менше, ніж в 500 разів. Елементи засклення вертольоту шліфують за допомогою абразивних порошків зернистістю 10, 6 і 4. При шліфуванні послідовно переходять від більшого за зернистістю порошку до більше дрібного. У процесі шліфування в оброблювану зону подають воду (або підходящу по составу й хімічних властивостях охолоджену рідину) для запобігання можливого підвищення температури поверхневого шару скла (або змочують водою шліфувальну шкурку). Рухи при шліфуванні - кругові без місцевих натискань. По завершення технологічного процесу шліфування скла, елементи засклення (позиції 9, 1012, 14-15, 17-28) полірують, причому полірують скло (елементи засклення) з обох сторін. Для полірування скла марки CO-120 (СО120А) використовується полірувальна паста для органічного скла (ТУ 01-353-69). Застосування інших паст для полірування органічних скла категорично забороняється. 26617 18 Паста для полірування наноситься тонким шаром на поверхню оброблюваного елемента засклення. Розтирання полірувальної пасти проводять ватою або м'яким дрантям (при цьому вату або м'яке дрантя попередньо оглядають на відсутність сторонніх часточок на поверхні, що може привести до подряпин на поверхні скла). Пропонується попередньо зробити кілька рухів на бракованій заготівлі, щоб впровадити полірувальну пасту у вату або дрантя й перевірити вату або дрантя на відсутність сторонніх часточок абразивного типу). Полірування виконують спочатку уздовж, а потім поперек подряпини (тріщини). Остаточна обробка поверхні елемента засклення виконується круговими рухами. По закінченню полірування елемента засклення пастою, поверхня органічного скла обробляють тваринним салом, що наноситься тонким шаром на оброблювану поверхню й розтирається байкою або текстильною замшею. Перед застосуванням байки або текстильної замші їх також необхідно оглянути на наявність сторонніх часточок абразивного типу. Органічне скло після полірування очищають чистими м'якими ганчірками або губкою, змоченими у воді з милом. При цьому перед проведенням зазначеної технологічної операції ганчірки або губку необхідно оглянути на наявність сторонніх часточок абразивного типу. Поверхню органічного скла не можна протирати сухою ганчіркою, тому що при цьому вона електризується й притягає з повітря частки пилу, які при повторних рухах ганчірки в процесі протирання дряпають скло. Відполіроване засклення очищають чистими м'якими ганчірками чи губкою, змоченою у воді з милом. Ремонт елементів засклення у вигляді „срібла” проводять шляхом усунення зазначених механічних пошкоджень скла. При цьому процес ремонту пошкоджень скла у вигляді „срібла” проводять з використанням технологічних операцій, які є основою етапів виявлення дефектів засклення, безпосередньо ремонту з використанням як механічної обробки шляхом шліфування та полірування за прийнятою технологією (що показана вище). Крім механічної обробки „срібло” видаляють за певною технологією -зварюванням двох ділянок (стінок тріщини) контактним способом. Відповідно до даної технології стекло із тріщиною (тріщинами) короткочасно (на 40...55 секунд) занурюють у мінеральне масло з температурою +250...260°С. При цьому поверхневі шари скла нагріваються до зварювальної температури (приблизно до температури +140...150°С). У згаданих поверхневих шарах скла створюються напруги стиску й протилежні стінки тріщини стискуються так, що відбувається їхнє контактне зварювання під тиском. Тріщини в поверхневому шарі скла („срібло”) зникають, а форма елемента засклення змінюється, тому що більш холодні внутрішні шари скла зберігають міцність. Після цього проводять охолодження елемента скла до температури +20°С за відповідною техно 19 26617 20 логією з наступним протиранням поверхні від масла м'якими ганчірками чи губкою, змоченою у воді з милом. Для підвищення ефективності усунення „срібла” перед обробкою скла маслом проводять відпал при температурі +130...140°С. Для збереження форми елемента засклення при відпалу у всіх випадках застосовують спеціальні форми. Після усунення „срібла” проводять термообробку (відпал) у тих же умовах з метою усунення напруг, що виникли при обробці гарячим маслом. При термічній обробці елементів засклення, які виконані з органічного скла, необхідно строго витримувати температурні режими для кожної з мапок скла (таблиця 1). Елементи засклення, що допускаються до подальшої експлуатації, можуть мати окремі поверхневі тріщини „серебринки” у розосередженому вигляді й зони „срібла”, але не більше 2...3 із площею не більше 5см2 кожна на елемент засклення. Закінчують етап ремонту пошкодження скла у вигляді „срібла”, який проводився за технологією зварювання (або відпалу), контролем оптичних властивостей відремонтованого скла. Паралельно з технологічним процесом ремонту елементів засклення, що мають пошкодження скла у вигляді подряпин, забоїн, сколів, поверхневих тріщин та „срібла”, проводять ремонт елементів засклення шляхом заміни елементів засклення на нові, що виготовляються для заміни пошкоджених, якщо пошкодження скла перевищують допустимі норми (див. схему на Фіг.1 та блок-схему на Фіг.2). Процес ремонту пошкоджених елементів засклення, де пошкодження скла перевищують допустимі норми, проводять з використанням технологічних операцій, згідно з якими проводять заходи щодо розмітки і розкрию листа, нагрівання заготівок до розм'якшення, формования, обробку різанням формованої деталі по контуру, наклеювання кріпильних стрічок і кінцевого контролю оптичних властивостей виготовленого скла. Попередньо одержують лист органічного скла, далі проводять технологічні операції по розмітці і розкрию заготівель на листах органічного скла або марки СО-95 чи СО-95А, або марки СО-120 чи СО120А, або марки АО-120 товщиною, наприклад, 8мм. Далі виконують послідовно технологічні операції, при яких перевіряють цілісність захисного паперу, знімають захисний папір, промивають скло тіплою водою з милом, при цьому послу промивання скла мильною водою остаточно стекло промивають чистою водою. Промиту чистою водою поверхню скла протирають сухим дрантям і оглядають скло. Проводять зовнішній огляд заготівлі на відсутність механічних ушкоджень і „срібла”. Огляд скла на наявність ушкоджень чи будь-якогоіншого виду дефектів проводять по обидва боки. При досить зручному підході до контрольованої поверхні елемента засклення використовують лупи і мікроскопи. Для одержання збільшеного зображення лупу поміщають у поверхні контрольованого конструктивного елемента так, щоб відстань між ними було небагато менше фокусної відстані лупи. Спостерігач (контролер) при цьому бачить збільшене мниме зображення ушкодження, що виходить на відстані найкращого зору (близько 250мм), тобто на найменшій відстані, на якому нормальне око без напруги чітко бачить ушкодження. Для визначення глибини тріщин використовують лупу з вимірювальною шкалою в поле зору. Найбільш зручно для цих цілей використовувати, наприклад, відліковий мікроскоп типу МБП-2, установлений на трьох опорах під кутом 45° до поверхні скла в місці контролю. Для виміру мікроскоп налаштовують так, щоб було чітке зображення шкали і дефекту, при цьому шкалу орієнтують у напрямку видимого зображення глибини тріщини (або іншого виду ушкодження). Елементи засклення, а саме, ділянки, що не доступні для огляду лупами і мікроскопами, оглядаються з застосуванням телескопічних приладів ендоскопів, у яких промені світла змінюють свій напрямок щодо первісного. Визначення глибини сколів, подряпин, забоїн виконують, наприклад, індикаторним приладом КП-1. Для виявлення ушкоджень на поверхні скла також застосовують мікроскопи зі збільшенням у межах від 8 до 40...50 (незважаючи на незначне розходження збільшення мікроскопів і луп якість зображення, утвореного оптичною системою мікроскопів, вище. Тому діагностичний контроль скла з застосуванням мікроскопів за інших рівних умов більш ефективний). Для загального огляду і пошуку великих дефектів і іншого роду ушкоджень на поверхні скла за 21 стосовують, наприклад, оглядові лупи, що мають мале збільшення, але велике поле зору. Так застосовувана оглядова складна лупа (наприклад, типу ЛПК-471) має збільшення 1,25...2,0. За допомогою даної лупи можна проводити огляд двома очима при відстані між ними і лупою до 500...600мм і між лупою і поверхнею контрольованої деталі до 140... 150мм. Бінокулярні налобні лупи (наприклад, типу БЛ-1 і БЛ-2) мають збільшення 1,25...2,0 і утворять стереоскопічне зображення розглянутого елемента засклення і ушкодження, що знаходиться на ньому. При установці на лупі БЛ-2 освітлювача можна оглядати поверхню контрольованого елемента засклення в умовах поганої загальної освітленості. Напругу в склі визначають, наприклад, за допомогою поляроїдного приладу по зміні активності скла в напруженому стані. Елементи засклення, що не мають напруг, при спостереженні через поляроїдний прилад не просвічуються. У місцях із залишковою напругою спостерігається суцільне або місцеве просвітління з наявністю різного фарбування, що залежить від величини напруг. Вимір товщини елемента засклення проводять, наприклад, за допомогою оптичного приладу на основі відлікового мікроскопа МПБ-2, попередньо відградуйованого по стеклах визначеної товщини. За допомогою даного приладу товщину засклення визначають за показниками приладу і попередньо відградуйованому графіку. При відповідності поверхні скла оптичним показникам і відсутності механічних ушкоджень і „срібла” виконують технологічні операції по формуванню скла на спеціальному обладнанні. Продовжують технологічний етап щодо виготовлення елементів засклення виконанням послідовно технологічних операцій, що містять у собі підготовку оснащення для проведення термообробки заготовок засклення, безпосередньо термообробку, охолодження термічно обробленої заготівки засклення, механічну обробку торцевих поверхонь термічно обробленої заготівки, контроль обробки поверхонь заготівки, полірування, маркування, перевірку скла на відповідність оптичним показникам і захист відполірованої поверхні виготовленого елемента засклення або обклеюванням захисним папером, або нанесенням шару латексу. Перед проведенням технологічних операцій по розмітці і розкрию заготовок виконують послідовно технологічні операції, при яких перевіряють цілісність захисного паперу, знімають захисний папір та промивають скло теплою водою з милом. Після промивання скла мильною водою остаточно скло (елемент засклення у вигляді заготовки) промивають чистою водою, протирають поверхню скла і повторно оглядають для дефектації скло (елемент засклення у вигляді заготовки) по обидва боки або візуально, або з використанням приладів та інструментів. Після огляду скла (елемента засклення у вигляді заготовки) замірять його товщину. Перед технологічними операціями по вирізанню заготовки з листа органічного скла наносять протектор на поверхню заготовки. 26617 22 На етапі розмітки виконують послідовно технологічні операції, що містять у собі накладення на лист органічного скла шаблона-розгортки, сполучення контрольного шаблона з віссю симетрії, розмітку зазначеного листа скла по шаблонурозгортці і розкрій скла з урахуванням припуску на закріплення заготовки перед формуванням, при цьому при виконанні технологічних операцій по розмітці скла виконують розмітку скла з припуском по торцях не менше 20...30мм і по подовжніх обрізах - не менше 20мм. Після виконання технологічних операцій по вирізанню зі скла заготовки знімають з зазначеного скла (елемента засклення у вигляді заготовки) протектор. Після виконання технологічних операцій по зняттю з заготовки протектора промивають скло мильною водою по обидва боки, протирають і сушать заготівку. На етапі термообробки виконують технологічні операції по підготовці спеціальних пристосувань (позиція 37) (див. Фіг.6), що імітують або каркас 33 кабіни 34 вертольота 1, або козирок (позиція 3 чи 6) вертольота 2 і забезпечують притисканняання скла до обводів пристосування, закріплення скла (елемента засклення у вигляді заготовки) в пристосуванні 37 (див. Фіг.6). Спеціальне пристосування 37 містить, як варіант конструктивного виконання, основу 38, плиту 39 і пуансон 40. Перед виконанням наступного етапу по формованию скла, виконують технологічні операції по підготовці оснащення для проведення термообробки заготівель засклення і приклеюванню на заготівлі зазначеного засклення термопар. При цьому, при виконанні технологічних операцій по приклеюванню термопар, згадані термопари закріплюють на склі за допомогою ізоляційної стрічки з нанесенням клею 88НП у зонах технологічного допуску на відстані не більше 10-15мм від зовнішнього контуру. Одночасно з виконанням технологічних операцій по приклеюванню до елементів засклення термопар, виконують технологічні операції по підготовці спеціальних пристосувань, що імітують каркас кабіни/ліхтаря вертольота і забезпечують притискання скла до обводів пристосування. Далі закріплюють скло, а саме, елементи засклення, у вищезазначеному пристосуванні (див. Фіг.6 - як один із можливих варіантів конструктивного виконання пристосування). Продовжують технологічний процес формования скла виконанням технологічних операцій, при яких контролюють закріплення скла в пристосуванні і поміщають пристосування зі склом у термошафу. Після цього закривають термошафу і проводять процес термообробки за відповідною методикою. Згідно з методикою при проведенні процесу термообробки виконують технологічні операції по підтримці температури скла по термопарах не нижче 97°С і не вище 100°С. Після цього відключають термошафу і роблять охолодженням деталі в термошафі на величину 20-30°С нижче заданої без вимикання вентиляторів. Далі проводять охо 23 лодженням деталі в термошафі до величини 50°С з виключеними вентиляторами. Після охолодження деталі в термошафі до величини 50°С, витягають деталь з термошафи і проводять охолодження термічно обробленої заготівлі (деталі) засклення на повітрі. Продовжують процес формования скла виконанням технологічних операцій, при яких здійснюють механічну обробку торцевих поверхонь термічно обробленої заготівлі (деталі), проводять контроль обробки поверхонь елементів засклення, проводять полірування елементів засклення кабіни/ліхтаря вертольота і виконують технологічні операції по маркіруванню скла. Технологічно перед проведенням етапу механічної обробки виконують заходи щодо покриття поверхні елемента засклення шаром захисного матеріалу з латексу. Далі на етапі механічної обробки скла виконують технологічні операції по розмітці скла, вирізанню скла по розмітці, обробці торцевих поверхонь з наступним видаленням продуктів зачищення, обрізання скла по розмітці з установкою в контрольне пристосування. Після обрізання скла проводять його приторцьовування по контрольних пристосуваннях і здійснюють відповідні заходи щодо контролю обробки поверхонь. На етапі контролю виконують технологічні операції по перевірці скла на відсутність механічних ушкоджень і „срібла”, обробці скла по торцях і якості обробки крайок. Після виконання етапу механічної обробки захисний шар, що виконаний з латексу, знімається для здійснення технологічних операцій щодо полірування поверхні елемента засклення. На етапі полірування виконують послідовно технологічні операції по промиванню, поліруванню (з попереднім шліфуванням у випадку наявності ушкоджень поверхні скла) і повторному промиванню поверхні скла. Для виключення оптичних перекручувань радіус поверхні, що шліфується, повинний перевищувати глибину дефекту в кілька сотень разів. Кожний з елементів засклення шліфують за допомогою абразивних порошків з різною зернистістю. При шліфуванні послідовно переходять від більш великого порошку до більш дрібного. У процесі шліфування в оброблювану зону подають воду для запобігання можливого підвищення температури поверхневого шару скла. Після шліфування скло полірують. Полірування виконують спочатку уздовж, а потім поперек подряпини (тріщини). Остаточна обробка виконується круговими рухами. По закінченню полірування скла проводять заходи щодо маркування виготовлених елементів засклення. Закінчують процес ремонту скла тим, що виконують технологічні операції по контролю скла на відповідність оптичним показникам. Виготовлений елемент засклення готують або для транспортування на склад, або для установлення на вертоліт (див. Фіг.1). При цьому, щоб запобігти випадковому пошкодженню виготовленого елемента засклення, проводять заходи щодо 26617 24 захисту відполірованої поверхні виготовленого елемента засклення або обклеюванням захисним папером, або нанесенням шару латексу. Закінчують технологічний процес відновлення засклення кабіни вертольота при ремонті (див. Фіг.1, 2) тим, що встановлюють виготовлені елементи засклення у каркас кабіни/ліхтаря вертольота, при цьому перед встановленням елементів засклення відривають закінцівки захисного покриття, що виконано з захисного паперу або з латексу (щоб також запобігти випадковому пошкодженню виготовленого елемента засклення при його закріпленні в каркасі кабіни/ліхтаря). Відхід від технології монтажу елементів засклення в каркас або каркаса з розміщеними в ньому елементами засклення сприяє утворенню напруг, що розтягують, і поверхневих тріщин, що приводить до руйнування засклення. Також при твердому болтовому кріпленні скла до каркаса можуть з'являтися тріщини. Для усунення недоліків, властиві технології твердого кріплення скла до каркаса застосовується спосіб м'якого кріплення, що полягає в закріпленні скла до каркаса за допомогою еластичних стрічок і шомпола. Досвід експлуатації засклення, що кріпиться до каркаса за технологією м'якого закладення, показав, що її надійність у значній мірі залежить від фізико-хімічних властивостей клеїв, за допомогою яких м'які стрічки кріпляться до скла. Для цих цілей застосовуються клеї марки В31-Ф9 або клейові состави ПУ-2,ВР-10ТМ. При ремонті засклення кабін/ліхтарів вертольотів типу Мі-8, Мі-17, Мі-24, Мі-35, що виконано з орієнтованого органічного скла марки CO-120 (СО120А) клей В31-Ф9 не застосовується, тому що він здійснює на хімічний склад цього скла агресивну дію. При нанесенні даного клею на скло марки CO120 з'являються концентратори напруги (тріщини й „сріблення”) у склі по границі клейової плівки, що, у свою чергу, призведе до зниження міцності клейового з'єднання й вириву скла із закладення в каркас. Візуально характерною ознакою низької міцності клейового з'єднання є відставання клею з м'якими стрічками від поверхні скла. Для визначення міцності приклейки стрічки м'якого кріплення застосовують спеціальний щуп, який при контролі вводиться між склом і стрічкою. При цьому міцність приклейки визначають шляхом виміру сили, прикладеної до щупа, і глибиною його проникнення. Виміри проводять по всьому периметру елемента засклення з інтервалом 200...300мм. Після встановлення елементів засклення у каркас кабіни/ліхтаря вертольота (див. Фіг.3-5) повністю відривають захисне покриття, що виконано з захисного паперу або з латексу, з поверхонь встановлених елементів засклення. Після виконання зазначеної технологічної операції процес (спосіб) відновлення засклення кабіни вертольота при ремонті, який заявляється, вважається закінченим. Підвищення ефективності застосування способу відновлення засклення кабіни вертольота при ремонті, який заявляється, у порівнянні з прототипом, досягається за рахунок введення у виробни 25 чий процес нових технологічних операцій, що дозволять підвищити якість ремонту і виготовленої продукції, а саме, елементів засклення кабіни/ліхтаря вертольота. Джерела інформації 1. К.Я. Орлов, В.А. Пархимович «Ремонт самолетов и вертолетов», Допущено Управлением учебных заведений МГА в качестве учебника для средних специальных учебных заведений гражданской авиации. Москва, «Транспорт», 1986. 2. Справочник по текущему и среднему ремонту авиационной техники. Под общей редакцией 26617 26 В.Г.Александрова. Ордена Трудового Красного Знамени Военное издательство Министерства обороны СССР. М., 1975, стр.145, п. «Гибка и формование» - аналог. 3. В.К.Стасенков, В.И. Иванов и др. «Восстановление боевой авиационной техники», Учебное пособие. Издание Киевского института ВВС, Киев, 1995, Глава 15. Ремонт конструкций из неметаллических материалов. § 15.2. Ремонт деталей остекления, стр. 199-204 - прототип. 27 26617 28 29 26617 30 31 26617 32 33 26617 34 35 26617 36 37 26617 38 39 26617 40 41 26617 42 43 Комп’ютерна верстка Л. Купенко 26617 Підписне 44 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for glazing recovery of helicopter cabin under repair
Автори англійськоюDiadenko Mykola Stepanovych, Lysiuk Vasyl Mykolaiovych, Lukianenko Oleh Viktorovych, Mitrakhovych Mykhailo Mykhailovych, Nemchyn Oleksandr Fedorovych, Piatetskyi Oleksandr Vasyliovych, Piateskyi Oleksandr Vasyliovych
Назва патенту російськоюСпособ восстановления застекления кабины вертолета при ремонте
Автори російськоюДяденко Николай Степанович, Лысюк Василий Николаевич, Лукьяненко Олег Викторович, Митрахович Михаил Михайлович, Немчин Александр Федорович, Пятецкий Александр Васильевич
МПК / Мітки
МПК: C03B 17/00, C03B 23/00
Мітки: спосіб, кабіни, засклення, ремонті, вертольота, відновлення
Код посилання
<a href="https://ua.patents.su/22-26617-sposib-vidnovlennya-zasklennya-kabini-vertolota-pri-remonti.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення засклення кабіни вертольота при ремонті</a>
Спосіб виготовлення кулестійкої конструкції захисного засклення
Номер патенту: 37428
Опубліковано: 15.05.2001
Автор: Ластовенко Сергій Йосипович
МПК: C03C 27/12
Мітки: конструкції, виготовлення, захисного, засклення, кулестійкої, спосіб
Формула / Реферат:
1. Спосіб виготовлення кулестійкої конструкції захисного засклення шляхом збирання склопакета, заповнення зазорів рідкою полімер-мономірною композицією, що фототвердне, і наступним фотоотвердінням, який відрізняється тим, що склопакет збирають із, щонайменше, трьох стекол, прокладають між стеклами вздовж периметра кембрик, залишаючи отвори для заливки, установлюють склопакет під кутом до горизонтальної площини, роблять заливку полімерної...
Хімічний склад натрієво-кальцієво-силікатного скла для засклення та засклення
Номер патенту: 27876
Опубліковано: 16.10.2000
Автор: Комбес Жан-Марі
МПК: C03C 3/076
Мітки: хімічний, склад, скла, засклення, натрієво-кальцієво-силікатного
Текст:
...сырья для производства стекла и/или вводом боя стекла в смесь для приготовления стекла и/или применением средства осветления, провара стекла. Первая серия предпочтительных составов стекла, согласно изобретению, включает нижеприведенные составные части, мас.%: SiO2 72-75; СаО 6-Ю; Na2O 12-17; Fe 2O3 0,2-1,5. Другая серия предпочитаемых составов стекла по изобретению включает нижеприведенные составные части в следующих пределах, мас.%: SiO2...
Несуча система вертольота
Номер патенту: 76882
Опубліковано: 15.09.2006
Автори: Гончарук Володимир Степанович, Чорний Анатолій Петрович, Казакевіч Андрєй Вячеслав, Петросов Валерій Альбертович
МПК: B64C 29/00, B64C 27/00, B64C 27/32
Мітки: несуча, система, вертольота
Формула / Реферат:
1. Несуча система вертольота, що має несучий гвинт з лопатями та додатковий пристрій збільшення її підіймальної сили, яка відрізняється тим, що додатковий пристрій виконаний у вигляді плоского набору розташованих радіально відрізків крил або виправляючих лопаток, який розміщений під лопатями несучого гвинта і закріплений на корпусі вертольота опорами. 2. Несуча система за п. 1, яка відрізняється тим, що набір відрізків крил або...
Спосіб керування гвинтом-носієм вертольота
Номер патенту: 24474
Опубліковано: 10.07.2007
Автори: Миргород Юрій Іванович, Онищенко Володимир Михайлович, Шлапацький Вячеслав Олександрович
МПК: B64C 27/32
Мітки: вертольота, керування, гвинтом-носієм, спосіб
Формула / Реферат:
Спосіб керування гвинтом-носієм вертольота, в основу якого покладено застосування автоматів перекосу різних типів для зміни місцевих кутів атаки лопатей гвинта-носія, який відрізняється тим, що в процесі керування вертольотом в повздовжньому та поперечному каналі використовують властивість поведінки гвинта-носія як механічної системи, що знаходиться під дією періодичного навантаження, а саме зі зміною швидкості польоту вертольота за допомогою...
Лопатева система несучого гвинта вертольота
Номер патенту: 17310
Опубліковано: 15.09.2006
Автори: Гончарук Володимир Степанович, Казакевіч Андрєй Вячеслав, Казакевіч Аліна Вячеслав, Чорний Анатолій Петрович
МПК: B64C 27/32
Мітки: гвинта, вертольота, лопатева, несучого, система
Формула / Реферат:
1. Лопатева система несучого гвинта вертольота, що містить лопаті з пристроєм зниження напружень в них та прогину при роботі і величини звисання їх кінців при стоянні, яка відрізняється тим, що цей пристрій виконують у вигляді плоского кругового ободу, до якого закріплюють зовнішні кінці лопатей і який площиною розташовують у площині розташування лопатей.2. Лопатева система за п. 1, яка відрізняється тим, що зовнішні кінці лопатей...
Попередній патент: Спосіб зборки/монтажу й випробувань вертольотів після ремонту
Наступний патент: Спосіб ультрасонографічного обстеження сухожилків згиначів пальців кисті
Випадковий патент: Азимутальне вихідне дзеркало лазерного резонатора