Листовий пакувальний матеріал для виготовлення герметичної упаковки з розливним харчовим продуктом та така герментична упаковка
Номер патенту: 108080
Опубліковано: 25.03.2015
Автори: Дідонна Доменіко, Кавеккя Тіціана, Казаріні Клаудіо, Марчетті Марко, Сорбара Анджело, Касалє Крістіано, Бенкьо Габор, Хейнонен Себастьян
Формула / Реферат
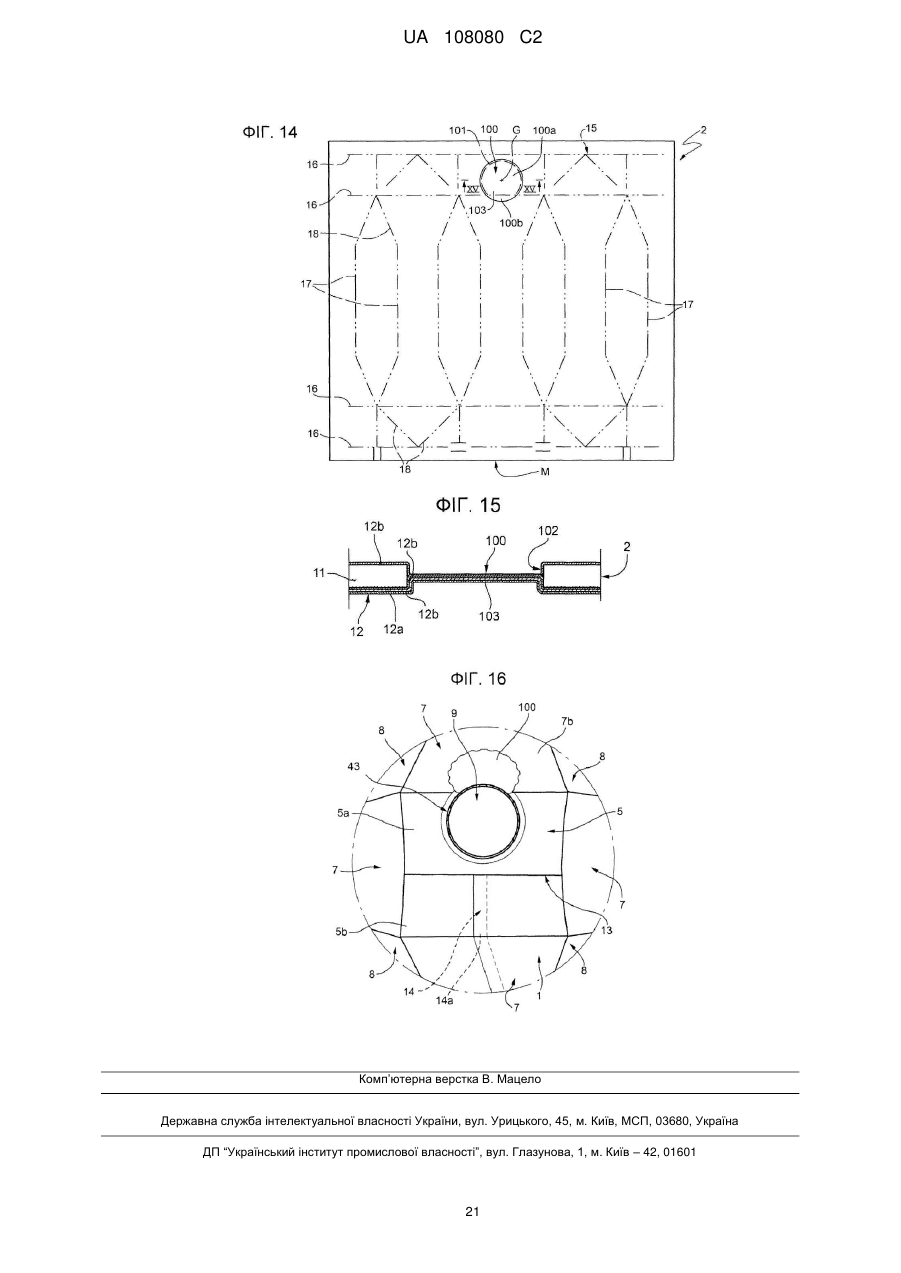
1. Листовий пакувальний матеріал (М) для виготовлення герметичної упаковки (1) з розливним харчовим продуктом, при цьому згаданий пакувальний матеріал (М) містить:
принаймні один основний шар (11) для надання міцності;
принаймні один ламінувальний шар (12), нанесений з покриванням згаданого основного шару (11); і
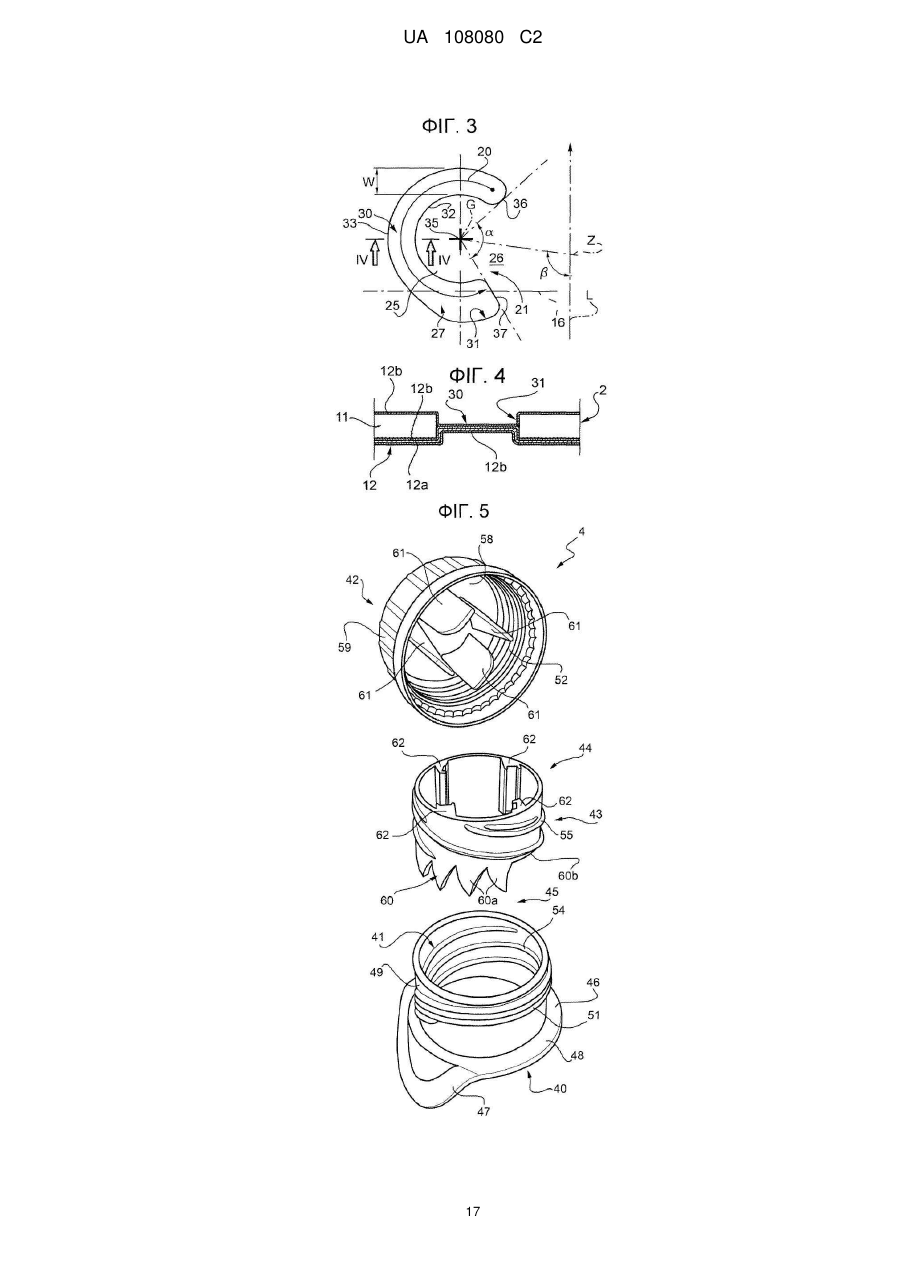
знімну частину (10, 10', 10", 10''', 10'''', 10'''''), яка, під час використання, може частково від'єднуватися від решти згаданого пакувального матеріалу (М) по принаймні одній дуговій лінії (20, 20''''') розрізання і загнута на ділянці (21, 81) згинання, яка проходить між протилежними кінцями згаданої лінії (20, 20''''') розрізання для відкривання отвору (9) для розливання, за допомогою якого харчовий продукт здатен розливатися із згаданої упаковки (1), який відрізняється тим, що згадана знімна частина (10, 10', 10", 10''', 10'''', 10''''') містить:
центральну ділянку (25), яка виготовлена повністю з пакувального матеріалу і, під час використання, у будь-якому випадку, залишається приєднаною до решти пакувального матеріалу (М) за допомогою нерозрізуваної перемички (26), утвореної згаданою ділянкою (21, 81) згинання; і
периферійну ділянку (27, 27', 27", 27''', 27'''', 27''''') для розрізання, яка розташована навколо частини згаданої центральної ділянки (25), містить загадану лінію (20, 20''''') розрізання і принаймні один попередньо ламінований отвір (30, 30', 30", 30'", 30а'''', 30b'''', 30с'''', 30'''''), який утворений наскрізною щілиною (31, 31', 31", 31'", 31а'''', 31b'''', 31с'''', 31'''''), виконаною принаймні у згаданому основному шарі (11) і закритою згаданим принаймні одним ламінувальним шаром (12).
2. Пакувальний матеріал за п. 1, який відрізняється тим, що згадана нерозрізувана перемичка (26) виконана з можливістю функціонування як шарнір під час загинання знімної частини (10, 10', 10", 10''', 10'''').
3. Пакувальний матеріал за одним з пп. 1 або 2, який відрізняється тим, що згадана периферійна ділянка (27, 27', 27", 27''', 27'''') для розрізання утворена відкритою криволінійною смугою, яка має єдину увігнутість, яка обмежує згадану центральну ділянку (25).
4. Пакувальний матеріал за будь-яким із попередніх пунктів, який відрізняється тим, що згадана периферійна ділянка (27, 27') для розрізання повністю утворена згаданим попередньо ламінованим отвором (30, 30').
5. Пакувальний матеріал за будь-яким із попередніх пунктів, який відрізняється тим, що згадана щілина (31, 31') має перший край (32), розташований поблизу згаданої центральної ділянки (25), і другий край (33), протилежний і повернутий до згаданого першого краю (32), і при цьому ширина (W) згаданої щілини (31, 31'), вимірювана між згаданим першим краєм (32) і згаданим другим краєм (33), становить 0,5-6 мм.
6. Пакувальний матеріал за будь-яким із попередніх пунктів, який відрізняється тим, що дотичні до першого і другого кінця (36, 37) згаданої щілини (31, 31'), які виходять з центру (G) кривизни згаданої лінії (20) розрізання, утворюють між собою перший кут (a), який становить 10-160°.
7. Пакувальний матеріал за п. 6, який відрізняється тим, що бісектриса (Z) згаданого першого кута (a) і напрям (L), у якому подають згаданий матеріал (М) до пристрою для виконання згаданої щілини (31, 31'), утворюють між собою другий кут (b), який становить 45-135°.
8. Пакувальний матеріал за будь-яким із попередніх пунктів, який відрізняється тим, що згаданий попередньо ламінований отвір (30') і згадана щілина (31') мають дугову форму і однаковий центр кривизни із згаданою лінією (20) розрізання.
9. Пакувальний матеріал за будь-яким із пп. 5-8, який відрізняється тим, що ширина (W) згаданої щілини становить 1-6 мм.
10. Пакувальний матеріал за будь-яким із попередніх пунктів, який відрізняється тим, що містить два ламінувальні шари (12), нанесені з покриванням обох сторін згаданого основного шару (11), і при цьому згадані ламінувальні шари (12) під час ламінування зварюються між собою у згаданій щілині (31).
11. Пакувальний матеріал за будь-яким із пп. 5-8, який відрізняється тим, що ширина (W) згаданої щілини (31') зберігається мінімальною для надання можливості розрізання.
12. Пакувальний матеріал за п. 11, який відрізняється тим, що ширина (W) згаданої щілини (31') становить 0,5-0,9 мм.
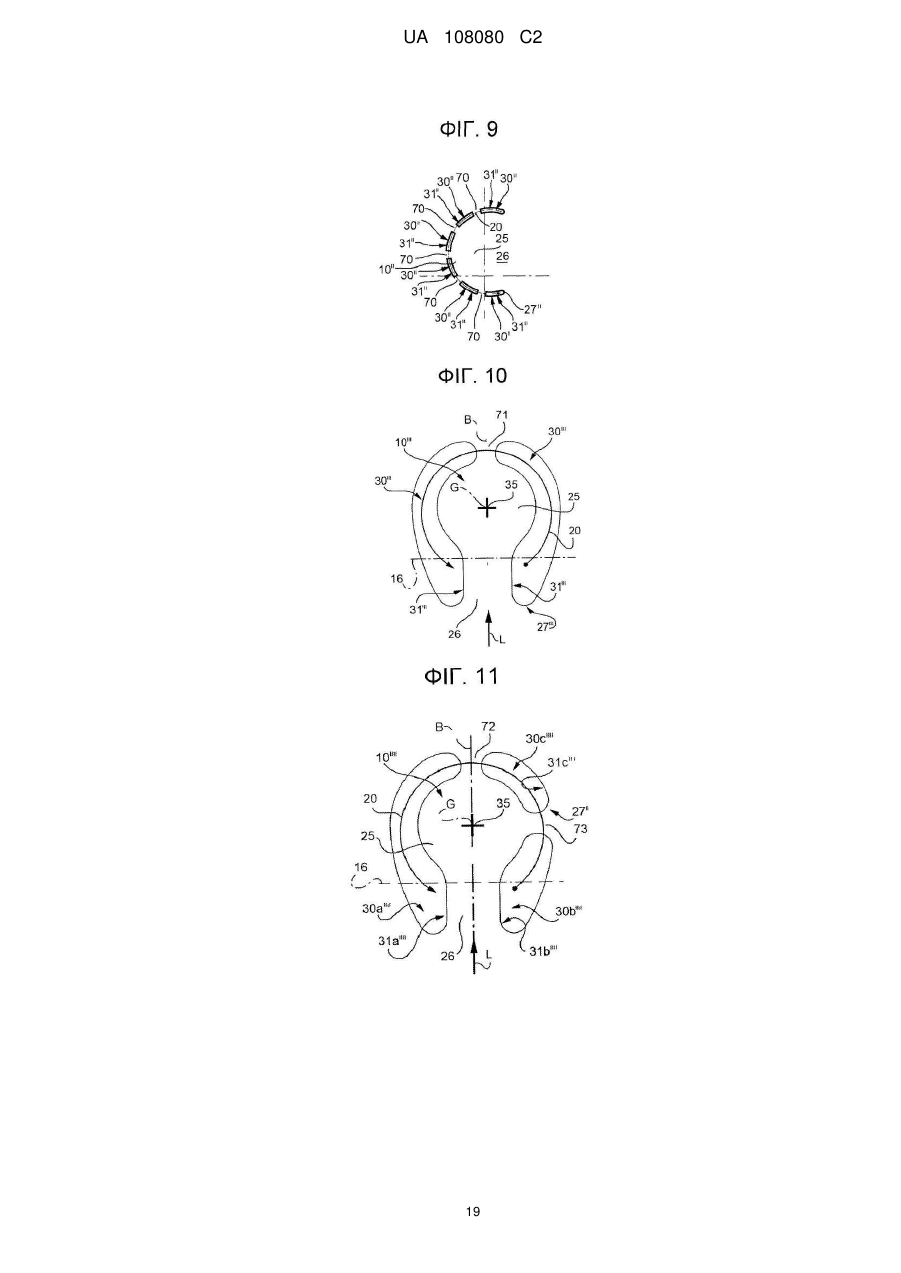
13. Пакувальний матеріал за будь-яким із пп. 1-3, який відрізняється тим, що згадана периферійна ділянка (21") для розрізання містить послідовність згаданих попередньо ламінованих отворів (30"), які чергуються з відповідними додатковими перемичками (70) повністю з пакувального матеріалу, які з'єднані із згаданою центральною ділянкою (25) і здатні повністю розрізатися під час використання.
14. Пакувальний матеріал за п. 13, який відрізняється тим, що згадані додаткові перемички (70) перетинаються згаданою лінією (20) розрізання.
15. Пакувальний матеріал за будь-яким із попередніх пунктів, який відрізняється тим, що згадана нерозрізувана перемичка (26) проходить від згаданої центральної ділянки (25) до решти пакувального матеріалу (М) вздовж напряму, перпендикулярного до напряму (L) ламінування згаданого пакувального матеріалу (М).
16. Пакувальний матеріал за п. 1, який відрізняється тим, що згадана периферійна ділянка (27'", 27'''', 27''''') для розрізання містить два згадані попередньо ламіновані отвори (30'"; 30а'''', 30b'''', 30с'''', 30'''''), відокремлені один від іншого згаданою нерозрізуваною перемичкою (26) та іншою перемичкою (71, 72, 74) з повністю пакувального матеріалу, з'єднаними із згаданою центральною ділянкою (25).
17. Пакувальний матеріал за п. 16, який відрізняється тим, що згадана інша перемичка (71, 72) є здатною до пробивання перемичкою, яка повністю перетинається згаданою лінією (20) розрізання.
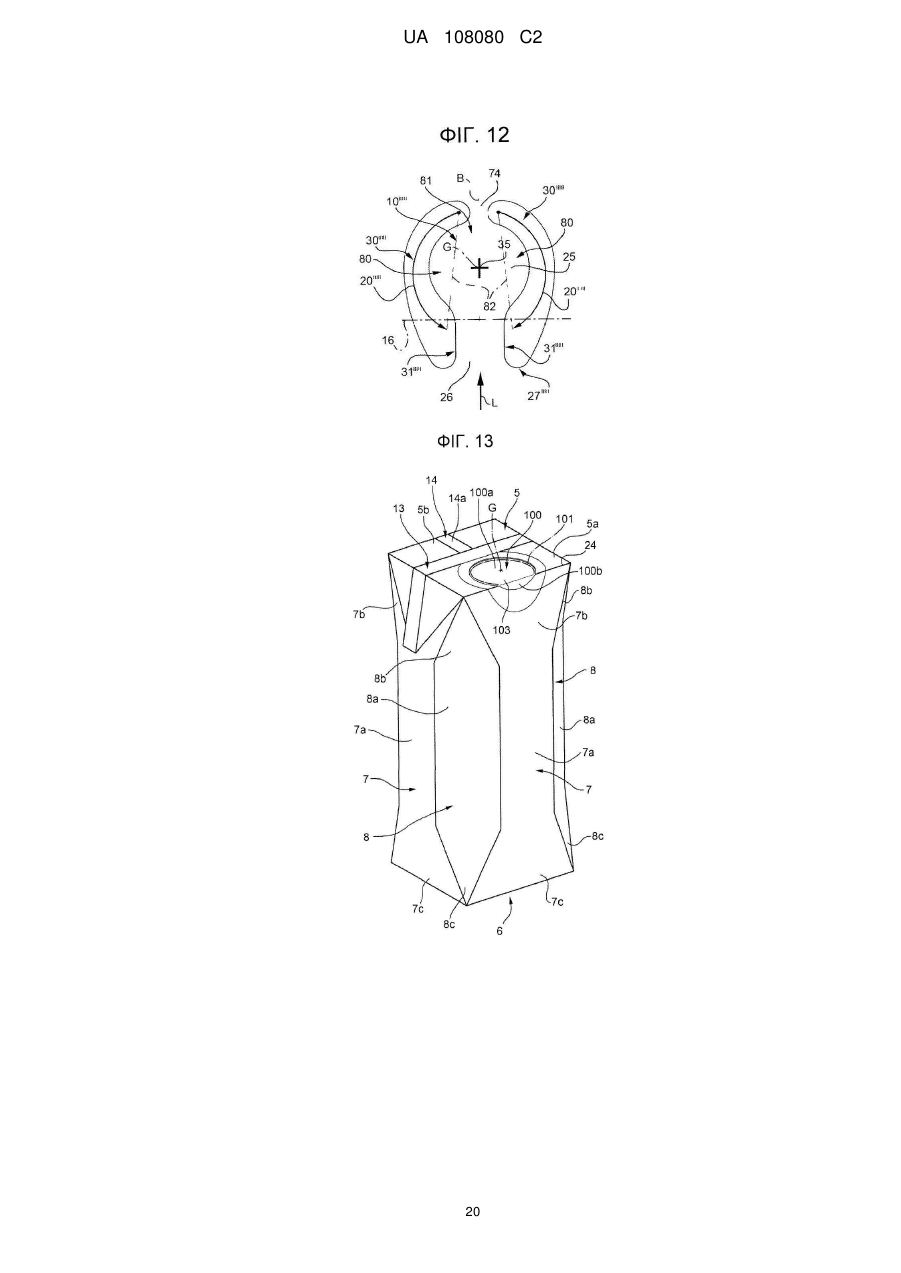
18. Пакувальний матеріал за п. 16, який відрізняється тим, що згадана інша перемичка (74) є нерозрізуваною перемичкою і при цьому виконані дві згадані дугові лінії (20''''') розрізання, які повністю розташовані у відповідних попередньо ламінованих отворах (30''''').
19. Пакувальний матеріал за будь-яким із пп. 16-18, який відрізняється тим, що згадана нерозрізувана перемичка (26) і згадана інша перемичка (71, 72, 74) розташовані вздовж осі (В), паралельній напряму (L) ламінування згаданого пакувального матеріалу (М).
20. Пакувальний матеріал за п. 19, який відрізняється тим, що згадана нерозрізувана перемичка (26) проходить вздовж згаданої периферійної ділянки (27'", 27'''') по більшій довжин, ніж згадана інша перемичка (71, 72), і згаданий напрям (L) ламінування орієнтований від згаданої нерозрізуваної перемички (26) до згаданої іншої перемички (71, 72).
21. Пакувальний матеріал за п. 16, який відрізняється тим, що згадана периферійна ділянка (27'''') для розрізання містить третій попередньо ламінований отвір (30b'''', 30с''''), також сформований наскрізною щілиною (31b'''', 31с''''), виконаною принаймні у згаданому основному шарі (11) і покритою зовні ламінувальними шарами (12), і третю здатну до повного розрізання перемичку (73) повністю з пакувального матеріалу, яка розташована між згаданим іншим попередньо ламінованим отвором (30b'''', 30с'''') і згаданим третім попередньо ламінованим отвором (30с'''', 30b''''), з'єднана із згаданою центральною ділянкою (25) і розташована на стороні осі (В), яка з'єднує згадану нерозрізувану перемичку (26) і згадану іншу перемичку (72) для орієнтації на згаданий попередньо ламінований отвір (30а'''').
22. Пакувальний матеріал за п. 21, який відрізняється тим, що згадана лінія (20) розрізання перетинає згаданий інший попередньо ламінований отвір (30b'''') і згаданий третій попередньо ламінований отвір (30с'''').
23. Пакувальний матеріал за будь-яким із попередніх пунктів, який відрізняється тим, що додатково містить контрольну мітку (35), надруковану або висічену на згаданій центральній ділянці (25) згаданої знімної частини (10, 10''', 10'''', 10''''') в центрі (G) кривизни згаданої лінії (20) розрізання.
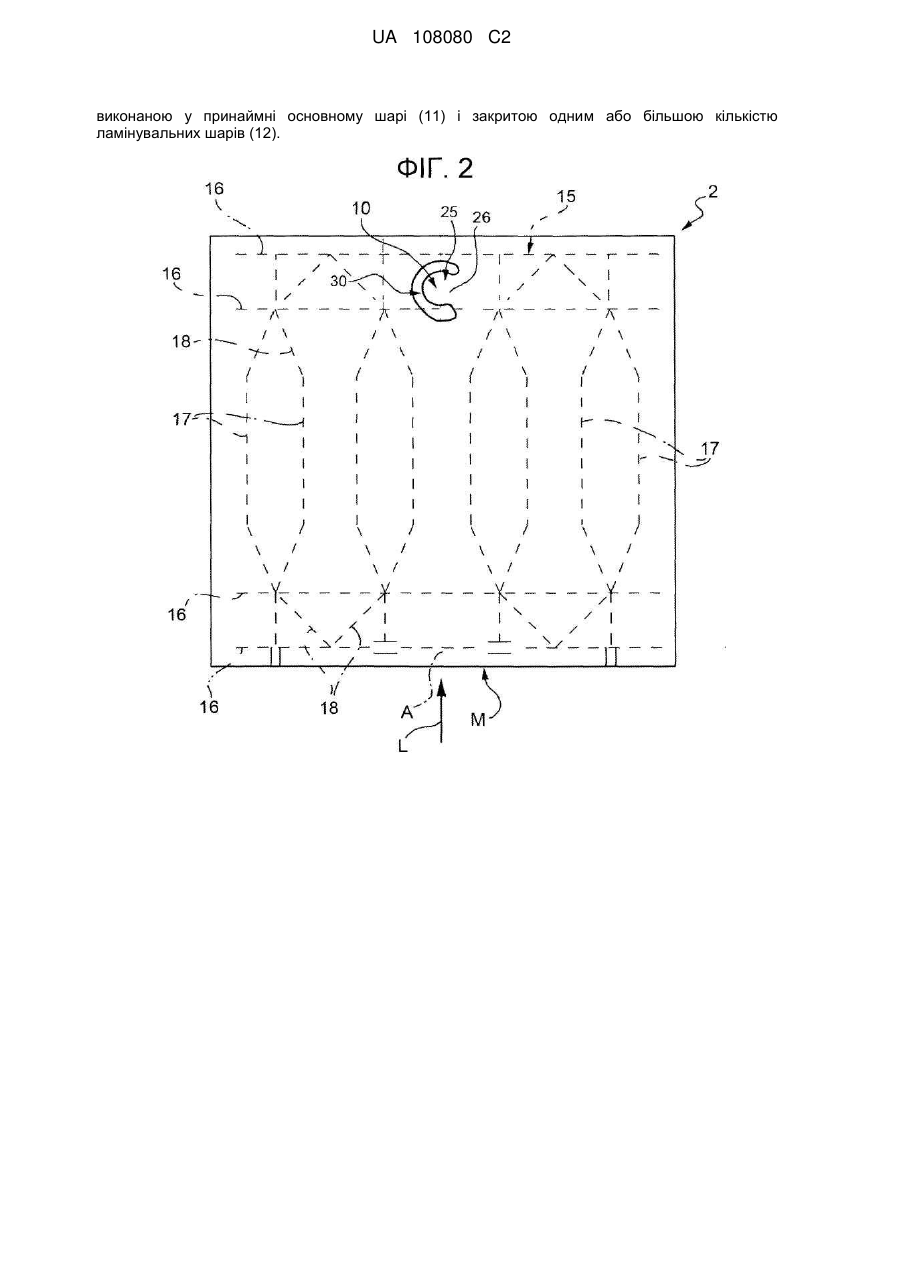
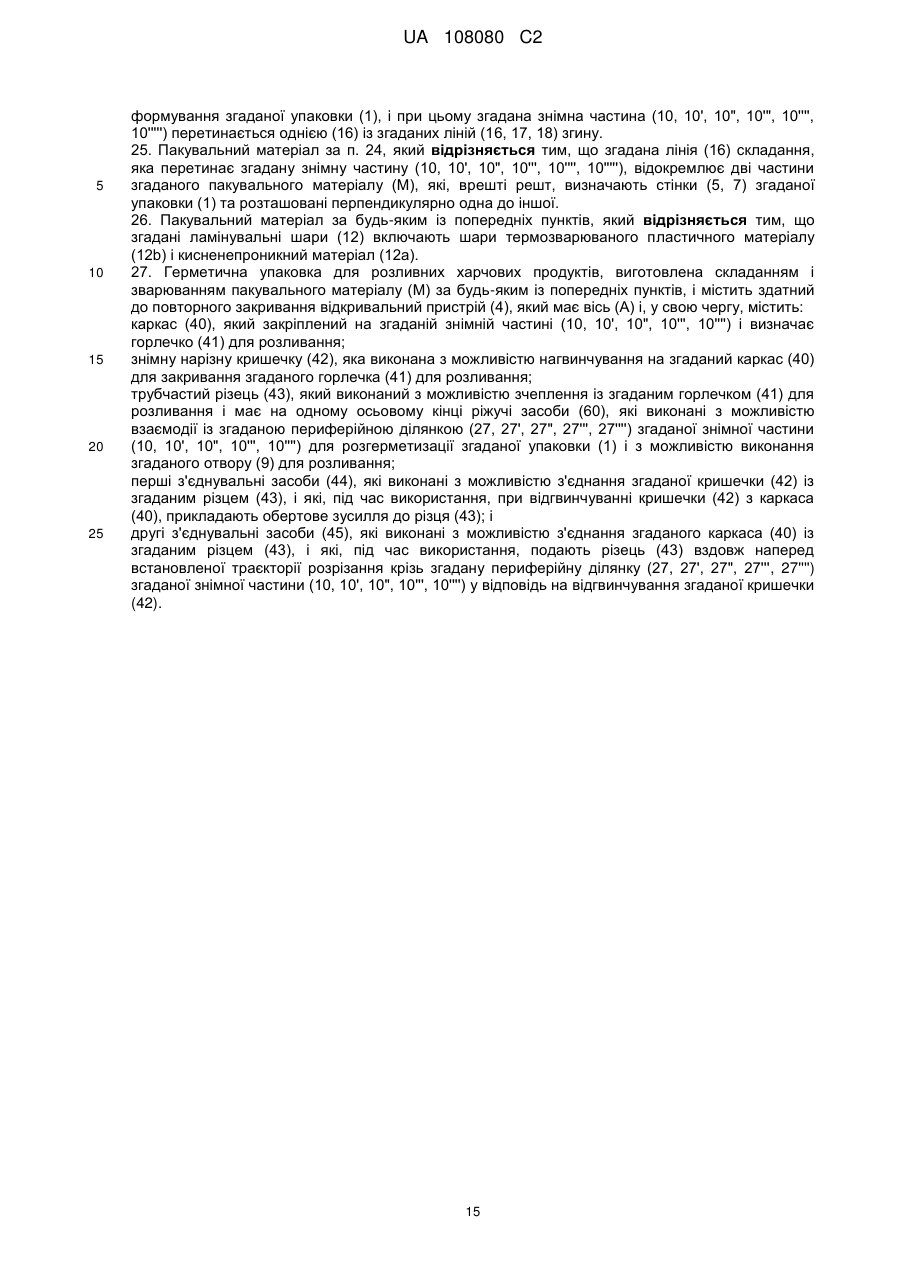
24. Пакувальний матеріал за будь-яким із попередніх пунктів, який відрізняється тим, що містить ряд ліній (16, 17, 18) складання, вздовж яких складається пакувальний матеріал (М) для формування згаданої упаковки (1), і при цьому згадана знімна частина (10, 10', 10", 10'", 10'''', 10''''') перетинається однією (16) із згаданих ліній (16, 17, 18) згину.
25. Пакувальний матеріал за п. 24, який відрізняється тим, що згадана лінія (16) складання, яка перетинає згадану знімну частину (10, 10', 10", 10''', 10'''', 10'''''), відокремлює дві частини згаданого пакувального матеріалу (М), які, врешті решт, визначають стінки (5, 7) згаданої упаковки (1) та розташовані перпендикулярно одна до іншої.
26. Пакувальний матеріал за будь-яким із попередніх пунктів, який відрізняється тим, що згадані ламінувальні шари (12) включають шари термозварюваного пластичного матеріалу (12b) і кисненепроникний матеріал (12а).
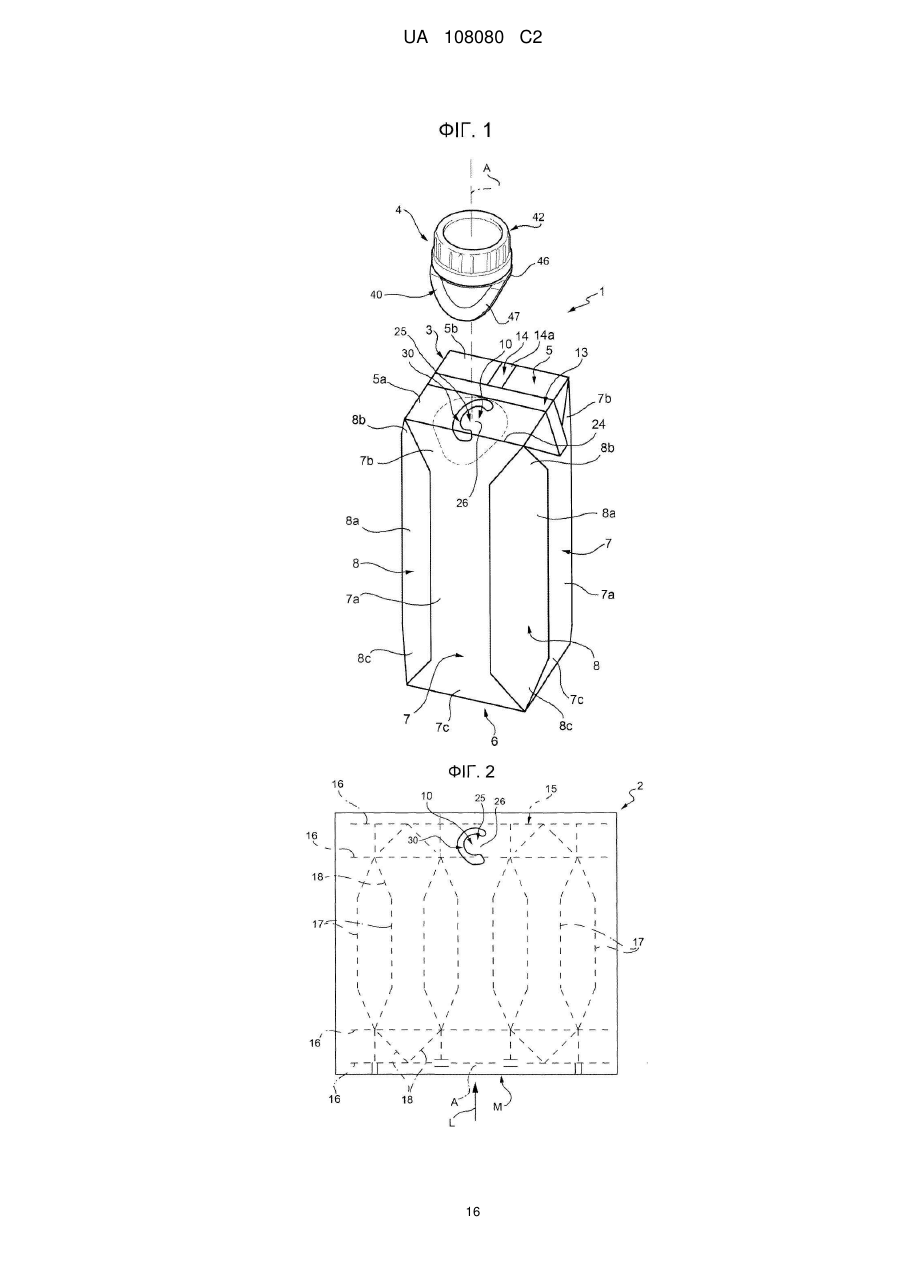
27. Герметична упаковка для розливних харчових продуктів, виготовлена складанням і зварюванням пакувального матеріалу (М) за будь-яким із попередніх пунктів, і містить здатний до повторного закривання відкривальний пристрій (4), який має вісь (А) і, у свою чергу, містить:
каркас (40), який закріплений на згаданій знімній частині (10, 10', 10", 10''', 10'''') і визначає горлечко (41) для розливання;
знімну нарізну кришечку (42), яка виконана з можливістю нагвинчування на згаданий каркас (40) для закривання згаданого горлечка (41) для розливання;
трубчастий різець (43), який виконаний з можливістю зчеплення із згаданим горлечком (41) для розливання і має на одному осьовому кінці ріжучі засоби (60), які виконані з можливістю взаємодії із згаданою периферійною ділянкою (27, 27', 27", 27''', 27'''') згаданої знімної частини (10, 10', 10", 10''', 10'''') для розгерметизації згаданої упаковки (1) і з можливістю виконання згаданого отвору (9) для розливання;
перші з'єднувальні засоби (44), які виконані з можливістю з'єднання згаданої кришечки (42) із згаданим різцем (43), і які, під час використання, при відгвинчуванні кришечки (42) з каркаса (40), прикладають обертове зусилля до різця (43); і
другі з'єднувальні засоби (45), які виконані з можливістю з'єднання згаданого каркаса (40) із згаданим різцем (43), і які, під час використання, подають різець (43) вздовж наперед встановленої траєкторії розрізання крізь згадану периферійну ділянку (27, 27', 27", 27''', 27'''') згаданої знімної частини (10, 10', 10", 10''', 10'''') у відповідь на відгвинчування згаданої кришечки (42).
Текст
Реферат: Описується листовий пакувальний матеріал (М) для виготовлення герметичної упаковки (1) з розливним харчовим продуктом, при цьому пакувальний матеріал (М) містить один основний шар (11) для надання міцності, ряд ламінувальних шарів (12), які покривають обидві сторони основного шару (11), і знімну частину (10, 10', 10", 10'", 10"", 10'""), яка, під час використання, може частково від'єднуватися від решти пакувального матеріалу (М) вздовж принаймні однієї дугової лінії (20, 20'"") розрізання і загинатися на ділянці (21, 81) згинання, яка проходить між протилежними кінцями лінії (20, 20'"") розрізання для відкривання отвору (9) для розливання, за допомогою якого з упаковки (1) розливають харчовий продукт, при цьому знімна частина (10, 10', 10", 10'", 10"", 10'"") містить центральну ділянку (25), яка виготовлена з повністю пакувального матеріалу і, під час використання, у будь-якому випадку, залишається прикріпленою до решти пакувального матеріалу (М) за допомогою нерозрізуваної перемички (26), сформованої ділянкою (21, 81) згинання, і периферійну ділянку (27, 27', 27", 27'", 27"", 27'"") для розрізання, яка проходить навколо частини центральної ділянки (25), містить лінію (20, 20'"") розрізання і принаймні один попередньо ламінований отвір (30, 30', 30", 30'", 30а"", 30b"", 30с"", 30'""), який сформований наскрізною щілиною (31, 31', 31", 31"', 31а"", 31b"", 31с"", 31'""), UA 108080 C2 (12) UA 108080 C2 виконаною у принаймні основному шарі (11) і закритою одним або більшою кількістю ламінувальних шарів (12). UA 108080 C2 5 10 15 20 25 30 35 40 45 50 55 ТЕХНІЧНА ГАЛУЗЬ Представлений винахід відноситься до листового пакувального матеріалу для виготовлення герметичних упаковок з розливними харчовими продуктами. РІВЕНЬ ТЕХНІКИ Як відомо, багато розливних харчових продуктів, таких як фруктовий сік, пастеризоване (оброблене при ультрависокій температурі) молоко, вино, томатний соус і так далі, продаються в упаковках, виготовлених з стерилізованого пакувального матеріалу. Типовим прикладом є упаковка у формі паралелепіпеду для рідких або розливних харчових продуктів, відома як Tetra Brik Aseptic (зареєстрована торгова марка), яка виготовляється складанням і зварювання ламінованого смугового пакувального матеріалу. Пакувальний матеріал має багатошарову структуру, яка містить основний шар, наприклад паперу, покритий з обох сторін шарами термозварюваного пластичного матеріалу, наприклад поліетилену. У випадку асептичних упаковок для продуктів з довготривалим терміном зберігання, такими як пастеризоване молоко, пакувальний матеріал також містить шар кисненепроникного матеріалу, наприклад алюмінієвої фольги, який накладається на шар термозварюваного пластичного матеріалу, і, у свою чергу, покривається іншим шаром термозварюваного пластичного матеріалу, який формує внутрішню поверхню упаковки, яка, врешті решт, контактує з харчовим продуктом. Упаковки цього типу зазвичай виготовляються на повністю автоматичних пакувальних установках, на яких з рулонного пакувального матеріалу формують довгу трубу, полотно пакувального матеріалу стерилізують на пакувальній установці, наприклад нанесенням хімічної стерилізуючої речовини, такої як розчин пероксиду водню, яку, після завершення стерилізації, видаляють з поверхонь пакувального матеріалу, наприклад випарюванням шляхом нагрівання, таким чином стерилізоване полотно потім зберігають у закритому стерильному навколишньому середовищі, складають та зварюють в поздовжньому напрямі для формування труби, яку подають у вертикальному напрямі. Для завершення операцій формування, трубу наповнюють стерилізованим або стерильно обробленим харчовим продуктом, зварюють і потім розрізають через однакові проміжки в поздовжньому напрямі, таким чином одержують подушкоподібні упаковки, які потім механічно складаються для формування відповідних кінцевих упаковок. Альтернативно, пакувальний матеріал може розрізатися на заготовки, з яких формують упаковки на формувальних валах, і потім упаковки заповнюють харчовим продуктом і герметизують. Одним прикладом цього типу упаковки є так звана "гостроверха" упаковка, відома під торговою назвою Tetra Rex (зареєстрована торгова марка). Для відкривання вищезгаданих упаковок, вони зазвичай оснащуються знімною частиною, яка частково від'єднується відкривальним пристроєм від решти пакувального матеріалу для відкривання отвору для розливання, крізь який розливають продукт. Знімна частина формується на пакувальному матеріалі перед складанням і зварюванням пакувального матеріалу для формування кінцевої упаковки. Знімна частина зазвичай містить так званий "попередньо ламінований" отвір, тобто круглий отвір, сформований тільки з проходженням крізь основний шар пакувального матеріалу і закритий, при ламінуванні матеріалу, шарами термозварюваного пластичного матеріалу і захисного матеріалу, які з'єднуються один з іншим в отворі. Протягом останніх декількох років в промисловості було проведено ґрунтовне дослідження для розробки ефективного підходячого способу відкривання попередньо ламінованих отворів таким чином, щоб одержувати рівний розріз по краю отвору для розливання без погіршення рівномірного розливання харчового продукту. Дослідження головним чином було зфокусовано на розробці різних переміщень відкривальних пристроїв під час розгерметизації упаковок, виконаних для прорізання попередньо ламінованого отвору якомога ефективнішим чином, і, зокрема, на відкривальних пристроях, придатних до розгерметизації упаковок за одну операцію, тобто прорізання попередньо ламінованого отвору і відкривання одержуваного отвору одним рухом користувача. Перше запропоноване рішення описується, наприклад, в міжнародній заявці на патент WO 95/05996, поданій компанією INTERNATIONAL PAPER Company, у якій відкривальний пристрій по суті містить каркас, який формує горлечко і закріплений на знімній частині упаковки, знімну кришечку, нагвинчену на зовнішню частину каркасу для закривання горлечка, і по суті трубчастий циліндричний різець, вгвинчений всередину каркасу, і який взаємодіє із знімною частиною для часткового від'єднання неї від відповідної стінки, тобто за виключенням малого кутового сегменту. 1 UA 108080 C2 5 10 15 20 25 30 35 40 45 50 55 60 Різець активується кришечкою за допомогою трансмісійних засобів типу защіпки односторонньої дії, які є активними під час видалення кришечки з каркасу. В спеціальному випадку, описаному у вищезгаданій міжнародній заявці на патент, різець діє на знімну частину за допомогою торцевого краю, який паралельний знімній частині і має ряд зубців, які усі мають трикутну форму і однакову висоту. Під час реального застосування, різець рухається по гвинтовій лінії відносно каркасу з піднятого положення спокою, у якому торцеві зубці повернуті до знімної частини, у послідовні нижні положення розрізання, у яких торцеві зубці одночасно взаємодіють із знімною частиною. Хоча будучи успішними у розгерметизації упаковок під час роботи, відкривальні пристрої вищезгаданого типу є незадовільними тим, що зубці мають тенденцію до "жування" матеріалу знімної частини, таким чином формуючи зазубрений зношений край, який, час від часу, може відхиляти потік харчового продукту при виливанні останнього. Більше того, відрізаний шматок знімної частини залишається звисаючим всередину упаковки і, під час використання, має тенденцію до принаймні часткового блокування проточної ділянки горлечка, таким чином серйозно перешкоджаючи витіканню продукту. Для покращення від'єднання знімної частини від решти пакувального матеріалу, були запропоновані інші рішення, найбільш значущі з яких описані в патентах EP-B-1513732 і EP-B1509456, які подані компанією SIG Technology Ltd. Точніше, в першому з вищезгаданих рішень, різець під час пробивання стінки упаковки спрямовується так, що його переміщення включає першу складову, яка є чисто вертикальним рухом, і другу складову, яка є чисто обертальним рухом в горизонтальному напрямі. В другому рішенні, переміщення різця під час розгерметизації упаковки включає першу складову, яка є чисто гвинтовим рухом, і другу складову, яка є чисто обертальним рухом в горизонтальному напрямі. Навіть покращуючи якість прорізання знімної частини, вищезгадані рішення все ще загалом не є задовільними у наданні рівного краю без перешкоджання розливанню харчового продукту. Нарешті, слід відзначити, що вищезгадані обмеження особливо помітні, коли знімна частина упаковки виготовляється з особливо міцного матеріалу, наприклад захисного матеріалу, покритого полімером, каталізованим органометалічною сполукою або металоценом. У цьому випадку, знімна частина має скоріше тенденцію до "розтягування", ніж до розриву під дією різця, таким чином надаючи навіть більш зазубрений край розрізу. Заявник виявив, що ефективне рівне прорізання знімної частини не залежить тільки від типу і переміщення використовуваного відкривального пристрою, а й також від якості ламінування отвору, виконаного з проходженням крізь основний шар пакувального матеріалу. Точніше, заявник виявив, що, чим більша площа отвору в основному шарі, який ламінується, тим важче досягнути сталого тиску ламінування на всій ділянці отвору, що, таким чином, призводить до неоднакової товщини ламінованого полімеру. Тому, це ускладнює одержання рівного підходячого прорізання знімної частини з використанням багатьох різних типів існуючих на даний момент відкривальних пристроїв. Більше того, ламінування отвору в основному шарі при все більшій і більшій швидкості робить якість цієї операції дуже важливою. ОПИС ВИНАХОДУ Тому, задачею представленого винаходу є надання листового пакувального матеріалу, пристосованого до виготовлення герметичних упаковок з розливними харчовими продуктами з високою швидкістю та із знімною частиною, яка має кращу якість ламінування і може акуратно, і належним чином прорізатися. Згідно з представленим винаходом, надається листовий пакувальний матеріал для виготовлення герметичної упаковки з розливним харчовим продуктом за п. 1 формули винаходу. Іншою задачею представленого винаходу є надання герметичної упаковки для розливних харчових продуктів, яка має знімну частину і здатний до повторного закривання відкривальний пристрій, які взаємодіють між собою для узгодженого формування за один рух користувача отвору для розливання з рівним краєм розрізу. Згідно з представленим винаходом, надається герметична упаковка для розливних харчових продуктів за п. 26 формули винаходу. Іншою проблемою, пов'язаною з відомими упаковками і пакувальними матеріалами, є обмеження площі знімної частини, яка, після часткового від'єднання від решти пакувального матеріалу, формує отвір для розливання харчового продукту. Як попередньо зазначено, знімна частина зазвичай формується круглим попередньо ламінованим отвором, виконаним на верхній стінці упаковки; ця стінка головним чином має один 2 UA 108080 C2 5 10 15 20 25 30 35 40 45 50 55 60 або більшу кількість зварних швів, які обмежують доступний простір у ній для виконання попередньо ламінованого отвору. Зокрема, у випадку упаковок, сформованих з труби пакувального матеріалу, верхня стінка перетинається по центральній лінії плоским поперечним зварним швом, загнутим вниз на неї і копланарним з нею, і торцевою частиною плоского поздовжнього зварного шва, який проходить перпендикулярно від поперечного зварного шва. Точніше, поздовжній зварний шов проходить вздовж частини верхньої стінки упаковки і донизу від верхньої стінки вздовж бічної стінки і нижньої стінки упаковки. Подібним чином, сформовані на валах упаковки також містять верхню стінку, яку перетинає по центральній лінії плоский поперечний зварний шов, загнутий донизу на неї і копланарний з нею. В жодному випадку попередньо ламінований отвір не може формуватися на зварних швах упаковки, що повинно не тільки порушувати цілісність швів і погіршувати розливання харчового продукту, але й також повинно створювати проблеми під час приварювання відповідного відкривального пристрою до нерівної поверхні. Більше того, попередньо ламінований отвір повинен формуватися на певній відстані від зварних швів; фактично, попередньо ламінований отвір, виконаний занадто близько до зварного шва, може пошкоджуватися під час його формування внаслідок тепла і тиску, прикладеного на такій ділянці. Тому, попередньо ламінований отвір може формуватися тільки на обмежених плоских ділянках поблизу зварних швів, які перетинають верхню стінку упаковки упоперек, і які очевидно обмежують максимальний розмір одержуваного отвору для розливання після першого відкривання упаковки. Чим більшим є отвір для розливання, тим кращими є характеристики розливання. Таким чином, існує потреба в більших отворах для розливання і відкривальних пристроях, які забезпечують краще розливання, особливо з огляду на зростаючу кількість фізично різних продуктів, які продаються на ринку в упаковках, виготовлених з папероподібного пакувального матеріалу, деякі з яких, зокрема напіврідкі продукти або продукти, які містять волокна або частинки, вимагають більших отворів для рівномірного розливання продукту. Подальшою проблемою, яка пов'язана з вищеописаними відомими упаковками, є складність конструкції різця, кришечки і трансмісійних засобів для переміщення різця під час першого відгвинчування кришечки з каркасу; велика частина цієї складності випливає з необхідності забезпечення неповного прорізання знімної частини під час першого відкривання упаковки, таким чином усуваючи будь-який ризик падіння неї у вміст упаковки. Тому, подальшою задачею представленого винаходу є надання листового пакувального матеріалу для виготовлення герметичної упаковки з розливним харчовим продуктом, яка має більшу знімну частину, ніж у відомих рішень, і яка пристосована до уникнення будь-якого ризику повного відрізання знімної частини під час першого відкривання упаковки. Згідно з представленим винаходом, надається листовий пакувальний матеріал для виготовлення герметичної упаковки з розливним харчовим продуктом за п. 28 формули винаходу. Додатковою задачею представленого винаходу є надання герметичної упаковки для розливних харчових продуктів, яка має більшу знімну частину, ніж у відомих рішеннях, і пристосовану до уникнення ризику повного відрізання знімної частини під час першого відкривання. Згідно з представленим винаходом, надається герметична упаковка для розливних харчових продуктів за п. 35 формули винаходу. КОРОТКИЙ ОПИС КРЕСЛЕНЬ Деякі переважні необмежувальні варіанти виконання представленого винаходу будуть описуватися у вигляді прикладу з посиланням на супровідні креслення, на яких: Фігура 1 зображає вид в перспективі герметичної упаковки для розливних харчових продуктів у розібраному стані у відповідності з представленим винаходом; Фігура 2 зображає вид зверху основного блоку пакувального матеріалу, з якого виготовляють одну упаковку типу, зображеного на Фігурі 1; Фігура 3 зображає збільшений вид зверху знімної частини пакувального матеріалу з Фігури 2; Фігура 4 зображає збільшений вид перерізу знімної частини по лінії IV-IV з Фігурі 3; Фігура 5 зображає збільшений вид в перспективі здатного до повторного закривання відкривального пристрою у розібраному стані, за допомогою якого відкривають упаковку з Фігури 1; 3 UA 108080 C2 5 10 15 20 25 30 35 40 45 50 55 60 Фігура 6 зображає збільшений вид в перспективі частково відрізаної частини упаковки з Фігури 1 після першого відкривання; Фігура 7 зображає збільшений вид зверху іншого варіанту виконання знімної частини пакувального матеріалу з Фігури 2; Фігура 8 зображає збільшений вид перерізу знімної частини упаковки з Фігурі 7, виконаного по лінії VIII-VIII; Фігури 9, 10, 11 і 12 зображають збільшені види зверху інших варіантів виконання знімної частини пакувального матеріалу з Фігури 2; Фігура 13 зображає вид в перспективі упаковки з Фігури 1 в розібраному виді, оснащеної додатковим іншим варіантом виконання знімної частини у відповідності з представленим винаходом; Фігура 14 зображає вид зверху основного блоку пакувального матеріалу, з якого виготовляють одну упаковку типу, зображеного на Фігурі 13; Фігура 15 зображає збільшений вид перерізу знімної частини упаковки з Фігурі 14, проведеного по лінії XV-XV; і Фігура 16 зображає збільшений вид упаковки з Фігури 13 зсередини після першого відкривання. НАЙКРАЩИЙ ВАРІАНТ ВИКОНАННЯ ВИНАХОДУ Цифра 1 на Фігурі 1 вказує в цілому герметичну упаковку для розливних харчових продуктів, яка виготовляється з багатошарового листового пакувального матеріалу 2 (Фігури 2 і 4) і виконується для кріплення на її верхній частині 3 здатного до повторного закривання відкривального пристрою 4 з пластичного матеріалу. В необмежувальному прикладі, зображеному на кресленнях, відкривальний пристрій 4 є дуже подібним до відкривального пристрою, який розкритий в документі EP-A-2055640, і може також замінятися останнім. Слід також відзначити, що можуть використовуватися інші відкривальні пристрої, такі як той, що розкритий в документі EP-A-1088764. Відкривальний пристрій 4 кріпиться до упаковки 1 традиційними кріпильними системами, таким як адгезиви або мікрополум'ям, індукуванням електричного струму, ультразвуком, лазером або іншими технологіями термозварювання. Упаковка 1, зображена на Фігурі 1, є упаковкою типу, описаного в європейській заявці на патент EP-A-1338521. Відзначається, що представлений винахід може також застосовуватися до інших типів герметичних упаковок, таких як упаковки у формі паралелепіпеду або призми, "гостроверхі" упаковки і так далі. Посилаючись на Фігуру 1, бачимо упаковку 1, яка містить чотирикутну (у зображеному прикладі, прямокутну або квадратну) верхню стінку 5, чотирикутну (у цьому випадку, прямокутну або квадратну) нижню стінку 6, чотири бічні стінки 7, які проходять між верхньою стінкою 5 і нижньою стінкою 6, і чотири кутові стінки 8, кожна з яких розташована між відповідною парою сусідніх бічних стінок 7 і також проходить між верхньою стінкою 5 і нижньою стінкою 6. Кожна бічна стінка 7 містить прямокутну середню частину 7a і протилежні відповідно верхню і нижню торцеві частини 7b, 7c у формі рівнобічної трапеції, менші основи яких є однаковими і утворені протилежними горизонтальними сторонами середньої частини 7a, а більші основи яких співпадають з відповідними сторонами верхньої стінки 5 і, відповідно, нижньої стінки 6. Кожна кутова стінка 8 містить прямокутну середню частину 8a і, відповідно, протилежні верхню і нижню трикутну торцеву частину 8b, 8c, основи яких однакові і утворені протилежними горизонтальними сторонами середньої частини 8a, а вершини якої співпадають з кутами верхньої стінки 5 і, відповідно, нижньої стінки 6. Іншими словами, у варіанті виконання з Фігури 1, верхні торцеві частини 8b мають спрямовані вгору вершини, а нижні торцеві частини 8c мають спрямовані вниз вершини. На стороні, яка орієнтована всередину упаковки 1, кожна торцева частина 7b, 7c, 8b, 8c формує кут понад 90°, але менший за 180°, з сусідньою верхньою стінкою 5 або нижньою стінкою 6. Зверху упаковка 1 має знімну частину 10, яка, під час використання, як буде краще пояснюватися далі, може частково від'єднуватися від пакувального матеріалу 2 відкривальним пристроєм 4 для відкривання отвору 9 для розливання (будь-ласка, дивіться Фігуру 6), за допомогою якого з упаковки 1 розливають харчовий продукт. Пакувальний матеріал 2, з якого виготовляють упаковку 1, має багатошарову структуру (Фігура 4), яка містить основний шар 11, наприклад паперу, для міцності і ряд ламінувальних шарів 12, які покривають обидві сторони основного шару 11. У зображеному прикладі, ламінувальні шари 12 включають шар 12a кисненепроникного матеріалу, наприклад алюмінієвої фольги, і ряд шарів 12b термозварюваного пластичного 4 UA 108080 C2 5 10 15 20 25 30 35 40 45 50 55 матеріалу, які покривають обидві сторони як основного шару 11 так і шару 12a. Іншими словами, рішення з Фігури 4 послідовно від сторони, яка, врешті решт, формує внутрішню поверхню упаковки 1, містить шар 12b термозварюваного пластичного матеріалу, шар 12a захисного матеріалу, інший шар 12b термозварюваного пластичного матеріалу, основний шар 11 та інший шар 12b термозварюваного пластичного матеріалу. Внутрішній шар 12b тремозварюваного пластичного матеріалу, який, під час використання, контактує з харчовим продуктом, може, наприклад, виготовлятися з міцного, зокрема, з каталізованого металоценом, з низькою лінійною густиною (LLD) поліетилену високої витяжки. Зазвичай, шари 12b термозварюваного пластичного матеріалу ламінуються на основний шар 11 у розплавленому стані з послідовним охолодженням. Як можлива альтернатива, принаймні внутрішні шари пластичного матеріалу можуть виконуватися як попередньо виготовлені плівки, які ламінуються на основний шар; ця технологія дозволяє знижувати будь-який ризик формування отворів або тріщин на або навколо знімної частини 10 під час операцій формування для виготовлення герметичної упаковки 1. Літера M на Фігурі 2 вказує основний блок пакувального матеріалу 2, з якого виготовляють упаковку 1 і який може бути попередньо вирізаною заготовкою або частиною полотна пакувального матеріалу, який містить послідовність блоків M. В першому випадку, основний блок M складається на відомому складальному валі (не зображений), заповнюється харчовим продуктом і герметизується зверху для формування кінцевої упаковки. В другому випадку, полотно пакувального матеріалу 2, який містить послідовність основних блоків M: - складають з формуванням циліндра і герметизують в поздовжньому напрямі для формування вертикальної труби; - безперервно заповнюють харчовим продуктом; і - герметизують в поперечному напрямі і розрізають на основні блоки M, з яких потім формують відповідні упаковки 1. Після завершення цих операцій, упаковка 1 має верхній поперечний зварний шов 13, який перетинає верхню стінку 5 по її центральній лінії, нижній поперечний зварний шов (не зображений), який перетинає нижню стінку 6, і поздовжній зварний шов 14, який проходить перпендикулярно між верхнім поперечним зварним швом 13 і нижнім поперечним зварним швом вздовж відповідних частин верхньої і нижньої стінки 5, 6 і вздовж однієї з бічних стінок 7. Точніше, після завершення зварювання і формування упаковки 1, верхню стінку 5 перетинає верхній поперечний зварний шов 13 і торцева частина 14a поздовжнього зварного шва 14, який проходить перпендикулярно від верхнього поперечного зварного шва 13; детальніше, верхній поперечний зварний шов 13 ділить верхню стінку 5 на дві ділянки 5a, 5b, а торцева частина 14a поздовжнього зварного шва 14 проходить по одній (5b) з таких ділянок 5a, 5b від середньої частини верхнього поперечного зварного шва 13. Під час операцій формування для одержання упаковки 1, верхній поперечний зварний шов 13 загинається на ділянку 5b і торцеву ділянку 14a поздовжнього зварного шва 14; у цей спосіб, ділянка 5a має більшу площу ніж ділянка 5b і, тому, є більш придатною для приймання знімної частини 10 і відкривального пристрою 4, як буде пояснюватися детальніше нижче. Роблячи особливе посилання на Фігуру 2, бачимо, що основний блок M має схему 15 згину, тобто ряд ліній згину, які визначають відповідні лінії складання, по яким пакувальний матеріал 2 складають для формування кінцевої упаковки 1. В зображеному прикладі схема 15 згину містить перші лінії 16 складання, які проходять горизонтально у варіанті виконання упаковки 1 з Фігури 1, другі лінії 17 складання, які проходять вертикально у варіанті виконання упаковки 1 з Фігури 1, і треті лінії 18 складання, які проходять похило по відношенню до ліній 16 і 17 складання. Лінії 16, 17, 18 складання визначають відомим способом різні стінки 5, 6, 7, 8 упаковки 1 і різні частини 7a, 7b, 7c, 8a, 8b, 8c стінок 7 і 8. Знімна частина 10 формується на пакувальному матеріалі 2 перед складанням і зварюванням пакувального матеріалу для формування упаковки 1, і накривається під час роботи відкривальним пристроєм 4, як чітко зображено на Фігурі 1. Як вказано попередньо, під дією відкривального пристрою 4, знімна частина 10 може частково від'єднуватися від решти пакувального матеріалу 2 по одній дуговій лінії 20 розрізання і загинатися на ділянці 21 згинання, яка проходить між протилежними кінцями лінії 20 розрізання. Знімна частина 10 переважно розташовується на основному блоці M для перетину однієї з ліній 16 складання, яка визначає, під час використання, край між двома сусідніми стінками упаковки 1. Точніше, знімна частина 10 перетинається лінією 16 складання, яка визначає, під 5 UA 108080 C2 5 10 15 20 25 30 35 40 45 50 55 час використання, край 24 між верхньою стінкою 5 і верхньою торцевою частиною 7b однієї з бічних стінок 7. Як зображено на Фігурах 3 і 4, знімна частина 10 містить центральну ділянку 25 з повністю пакувального матеріалу, яка, під час використання, у будь-кому випадку, залишається прикріпленою до решти пакувального матеріалу основного блоку M за допомогою нерозрізуваної перемички 26, утвореної ділянкою 21 складання, і периферійної ділянки 27 для прорізання (тобто, вздовж якої відкривальний пристрій 4 діє під час першого відкривання упаковки 1), яка проходить навколо частини центральної ділянки 25 і містить лінію 20 розрізання. Коли, під час використання, знімну частину 10 від'єднують від решти пакувального матеріалу відповідної упаковки 1 по лінії 20 розрізання і складають, нерозрізувана перемичка 26 функціонує як шарнір, дозволяючи загинання від'єднаного матеріалу всередину упаковки 1. Як зображено на Фігурах 2 і 3, перемичка 26 проходить від центральної ділянки 25 до решти пакувального матеріалу 2 вздовж напряму, перпендикулярного до напряму L ламінування, тобто напряму, у якому пакувальний матеріал 2 подається крізь відомий валковий ламінувальний блок (не зображений). Периферійна ділянка 27 визначається відкритою криволінійною смугою, яка має єдину увігнутість, яка обмежує центральну ділянку 25. На практиці, периферійна ділянка 27 по суті має C-подібну форму. Згідно з переважним варіантом виконання, зображеним на Фігурах 1-6, периферійна ділянка 27 повністю сформована одним попередньо ламінованим смугоподібним отвором 30, який сформований наскрізною щілиною 31, виконаною в основному шарі 11 і закритою іншими ламінувальними шарами 12a, 12b. У цьому випадку, лінія 20 розрізання повністю міститься в попередньо ламінованому отворі 30. Це означає, що, під час використання, при першому відкриванні упаковки 1, прорізання, виконуване відкривальним пристроєм 4 (як буде пояснюватися детально пізніше), відбувається тільки вздовж попередньо ламінованого отвору 30. Переважно, як чітко видно на Фігурі 4, ламінувальні шари 12b, які проходять вздовж протилежних поверхонь основного шару 11, зварюються між собою під час ламінування в щілині 31. У цей спосіб, після прорізання знімної частини 10 вздовж лінії 20 розрізання, край отвору 9 для розливання зовні закритий рештою ламінувальних шарів 12, таким чином дозволяючи уникати небажаного явища "змочування краю", тобто всмоктування паперового краю завдяки зберіганню упаковки 1 в горизонтальному положенні після першого відкривання. Особливо посилаючись на Фігури 3 і 4, бачимо, що щілина 31 в блоці M пакувального матеріалу 2 обмежена першим краєм 32, розташованим поблизу центральної ділянки 25, і другим краєм 33, протилежним і повернутим до краю 32, при цьому краї 32, 33 з'єднані між собою на відповідних протилежних кінцях 36, 37 щілини 31. Ширина W щілини 31, яка відповідає відстані між протилежними краями 32 і 33, становить 1 мм - 6 мм і переважно становить 2 мм - 5 мм. Заявник виявив, що ширина W в 1 мм є мінімальною величиною для забезпечення належного ламінування шарів 12 із зварюванням їх в щілині 31 і, що, коли ширина W більша за 6 мм, площа попередньо ламінованого отвору 30 сильно зростає разом з ймовірністю появи дефектів ламінування; фактично, чим більша площа попередньо ламінованого отвору 30, тим більше розтікання розплавленого пластичного полімеру на знімній частині 10, таким чином призводячи до неоднакової товщини ламінувальних шарів 12 на ділянці щілини 31, виконаної в основному шарі 11. Кутова відстань між протилежними кінцями 36, 37 щілини 31 відносно центра G кривизни лінії 20 розрізання може визначатися кутом α (Фігура 3), який утворений дотичними до вищезгаданих кінців 36, 37, які виходять з центру G. Заявник виявив, що високоякісне ламінування і рівне та легке прорізання периферійної ділянки 27 знімної частини 10 може виконуватися, коли кут α становить 10° - 160° і переважно 30° - 90°. Іншим важливим параметром попередньо ламінованого отвору 30 є кут, вказаний літерою β, між напрямом, у якому пакувальний матеріал 2 подається до пристрою (не зображений) для виконання щілини 31, і напрямом, який показує орієнтацію попередньо ламінованого отвору 30, який може бути представлений бісектрисою Z кута α. Відзначається, що напрям подачі пакувального матеріалу 2 до пристрою для виконання щілини 31 може співпадати з напрямом L ламінування. 6 UA 108080 C2 5 10 15 20 25 30 35 40 45 50 55 Для одержання високоякісного ламінування і рівного та легкого прорізання периферійної ділянки 27 знімної частини 10, заявник виявив, що кут β повинен становити 45° - 135°, переважно 60° - 120°. Центр G представляє тип контрольної точки для ідентифікації центру ділянки, обмеженої попередньо ламінованим отвором 30, який не є чітко круглим. Ця контрольна точка є вигідною для визначення точного положення попередньо ламінованого отвору 30 під час операцій формування і для надання можливості встановлення відкривального пристрою 4 на нього з високою точністю. Для полегшення вищезгаданих операцій, в центрі G центральної ділянки 25 знімної частини 10 може переважно друкуватися або висікатися контрольна мітка 35, наприклад хрестоподібна; зокрема, контрольна мітка 35 може виконуватися або під час операцій висікання, тобто операцій для формування схеми 15 згину, або під час операції прорізання, яка формує щілину 31. Посилаючись на Фігури 1, 5 і 6, бачимо, що відкривальний пристрій 4 містить каркас 40, прикріплений до упаковки 1 на знімній частині 10 і має кругле горлечко 41 з віссю A, крізь яке може розливатися харчовий продукт, знімну нарізну кришечку 42, прикріплену коаксіально до горлечка 41 для закривання його, і трубчастий різець 43 з віссю A, який, під час використання, зчіплюється з горлечком 41 в осьовому напрямі і здатен рухатися вздовж різі і взаємодіє з периферійною ділянкою 27 знімної частини 10 для часткового від'єднання знімної частини 10 по лінії 20 розрізання від решти пакувального матеріалу для відкривання упаковки 1. Відкривальний пристрій 4 також містить перші з'єднувальні засоби 44, які з'єднують кришечку 42 з різцем 43, і які, під час використання, коли кришечку 42 відгвинчують з каркасу 40, прикладають крутну силу до різця 43, і другі з'єднувальні засоби 45, які з'єднують каркас 40 з різцем 43, і які, під час використання, подають різець 43 вздовж гвинтової траєкторії для проникнення крізь периферійну ділянку 27 знімної частини 10 у відповідь на відгвинчування кришечки 42. Відкривальний пристрій 4 кріпиться до упаковки 1 у такий спосіб, щоб мати вісь A горлечка 41, кришечки 42 і різця 43 по центру контрольної мітки 35 знімної частини 10, і, тому, в центрі G виконаної лінії 20 розрізання. Як і знімна частина 10, каркас 40 переважно перетинає край 24 між верхньою стінкою 5 і верхньою торцевою частиною 7b однієї з бічних стінок 7 упаковки 1, і містить першу і другу частину 46, 47 під тим же кутом між собою що й кут, утворений між стінками 5 і 7. Точніше, каркас 40 містить кільцевий основний фланець 48, який формує частини 46 і 47, які кріплять каркас до відповідних стінок 5, 7, і трубчатий циліндричний рукав 49 з віссю A, який виступає з радіально внутрішнього краю фланця 48 на стороні, протилежній до сторони, якою фланець прикріплений до стінок 5, 7, формує горлечко 41 і здатен приймати відповідну кришечку 42. Як зображено на Фігурі 5, рукав 49 має зовнішню циліндричну поверхню, яка має першу різь 51, яка, під час використання, зчіплюється з відповідною різзю 52 кришечки 42, і протилежну внутрішню циліндричну поверхню, яка визначає горлечко 41 і має різь 54, яка, під час використання, зчіплюється з відповідною різзю 55 різця 43. Різь 54 рукава 49 каркаса 40 і різь 55 різця 43 разом формують з'єднувальні засоби 45. Кришечка 42 містить круглу торцеву стінку 58 для закривання горлечка 41 каркаса 40 і по суті циліндричну бічну стінку 59, яка виступає коаксіально з периферійного бічного краю торцевої стінки 58 і внутрішня поверхні якої містить різь 52, яка зчіплюється із зовнішньою різзю 51 рукава 49 каркасу 40. Як показано на Фігурі 1, коли кришечка 42 кріпиться до каркасу 40, бічна стінка 59 закриває зовнішню частину рукава 49. Різець 43 початково повністю кріпиться всередині рукава 49 каркасу 40 (Фігура 1) і, після розгерметизації упаковки 1, поміщається частково всередині упаковки після часткового від'єднання знімної частини 10 від решти пакувального матеріалу. На одному осьовому кінці різець 43 (Фігура 5) має ріжучий край 60, який взаємодіє з периферійною ділянкою 27 знімної частини 10 упаковки 1 для часткового від'єднання знімної частини 10 від сусіднього пакувального матеріалу. Ріжучий край 60 містить ряд по суті трикутних зубців 60a, які проходять вздовж наперед встановленої дуги, і ділянку 60b заданого кутового розміру, яка утоплена в осьовому напрямі відносно зубців 60a і не виконує функції різання. З'єднувальні засоби 44 містять ряд – у зображеному прикладі, чотири – привідних елементів 61, розташованих на торцевій стінці 58 кришечки 42 через однакові кутові проміжки навколо вісі A, і ряд відповідних ведених елементів 62, розташованих на внутрішній бічній поверхні різця 43, 7 UA 108080 C2 5 10 15 20 25 30 35 40 45 50 55 60 які штовхаються відповідними привідними елементами 61, коли кришечка 42 перший раз відгвинчується від каркасу 40. Іншими словами, привідні елементи 61 і відповідні ведені елементи 62 разом формують привідний пристрій односторонньої дії, за допомогою якого кришечка 42 повертанням з'єднується з різцем 43 в напрямі відгвинчування неї (проти годинникової стрілки на кресленнях), але від'єднується в протилежному напрямі. Привідні елементи 61 і ведені елементи 62 сформовані профільованими виступами, які виходять відповідно з поверхні торцевої стінки 58 кришечки 42, яка повернута до горлечка 41 під час використання і з внутрішньої бічної поверхні різця 43. Під час реального використання, упаковка 1 розгерметизовується повертанням кришечки 42 у напрямі відкривання (проти годинникової стрілки на Фігурі 1) так, що вона поступово від'єднується від каркасу 40 і, у той же час, оперує різцем 43 завдяки привідним елементам 61, які зчіплюються з веденими елементами 62. Тобто, різі 51 і 52 взаємодіють між собою так, що кришечка 42 рухається по гвинтовій лінії відносно каркасу 40 навколо вісі A і відводиться в осьовому напрямі з каркасу в напрямі від фланця 48. У той же час, привідні елементи 61 кришечки 42 діють на ведені елементи 62 різця 43 також для повертання різця навколо вісі A. Взаємодія різей 54 і 55 перетворює повертання різця 43 кришечкою 42 на гвинтовий рух різця 43 спершу в напрямі до і потім крізь знімну частину 10. Під час руху, ріжучий край 60 взаємодіє з попередньо ламінованим отвором 30 периферійної ділянки 27 знімної частини 10 для виконання лінії 20 розрізання. Точніше, ріжучий край 60 спершу пробиває ламінувальні шари 12a, 12b, які закривають щілину 31 на її торцевій ділянці, і звідси просувається вздовж і прорізає увесь попередньо ламінований отвір 30 в напрямі руху (проти годинникової стрілки на Фігурах 1 і 5) різця 43. В цьому місці після повного входження ріжучого краю 60 в попередньо ламінований отвір 30 з наступним повним від'єднанням знімної частини 10 по лінії 20 розрізання, подальше повертання різця 43 призводить до згинання вздовж перемички 26, яка залишається незачепленою і функціонує як шарнір. Точніше, знімна частина 10 загинається назовні від різця 43 (Фігура 6) і утримується у цьому положенні різцем для розчищення шляху для розливання харчового продукту. Тому, увесь кут розрізання менший ніж повний оберт і по суті становить 200° - 350°, і переважно 270° - 330°, таким чином перешкоджаючи повному від'єднанню знімної частини 10 від сусідніх частин пакувального матеріалу. Коли кришечку 42 відгвинчують далі, то привідні елементи 61 відводяться в осьовому напрямі від ведених елементів 62, таким чином фіксуючи різець 43 у нижньому відкритому положенні, у якому він виступає в осьовому напрямі всередину упаковки 1 з каркасу 40 (Фігура 6), проте все ще з'єднаний з рукавом 49 завдяки різі 54, яка зчіплюється з різзю 55. Потім кришечку 42 повністю відгвинчують для відкривання упаковки 1, яка може повторно закриватися простим нагвинчуванням кришечки 42 на рукав 49. Після відкривання упаковки 1 різець 43 не може далі рухатися з нижнього положення відкривання внаслідок привідних елементів 61, які не здатні сягати осьового положення, у якому вони зчіплюються з веденими елементами 62 різця 43. У нижньому положенні відкривання різець 43 утримує відрізаний шматок знімної частини 10 (Фігура 6) для перешкоджання блокування ним горлечка 41, крізь яке розливається харчовий продукт. Позиції 10', 10‘‘, 10‘‘‘ і 10‘‘‘‘ на Фігурах 7-11 вказують різні варіанти виконання знімної частини пакувального матеріалу 2 у відповідності з представленим винаходом; знімні частини 10, 10', 10‘‘, 10‘‘‘ і 10‘‘‘‘ подібні між собою, при цьому наступний опис обмежується відмінностями між ними і використовуються однакові позиційні позначення там, де можливо, для ідентичних або відповідних деталей. У варіанті виконання, зображеному на Фігурах 7 і 8, знімна частина 10' має периферійну ділянку 27', яка повністю утворена єдиним дугоподібним попередньо ламінованим отвором 30', який має той же центр G кривизни що й лінія 20 розрізання. На практиці, попередньо ламінований отвір 30' має по суті форму напівкруглої смуги і утворений наскрізною щілиною 31' рівноцінної форми, виконаною в основному шарі 11 пакувального матеріалу 2, і закритий ламінувальними шарами 12. Переважно, ширина W щілини 31' є сталою і утримується в мінімальному розмірі для надання можливості розрізання, тобто для надання можливості зчеплення з зубцями 60a різця 43 відкривального пристрою 4. Іншими словами, ширина W щілини 31' становить 0,5 мм - 0,9 мм для майже точного узгодження з шириною зубців 60a різця 43. 8 UA 108080 C2 5 10 15 20 25 30 35 40 45 50 55 60 У цьому рішенні, яке зображено на Фігурі 8, на знімній частині 10' ламінувальні шари 12 пакувального матеріалу 2 не можуть зварюватися між собою в щілині 31', оскільки остання має занадто малу ширину W. Щілина 31' може виконуватися в основному шарі 11 пакувального матеріалу 2 шляхом використання лазерного ріжучого пристрою (не зображений). У варіанті виконання з Фігури 9, периферійна ділянка 27'' знімної частини 10'' має ту ж дугову форму периферійної ділянки 27' знімної частини 10' і відрізняється від периферійної ділянки 27' послідовністю попередньо ламінованих отворів 30'', які чергуються з відповідними перемичками 70 з повністю пакувального матеріалу, з'єднаними з центральною ділянкою 25. На практиці, у цьому випадку, периферійна ділянка 27'' одержується виконанням послідовності розташованих через певні проміжки отворів або наскрізних щілин 31'' в основному шарі 11 пакувального матеріалу 2, які зовні покриті ламінувальними шарами 12. Операція по виконанню отворів в основному шарі 11 може переважно виконуватися з використанням лазерного ріжучого пристрою. Як зображено на Фігурі 9, лінія 20 розрізання перетинає перемички 70: це означає, що, під час першого відкривання упаковки 1, перемички 70 повністю розрізаються різцем 43. У варіанті виконання, зображеному на Фігурі 10, знімна частина 10''' має периферійну ділянку 27''', яка містить два попередньо ламіновані отвори 30''', які повернуті один до іншого і відокремлені нерозрізуваною перемичкою 26 і іншою перемичкою 71 з повністю пакувального матеріалу, з'єднаними з центральною ділянкою 25. Переважно, лінія 20 розрізання перетинає перемичку 71: це означає, що, під час першого відкривання упаковки 1, перемичка 71 повністю розрізається різцем 43. Як чітко видно на Фігурі 10, попередньо ламіновані отвори 30''' сформовані симетрично відносно вісі В, яка з'єднує перемички 26 і 71, проходячи крізь центр G лінії 20 розрізання і ортогонально до вісі A горлечка 41, кришечки 42 і різця 43 відкривального пристрою 4. Переважно, вісь В, яка з'єднує перемички 26 і 71, паралельна напряму L ламінування пакувального матеріалу 2. Точніше, у представленому випадку, напрям L ламінування орієнтований від перемички 26 до перемички 71, яка коротша за перемичку 26. Як зображено на Фігурі 10, кожен попередньо ламінований отвір 30''' приблизно має форму видовженого боба і сформований наскрізною щілиною 31''' рівноцінної форми, виконаною в основному шарі 11 пакувального матеріалу 2 і закритою ламінувальними шарами 12. Подібно до попередньо ламінованого отвору 30 знімної частини 10, у цьому варіанті виконання, ламінувальні шари 12 також зварені між собою в кожній щілині 31'''. Для полегшення визначення точного положення некруглих попередньо ламінованих отворів 30''' під час операцій формування і для надання можливості кріплення відкривального пристрою 4 на них з високою точністю, у цьому випадку, контрольна мітка 35, наприкладхрестоподібної форми, може також переважно друкуватися або висікатися на центральній ділянці 25 знімної частини 10''' в центрі G; зокрема, контрольна мітка 35 може виконуватися або під час операцій висікання для формування схеми 15 згину або під час операції розрізання, яка формує щілини 31‘‘‘. У варіанті виконання, зображеному на Фігурі 11, знімна частина 10‘‘‘‘ має периферійну ділянку 27‘‘‘‘, яка, порівняно з периферійною ділянкою 27''' знімної частини 10‘‘‘, має перший попередньо ламінований отвір 30a‘‘‘‘, який відповідає одному з попередньо ламінованих отворів 30‘‘‘, і другий та третій попередньо ламінований отвір 30b'''', 30c'''', які разом заміняють інший попередньо ламінований отвір 30‘‘‘. Попередньо ламінований отвір 30a‘‘‘‘ відокремлений від попередньо ламінованих отворів 30b‘‘‘‘ і, відповідно, 30c'''' нерозрізуваною перемичкою 26 і повністю розрізуваною перемичкою 72 з повністю пакувального матеріалу, яка відповідає перемичці 71 периферійної ділянки 27‘‘‘ знімної частини 10‘‘‘; попередньо ламіновані отвори 30b‘‘‘‘ і 30c‘‘‘‘ відокремлені один від іншого додатковою повністю розрізуваною перемичкою 73 повністю з пакувального матеріалу. Усі перемички 26, 72 і 73 з'єднані з центральною ділянкою 25 знімної частини 10‘‘‘‘. Як зображено на Фігурі 11, попередньо ламіновані отвори 30a'''', 30b'''', 30c'''' мають форму приблизно видовженого боба і різні довжини: зокрема, попередньо ламінований отвір 30a'''' проходить приблизно вздовж першої половини периферійної ділянки 27‘‘‘‘, тоді як попередньо ламіновані отвори 30b'''' і 30c'''' проходять приблизно вздовж іншої половини периферійної ділянки 27‘‘‘‘ і, тому, повернуті до попередньо ламінованого отвору 30a‘‘‘‘. На практиці, попередньо ламінований отвір 30a'''' проходить вздовж периферійної ділянки 21'''' по довжині, приблизно рівній або трохи більшій за загальну довжину попередньо ламінованих отворів 30b'''' і 30c'''', які мають співставні довжини. 9 UA 108080 C2 5 10 15 20 25 30 35 40 45 50 55 Також у цьому випадку, попередньо ламіновані отвори 30a'''', 30b'''', 30c'''' утворені відповідними наскрізними щілинами 31a'''', 31b'''', 31c'''', виконаними в основному шарі 11 пакувального матеріалу 2 і закриті ламінувальними шарами 12. Подібно до попередньо ламінованих отворів 30, 30''' знімних частин 10, 10''', ламінувальні шари 12 зварені між собою в кожній щілині 31a'''', 31b'''', 31c‘‘‘‘. Перемичка 26, яка передбачена, під час використання, для нерозрізуваного з'єднання знімної частини 10'''' з рештою пакувального матеріалу 2, довша за перемички 72, 73. Як зображено на Фігурі 11, перемички 26 і 72 переважно розташовані навпроти одна до іншої вздовж осі В, паралельної напряму L ламінування пакувального матеріалу 2, який, у цьому випадку, орієнтований від довшої перемички 26 до перемички 72. Перемичка 73, з іншого боку, розташована з однієї сторони осі В і повернута до попередньо ламінованого отвору 30a''''. Окрім того, попередньо ламіновані отвори 30b'''' і 30c'''' розташовані на протилежній стороні вісі В по відношенню до попередньо ламінованого отвору 30a'''' і лінія 16 складання, яка визначає, під час використання, край 24 упаковки 1, перетинає обидва попередньо ламіновані отвори 30a'''' і 30b''''. Для легкого визначення точного положення некруглих попередньо ламінованих отворів 30a'''', 30b'''', 30c'''' під час операцій формування і для надання можливості встановлення відкривального пристрою 4 на них з високою точністю, у цьому випадку, контрольна мітка 35, наприклад хрестоподібна, може також переважно друкуватися або висікатися на центральній ділянці 25 знімної частини 10'''' в центрі G; зокрема, контрольна мітка 35 може виконуватися або під час операцій висікання для формування схеми 15 згину або під час операції розрізання, яка формує щілини 31a'''', 31b'''', 31c''''. У варіанті виконання, зображеному на Фігурі 12, знімна частина 10''''' має периферійну ділянку 27''''', яка є дуже подібною до периферійної ділянки 27''' знімної частини 10''' і в основному відрізняється від неї тим, що розрізання виконується вздовж двох дугових ліній 20''''' розрізання, які повністю розташовані у відповідних попередньо ламінованих отворах 30'''''. Переважно, як зображено на Фігурі 12, кожна лінія 20''''' розрізання проходить від одного кінця відповідних попередньо ламінованих отворів 30''''' до протилежного кінця. У цьому випадку, попередньо ламіновані отвори 30''''' відокремлені нерозрізуваною перемичкою 26 і іншою перемичкою 74, яка відповідає перемичці 71, але яка є нерозрізуваною, тобто, вона не розрізається різцем 43 під час першого відкривання упаковки 1. Точніше, для розгерметизації упаковки 1, знімну частину 10''''' частково від'єднують відрешти пакувального матеріалу 2 по двом дуговим лініям 20''''' розрізання для формування двох частин 80, які з'єднані з смугою 81 з повністю пакувального матеріалу, яка проходить між перемичками 26 і 74 і обмежена двома додатковими лінями 82 складання. На практиці, відкривання упаковки 1 виконується згинанням двох частин 80 на кожній стороні смуги 81. Як можлива альтернатива, розрізання може також виконуватися від центру кожного з попередньо ламінованих отворів 30''''' і симетрично в обох напрямах. Цифра 100 на Фігурах 13-16 вказує подальший інший варіант виконання знімної частини у відповідності з представленим винаходом; знімна частина 100 буде описуватися шляхом підкреслювання подібностей і відмінностей по відношенню до попередньо описаних знімних частин 10, 10', 10", 10''', 10'''', 10‘‘‘‘‘ і шляхом використання однакових позиційних позначень там, де можливо, для деталей, вже описаних або еаквівалентних до них. Знімна частина 100 зображена на Фігурах 13 і 14, як сформована на упаковці 1 і на основному блоці M пакувального матеріалу 2, з якого виготовляється упаковка 1; відзначається, що знімна частина 100 може переважно формуватися навіть на інших типах герметичних упаковок, таких як упаковки у формі паралелепіпеду або призми, "гостроверхі" упаковки і так далі, або навіть на упаковках, які мають змінні поперечні перерізи своєї основної частини. У спосіб, повністю еквівалентний до застосовуваного для знімних частин 10, 10', 10", 10"', 10‘‘‘‘, 10‘‘‘‘‘, також у цьому випадку, знімна частина 100 переважно перетинається однією з ліній 16 складання, яка визначає, під час використання, край між двома сусідніми стінками упаковки 1. Точніше, знімна частина 100 перетинається лінією 16 складання, яка визначає, під час використання, край 24 між верхньою стінкою 5 і верхньою торцевою частиною 7b однієї з бічних стінок 7, яка зазвичай формує передню стінку упаковки 1. У зображеному прикладі, знімна частина 100 проходить частково на ділянці 5a верхньої стінки 5 і частково на верхній торцевій частині 7b сусідньої бічної стінки 7, розташованої на протилежній стороні верхнього поперечного зварного шва 13 по відношенню до ділянки 5b. 10 UA 108080 C2 5 10 15 20 25 30 35 40 45 50 55 Зокрема, лінія 16 складання, яка перетинає знімну частину 100, ділить останню на першу і, відповідно, другу ділянку 100a, 100b, розташовані, під час використання, на вищевказаних різних стінках 5, 7 упаковки 1; ділянка 100b менша за ділянку 100a. Під дією відкривального пристрою 4 знімна частина 100 може частково від'єднуватися від решти пакувального матеріалу 2 по одній дуговій лінії 101 розрізання, яка розташована на ділянці 100a і загнута на ділянці складання (Фігури 13, 14 і 16), яка проходить між протилежними кінцями лінії 101 розрізання і утворена ділянкою 100b; на практиці, у цьому випадку, ділянка 100b функціонує, під час використання, як шарнір, який дозволяє повертання від'єднаного матеріалу всередину упаковки 1 і в напрямі до бічної стінки 7, на якій розташована така ділянка (Фігура 16), для відкривання отвору 9 для розливання. Будучи розташованою не тільки на верхній стінці 5, але й також на сусідній бічній стінці 7, яка нахилена до верхньої стінки 5, знімна частина 10 буде мати кривизну на кінцевій упаковці 1; у цей спосіб, можна мінімізувати ризики повного прорізання знімної частини 100 під час першого відкривання упаковки 1, оскільки різець відкривального пристрою навіть у випадку, у якому він має дуже подібну конструкцію, наприклад виконує осьовий пробивальний рух вниз (такий як той, що описаний в документі EP-A-2055640) і має зубці, які лежать в загальній площині, не повинен мати змогу одночасно контактувати з усією знімною частиною 100. Як зображено на Фігурах 13-16, знімна частина 100 відрізняється від знімних частин 10, 10', 10'', 10''', 10'''', 10''''' одним отвором 102, виконаним в принаймні основному шарі 11 і який закритий покривним матеріалом 103, і проходить вздовж усієї знімної частини 100. Зокрема, у цьому випадку, як отвір 102 так і знімна частина 100 мають круглі або колові профілі з центром G; лінія 16 складання, яка перетинає знімну частину 100, визначає її хорду. У варіанті виконання, зображеному на Фіг. 14, лінія 16 складання, яка перетинає знімну частину 100, розташована на мінімальній відстані D від центру G отвору 102, що становить приблизно 70 % радіуса отвору 102. Також можна виконувати лінію 16 складання на мінімальній відстані D від центру G отвору 102, яка становить приблизно 50-85 % радіуса отвору 102 або приблизно 60-80 % радіуса отвору 102. Згідно з переважним варіантом виконання, зображеним на Фігурах 13-16, покривний матеріал 103 утворений усіма ламінувальними шарами 12; як можлива незображена альтернатива, покривний матеріал 103 може також формуватися тільки одним або деякими з ламінувальних шарів 12. Згідно з іншою можливою незображеною альтернативою отвір 102 може виконуватися крізь увесь пакувальний матеріал 2, а покривний матеріал 103 може формуватися, у цьому випадку, клаптиком, накладеним на пакувальний матеріал 2 для герметизації отвору 102 і містити шари кисненепроникного матеріалу, наприклад алюмінієвої фольги, і один або більшу кількість шарів термозварюваного пластичного матеріалу. Переваги пакувального матеріалу 2 і упаковки 1 згідно з представленим винаходом стануть очевидними з нижченаведеного опису. Зокрема, розміщуючи знімні частини 10, 10', 10", 10"', 10"", 10""', 100, як описано, зверху на двох стінках (5, 7) упаковки 1 під кутом одна до іншої надається можливість сильно збільшити діаметр отвору 9 для розливання і, тому, покращити витікання харчового продукту з упаковки 1. Це збільшення діаметра отвору 9 для розливання досягається без ускладнення схеми 15 згину. Більше того, маючи ширшу знімну частину 100, яка після від'єднання від решти пакувального матеріалу 2, загинається всередину упаковки 1, з'являється можливість підвищувати стійкість від'єднаної частини з меншою ділянкою контактування з потоком продукту. У рішенні, зображеному на Фігурах 13-16, кривизна знімної частини 100, яка витікає з її подовження на сусідню похилу бічну стінку 7 упаковки 1, дозволяє мінімізувати ризик повного розрізання неї під час першого відкривання упаковки 1 навіть з дуже простими конструкціями відкривального пристрою. У варіанті виконання, зображеному на Фіг. 13 і 14, верхня стінка 5 по суті паралельна нижній стінці 6, а верхня частина 7b передньої стінки 7 співвісна з основною частиною передньої стінки. Це створює кут між верхньою стінкою 5 і верхньою частиною 7b передньої стінки, який більший за 90 градусів, і у зображеному варіанті виконання становить приблизно 106 градусів. Маючи кут між стінками, на яких розташована знімна частина 100, більший за 90 градусів, послаблюється морщення знімної частини 100 і, тому, послаблюється напруження на згаданій знімній частині. Тому, зрозуміло, що в деяких варіантах виконання необхідно мати кут між верхньою стінкою 5 і верхньою частиною 7b бічної стінки 7 при складанні з формуванням упаковки, який становить 95-115 градусів або 100-110 градусів. 11 UA 108080 C2 5 10 15 20 25 30 35 40 45 50 55 60 Також можна мати верхню стінку 5, похилу відносно нижньої стінки 6, і по суті вертикальну бічну стінку 7 (коли упаковка стоїть) так, що вищезгаданий кут між верхньою стінкою 5 і бічною стінкою 7 становить більше ніж 90 градусів. Один приклад такої упаковки продається на ринку заявником під назвою Tetra Brik Edge. Окрім того, той факт, що ділянка згинання знімної частини 100, утворена ділянкою 100b, дозволяє від'єднаному матеріалу дуже гарно накладатися на бічну стінку 7 упаковки 1, на якій розташована така ділянка; у цей спосіб, можна гарантувати повне спорожнення упаковки 1 навіть із спрощеною конструкцією відкривального пристрою. Для отвору 9 для розливання заданого розміру, варіанти виконання знімних частин 10, 10', 10'', 10''', 10'''' і 10''''', описані і проілюстровані на Фігурах 1 – 12, передбачають кращу якість ламінування порівняно з попередньо ламінованим отвором, який закриває усю площу отвору для розливання. Це є наслідком головним чином значного зменшення, під час ламінування, розтікання полімеру на знімних частинах 10, 10', 10", 10"', 10‘‘‘‘, 10‘‘‘‘‘, таким чином забезпечуючи набагато більш однорідну товщину ламінувальних шарів 12 у відповідних щілинах 31, 31', 31", 31"', 31a‘‘‘‘, 31b‘‘‘‘, 31c‘‘‘‘, 31‘‘‘‘‘ ніж товщина традиційного попередньо ламінованого отвору, який визначає усю площу отвору для розливання. Тому, можна одержувати ширше технологічне вікно порівняно з відомими попередньо ламінованими отворами, наприклад більшу швидкість ламінування, і велике зменшення грошових затрат на покривний матеріал основного шару 11. Фактично, зменшення розтікання полімеру під час ламінування означає, що матеріал може подаватися швидше крізь ламінувальні валики, тоді як зменшення вартості матеріалу випливає з описаних і проілюстрованих рішень, які дозволяють використання матеріалів, які мають меншу густину. Покращення якості ламінування ділянки для розрізання (периферійна ділянка 27, 27', 27'', 27''', 27'''', 27''''') дозволяє належне точне прорізання знімної частини 10, 10', 10'', 10''', 10‘‘‘‘, 10‘‘‘‘‘ навіть при використанні внутрішнього шару термозварюваного пластичного матеріалу високої витяжки. Окрім того, це полегшує розміщення знімної частини10, 10', 10", 10'", 10‘‘‘‘, 10‘‘‘‘‘ у будь-яке зручне положення на упаковці 1, наприклад, зокрема упоперек до лінії 16 складання пакувального матеріалу 2 і, тому, до краю 24 упаковки 1. Як зазначено попередньо, у спеціальному рішенні з Фігур 1-4, ширина W і кути α і β єдиного попередньо ламінованого отвору 30 є важливими параметрами, які розглядаються для мінімізації розтікань розплавленого пластичного полімеру на знімній частині 10 під час ламінування і ймовірності появи дефектів ламінування. Те ж саме застосовується до рішення з Фігур 7 і 8. У випадку Фігур 10, 11 і 12, зменшення, під час ламінування, розтікання полімеру на знімних частинах 10''', 10'''', 10''''' одержується поміщенням перемичок 26 і 71, 74 з повністю пакувального матеріалу вздовж осі (B), паралельній напряму (L) ламінування пакувального матеріалу. Заявник, фактично, виявив, що розтікання полімеру має тенденцію бути помітнішим на ділянках, які визначають передню і задню ділянку знімної частини по відношенню до ламінувальних валиків. Тому, виконуючи перемички (26; 71, 74) з повністю пакувального матеріалу саме на цих ділянках, значно зменшуються розтікання полімеру під час ламінування, таким чином забезпечуючи набагато більш однорідну товщину ламінувальних шарів 12 у щілинах 31''', 31a‘‘‘‘, 31b‘‘‘‘, 31c‘‘‘‘, 31‘‘‘‘‘ ніж у ламінувальних шарів традиційного попередньо ламінованого отвору, який визначає усю ділянку отвору для розливання. Більше того, у випадку з Фігури 11, виконання додаткової перемички (73) на стороні осі В, яка з'єднує перемички 26 і 72, передбачає збереження первинного положення знімної частини 10‘‘‘‘, коли перемичка 72 розрізається ріжучим краєм 60. Тобто, коли ріжучий край 60 просувається крізь перемичку 72, осьовому навантаженню, яке штовхає знімну частину 10‘‘‘‘ до щілини 31a‘‘‘‘, протидіє реакція перемички 73, таким чином перешкоджаючи будь-якому бічному переміщенню знімної частини 10‘‘‘‘. Очевидно, що у цьому випадку, ріжучий край 60 відкривального пристрою 4 повинен виконуватися для дії, під час першого відкривання упаковки 1, спершу на перемичку 72, а потім на перемичку 73. Наприклад, це може виконуватися передбаченням двох груп зубців 60a, відокремлених ділянкою із заданим кутовим розміром, яка утоплена в осьовому напрямі відносно зубців 60a і не виконує функції розрізання; дві групи повинні розташовуватися відносно знімної частини 10'''' і гвинтової траєкторії різця 43 так, щоб одна з них розрізала перемичку 72 перед тим, як інша почине розрізати перемичку 73. Важливою перевагою знімних частин 10, 10' і 10''''' є наступне: розрізання виконується тільки крізь ламінувальні шари 12, а не крізь основний шар 11 в паперовому матеріалі; у цей спосіб, 12 UA 108080 C2 5 10 15 відсутній ризик можливого від'єднання паперових волокон під час розрізання і падіння їх в упаковку 1. Окрім того, сила, необхідна для першого відкривання упаковки 1, реально є малою. Нарешті, описаний пакувальний матеріал передбачає високу ступінь інтегрування з відкривальним пристроєм 4 з наступних причин: - спосіб виготовлення пакувального матеріалу 2 передбачений для виготовлення знімної частини 10, 10', 10", 10"', 10‘‘‘‘, 10‘‘‘‘‘, 100, яка містить один або велику кількість попередньо ламінованих отворів, які легше розрізати відкривальним пристроєм 4; - упаковка 1 може розгерметизовуватися за один рух прикладанням користувачем дуже малого зусилля до деталі; - після розгерметизації упаковки, знімна частина 10, 10', 10", 10"', 10‘‘‘‘, 10‘‘‘‘‘, 100, частково від'єднана від решти пакувального матеріалу, утримується між каркасом 40 і різцем 43, таким чином усуваючи будь-який ризик від'єднання. Ясно, що у пакувальний матеріал 2 і упаковку 1, як описано і проілюстровано тут, можуть вноситися зміни, однак, без виходу за рамки, визначені доданою формулою винаходу. ФОРМУЛА ВИНАХОДУ 20 25 30 35 40 45 50 55 60 1. Листовий пакувальний матеріал (М) для виготовлення герметичної упаковки (1) з розливним харчовим продуктом, при цьому згаданий пакувальний матеріал (М) містить: принаймні один основний шар (11) для надання міцності; принаймні один ламінувальний шар (12), нанесений з покриванням згаданого основного шару (11); і знімну частину (10, 10', 10", 10''', 10'''', 10'''''), яка, під час використання, може частково від'єднуватися від решти згаданого пакувального матеріалу (М) по принаймні одній дуговій лінії (20, 20''''') розрізання і загнута на ділянці (21, 81) згинання, яка проходить між протилежними кінцями згаданої лінії (20, 20''''') розрізання для відкривання отвору (9) для розливання, за допомогою якого харчовий продукт здатен розливатися із згаданої упаковки (1), який відрізняється тим, що згадана знімна частина (10, 10', 10", 10''', 10'''', 10''''') містить: центральну ділянку (25), яка виготовлена повністю з пакувального матеріалу і, під час використання, у будь-якому випадку, залишається приєднаною до решти пакувального матеріалу (М) за допомогою нерозрізуваної перемички (26), утвореної згаданою ділянкою (21, 81) згинання; і периферійну ділянку (27, 27', 27", 27''', 27'''', 27''''') для розрізання, яка розташована навколо частини згаданої центральної ділянки (25), містить загадану лінію (20, 20''''') розрізання і принаймні один попередньо ламінований отвір (30, 30', 30", 30'", 30а'''', 30b'''', 30с'''', 30'''''), який утворений наскрізною щілиною (31, 31', 31", 31'", 31а'''', 31b'''', 31с'''', 31'''''), виконаною принаймні у згаданому основному шарі (11) і закритою згаданим принаймні одним ламінувальним шаром (12). 2. Пакувальний матеріал за п. 1, який відрізняється тим, що згадана нерозрізувана перемичка (26) виконана з можливістю функціонування як шарнір під час загинання знімної частини (10, 10', 10", 10''', 10''''). 3. Пакувальний матеріал за одним з пп. 1 або 2, який відрізняється тим, що згадана периферійна ділянка (27, 27', 27", 27''', 27'''') для розрізання утворена відкритою криволінійною смугою, яка має єдину увігнутість, яка обмежує згадану центральну ділянку (25). 4. Пакувальний матеріал за будь-яким із попередніх пунктів, який відрізняється тим, що згадана периферійна ділянка (27, 27') для розрізання повністю утворена згаданим попередньо ламінованим отвором (30, 30'). 5. Пакувальний матеріал за будь-яким із попередніх пунктів, який відрізняється тим, що згадана щілина (31, 31') має перший край (32), розташований поблизу згаданої центральної ділянки (25), і другий край (33), протилежний і повернутий до згаданого першого краю (32), і при цьому ширина (W) згаданої щілини (31, 31'), вимірювана між згаданим першим краєм (32) і згаданим другим краєм (33), становить 0,5-6 мм. 6. Пакувальний матеріал за будь-яким із попередніх пунктів, який відрізняється тим, що дотичні до першого і другого кінця (36, 37) згаданої щілини (31, 31'), які виходять з центру (G) кривизни згаданої лінії (20) розрізання, утворюють між собою перший кут (), який становить 10160°. 7. Пакувальний матеріал за п. 6, який відрізняється тим, що бісектриса (Z) згаданого першого кута () і напрям (L), у якому подають згаданий матеріал (М) до пристрою для виконання згаданої щілини (31, 31'), утворюють між собою другий кут (), який становить 45-135°. 13 UA 108080 C2 5 10 15 20 25 30 35 40 45 50 55 60 8. Пакувальний матеріал за будь-яким із попередніх пунктів, який відрізняється тим, що згаданий попередньо ламінований отвір (30') і згадана щілина (31') мають дугову форму і однаковий центр кривизни із згаданою лінією (20) розрізання. 9. Пакувальний матеріал за будь-яким із пп. 5-8, який відрізняється тим, що ширина (W) згаданої щілини становить 1-6 мм. 10. Пакувальний матеріал за будь-яким із попередніх пунктів, який відрізняється тим, що містить два ламінувальні шари (12), нанесені з покриванням обох сторін згаданого основного шару (11), і при цьому згадані ламінувальні шари (12) під час ламінування зварюються між собою у згаданій щілині (31). 11. Пакувальний матеріал за будь-яким із пп. 5-8, який відрізняється тим, що ширина (W) згаданої щілини (31') зберігається мінімальною для надання можливості розрізання. 12. Пакувальний матеріал за п. 11, який відрізняється тим, що ширина (W) згаданої щілини (31') становить 0,5-0,9 мм. 13. Пакувальний матеріал за будь-яким із пп. 1-3, який відрізняється тим, що згадана периферійна ділянка (21") для розрізання містить послідовність згаданих попередньо ламінованих отворів (30"), які чергуються з відповідними додатковими перемичками (70) повністю з пакувального матеріалу, які з'єднані із згаданою центральною ділянкою (25) і здатні повністю розрізатися під час використання. 14. Пакувальний матеріал за п. 13, який відрізняється тим, що згадані додаткові перемички (70) перетинаються згаданою лінією (20) розрізання. 15. Пакувальний матеріал за будь-яким із попередніх пунктів, який відрізняється тим, що згадана нерозрізувана перемичка (26) проходить від згаданої центральної ділянки (25) до решти пакувального матеріалу (М) вздовж напряму, перпендикулярного до напряму (L) ламінування згаданого пакувального матеріалу (М). 16. Пакувальний матеріал за п. 1, який відрізняється тим, що згадана периферійна ділянка (27'", 27'''', 27''''') для розрізання містить два згадані попередньо ламіновані отвори (30'"; 30а'''', 30b'''', 30с'''', 30'''''), відокремлені один від іншого згаданою нерозрізуваною перемичкою (26) та іншою перемичкою (71, 72, 74) з повністю пакувального матеріалу, з'єднаними із згаданою центральною ділянкою (25). 17. Пакувальний матеріал за п. 16, який відрізняється тим, що згадана інша перемичка (71, 72) є здатною до пробивання перемичкою, яка повністю перетинається згаданою лінією (20) розрізання. 18. Пакувальний матеріал за п. 16, який відрізняється тим, що згадана інша перемичка (74) є нерозрізуваною перемичкою і при цьому виконані дві згадані дугові лінії (20''''') розрізання, які повністю розташовані у відповідних попередньо ламінованих отворах (30'''''). 19. Пакувальний матеріал за будь-яким із пп. 16-18, який відрізняється тим, що згадана нерозрізувана перемичка (26) і згадана інша перемичка (71, 72, 74) розташовані вздовж осі (В), паралельній напряму (L) ламінування згаданого пакувального матеріалу (М). 20. Пакувальний матеріал за п. 19, який відрізняється тим, що згадана нерозрізувана перемичка (26) проходить вздовж згаданої периферійної ділянки (27'", 27'''') по більшій довжин, ніж згадана інша перемичка (71, 72), і згаданий напрям (L) ламінування орієнтований від згаданої нерозрізуваної перемички (26) до згаданої іншої перемички (71, 72). 21. Пакувальний матеріал за п. 16, який відрізняється тим, що згадана периферійна ділянка (27'''') для розрізання містить третій попередньо ламінований отвір (30b'''', 30с''''), також сформований наскрізною щілиною (31b'''', 31с''''), виконаною принаймні у згаданому основному шарі (11) і покритою зовні ламінувальними шарами (12), і третю здатну до повного розрізання перемичку (73) повністю з пакувального матеріалу, яка розташована між згаданим іншим попередньо ламінованим отвором (30b'''', 30с'''') і згаданим третім попередньо ламінованим отвором (30с'''', 30b''''), з'єднана із згаданою центральною ділянкою (25) і розташована на стороні осі (В), яка з'єднує згадану нерозрізувану перемичку (26) і згадану іншу перемичку (72) для орієнтації на згаданий попередньо ламінований отвір (30а''''). 22. Пакувальний матеріал за п. 21, який відрізняється тим, що згадана лінія (20) розрізання перетинає згаданий інший попередньо ламінований отвір (30b'''') і згаданий третій попередньо ламінований отвір (30с''''). 23. Пакувальний матеріал за будь-яким із попередніх пунктів, який відрізняється тим, що додатково містить контрольну мітку (35), надруковану або висічену на згаданій центральній ділянці (25) згаданої знімної частини (10, 10''', 10'''', 10''''') в центрі (G) кривизни згаданої лінії (20) розрізання. 24. Пакувальний матеріал за будь-яким із попередніх пунктів, який відрізняється тим, що містить ряд ліній (16, 17, 18) складання, вздовж яких складається пакувальний матеріал (М) для 14 UA 108080 C2 5 10 15 20 25 формування згаданої упаковки (1), і при цьому згадана знімна частина (10, 10', 10", 10'", 10'''', 10''''') перетинається однією (16) із згаданих ліній (16, 17, 18) згину. 25. Пакувальний матеріал за п. 24, який відрізняється тим, що згадана лінія (16) складання, яка перетинає згадану знімну частину (10, 10', 10", 10''', 10'''', 10'''''), відокремлює дві частини згаданого пакувального матеріалу (М), які, врешті решт, визначають стінки (5, 7) згаданої упаковки (1) та розташовані перпендикулярно одна до іншої. 26. Пакувальний матеріал за будь-яким із попередніх пунктів, який відрізняється тим, що згадані ламінувальні шари (12) включають шари термозварюваного пластичного матеріалу (12b) і кисненепроникний матеріал (12а). 27. Герметична упаковка для розливних харчових продуктів, виготовлена складанням і зварюванням пакувального матеріалу (М) за будь-яким із попередніх пунктів, і містить здатний до повторного закривання відкривальний пристрій (4), який має вісь (А) і, у свою чергу, містить: каркас (40), який закріплений на згаданій знімній частині (10, 10', 10", 10''', 10'''') і визначає горлечко (41) для розливання; знімну нарізну кришечку (42), яка виконана з можливістю нагвинчування на згаданий каркас (40) для закривання згаданого горлечка (41) для розливання; трубчастий різець (43), який виконаний з можливістю зчеплення із згаданим горлечком (41) для розливання і має на одному осьовому кінці ріжучі засоби (60), які виконані з можливістю взаємодії із згаданою периферійною ділянкою (27, 27', 27", 27''', 27'''') згаданої знімної частини (10, 10', 10", 10''', 10'''') для розгерметизації згаданої упаковки (1) і з можливістю виконання згаданого отвору (9) для розливання; перші з'єднувальні засоби (44), які виконані з можливістю з'єднання згаданої кришечки (42) із згаданим різцем (43), і які, під час використання, при відгвинчуванні кришечки (42) з каркаса (40), прикладають обертове зусилля до різця (43); і другі з'єднувальні засоби (45), які виконані з можливістю з'єднання згаданого каркаса (40) із згаданим різцем (43), і які, під час використання, подають різець (43) вздовж наперед встановленої траєкторії розрізання крізь згадану периферійну ділянку (27, 27', 27", 27''', 27'''') згаданої знімної частини (10, 10', 10", 10''', 10'''') у відповідь на відгвинчування згаданої кришечки (42). 15 UA 108080 C2 16 UA 108080 C2 17 UA 108080 C2 18 UA 108080 C2 19 UA 108080 C2 20 UA 108080 C2 Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 21
ДивитисяДодаткова інформація
Назва патенту англійськоюSheet packaging material for producing sealed packages of pourable food products
Автори англійськоюBenko, Gabor, Marchetti, Marco, Heinonen, Sebastian, Didonna, Domenico, Cavecchia, Tiziana, Casarini, Claudio, Sorbara, Angelo, Casale, Cristiano
Автори російськоюБенкё Габор, Марчетти Марко, Хейнонен Себастьян, Дидонна Доменико, Кавеккя Тициана, Казарини Клаудио, Сорбара Анджело, Касале Кристиано
МПК / Мітки
Мітки: упаковка, продуктом, харчовим, герментична, виготовлення, герметично, матеріал, розливним, пакувальний, листовий, така, упаковки
Код посилання
<a href="https://ua.patents.su/23-108080-listovijj-pakuvalnijj-material-dlya-vigotovlennya-germetichno-upakovki-z-rozlivnim-kharchovim-produktom-ta-taka-germentichna-upakovka.html" target="_blank" rel="follow" title="База патентів України">Листовий пакувальний матеріал для виготовлення герметичної упаковки з розливним харчовим продуктом та така герментична упаковка</a>
Герметична упаковка для розливних харчових продуктів і здатний до повторного закривання відкривальний пристрій для герметичної упаковки з розливним харчовим продуктом
Номер патенту: 106662
Опубліковано: 25.09.2014
Автори: Сорбара Анджело, Касалє Крістіано
МПК: B65D 5/74
Мітки: упаковки, герметично, герметична, відкривальний, продуктом, продуктів, розливним, харчових, розливних, пристрій, упаковка, закривання, здатний, харчовим, повторного
Формула / Реферат:
1. Герметична упаковка (1) для розливних харчових продуктів, яка має ряд стінок (5, 6, 7, 8), принаймні отвір або здатну до пробивання ділянку (4) і здатний до повторного закривання відкривальний пристрій (3, 3'), який виконаний із здатністю закривання згаданого отвору або здатної до пробивання ділянки (4) і дозволяє здійснювати доступ до вмісту упаковки (1), при цьому згаданий відкривальний пристрій (3, 3') має каркас (10), закріплений...
Гостроверха упаковка для розливних харчових продуктів, спосіб її виготовлення та листовий пакувальний матеріал для виготовлення цієї упаковки
Номер патенту: 80807
Опубліковано: 12.11.2007
Автор: Палм Ларс-Ерік
МПК: B65D 5/02
Мітки: упаковка, листовий, цієї, харчових, розливних, пакувальний, спосіб, продуктів, матеріал, виготовлення, гостроверха, упаковки
Формула / Реферат:
1. Гостроверха упаковка (1, 1', 1") для розливних харчових продуктів, що має призматичну головну частину (3, 3', 3") та гребенеподібну верхню частину (4), яка зверху обмежує згадану головну частину (3, 3', 3") і складається з передньої похилої верхньої стінки (10) і задньої похилої верхньої стінки (11), котрі з'єднані між собою верхнім поперечним зварним швом (12), яка відрізняється тим, що згадана гребенеподібна верхня частина...
Спосіб виготовлення гостроверхої упаковки для розливних харчових продуктів, листовий пакувальний матеріал та гостроверха упаковка, виготовлена за цим способом
Номер патенту: 90470
Опубліковано: 11.05.2010
Автор: Фонтанацці Паоло
МПК: B65D 5/02
Мітки: пакувальний, гостроверхої, листовий, упаковка, продуктів, цим, виготовлення, харчових, спосіб, способом, виготовлена, гостроверха, матеріал, розливних, упаковки
Формула / Реферат:
1. Спосіб виготовлення гостроверхої упаковки (1, 1') для розливних харчових продуктів, яка одержується складанням та зварюванням листового пакувального матеріалу (2), який має багатошарову структуру з принаймні шаром кисненепроникного матеріалу, причому згадана упаковка (1, 1') має гостроверху частину (4), що має передню та задню похилу верхню стінку (10, 11), з'єднані між собою зверху поперечним швом (12), та пару верхніх бічних стінок (18,...
Листовий матеріал упаковки, спосіб утворення криволінійного розриву у листовому матеріалі упаковки та упаковка
Номер патенту: 89783
Опубліковано: 10.03.2010
Автор: Кієсер Волфганг
МПК: B65D 5/74
Мітки: листовий, листовому, матеріали, матеріал, упаковка, спосіб, утворення, розриву, криволінійного, упаковки
Формула / Реферат:
1. Листовий матеріал упаковки, що містить панель, призначену для закривання верху з можливістю утворення носика для виливання, який потім прикладають до неї, а панель сформована з надрізом на частину товщини і має форму незамкнутого кола, який відрізняється тим, що один кінець незамкнутого кола розташований на більшій відстані від центральної ділянки цього кола, ніж другий.2. Листовий матеріал упаковки за п. 1, який відрізняється тим,...
Зварювальний пристрій і спосіб виготовлення герметичних упаковок з розливним харчовим продуктом
Номер патенту: 93244
Опубліковано: 25.01.2011
Автори: Маджаров Ніколай, Гнад Герхард, Нємков Валентін С.
МПК: B29C 65/08
Мітки: пристрій, продуктом, виготовлення, герметичних, упаковок, харчовим, спосіб, розливним, зварювальний
Формула / Реферат:
1. Зварювальний пристрій (1) для виготовлення герметичних упаковок (2) з труби (3) листового пакувального матеріалу, яка подається вздовж траєкторії (А) і безперервно заповнюються розливним харчовим продуктом, при цьому згаданий зварювальний пристрій (1) має:несучий корпус (6);принаймні одну пару протилежних затискних губок (12, 13), які виконані з можливістю циклічного переміщення відносно згаданого несучого корпуса (6) і...
Попередній патент: Водорозчинний співполімер, здатний гідрофобно зв’язуватися
Наступний патент: Модифікація рекомбінантного аденовірусу імуногенними епітопами білка circumsporozoite плазмодія
Випадковий патент: Електромагнітний клапан