Ріжучий пристрій для нитяного матеріалу
Номер патенту: 108815
Опубліковано: 10.06.2015
Автори: Ямамура Такео, Сайто Міцунорі, Ямауті Нобухіто, Такемото Томохіро, Цудзі Йосіюкі
Формула / Реферат
1. Ріжучий пристрій нитяного матеріалу для використання в обладнанні по виготовленню полотнищ пакетиків для екстракційних матеріалів, яке включає зварювальний засіб і в якому ярлики утримуються на зовнішній поверхні носія із заданими інтервалами, а нитяний матеріал виконаний так, щоб бути розміщеним на ярликах і зварюватись з ними на носії, причому ріжучий пристрій включає засіб подачі тиску, виконаний з можливістю взаємодії з нитяним матеріалом, розміщеним між суміжними ярликами, таким чином, щоб прикладати тиск до нитяного матеріалу, коли зварювальний засіб приварює нитяний матеріал до ярликів, причому засіб подачі тиску прикладає тиск до нитяного матеріалу з тим, щоб його відрізати.
2. Ріжучий пристрій нитяного матеріалу за п. 1, причому зварювальний засіб виконаний з можливістю одночасного приварювання нитяного матеріалу до суміжних ярликів, а засіб подачі тиску виконаний з можливістю прикладання тиску до нитяного матеріалу, який одночасно приварюють до суміжних ярликів, для відрізання нитяного матеріалу між ними.
3. Ріжучий пристрій нитяного матеріалу за п. 1 або п. 2, в якому засіб подачі тиску включає виїмку, утворену у зовнішній поверхні носія, і пластину, яку можна вставити у виїмку, причому пластина виконана з можливістю вставлення у виїмку, коли зварювальний засіб приварює нитяний матеріал до ярликів.
4. Ріжучий пристрій нитяного матеріалу за будь-яким із пп. 1-3, причому засіб подачі тиску включає кріпильний засіб нитяного матеріалу для притискування його до носія на протилежному боці місцезнаходження, де нитяний матеріал приварюють до ярлика на носії упоперек виїмки, а кріпильний засіб нитяного матеріалу притискує нитяний матеріал до носія, коли зварювальний засіб приварює його до ярликів.
5. Обладнання по виготовленню полотнищ пакетиків для екстракційних матеріалів, який включає:
ріжучий пристрій нитяного матеріалу за будь-яким з пп. 1-4;
живильник ярликів для подачі ярликів до зовнішньої поверхні носія;
живильник нитяного матеріалу для подачі нитяного матеріалу, щоб розмістити останній на множині ярликів, утримуваних на зовнішній поверхні носія;
зварювальний засіб для зварювання ярликів і нитяного матеріалу на носії;
живильник полотна для подачі полотна до ярликів і нитяного матеріалу на носій; і
зварювальний засіб для приварювання ярликів або нитяного матеріалу до полотна.
Текст
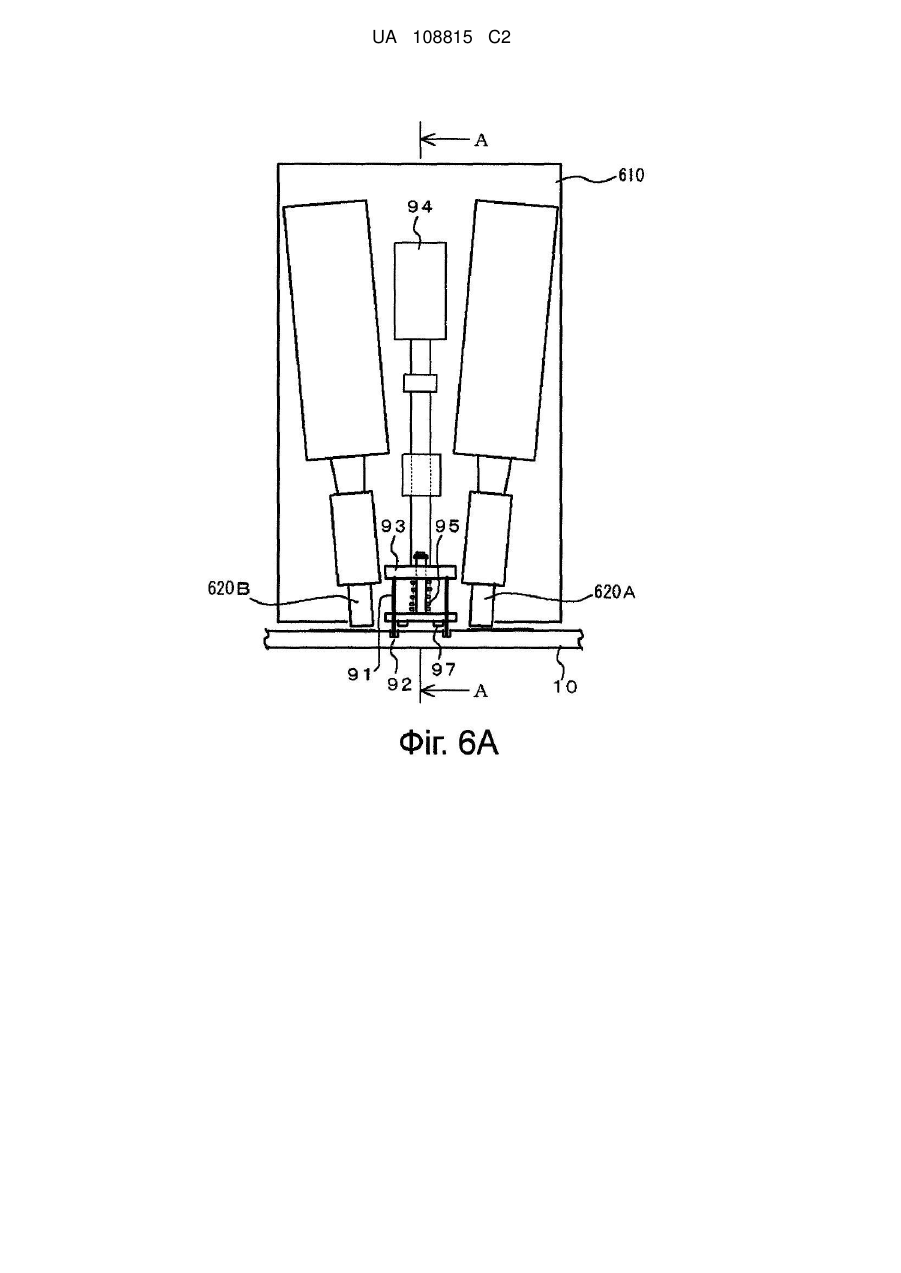
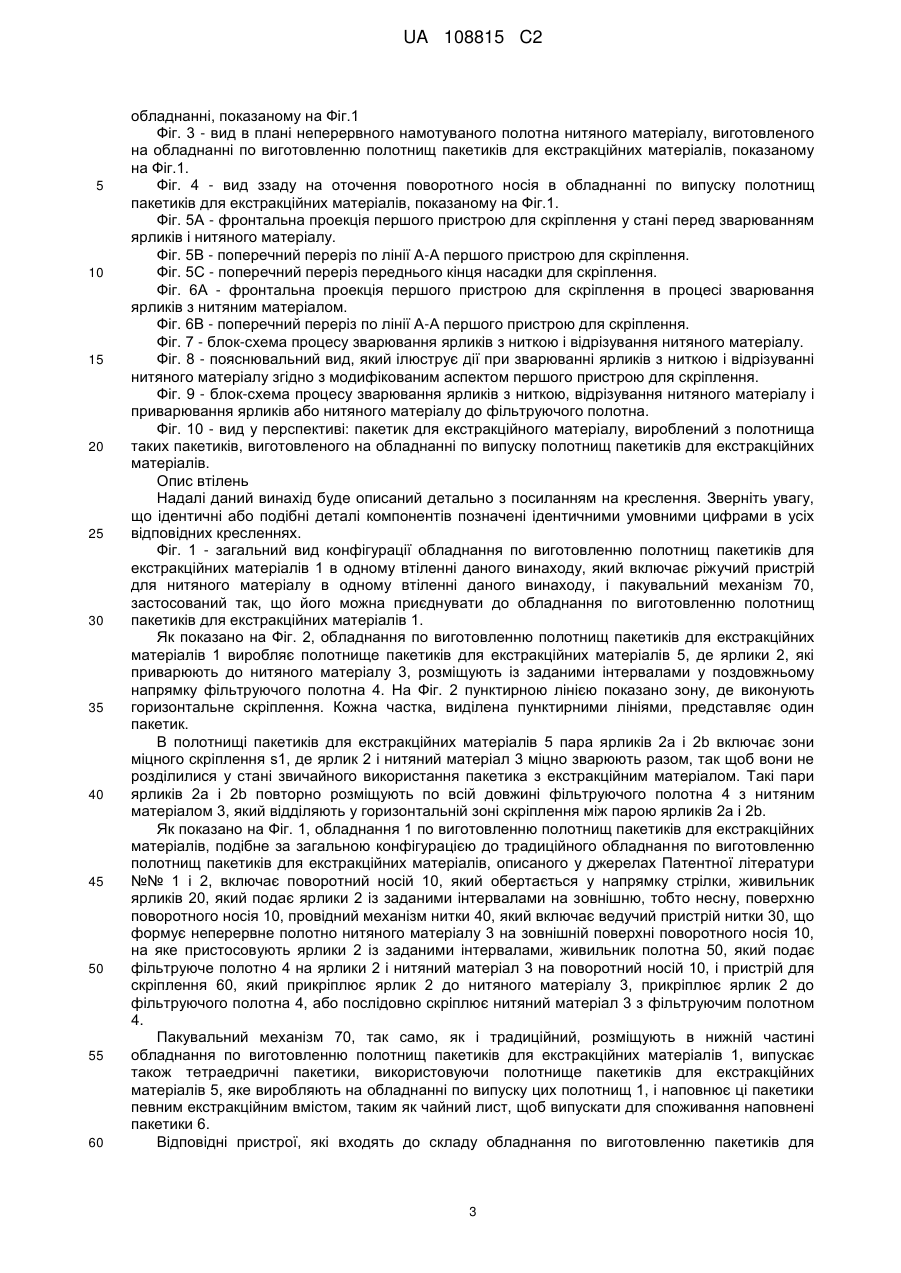
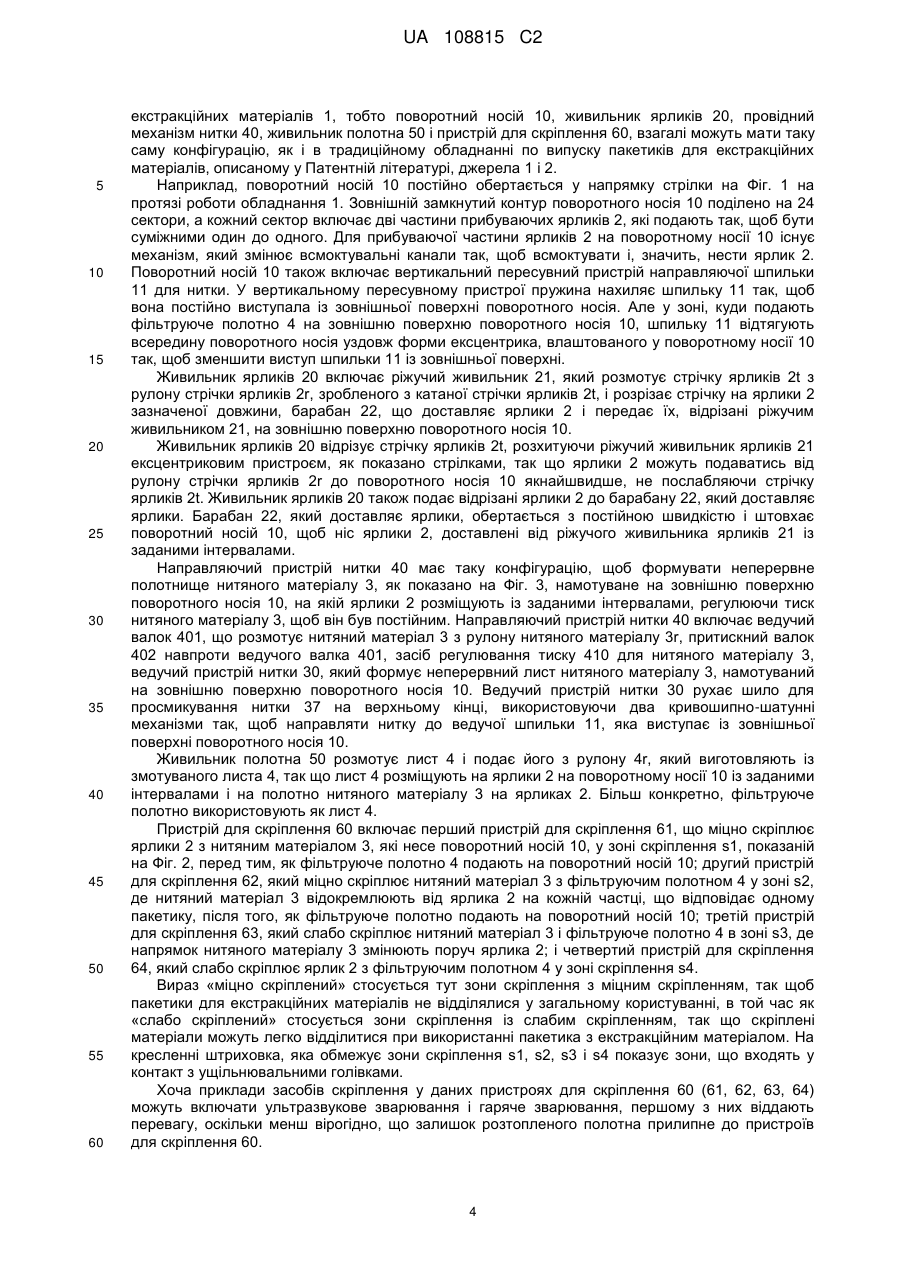
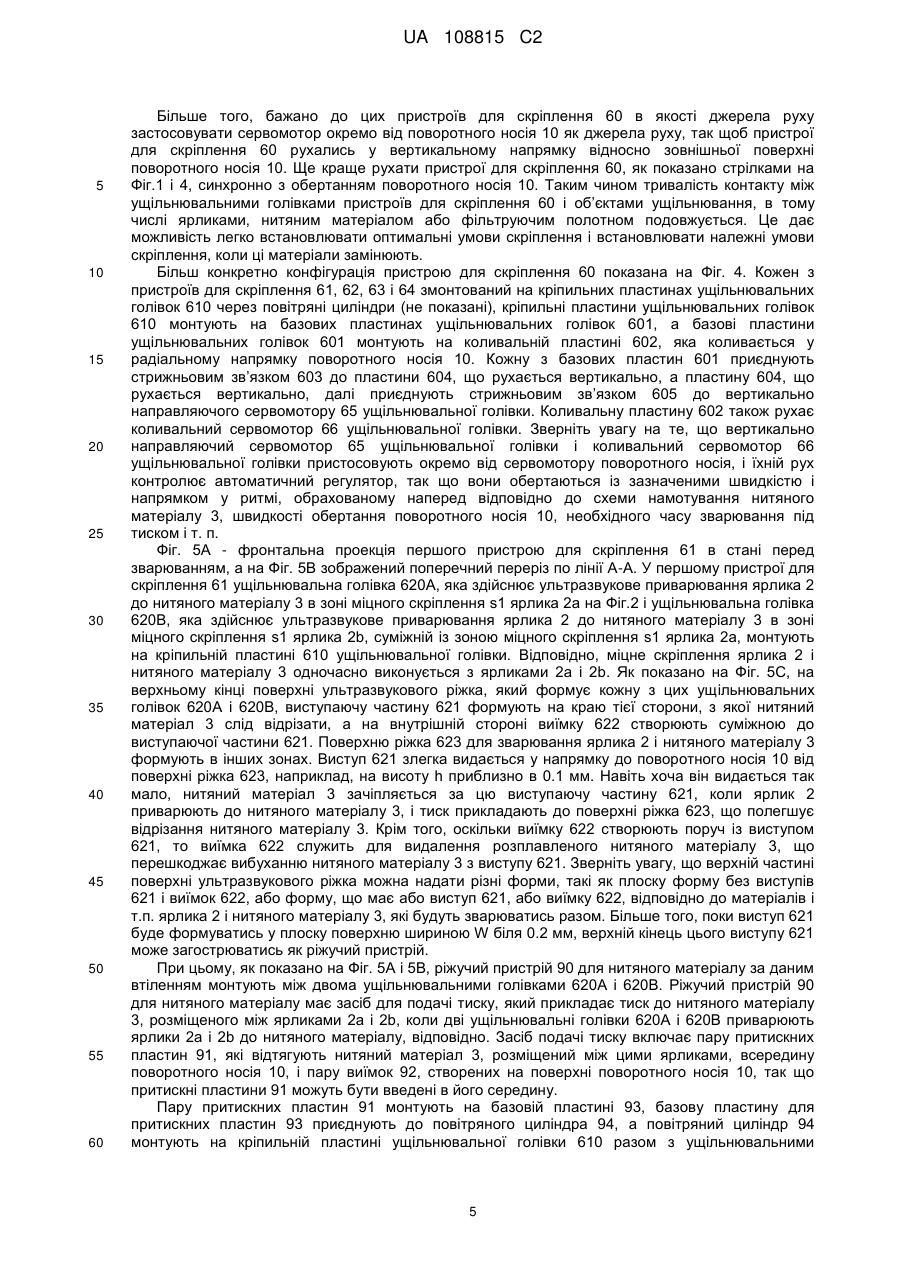
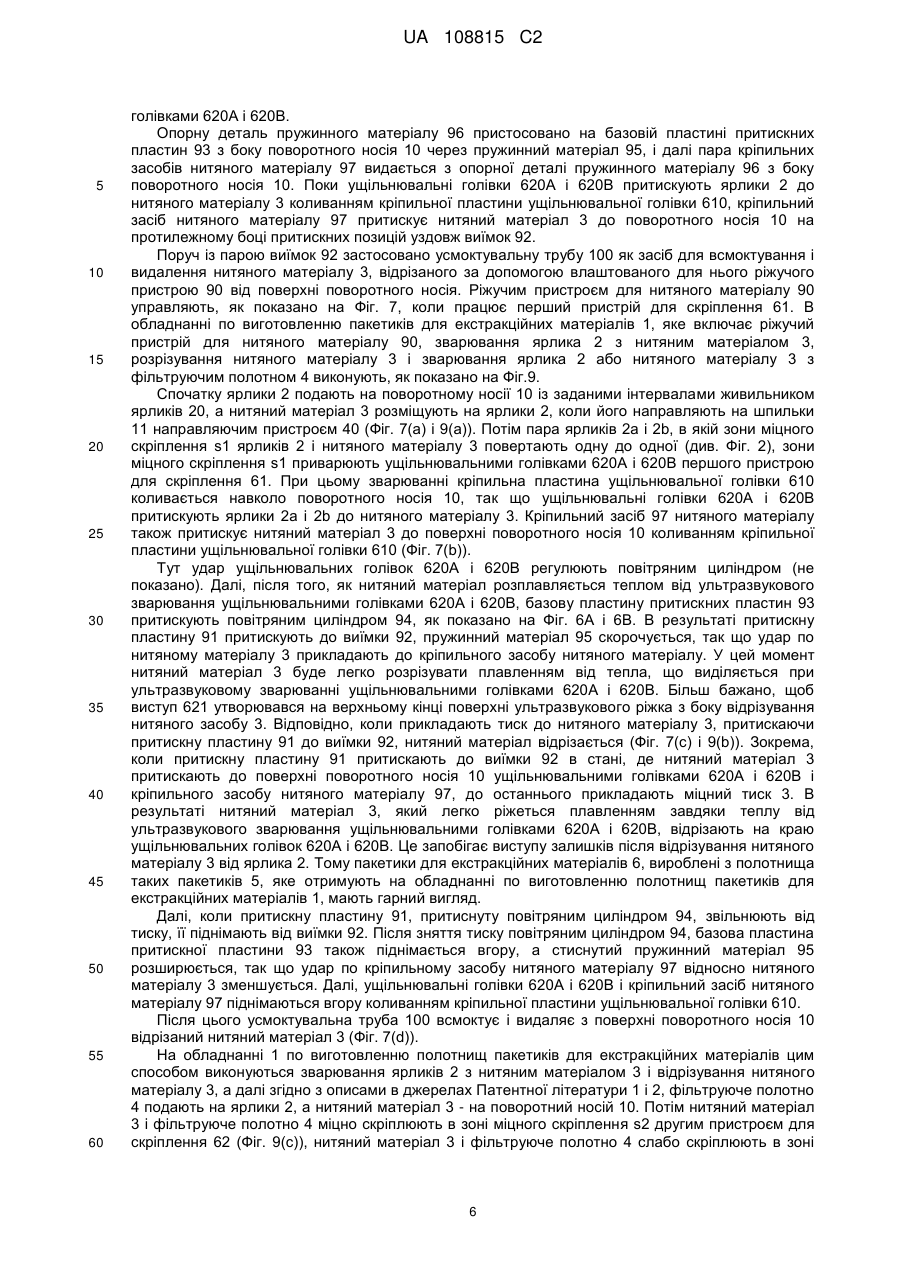
Реферат: Запропонований ріжучий пристрій нитяного матеріалу 90, який використовують в обладнанні по виготовленню полотнищ пакетиків для екстракційних матеріалів, ріжучий пристрій нитяного матеріалу, що має компактну конфігурацію обладнання без використання різака. Обладнання по виготовленню пакетиків для екстракційних матеріалів із вмонтованим у ньому ріжучим пристроєм нитяного матеріалу 90, який включає зварювальний засіб (перший пристрій для скріплення 61), в якому ярлики 2 утримуються на зовнішній поверхні носія 10 із заданими інтервалами, і нитяний матеріал 3, пристосований так, щоб бути розташованим на ярликах 2, нагрітим тиском і таким чином звареним на носії 10. Ріжучий пристрій нитяного матеріалу 90 має засіб подачі тиску, такий, що притискна пластина 91 з конфігурацією, яка дозволяє їй взаємодіяти з нитяним матеріалом 3, розміщеним між суміжними ярликами 2, і прикладати тиск до нитяного матеріалу 3. Коли зварювальний засіб притискує з нагрівом нитяний матеріал до ярликів, засіб подачі тиску прикладає до нього тиск, так щоб відрізати нитяний матеріал 3. UA 108815 C2 (12) UA 108815 C2 UA 108815 C2 5 10 15 20 25 30 35 40 45 50 55 60 Даний винахід стосується ріжучого пристрою обладнання для виготовлення полотнищ пакетиків з екстракційним матеріалом. Пакетики чорного чаю, зеленого чаю, настоїв з трав і т.п., а також пакетики з екстракційним супом, таким як суп з сухих сардин або з сухої скумбрії, виробляють з листів матеріалу, фільтруючого воду, такого як неткане полотно і т.п. Фільтруюче полотно перетворюють на пакетики у формі плоских мішечків, тетраедрів або подібних форм, такі пакетики наповнюють екстракційними матеріалами, такими як чайний лист, причому до їхньої зовнішньої поверхні кріпиться нитка, на якій висить ярлик, і далі їх вживають як пакетики екстракційних матеріалів. Полотно, з якого виробляють такі пакетики для екстракційних матеріалів, створюють з фільтруючого матеріалу у формі пояса, на який через задані інтервали у поздовжньому напрямку кріпиться звисаюча нитка з ярликом на ній для кожного пакетика. Як і верстат високої ефективності для виробництва пакетиків екстракційного матеріалу, відомий також пристрій, що пристосовує ярлики через задані інтервали до фільтруючого полотна у формі пояса у його поздовжньому напрямку і розташовує нитяний матеріал так, щоб він розмістився на кожному з ярликів (Патентна література, джерела 1 і 2). Система, що виготовляє полотнище пакетиків для екстракційних матеріалів, здійснює це виробництво, в якому ярлики знаходяться на зовнішній стороні поворотного носія із заданими інтервалами. В процесі виробництва довгий нитяний матеріал формують у неперервне полотнище, яке намотують на поворотний носій так, що воно розміщується на тих ярликах, при цьому зварюють разом ярлики і нитяний матеріал на поворотному носії, потім подають фільтруюче полотно на поворотний носій і приварюють до нього ярлики або нитяний матеріал. Полотнище пакетиків для екстракційних матеріалів пристосовують до пакувального пристрою, де обидві бокові сторони цього полотнища щільно скріплюють разом (вертикальним скріпленням) у поздовжньому напрямку, створюючи циліндричне тіло, зварюють/обрізають його плавленням (горизонтальним скріпленням)у напрямку по ширині і заповнюють його потрібним вмістом, здійснюючи це поперемінно для виробництва пакетиків з екстракційним матеріалом. При цьому, якщо горизонтальне скріплення повторюють в одному й тому ж напрямку, в результаті отримують пакетики для екстракційних матеріалів плоского типу, а якщо скріплення здійснюють у напрямку циліндричного тіла, яке повторно повертають на 90 градусів на вертикальній площині у поздовжньому напрямку циліндричного тіла, тоді отримують пакетики для екстракційного матеріалу у формі тетраедра. Пакетики для екстракційних матеріалів, вироблені таким чином, як плоского, так і тетраедричного типу, мають таку форму, що нитяний матеріал і фільтруюче полотно зварюють разом у верхній і нижній зонах їхнього скріплення. Відповідно, для того, щоб виготувати з вищеназваного тіла пакетик для використання, підвішений з висячою ниткою, необхідно відрізати нитяний матеріал від поперечної зони скріплення біля ярлика. При цьому, маючи на увазі сучасний підйом свідомості щодо охорони навколишнього середовища, фільтруючі полотна і/або нитяні матеріали, зроблені з біологічно розкладеного пластику, тепер почали використовувати для пакетиків з екстракційним матеріалом. Але, якщо пакетики для екстракційних матеріалів виробляють з фільтруючого полотна і/або нитяного матеріалу з біологічно розкладеної пластмаси, як описано вище, то фільтруюче полотно і нитяний матеріал міцно зварюють. Це створює проблему в тому, що фільтруюче полотно відривається, коли нитяний матеріал зривається з поперечної зони скріплення при використанні пакетика. Для вирішення цієї проблеми нитяний матеріал у полотнищі пакетиків для екстракційного матеріалу можна видалити заздалегідь від горизонтального утворення зони скріплення, звідки нитяний матеріал треба зняти, коли пакетик з екстрактивним матеріалом використовують. Як метод видалення нитяного матеріалу у лінії виробництва пакетиків для екстракційного матеріалу відомий метод, в якому різання нитяного матеріалу за допомогою ріжучого пристрою, підняття нитяного матеріалу і його розрізування здійснюються послідовно (Патентна література, джерело 3). Цей метод можна також застосовувати для виготовлення полотнищ пакетиків для екстракційного матеріалу. Патентна література Патентна література 1: WO2009/141867A1 Патентна література 2: WO2009/141870A1 Патентна література 3: Японський переклад РCT Видання патентної заявки № Hei. 9-502146 Технічна проблема Але обладнання, на якому виготовляють полотнища пакетиків для екстракційних матеріалів, для забезпечення трьох позицій цього процесу - різання, підняття і розрізування нитяного матеріалу - потребує збільшення його розмірів. Більше того, розрізування за допомогою 1 UA 108815 C2 5 10 15 20 25 30 35 40 45 50 55 60 ріжучого пристрою також вимагає відповідного догляду, щоб запобігти абразії ріжучого краю, що призводить до збільшення витрат на виробництво полотнищ пакетиків для екстракційних матеріалів. У таких обставинах метою даного винаходу є забезпечити пристрій для розрізування нитяного матеріалу, який можна вмонтувати в обладнання, на якому виготовляють полотнища пакетиків для екстракційних матеріалів, компактної конфігурації без використання ріжучого пристрою для розрізування нитяного матеріалу, оскільки він має бути вмонтованим у це обладнання. Рішення проблеми Даний винахідник знайшов наступне. В обладнанні по виготовленню полотнищ пакетиків для екстракційного матеріалу, яке включає зварювальний засіб, на зовнішній поверхні якого тримають пакетики з заданими інтервалами, і нитяний матеріал пристосований так, щоб мати точно визначену неперервну форму, розміщувану на пакетики; цей матеріал послідовно притискують з підігрівом, завдяки чому він приварюється на носії. Нитяний матеріал, який було легко відрізувати плавленням, тепер легко різати, прикладаючи до нього тиск під час приварювання до нього пакетиків. Крім того, щоб запровадити вищезазначене різання, можна застосувати традиційне виробниче обладнання по виготовленню полотнищ пакетиків для екстракційних матеріалів із зварювальним засобом, а також із пристроєм, який прикладає тиск до нитяного матеріалу, завдяки чому можна досягти компактної конфігурації. Тобто даний винахід стосується ріжучого пристрою для нитяного матеріалу, який буде використаний в обладнанні по виготовленню полотнищ пакетиків для екстракційних матеріалів, що включає зварювальний засіб, де на зовнішній поверхні носія із заданими інтервалами тримають пакетики, і нитяний матеріал пристосований так, що його розміщують на ярлики і приварюють до них на носії, а пристрій для його відрізування, включаючий засіб для подачі тиску такої форми, що він взаємодіє з нитяним матеріалом, розміщеним між суміжними пакетиками так, щоб прикладати до нього тиск, при цьому зварювальний засіб приварює нитяний матеріал до пакетиків, а засіб для подачі тиску прикладає до нього тиск, так щоб розрізати цей нитяний матеріал. Даний винахід також містить обладнання для виготовлення полотнищ пакетиків для екстракційних матеріалів, яке включає: вищеописаний ріжучий пристрій для нитяного матеріалу; засіб для подачі ярликів на зовнішню поверхню носія; засіб для подачі нитяного матеріалу, щоб розміщувати його на сукупність ярликів, які знаходяться на зовнішній поверхні носія; зварювальний засіб для приварювання ярликів до нитяного матеріалу на носії; засіб для подачі полотнища на ярлики і нитяного матеріалу на носій; і зварювальний засіб для приварювання ярликів або нитяного матеріалу до полотнища. Вигідні результати винаходу Ріжучим пристроєм для нитяного матеріалу за даним винаходом можна користуватись, коли він вмонтований в обладнання по виготовленню полотнищ пакетиків для екстракційних матеріалів. Коли пакетики для екстракційних матеріалів виготовляють з полотнища таких пакетиків, яке виробляють на обладнанні по випуску пакетів для екстракційного матеріалу з ріжучим пристроєм для нитяного матеріалу за даним винаходом, також вмонтованим в це обладнання, отримані пакетики для екстракційних матеріалів можна використовувати без необхідності відривати нитяний матеріал від поперечної зони скріплення. Відповідно, навіть якщо пакетики для екстракційних матеріалів виробляють з біологічно розкладеної пластмаси, проблема відриву фільтруючого полотна при використанні пакетиків з екстракційним матеріалом є вирішеною. Більше того, згідно з ріжучим пристроєм для нитяного матеріалу за даним винаходом, нитяний матеріал відрізають, прикладаючи до нього тиск під час зварювання його з ярликами. Це усуває потребу в ріжучому пристрої, і експлуатаційні витрати на обладнання у порівнянні з експлуатацією ріжучого леза можуть бути зменшені. Далі, оскільки ріжучий пристрій для нитяного матеріалу за даним винаходом використовує нитяний матеріал у такому стані, що він легко ріжеться плавленням, коли зварюють ярлики і нитяний матеріал, то досягають компактної конфігурації цього обладнання. Стислий опис креслень На Фіг. 1 показаний загальний вигляд обладнання по виготовленню полотнищ пакетиків для екстракційних матеріалів з ріжучим пристроєм для нитяного матеріалу цього втілення, і пакувальний механізм. Фіг. 2 - вид в плані полотнища пакетиків для екстракційних матеріалів, виготовленого на 2 UA 108815 C2 5 10 15 20 25 30 35 40 45 50 55 60 обладнанні, показаному на Фіг.1 Фіг. 3 - вид в плані неперервного намотуваного полотна нитяного матеріалу, виготовленого на обладнанні по виготовленню полотнищ пакетиків для екстракційних матеріалів, показаному на Фіг.1. Фіг. 4 - вид ззаду на оточення поворотного носія в обладнанні по випуску полотнищ пакетиків для екстракційних матеріалів, показаному на Фіг.1. Фіг. 5A - фронтальна проекція першого пристрою для скріплення у стані перед зварюванням ярликів і нитяного матеріалу. Фіг. 5B - поперечний переріз по лінії A-A першого пристрою для скріплення. Фіг. 5C - поперечний переріз переднього кінця насадки для скріплення. Фіг. 6A - фронтальна проекція першого пристрою для скріплення в процесі зварювання ярликів з нитяним матеріалом. Фіг. 6B - поперечний переріз по лінії A-A першого пристрою для скріплення. Фіг. 7 - блок-схема процесу зварювання ярликів з ниткою і відрізування нитяного матеріалу. Фіг. 8 - пояснювальний вид, який ілюструє дії при зварюванні ярликів з ниткою і відрізуванні нитяного матеріалу згідно з модифікованим аспектом першого пристрою для скріплення. Фіг. 9 - блок-схема процесу зварювання ярликів з ниткою, відрізування нитяного матеріалу і приварювання ярликів або нитяного матеріалу до фільтруючого полотна. Фіг. 10 - вид у перспективі: пакетик для екстракційного матеріалу, вироблений з полотнища таких пакетиків, виготовленого на обладнанні по випуску полотнищ пакетиків для екстракційних матеріалів. Опис втілень Надалі даний винахід буде описаний детально з посиланням на креслення. Зверніть увагу, що ідентичні або подібні деталі компонентів позначені ідентичними умовними цифрами в усіх відповідних кресленнях. Фіг. 1 - загальний вид конфігурації обладнання по виготовленню полотнищ пакетиків для екстракційних матеріалів 1 в одному втіленні даного винаходу, який включає ріжучий пристрій для нитяного матеріалу в одному втіленні даного винаходу, і пакувальний механізм 70, застосований так, що його можна приєднувати до обладнання по виготовленню полотнищ пакетиків для екстракційних матеріалів 1. Як показано на Фіг. 2, обладнання по виготовленню полотнищ пакетиків для екстракційних матеріалів 1 виробляє полотнище пакетиків для екстракційних матеріалів 5, де ярлики 2, які приварюють до нитяного матеріалу 3, розміщують із заданими інтервалами у поздовжньому напрямку фільтруючого полотна 4. На Фіг. 2 пунктирною лінією показано зону, де виконують горизонтальне скріплення. Кожна частка, виділена пунктирними лініями, представляє один пакетик. В полотнищі пакетиків для екстракційних матеріалів 5 пара ярликів 2a і 2b включає зони міцного скріплення s1, де ярлик 2 і нитяний матеріал 3 міцно зварюють разом, так щоб вони не розділилися у стані звичайного використання пакетика з екстракційним матеріалом. Такі пари ярликів 2a і 2b повторно розміщують по всій довжині фільтруючого полотна 4 з нитяним матеріалом 3, який відділяють у горизонтальній зоні скріплення між парою ярликів 2a і 2b. Як показано на Фіг. 1, обладнання 1 по виготовленню полотнищ пакетиків для екстракційних матеріалів, подібне за загальною конфігурацією до традиційного обладнання по виготовленню полотнищ пакетиків для екстракційних матеріалів, описаного у джерелах Патентної літератури №№ 1 і 2, включає поворотний носій 10, який обертається у напрямку стрілки, живильник ярликів 20, який подає ярлики 2 із заданими інтервалами на зовнішню, тобто несну, поверхню поворотного носія 10, провідний механізм нитки 40, який включає ведучий пристрій нитки 30, що формує неперервне полотно нитяного матеріалу 3 на зовнішній поверхні поворотного носія 10, на яке пристосовують ярлики 2 із заданими інтервалами, живильник полотна 50, який подає фільтруюче полотно 4 на ярлики 2 і нитяний матеріал 3 на поворотний носій 10, і пристрій для скріплення 60, який прикріплює ярлик 2 до нитяного матеріалу 3, прикріплює ярлик 2 до фільтруючого полотна 4, або послідовно скріплює нитяний матеріал 3 з фільтруючим полотном 4. Пакувальний механізм 70, так само, як і традиційний, розміщують в нижній частині обладнання по виготовленню полотнищ пакетиків для екстракційних матеріалів 1, випускає також тетраедричні пакетики, використовуючи полотнище пакетиків для екстракційних матеріалів 5, яке виробляють на обладнанні по випуску цих полотнищ 1, і наповнює ці пакетики певним екстракційним вмістом, таким як чайний лист, щоб випускати для споживання наповнені пакетики 6. Відповідні пристрої, які входять до складу обладнання по виготовленню пакетиків для 3 UA 108815 C2 5 10 15 20 25 30 35 40 45 50 55 60 екстракційних матеріалів 1, тобто поворотний носій 10, живильник ярликів 20, провідний механізм нитки 40, живильник полотна 50 і пристрій для скріплення 60, взагалі можуть мати таку саму конфігурацію, як і в традиційному обладнанні по випуску пакетиків для екстракційних матеріалів, описаному у Патентній літературі, джерела 1 і 2. Наприклад, поворотний носій 10 постійно обертається у напрямку стрілки на Фіг. 1 на протязі роботи обладнання 1. Зовнішній замкнутий контур поворотного носія 10 поділено на 24 сектори, а кожний сектор включає дві частини прибуваючих ярликів 2, які подають так, щоб бути суміжними один до одного. Для прибуваючої частини ярликів 2 на поворотному носії 10 існує механізм, який змінює всмоктувальні канали так, щоб всмоктувати і, значить, нести ярлик 2. Поворотний носій 10 також включає вертикальний пересувний пристрій направляючої шпильки 11 для нитки. У вертикальному пересувному пристрої пружина нахиляє шпильку 11 так, щоб вона постійно виступала із зовнішньої поверхні поворотного носія. Але у зоні, куди подають фільтруюче полотно 4 на зовнішню поверхню поворотного носія 10, шпильку 11 відтягують всередину поворотного носія уздовж форми ексцентрика, влаштованого у поворотному носії 10 так, щоб зменшити виступ шпильки 11 із зовнішньої поверхні. Живильник ярликів 20 включає ріжучий живильник 21, який розмотує стрічку ярликів 2t з рулону стрічки ярликів 2r, зробленого з катаної стрічки ярликів 2t, і розрізає стрічку на ярлики 2 зазначеної довжини, барабан 22, що доставляє ярлики 2 і передає їх, відрізані ріжучим живильником 21, на зовнішню поверхню поворотного носія 10. Живильник ярликів 20 відрізує стрічку ярликів 2t, розхитуючи ріжучий живильник ярликів 21 ексцентриковим пристроєм, як показано стрілками, так що ярлики 2 можуть подаватись від рулону стрічки ярликів 2r до поворотного носія 10 якнайшвидше, не послабляючи стрічку ярликів 2t. Живильник ярликів 20 також подає відрізані ярлики 2 до барабану 22, який доставляє ярлики. Барабан 22, який доставляє ярлики, обертається з постійною швидкістю і штовхає поворотний носій 10, щоб ніс ярлики 2, доставлені від ріжучого живильника ярликів 21 із заданими інтервалами. Направляючий пристрій нитки 40 має таку конфігурацію, щоб формувати неперервне полотнище нитяного матеріалу 3, як показано на Фіг. 3, намотуване на зовнішню поверхню поворотного носія 10, на якій ярлики 2 розміщують із заданими інтервалами, регулюючи тиск нитяного матеріалу 3, щоб він був постійним. Направляючий пристрій нитки 40 включає ведучий валок 401, що розмотує нитяний матеріал 3 з рулону нитяного матеріалу 3r, притискний валок 402 навпроти ведучого валка 401, засіб регулювання тиску 410 для нитяного матеріалу 3, ведучий пристрій нитки 30, який формує неперервний лист нитяного матеріалу 3, намотуваний на зовнішню поверхню поворотного носія 10. Ведучий пристрій нитки 30 рухає шило для просмикування нитки 37 на верхньому кінці, використовуючи два кривошипно-шатунні механізми так, щоб направляти нитку до ведучої шпильки 11, яка виступає із зовнішньої поверхніповоротного носія 10. Живильник полотна 50 розмотує лист 4 і подає його з рулону 4r, який виготовляють із змотуваного листа 4, так що лист 4 розміщують на ярлики 2 на поворотному носії 10 із заданими інтервалами і на полотно нитяного матеріалу 3 на ярликах 2. Більш конкретно, фільтруюче полотно використовують як лист 4. Пристрій для скріплення 60 включає перший пристрій для скріплення 61, що міцно скріплює ярлики 2 з нитяним матеріалом 3, які несе поворотний носій 10, у зоні скріплення s1, показаній на Фіг. 2, перед тим, як фільтруюче полотно 4 подають на поворотний носій 10; другий пристрій для скріплення 62, який міцно скріплює нитяний матеріал 3 з фільтруючим полотном 4 у зоні s2, де нитяний матеріал 3 відокремлюють від ярлика 2 на кожній частці, що відповідає одному пакетику, після того, як фільтруюче полотно подають на поворотний носій 10; третій пристрій для скріплення 63, який слабо скріплює нитяний матеріал 3 і фільтруюче полотно 4 в зоні s3, де напрямок нитяного матеріалу 3 змінюють поруч ярлика 2; і четвертий пристрій для скріплення 64, який слабо скріплює ярлик 2 з фільтруючим полотном 4 у зоні скріплення s4. Вираз «міцно скріплений» стосується тут зони скріплення з міцним скріпленням, так щоб пакетики для екстракційних матеріалів не відділялися у загальному користуванні, в той час як «слабо скріплений» стосується зони скріплення із слабим скріпленням, так що скріплені матеріали можуть легко відділитися при використанні пакетика з екстракційним матеріалом. На кресленні штриховка, яка обмежує зони скріплення s1, s2, s3 і s4 показує зони, що входять у контакт з ущільнювальними голівками. Хоча приклади засобів скріплення у даних пристроях для скріплення 60 (61, 62, 63, 64) можуть включати ультразвукове зварювання і гаряче зварювання, першому з них віддають перевагу, оскільки менш вірогідно, що залишок розтопленого полотна прилипне до пристроїв для скріплення 60. 4 UA 108815 C2 5 10 15 20 25 30 35 40 45 50 55 60 Більше того, бажано до цих пристроїв для скріплення 60 в якості джерела руху застосовувати сервомотор окремо від поворотного носія 10 як джерела руху, так щоб пристрої для скріплення 60 рухались у вертикальному напрямку відносно зовнішньої поверхні поворотного носія 10. Ще краще рухати пристрої для скріплення 60, як показано стрілками на Фіг.1 і 4, синхронно з обертанням поворотного носія 10. Таким чином тривалість контакту між ущільнювальними голівками пристроїв для скріплення 60 і об’єктами ущільнювання, в тому числі ярликами, нитяним матеріалом або фільтруючим полотном подовжується. Це дає можливість легко встановлювати оптимальні умови скріплення і встановлювати належні умови скріплення, коли ці матеріали замінюють. Більш конкретно конфігурація пристрою для скріплення 60 показана на Фіг. 4. Кожен з пристроїв для скріплення 61, 62, 63 і 64 змонтований на кріпильних пластинах ущільнювальних голівок 610 через повітряні циліндри (не показані), кріпильні пластини ущільнювальних голівок 610 монтують на базових пластинах ущільнювальних голівок 601, а базові пластини ущільнювальних голівок 601 монтують на коливальній пластині 602, яка коливається у радіальному напрямку поворотного носія 10. Кожну з базових пластин 601 приєднують стрижньовим зв’язком 603 до пластини 604, що рухається вертикально, а пластину 604, що рухається вертикально, далі приєднують стрижньовим зв’язком 605 до вертикально направляючого сервомотору 65 ущільнювальної голівки. Коливальну пластину 602 також рухає коливальний сервомотор 66 ущільнювальної голівки. Зверніть увагу на те, що вертикально направляючий сервомотор 65 ущільнювальної голівки і коливальний сервомотор 66 ущільнювальної голівки пристосовують окремо від сервомотору поворотного носія, і їхній рух контролює автоматичний регулятор, так що вони обертаються із зазначеними швидкістю і напрямком у ритмі, обрахованому наперед відповідно до схеми намотування нитяного матеріалу 3, швидкості обертання поворотного носія 10, необхідного часу зварювання під тиском і т. п. Фіг. 5A - фронтальна проекція першого пристрою для скріплення 61 в стані перед зварюванням, а на Фіг. 5B зображений поперечний переріз по лінії A-A. У першому пристрої для скріплення 61 ущільнювальна голівка 620A, яка здійснює ультразвукове приварювання ярлика 2 до нитяного матеріалу 3 в зоні міцного скріплення s1 ярлика 2a на Фіг.2 і ущільнювальна голівка 620B, яка здійснює ультразвукове приварювання ярлика 2 до нитяного матеріалу 3 в зоні міцного скріплення s1 ярлика 2b, суміжній із зоною міцного скріплення s1 ярлика 2a, монтують на кріпильній пластині 610 ущільнювальної голівки. Відповідно, міцне скріплення ярлика 2 і нитяного матеріалу 3 одночасно виконується з ярликами 2a і 2b. Як показано на Фіг. 5C, на верхньому кінці поверхні ультразвукового ріжка, який формує кожну з цих ущільнювальних голівок 620A і 620B, виступаючу частину 621 формують на краю тієї сторони, з якої нитяний матеріал 3 слід відрізати, а на внутрішній стороні виїмку 622 створюють суміжною до виступаючої частини 621. Поверхню ріжка 623 для зварювання ярлика 2 і нитяного матеріалу 3 формують в інших зонах. Виступ 621 злегка видається у напрямку до поворотного носія 10 від поверхні ріжка 623, наприклад, на висоту h приблизно в 0.1 мм. Навіть хоча він видається так мало, нитяний матеріал 3 зачіпляється за цю виступаючу частину 621, коли ярлик 2 приварюють до нитяного матеріалу 3, і тиск прикладають до поверхні ріжка 623, що полегшує відрізання нитяного матеріалу 3. Крім того, оскільки виїмку 622 створюють поруч із виступом 621, то виїмка 622 служить для видалення розплавленого нитяного матеріалу 3, що перешкоджає вибуханню нитяного матеріалу 3 з виступу 621. Зверніть увагу, що верхній частині поверхні ультразвукового ріжка можна надати різні форми, такі як плоску форму без виступів 621 і виїмок 622, або форму, що має або виступ 621, або виїмку 622, відповідно до матеріалів і т.п. ярлика 2 і нитяного матеріалу 3, які будуть зварюватись разом. Більше того, поки виступ 621 буде формуватись у плоску поверхню шириною W біля 0.2 мм, верхній кінець цього виступу 621 може загострюватись як ріжучий пристрій. При цьому, як показано на Фіг. 5A і 5B, ріжучий пристрій 90 для нитяного матеріалу за даним втіленням монтують між двома ущільнювальними голівками 620A і 620B. Ріжучий пристрій 90 для нитяного матеріалу має засіб для подачі тиску, який прикладає тиск до нитяного матеріалу 3, розміщеного між ярликами 2a і 2b, коли дві ущільнювальні голівки 620A і 620B приварюють ярлики 2a і 2b до нитяного матеріалу, відповідно. Засіб подачі тиску включає пару притискних пластин 91, які відтягують нитяний матеріал 3, розміщений між цими ярликами, всередину поворотного носія 10, і пару виїмок 92, створених на поверхні поворотного носія 10, так що притискні пластини 91 можуть бути введені в його середину. Пару притискних пластин 91 монтують на базовій пластині 93, базову пластину для притискних пластин 93 приєднують до повітряного циліндра 94, а повітряний циліндр 94 монтують на кріпильній пластині ущільнювальної голівки 610 разом з ущільнювальними 5 UA 108815 C2 5 10 15 20 25 30 35 40 45 50 55 60 голівками 620A і 620B. Опорну деталь пружинного матеріалу 96 пристосовано на базовій пластині притискних пластин 93 з боку поворотного носія 10 через пружинний матеріал 95, і далі пара кріпильних засобів нитяного матеріалу 97 видається з опорної деталі пружинного матеріалу 96 з боку поворотного носія 10. Поки ущільнювальні голівки 620A і 620B притискують ярлики 2 до нитяного матеріалу 3 коливанням кріпильної пластини ущільнювальної голівки 610, кріпильний засіб нитяного матеріалу 97 притискує нитяний матеріал 3 до поворотного носія 10 на протилежному боці притискних позицій уздовж виїмок 92. Поруч із парою виїмок 92 застосовано усмоктувальну трубу 100 як засіб для всмоктування і видалення нитяного матеріалу 3, відрізаного за допомогою влаштованого для нього ріжучого пристрою 90 від поверхні поворотного носія. Ріжучим пристроєм для нитяного матеріалу 90 управляють, як показано на Фіг. 7, коли працює перший пристрій для скріплення 61. В обладнанні по виготовленню пакетиків для екстракційних матеріалів 1, яке включає ріжучий пристрій для нитяного матеріалу 90, зварювання ярлика 2 з нитяним матеріалом 3, розрізування нитяного матеріалу 3 і зварювання ярлика 2 або нитяного матеріалу 3 з фільтруючим полотном 4 виконують, як показано на Фіг.9. Спочатку ярлики 2 подають на поворотному носії 10 із заданими інтервалами живильником ярликів 20, а нитяний матеріал 3 розміщують на ярлики 2, коли його направляють на шпильки 11 направляючим пристроєм 40 (Фіг. 7(a) і 9(a)). Потім пара ярликів 2а і 2b, в якій зони міцного скріплення s1 ярликів 2 і нитяного матеріалу 3 повертають одну до одної (див. Фіг. 2), зони міцного скріплення s1 приварюють ущільнювальними голівками 620A і 620B першого пристрою для скріплення 61. При цьому зварюванні кріпильна пластина ущільнювальної голівки 610 коливається навколо поворотного носія 10, так що ущільнювальні голівки 620A і 620B притискують ярлики 2a і 2b до нитяного матеріалу 3. Кріпильний засіб 97 нитяного матеріалу також притискує нитяний матеріал 3 до поверхні поворотного носія 10 коливанням кріпильної пластини ущільнювальної голівки 610 (Фіг. 7(b)). Тут удар ущільнювальних голівок620A і 620B регулюють повітряним циліндром (не показано). Далі, після того, як нитяний матеріал розплавляється теплом від ультразвукового зварювання ущільнювальними голівками 620A і 620B, базову пластину притискних пластин 93 притискують повітряним циліндром 94, як показано на Фіг. 6A і 6B. В результаті притискну пластину 91 притискують до виїмки 92, пружинний матеріал 95 скорочується, так що удар по нитяному матеріалу 3 прикладають до кріпильного засобу нитяного матеріалу. У цей момент нитяний матеріал 3 буде легко розрізувати плавленням від тепла, що виділяється при ультразвуковому зварюванні ущільнювальними голівками 620A і 620B. Більш бажано, щоб виступ 621 утворювався на верхньому кінці поверхні ультразвукового ріжка з боку відрізування нитяного засобу 3. Відповідно, коли прикладають тиск до нитяного матеріалу 3, притискаючи притискну пластину 91 до виїмки 92, нитяний матеріал відрізається (Фіг. 7(c) і 9(b)). Зокрема, коли притискну пластину 91 притискають до виїмки 92 в стані, де нитяний матеріал 3 притискають до поверхні поворотного носія 10 ущільнювальними голівками 620A і 620B і кріпильного засобу нитяного матеріалу 97, до останнього прикладають міцний тиск 3. В результаті нитяний матеріал 3, який легко ріжеться плавленням завдяки теплу від ультразвукового зварювання ущільнювальними голівками 620A і 620B, відрізають на краю ущільнювальних голівок 620A і 620B. Це запобігає виступу залишків після відрізування нитяного матеріалу 3 від ярлика 2. Тому пакетики для екстракційних матеріалів 6, вироблені з полотнища таких пакетиків 5, яке отримують на обладнанні по виготовленню полотнищ пакетиків для екстракційних матеріалів 1, мають гарний вигляд. Далі, коли притискну пластину 91, притиснуту повітряним циліндром 94, звільнюють від тиску, її піднімають від виїмки 92. Після зняття тиску повітряним циліндром 94, базова пластина притискної пластини 93 також піднімається вгору, а стиснутий пружинний матеріал 95 розширюється, так що удар по кріпильному засобу нитяного матеріалу 97 відносно нитяного матеріалу 3 зменшується. Далі, ущільнювальні голівки 620A і 620B і кріпильний засіб нитяного матеріалу 97 піднімаються вгору коливанням кріпильної пластини ущільнювальної голівки 610. Після цього усмоктувальна труба 100 всмоктує і видаляє з поверхні поворотного носія 10 відрізаний нитяний матеріал 3 (Фіг. 7(d)). На обладнанні 1 по виготовленню полотнищ пакетиків для екстракційних матеріалів цим способом виконуються зварювання ярликів 2 з нитяним матеріалом 3 і відрізування нитяного матеріалу 3, а далі згідно з описами в джерелах Патентної літератури 1 і 2, фільтруюче полотно 4 подають на ярлики 2, а нитяний матеріал 3 - на поворотний носій 10. Потім нитяний матеріал 3 і фільтруюче полотно 4 міцно скріплюють в зоні міцного скріплення s2 другим пристроєм для скріплення 62 (Фіг. 9(c)), нитяний матеріал 3 і фільтруюче полотно 4 слабо скріплюють в зоні 6 UA 108815 C2 5 10 15 20 25 30 35 40 45 50 55 60 слабого скріплення s3 третім пристроєм для скріплення 63 (Фіг. 9(d)), а ярлик 2 і фільтруюче полотно 4 слабо скріплюють четвертим пристроєм для скріплення 64 (Фіг. 9(e)). Таким чином між парою ярликів 2a і 2b, де зони міцного скріплення s1 ярликів 2 і нитяного матеріалу 3 повертають одну до одної на обладнанні по виготовленню полотнищ пакетиків для екстракційних матеріалів 5, нитяний матеріал 3 видаляють із зони горизонтального скріплення під час виробництва екстрактивного пакетика, як показано на Фіг. 2. Зокрема, нитку видаляють з краю зони приварювання ярлика 2 до нитяного матеріалу 3. Тому, як показано на Фіг. 10, пакетик 6, вироблений з вищезазначеного полотнища, не має нитяного матеріалу 3, який слід видалити із зони горизонтального скріплення sx, коли з пакетика 3 знімають оболонку під час вживання пакетика з екстракційним матеріалом 6, і таким чином звільнюють його від проблеми її розриву. Крім того, пакетик 6 має гарний зовнішній вигляд, оскільки кінцева частина нитяного матеріалу 3 також не виступає з ярлика 2. Зверніть увагу на те, що фільтруюче полотно, ярлик і нитяний матеріал, які є такими ж, як і в разі традиційного застосування, можуть вживатися, коли ріжучий пристрій нитяного матеріалу вмонтований у виробничий агрегат по випуску полотнищ пакетиків для екстракційних матеріалів. Але, з точки зору підвищення важливості впливу даного винаходу зокрема, бажано використовувати тканини або неткані матеріали, зроблені з біологічно розкладеної пластмаси, такої як полілактична кислота (PLA) і полібутиленовий сукцинат (PBS), з ваговою основою 10-30 2 г/м , як фільтруюче полотно, бажано використовувати картон, ламінований біологічно розкладеною пластмасою, такою як полілактична кислота (PLA) and полібутіленовий сукцинат (PBS), як ярлик, і бажано використовувати нитку, зроблену з біологічно розкладеної пластмаси, такої як полілактична кислота (PLA) і полібутиленовий сукцинат (PBS), і/або нитку, сформовану з належним чином змішаної біологічно розкладеної пластмаси з бавовною, як і нитяний матеріал. Ріжучий пристрій нитяного матеріалу за даним винаходом може бути втіленим різними способами. Наприклад, як показано на Фіг 8(a), кожну з пари притискних пластин 91 можна пристосувати з протилежних сторін ущільнювальних голівок 620A і 620B поперек зон нитяного матеріалу 3, які будуть відрізані плавленням. Разом з цим компонуванням на кожній позиції може також бути створена пара виїмок 92. Відповідно, навіть якщо сила тиску кожної з притискних пластин 91 є однаковою, довжина нитяного матеріалу 3, яку потрібно витягати, стає більшою, а тиск, що прикладають до нитяного матеріалу 3, стає міцнішим у порівнянні з тим випадком, коли кожну одну притискну пластину 91 пристосовують, як показано на Фіг. 7(a). Тому, навіть якщо нитяний матеріал 3 має тенденцію витягуватись в залежності від матеріалу, з якого він складається, під час його зварювання з ярликом 2 він може бути надійно відрізаним. Більше того, ріжучий пристрій нитяного матеріалу за даним винаходом може мати таку конфігурацію, щоб відрізати нитяний матеріал 3 одночасно від двох суміжних ярликів 2a і 2b, в яких зони міцного скріплення s2 ярлика 2 і нитяного матеріалу 3 повертають одну до одної, або може мати таку конфігурацію, щоб відрізати нитяний матеріал 3 послідовно від суміжних ярликів 2a і 2b. Тому перший пристрій для скріплення 61, який зварює ярлики 2 і нитяний матеріал 3, може включати не пару притискних пластин 91, а тільки одну притискну пластину 91. Засіб застосування тиску, який прикладає тиск до нитяного матеріалу під час приварювання ярликів до нитяного матеріалу, не обмежується засобом, який притискує нитяний матеріал 3 до поворотного носія 10, а може бути засобом, який, наприклад, тягне нитяний матеріал 3 у напрямку, паралельному поверхні поворотного носія 10. Кріпильний засіб нитяного матеріалу 97 можна не робити, якщо нитяний матеріал 3 може бути відрізаним під час зварювання ярликів 2 і нитяного матеріалу 3 тиском, прикладеним до нитяного матеріалу 3 притискною пластиною 91, і т. п. Носій, на якому виконується зварювання ярликів і нитяного матеріалу, не обмежується поворотним носієм у формі барабану, але може бути носієм конвеєрного типу, який має плоский шлях передачі. Пристрій для видалення відрізаного нитяного матеріалу 3 з поверхні носія не обмежується усмоктувальною трубою, пристосованою на носій. Замість цього можуть бути застосовані засіб для змітання нитяного матеріалу 3 з поверхні носія і засіб, який здуває нитяний матеріал 3 з поверхні носія. Далі, пристрій для видалення можна і не влаштовувати, в залежності від конфігурації засобу подачі тиску і т. п. характеристик ріжучого пристрою нитяного матеріалу. Ріжучий пристрій для нитяного матеріалу за даним винаходом використовують вмонтованим в обладнання по виготовленню полотнищ пакетиків для екстракційних матеріалів, який використовують у виробничій лінії неперервного випуску пакетиків для екстракційних матеріалів, таких як пакетики чорного чаю, зеленого чаю, і т. п., а також пакетики супу, такого як суп з сушених сардин і сушеної скумбрії. Ріжучий пристрій для нитяного матеріалу є корисним як 7 UA 108815 C2 5 10 15 20 25 30 35 40 45 50 пристрій для відрізування непотрібних частин нитяного матеріалу, коли ярлики зварюють з нитяним матеріалом. Перелік позицій 1 Обладнання по виготовленню полотнищ пакетиків для екстракційних матеріалів 2 Ярлик 2a, 2b Пара ярликів 2r Рулон стрічки ярликів 2t Стрічка ярликів 3 Нитяний матеріал 3r Рулон нитяного матеріалу 4 Рулон фільтруючого полотна 4r Рулон полотнища 5 Полотнище пакетиків для екстракційних матеріалів 6 Пакетик для екстракційного матеріалу 10 Поворотний носій 11 Шпилька 20 Живильник ярликів 21 Живильник відрізаних ярликів 22 Барабан доставки ярликів 30 Направляючий пристрій для нитки 37 Шило для просмикування нитки 40 Направляючий механізм нитки 401 Ведучий валок 402 Притискний валок 410 Засіб регулювання тиску 420 Пристрій для регулювання натягу полоси 430 Пристрій для регулювання довжини переходу 50 Живильник полотнища 60 Пристрій для скріплення 61 Перший пристрій для скріплення 610 Пластина для кріплення ущільнювальної голівки 620A, 620B Ущільнювальні голівки 621 Виступ 622 Виїмка 623 Поверхня ріжка 62 Другий пристрій для скріплення 63 Третій пристрій для скріплення 64 Четвертий пристрій для скріплення 70 Пакувальний пристрій 90 Ріжучий пристрій нитяного матеріалу 91 Притискна пластина 92 Виїмка 93 Базова пластина притискних пластин 94 Повітряний циліндр 95 Пружинний матеріал 96 Опорна деталь пружинного матеріалу 97 Засіб для кріплення нитяного матеріалу 100 Всмоктувальна труба s1 Зона міцного скріплення ярлика з нитяним матеріалом s2 Зона міцного скріплення нитяного матеріалу з фільтруючим полотном s3 Зона слабого скріплення нитяного матеріалу з фільтруючим полотном s4 Зона слабого скріплення ярлика з нитяним матеріалом sx Зона горизонтально скріплення 55 ФОРМУЛА ВИНАХОДУ 60 1. Ріжучий пристрій нитяного матеріалу для використання в обладнанні по виготовленню полотнищ пакетиків для екстракційних матеріалів, яке включає зварювальний засіб і в якому ярлики утримуються на зовнішній поверхні носія із заданими інтервалами, а нитяний матеріал виконаний так, щоб бути розміщеним на ярликах і зварюватись з ними на носії, причому ріжучий 8 UA 108815 C2 5 10 15 20 25 пристрій включає засіб подачі тиску, виконаний з можливістю взаємодії з нитяним матеріалом, розміщеним між суміжними ярликами, таким чином, щоб прикладати тиск до нитяного матеріалу, коли зварювальний засіб приварює нитяний матеріал до ярликів, причому засіб подачі тиску прикладає тиск до нитяного матеріалу з тим, щоб його відрізати. 2. Ріжучий пристрій нитяного матеріалу за п. 1, причому зварювальний засіб виконаний з можливістю одночасного приварювання нитяного матеріалу до суміжних ярликів, а засіб подачі тиску виконаний з можливістю прикладання тиску до нитяного матеріалу, який одночасно приварюють до суміжних ярликів, для відрізання нитяного матеріалу між ними. 3. Ріжучий пристрій нитяного матеріалу за п. 1 або п. 2, в якому засіб подачі тиску включає виїмку, утворену у зовнішній поверхні носія, і пластину, яку можна вставити у виїмку, причому пластина виконана з можливістю вставлення у виїмку, коли зварювальний засіб приварює нитяний матеріал до ярликів. 4. Ріжучий пристрій нитяного матеріалу за будь-яким із пп. 1-3, причому засіб подачі тиску включає кріпильний засіб нитяного матеріалу для притискування його до носія на протилежному боці місцезнаходження, де нитяний матеріал приварюють до ярлика на носії упоперек виїмки, а кріпильний засіб нитяного матеріалу притискує нитяний матеріал до носія, коли зварювальний засіб приварює його до ярликів. 5. Обладнання по виготовленню полотнищ пакетиків для екстракційних матеріалів, який включає: ріжучий пристрій нитяного матеріалу за будь-яким з пп. 1-4; живильник ярликів для подачі ярликів до зовнішньої поверхні носія; живильник нитяного матеріалу для подачі нитяного матеріалу, щоб розмістити останній на множині ярликів, утримуваних на зовнішній поверхні носія; зварювальний засіб для зварювання ярликів і нитяного матеріалу на носії; живильник полотна для подачі полотна до ярликів і нитяного матеріалу на носій; і зварювальний засіб для приварювання ярликів або нитяного матеріалу до полотна. 9 UA 108815 C2 10 UA 108815 C2 11 UA 108815 C2 12 UA 108815 C2 13 UA 108815 C2 14 UA 108815 C2 15 UA 108815 C2 16 UA 108815 C2 17 UA 108815 C2 18 UA 108815 C2 19 UA 108815 C2 20 UA 108815 C2 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 21
ДивитисяДодаткова інформація
Назва патенту англійськоюThread material cutting device
Автори англійськоюTakemoto, Tomohiro, Yamauchi Nobuhito, Yamamura, Takeo, Saitoh Mitsunori, Tsuji, Yoshiyuki
Автори російськоюТакемото Томохиро, Ямаути Нобухито, Ямамура Такео, Сайто Мицунори, Цудзи Йосиюки
МПК / Мітки
МПК: B26F 3/06, B31D 1/02, B65B 29/04
Мітки: пристрій, матеріалу, ріжучий, нитяного
Код посилання
<a href="https://ua.patents.su/23-108815-rizhuchijj-pristrijj-dlya-nityanogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Ріжучий пристрій для нитяного матеріалу</a>
Ріжучий пристрій для одержання стандартизованих стоматологічних лікарських плівок методом поливу в екстемпоральних умовах
Номер патенту: 86153
Опубліковано: 10.12.2013
Автори: Калинюк Тимофій Григорович, Гриновець Ігор Степанович, Гриновець Володимир Степанович
МПК: A61K 6/00
Мітки: умовах, стандартизованих, методом, лікарських, одержання, поливу, плівок, пристрій, екстемпоральних, ріжучий, стоматологічних
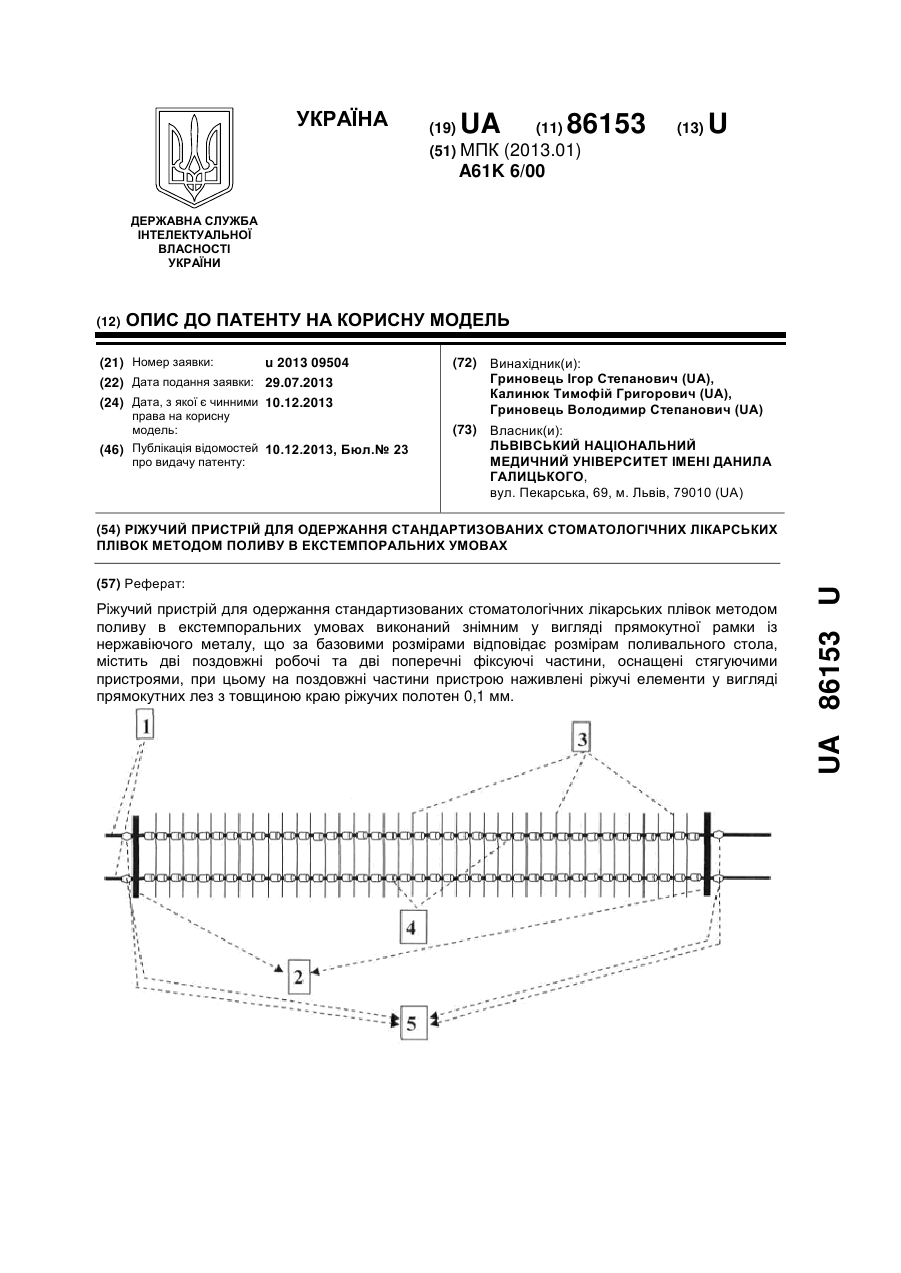
Формула / Реферат:
1. Ріжучий пристрій для одержання стандартизованих стоматологічних лікарських плівок методом поливу в екстемпоральних умовах, виконаний знімним у вигляді прямокутної рамки із нержавіючого металу, що за базовими розмірами відповідає розмірам поливального стола, що містить дві поздовжні робочі та дві поперечні фіксуючі частини, оснащені стягуючими пристроями, при цьому на поздовжні частини пристрою наживлені ріжучі елементи у вигляді...
Ріжучий валик для вирізання шматків тіста з шару тіста та система для обробки тіста, яка має ріжучий валик
Номер патенту: 101625
Опубліковано: 25.04.2013
Автори: Хорна Марк, Корбанка Маттіас
МПК: A21C 11/04
Мітки: ріжучий, система, яка, вирізання, валик, тіста, шару, обробки, має, шматків
Формула / Реферат:
1. Ріжучий валик (1) для вирізання шматків тіста з шару тіста, що включає порожнистий циліндричний корпус (2), у стінці (3) якого виконані отвори (4), що відповідають формі шматків тіста, які підлягають вирізанню, та вивантажувальний пристрій (12) для вивантаження відходів (7) вирізаного тіста з внутрішньої частини (9) циліндричного корпусу (2), крізь принаймні один вивантажувальний отвір (10) на принаймні одному фронтальному кінці (11)...
Пристрій для відокремлення листового матеріалу зі стопи
Номер патенту: 31428
Опубліковано: 10.04.2008
Автори: Музичишин Сергій Володимирович, Макатьора Дмитро Анатолійович
МПК: B65H 3/00
Мітки: матеріалу, пристрій, листового, стопи, відокремлення
Формула / Реферат:
1. Пристрій для відокремлення листового матеріалу зі стопи, що містить встановлені за ходом технологічного процесу засіб для відокремлення листового матеріалу зі стопи та засіб для підкидання стопи, який відрізняється тим, що додатково оснащений системою подачі стиснутого повітря, зв'язаною з засобом для відокремлення листового матеріалу зі стопи та засобом для підкидання стопи, що виконані у вигляді сопел для подачі стиснутого...
Пристрій для подрібнення сипучого матеріалу
Номер патенту: 38491
Опубліковано: 15.07.2004
Автори: Немчин Олександр Федорович, Мокеєв Юрій Геннадійович
МПК: B02C 13/282
Мітки: сипучого, матеріалу, пристрій, подрібнення
Формула / Реферат:
Пристрій для подрібнення сипучого матеріалу, що включає приймальний і розвантажувальний лотки, корпус із вхідною, вихідною та транспортуючою частинами, всередині якого змонтовані відбійні елементи, та ротор переміщення подрібнюваного матеріалу, який відрізняється тим, що відбійні елементи жорстко закріплені всередині транспортуючої частини, виконаної у вигляді привідного від ротора обертового циліндра, вихідна частина виконана у вигляді сита...
Спосіб та пристрій для стерилізації листового пакувального матеріалу
Номер патенту: 64767
Опубліковано: 15.03.2004
Автор: Моруцці Гвідо
МПК: A61L 2/20, B65B 55/04, A61L 2/10, A61L 2/18
Мітки: пристрій, матеріалу, стерилізації, спосіб, листового, пакувального
Формула / Реферат:
1. Спосіб стерилізації листового пакувального матеріалу, що включає операції нанесення пероксиду водню на листовий пакувальний матеріал і опромінювання листового пакувального матеріалу випромінюванням, що має принаймні одну ультрафіолетову складову з довжиною хвилі від 200 нм до 320 нм, який відрізняється тим, що включає проміжну операцію видалення пероксиду водню з поверхні листового пакувального матеріалу, після чого залишається залишкова...
Попередній патент: Спосіб ціанування сталевих виробів
Наступний патент: Спосіб гіроскопічної стабілізації лідара в площині горизонту і пристрій для його здійснення
Випадковий патент: Накриття вантажу, що перевозиться