Дошка настилу та спосіб виготовлення дошки настилу
Формула / Реферат
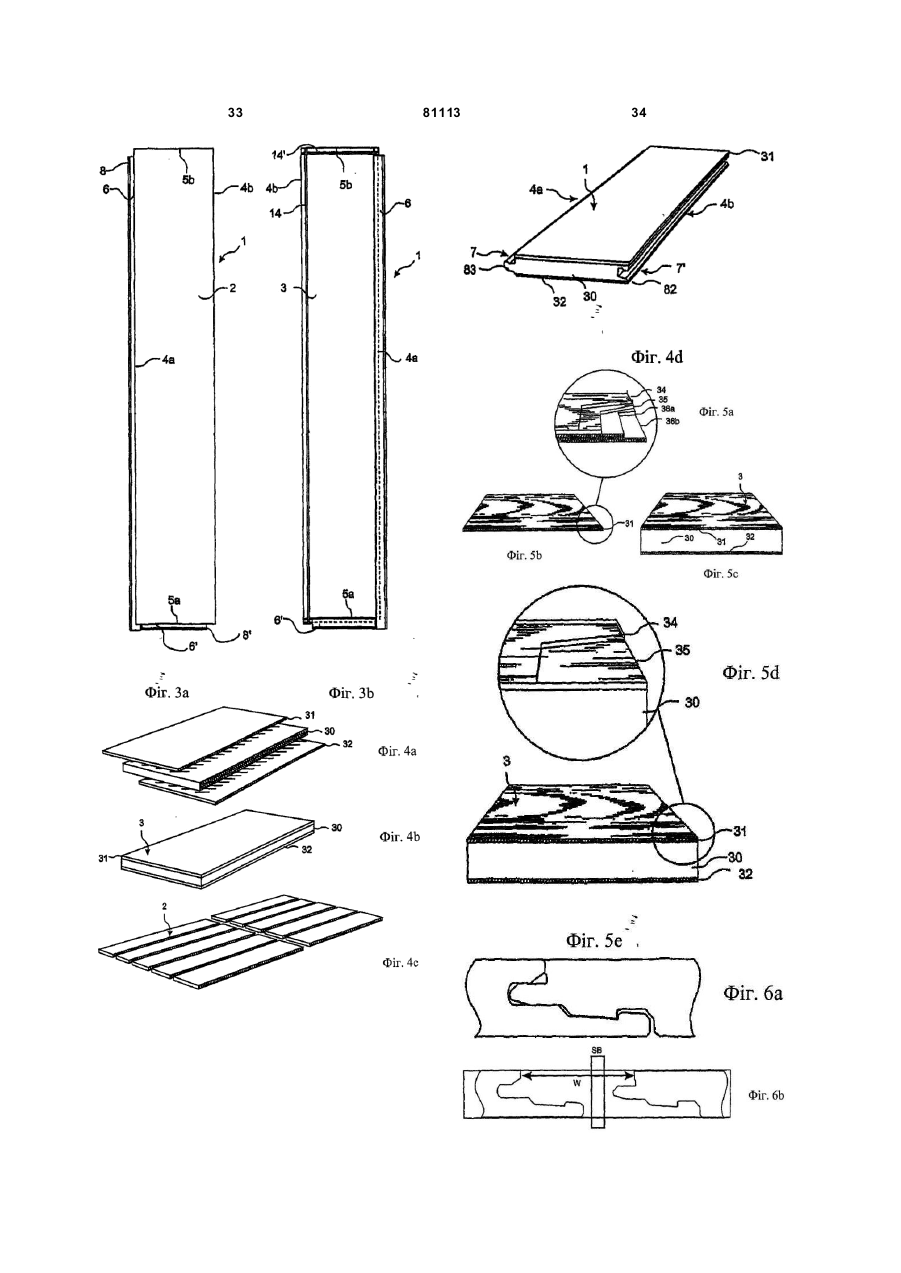
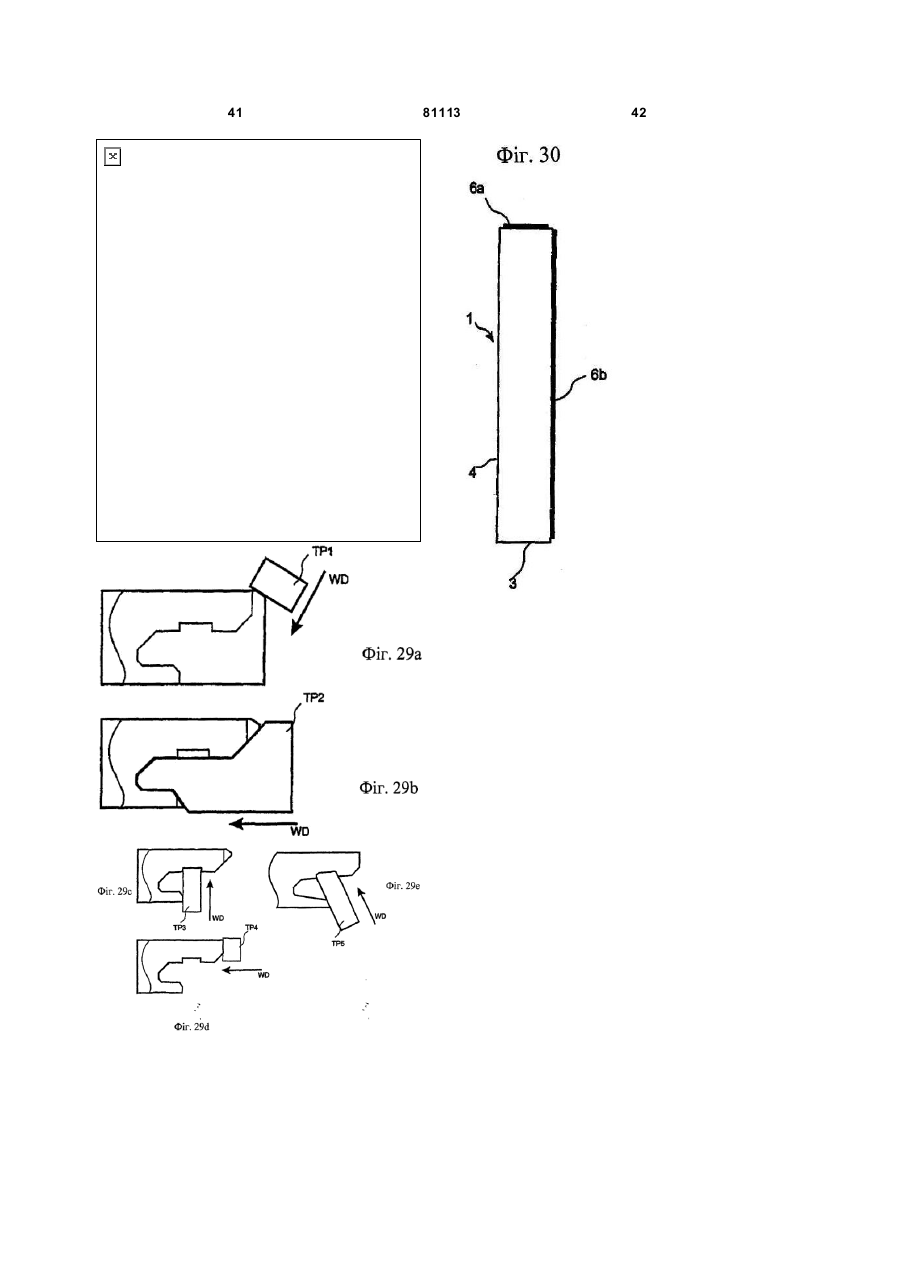
1. Дошка (1) настилу, яка містить з'єднувальні засоби (6, 8, 14), інтегровані з дошкою і виконані з можливістю з'єднання дошки з по суті ідентичною дошкою (1') настилу,
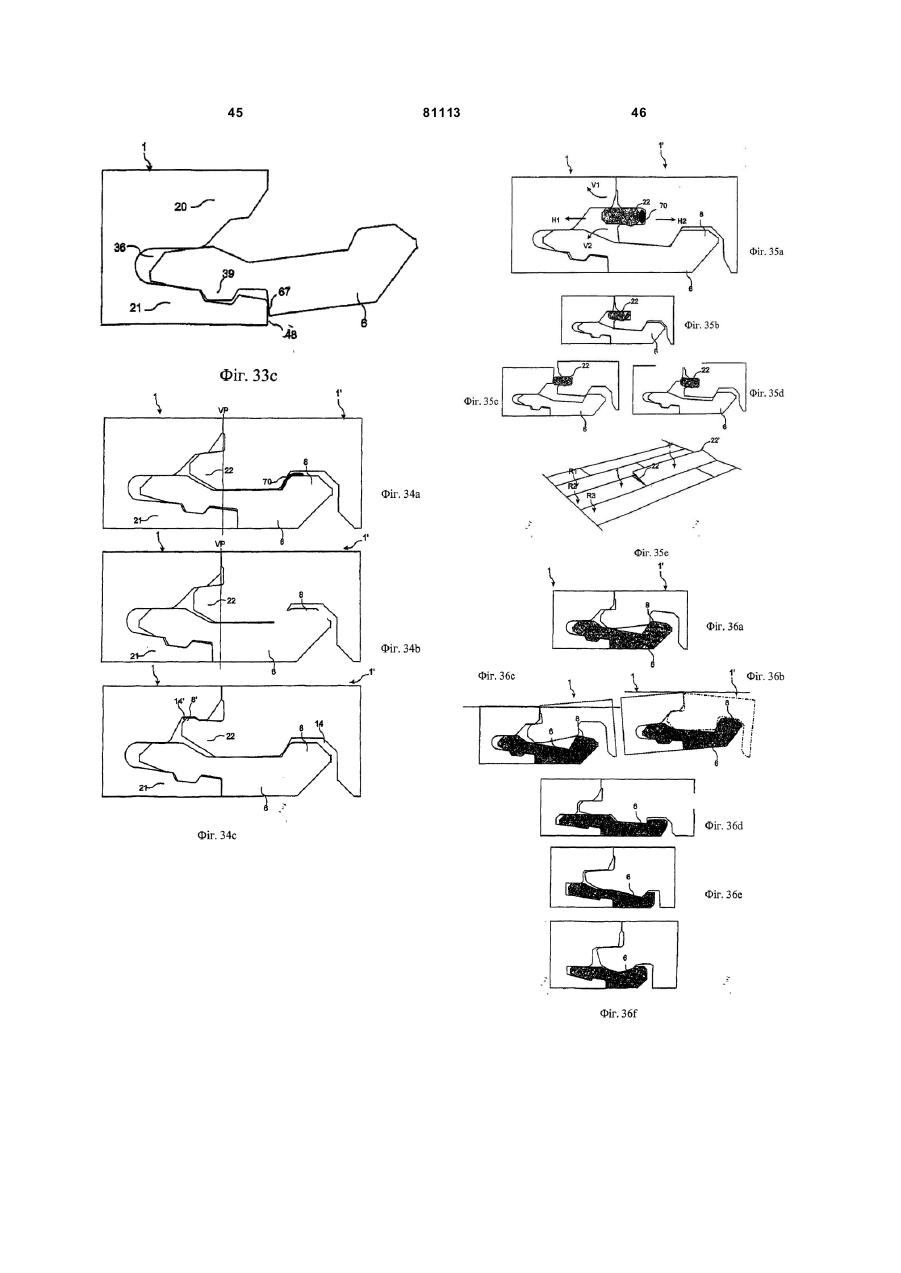
так, що верхні з'єднувальні ребра дошки настилу з по суті ідентичною дошкою настилу у з'єднаному стані утворюють вертикальну площину (VP),
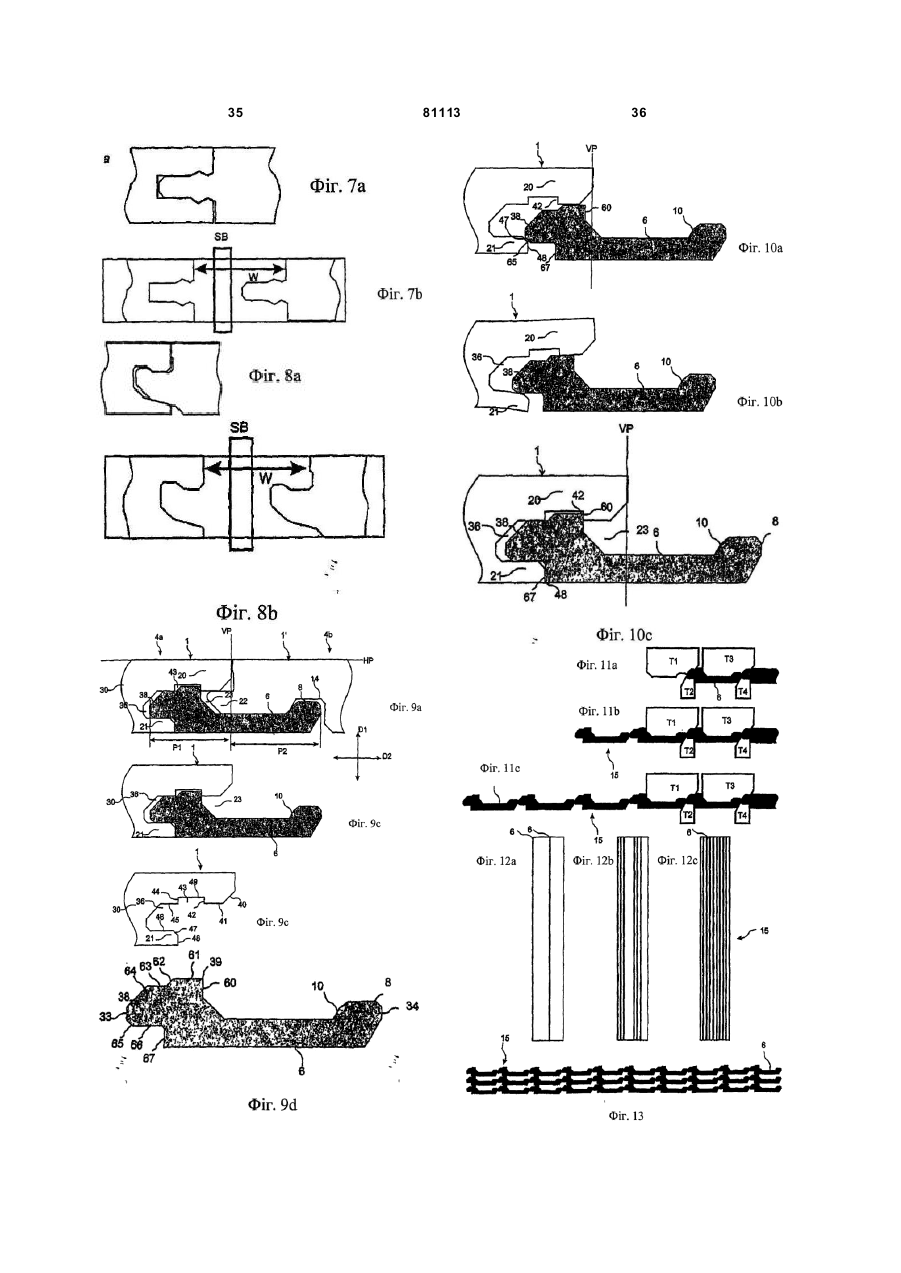
з'єднувальні засоби (6, 8, 14) виконані з можливістю з'єднання дошки (1) настилу з по суті ідентичною дошкою (1') настилу щонайменше у горизонтальному напрямі (D2), перпендикулярному до вертикальної площини (VP),
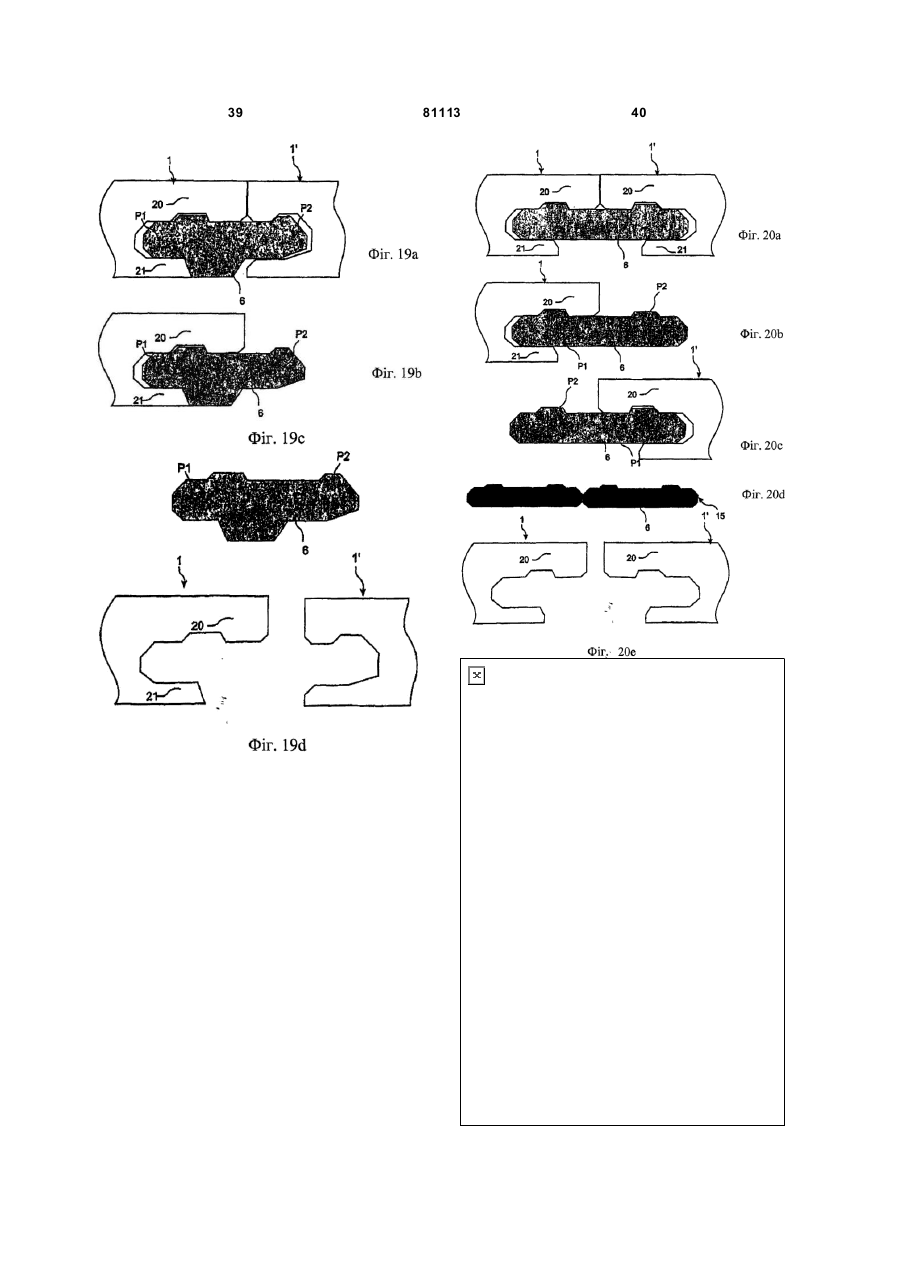
з'єднувальні засоби містять замикаючу смугу (6), яка виступає з вертикальної площини (VP) і несе замикаючий елемент (8), призначений для взаємодії у з'єднаному стані з відкритою донизу замикаючою канавкою (14) вказаної по суті ідентичної дошки,
при цьому замикаюча смуга (6) складається з окремої деталі, яка розташована на дошці (1), і
у горизонтальному (D2) і вертикальному (D1) напрямах механічно прикріплена до дошки (1) настилу,
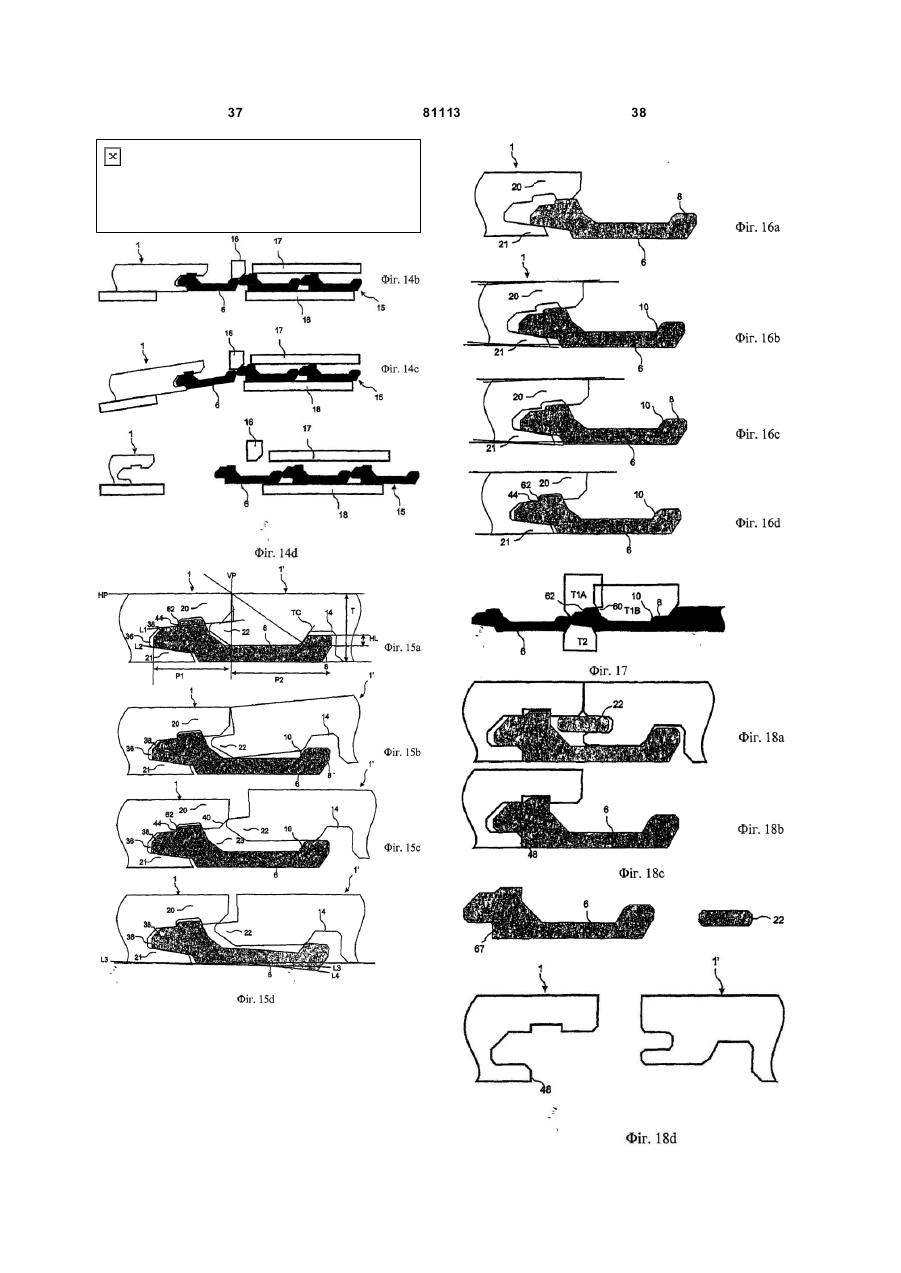
при цьому замикаюча смуга виконана з можливістю з'єднання дошки настилу з по суті ідентичною дошкою (1') настилу шляхом щонайменше встановлення під кутом,
яка відрізняється тим, що замикаюча смуга (6) по суті виконана з обробленого листового матеріалу.
2. Дошка настилу за п. 1, яка відрізняється тим, що з'єднувальні засоби (6, 8, 14) виконані з можливістю з'єднання дошки настилу з по суті ідентичною дошкою настилу також защіпанням по суті у горизонтальному напрямі (D2).
3. Дошка настилу за п. 1, яка відрізняється тим, що з'єднувальні засоби (6, 8, 14) виконані з можливістю від'єднання дошки настилу (1) від по суті ідентичної дошки настилу (1’) кутовим рухом у напрямі, протилежному вказаному встановленню під кутом.
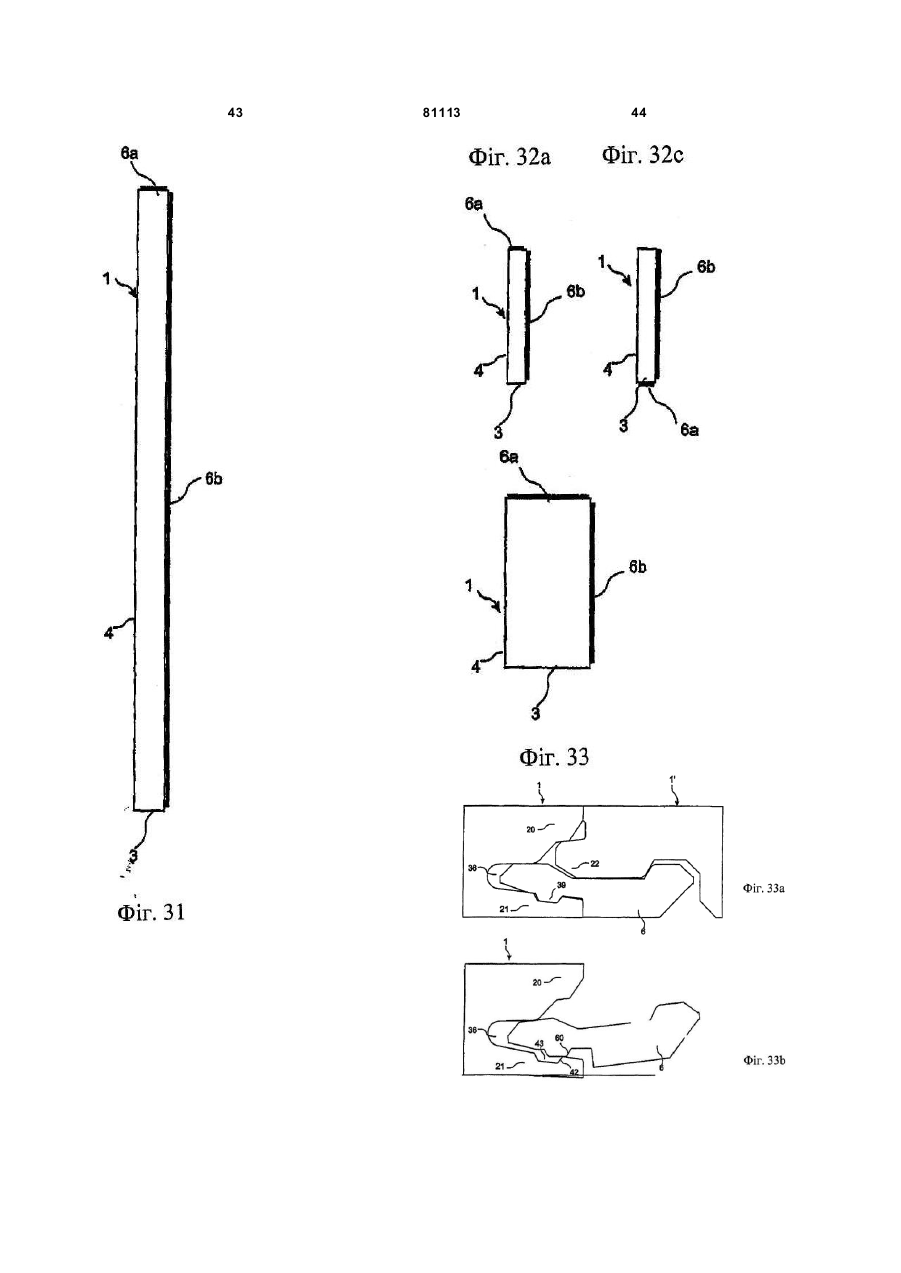
4. Дошка настилу за п. 1, яка відрізняється тим, що містить канавку (36) для смуги, призначену для приймання вказаної смуги (6), і канавку (23) для язичка, яка, для з'єднання у вертикальному напрямі (D1), перпендикулярному до головної площини дошки (1) настилу, призначена для приймання язичка (22), розташованого на по суті ідентичній дошці (1') настилу, при цьому щонайменше одна поверхня (60) канавки (23) для язичка складається із замикаючої смуги (6).
5. Дошка настилу за п. 4, яка відрізняється тим, що містить замикаючу поверхню (42), розташовану у канавці (36) для смуги і виконану з можливістю взаємодії із замикаючою поверхнею (60), розташованою на замикаючій смузі (6).
6. Дошка настилу за п. 5, яка відрізняється тим, що замикаюча поверхня (42), розташована у канавці для смуги, розташована на нижньому виступі (21), який визначає канавку (36) для смуги, причому замикаюча поверхня (60), розташована на замикаючій смузі, виконана на нижній поверхні вказаної замикаючої смуги (6).
7. Дошка настилу за одним з попередніх пунктів, яка відрізняється тим, що замикаюча смуга (6) виконана з можливістю від'єднання від дошки настилу (1) кутовим рухом у напрямі, протилежному вказаному встановленню під кутом.
8. Дошка настилу за одним з пп. 1-4, яка відрізняється тим, що замикаюча смуга (6) розміщена у канавці (36) для смуги, розташованої у ділянці ребра дошки (1) настилу, за допомогою чого замикаюча смуга утримується на місці у горизонтальному напрямі (D2) силами тертя і, факультативно, клеєм.
9. Дошка настилу за одним з попередніх пунктів, яка відрізняється тим, що замикаюча смуга (6) по суті виконана з матеріалу на основі деревини.
10. Дошка настилу за п. 9, яка відрізняється тим, що матеріал на основі деревини вибраний з групи, яка складається з суцільної деревини, деревно-стружкової плити, клеєної фанери, ДВПВЩ, ДВПСЩ і щільного ламінату.
11. Дошка настилу за пп. 9 або 10, яка відрізняється тим, що матеріал на основі деревини просочений і/або покритий агентом, що поліпшує його властивості.
12. Дошка настилу за одним з пп. 9-11, яка відрізняється тим, що матеріал на основі деревини містить полімерний матеріал, який стверджують.
13. Дошка настилу за одним з попередніх пунктів, яка відрізняється тим, що дошка (1) настилу є чотиристоронньою і вздовж щонайменше двох взаємно перпендикулярних ділянок ребра (5а, 4а) має перший (6', 8', 14') і другий (6, 8, 14) набори з'єднувальних засобів.
14. Дошка настилу за одним з попередніх пунктів, яка відрізняється тим, що перший набір з'єднувальних засобів (6', 8', 14') розташований на короткій стороні (5 а) дошки настилу, а другий набір з'єднувальних засобів (6, 8, 14) розташований на довгій стороні дошки настилу, при цьому перший набір з'єднувальних засобів (6', 8', 14') відрізняється від другого набору з'єднувальних засобів (6, 8, 14) властивістю матеріалу або складом матеріалу.
15. Дошка настилу за п. 14, яка відрізняється тим, що замикаюча смуга (6), що входить у перший набір з'єднувальних засобів (6', 8', 14'), виконана відмінною за властивістю матеріалу або за складом матеріалу від замикаючої смуги (6), що входить у другий набір з'єднувальних засобів (6, 8, 14).
16. Дошка настилу за п. 15, яка відрізняється тим, що замикаюча смуга (6'), яка входить у перший набір з'єднувальних засобів (6', 8', 14'), має більш високу міцність, ніж замикаюча смуга (6), яка входить у другий набір з'єднувальних засобів (6, 8, 14).
17. Спосіб виготовлення дошки настилу (1'), що містить з'єднувальні засоби (6, 8, 14), інтегровані з дошкою настилу і виконані з можливістю з'єднання дошки настилу (1) з по суті ідентичною дошкою настилу (1'),
так, що верхні з'єднувальні ребра дошки настилу і по суті ідентичної дошки настилу у з'єднаному стані утворюють вертикальну площину (VP),
при цьому з'єднувальні засоби (6, 8, 14) виконані з можливістю з'єднання дошки (1) настилу з по суті ідентичною дошкою (1') настилу щонайменше у горизонтальному напрямі (D2), перпендикулярному до вертикальної площини (VP),
при цьому з'єднувальні засоби (6, 8, 14) містять замикаючу смугу (6), яка виступає за вертикальну площину (VP) і несе замикаючий елемент 8, призначений для взаємодії у з'єднаному стані з відкритою вниз замикаючою канавкою (14) по суті ідентичної дошки (1') настилу, що містить етапи, на яких:
формують замикаючу смугу (6) як окрему деталь, розташовану на дошці (1) настилу,
механічно кріплять замикаючу смугу (6) на дошці настилу у горизонтальному та у вертикальному напрямах, і
формують замикаючу смугу (6) для з'єднання дошки настилу з по суті ідентичною дошкою настилу щонайменше встановленням під кутом, який відрізняється тим, що формують замикаючу смугу (6) шляхом обробки листового матеріалу.
18. Спосіб за п. 17, який відрізняється тим, що кріплять замикаючу смугу (6) до дошки (1) настилу защіпанням у по суті горизонтальному напрямі (D2).
19. Спосіб за будь-яким з пп. 17 і 18, який відрізняється тим, що замикаючу смугу (6) кріплять до дошки (1) настилу встановленням під кутом.
20. Спосіб за п. 17, який відрізняється тим, що замикаючу смугу (6) вставляють у канавку (36) для смуги, розташовану у ділянці ребра дошки (1) настилу, за допомогою чого замикаюча смуга утримується на місці у горизонтальному напрямі (D2) силами тертя і, факультативно, клеєм.
21. Спосіб за будь-яким з пп. 17-20, який відрізняється тим, що замикаючу смугу (6) включають у смугову заготовку (15), яка містить щонайменше дві по суті ідентичні замикаючі смуги, при цьому замикаючу смугу (6) зачіплюють за дошку (1) настилу і замикаючу смугу (6) відділяють від смугової заготовки (15).
Текст
1. Дошка (1) настилу, яка містить з'єднувальні засоби (6, 8, 14), інтегровані з дошкою і виконані з можливістю з'єднання дошки з по суті ідентичною дошкою (1') настилу, так, що верхні з'єднувальні ребра дошки настилу з по суті ідентичною дошкою настилу у з'єднаному стані утворюють вертикальну площину (VP), з'єднувальні засоби (6, 8, 14) виконані з можливістю з'єднання дошки (1) настилу з по суті ідентичною дошкою (1') настилу щонайменше у горизонтальному напрямі (D2), перпендикулярному до вертикальної площини (VP), з'єднувальні засоби містять замикаючу смугу (6), яка виступає з вертикальної площини (VP) і несе замикаючий елемент (8), призначений для взаємодії у з'єднаному стані з відкритою донизу замикаючою канавкою (14) вказаної по суті ідентичної дошки, при цьому замикаюча смуга (6) складається з окремої деталі, яка розташована на дошці (1), і у горизонтальному (D2) і вертикальному (D1) напрямах механічно прикріплена до дошки (1) настилу, 2 (19) 1 3 81113 4 чого замикаюча смуга утримується на місці у горизонтальному напрямі (D2) силами тертя і, факультативно, клеєм. 9. Дошка настилу за одним з попередніх пунктів, яка відрізняється тим, що замикаюча смуга (6) по суті виконана з матеріалу на основі деревини. 10. Дошка настилу за п. 9, яка відрізняється тим, що матеріал на основі деревини вибраний з групи, яка складається з суцільної деревини, деревностружкової плити, клеєної фанери, ДВПВЩ, ДВПСЩ і щільного ламінату. 11. Дошка настилу за пп. 9 або 10, яка відрізняє ться тим, що матеріал на основі деревини просочений і/або покритий агентом, що поліпшує його властивості. 12. Дошка настилу за одним з пп. 9-11, яка відрізняє ться тим, що матеріал на основі деревини містить полімерний матеріал, який стверджують. 13. Дошка настилу за одним з попередніх пунктів, яка відрізняє ться тим, що до шка (1) настилу є чотиристоронньою і вздовж щонайменше двох взаємно перпендикулярних ділянок ребра (5а, 4а) має перший (6', 8', 14') і др угий (6, 8, 14) набори з'єднувальних засобів. 14. Дошка настилу за одним з попередніх пунктів, яка відрізняється тим, що перший набір з'єднувальних засобів (6', 8', 14') розташований на короткій стороні (5 а) дошки настилу, а др угий набір з'єднувальних засобів (6, 8, 14) розташований на довгій стороні дошки настилу, при цьому перший набір з'єднувальних засобів (6', 8', 14') відрізняється від другого набору з'єднувальних засобів (6, 8, 14) властивістю матеріалу або складом матеріалу. 15. Дошка настилу за п. 14, яка відрізняється тим, що замикаюча смуга (6), що входить у перший набір з'єднувальних засобів (6', 8', 14'), виконана відмінною за властивістю матеріалу або за складом матеріалу від замикаючої смуги (6), що входить у др угий набір з'єднувальних засобів (6, 8, 14). 16. Дошка настилу за п. 15, яка відрізняється тим, що замикаюча смуга (6'), яка входить у перший набір з'єднувальних засобів (6', 8', 14'), має більш високу міцність, ніж замикаюча смуга (6), яка входить у др угий набір з'єднувальних засобів (6, 8, 14). 17. Спосіб виготовлення дошки настилу (1'), що містить з'єднувальні засоби (6, 8, 14), інтегровані з дошкою настилу і виконані з можливістю з'єднання дошки настилу (1) з по суті ідентичною дошкою настилу (1'), так, що вер хні з'єднувальні ребра дошки настилу і по суті ідентичної дошки настилу у з'єднаному стані утворюють вертикальну площину (VP), при цьому з'єднувальні засоби (6, 8, 14) виконані з можливістю з'єднання дошки (1) настилу з по суті ідентичною дошкою (1') настилу щонайменше у горизонтальному напрямі (D2), перпендикулярному до вертикальної площини (VP), при цьому з'єднувальні засоби (6, 8, 14) містять замикаючу смугу (6), яка виступає за вертикальну площину (VP) і несе замикаючий елемент 8, призначений для взаємодії у з'єднаному стані з відкритою вниз замикаючою канавкою (14) по суті ідентичної дошки (1') настилу, що містить етапи, на яких: формують замикаючу смугу (6) як окрему деталь, розташовану на дошці (1) настилу, механічно кріплять замикаючу смугу (6) на дошці настилу у горизонтальному та у вертикальному напрямах, і формують замикаючу смугу (6) для з'єднання дошки настилу з по суті ідентичною дошкою настилу щонайменше встановленням під кутом, який відрізняється тим, що формують замикаючу смугу (6) шляхом обробки листового матеріалу. 18. Спосіб за п. 17, який відрізняється тим, що кріплять замикаючу смугу (6) до дошки (1) настилу защіпанням у по суті горизонтальному напрямі (D2). 19. Спосіб за будь-яким з пп. 17 і 18, який відрізняє ться тим, що замикаючу смугу (6) кріплять до дошки (1) настилу встановленням під кутом. 20. Спосіб за п. 17, який відрізняється тим, що замикаючу смугу (6) вставляють у канавку (36) для смуги, розташовану у ділянці ребра дошки (1) настилу, за допомогою чого замикаюча смуга утримується на місці у горизонтальному напрямі (D2) силами тертя і, факультативно, клеєм. 21. Спосіб за будь-яким з пп. 17-20, який відрізняє ться тим, що замикаючу смугу (6) включають у смугову заготовку (15), яка містить щонайменше дві по суті ідентичні замикаючі смуги, при цьому замикаючу смугу (6) зачіплюють за дошку (1) настилу і замикаючу смугу (6) відділяють від смугової заготовки (15). Даний винахід загалом відноситься до галузі механічних замикаючих систем для дощок настилу. Даний винахід відноситься до дощок настилу, обладнаних такими замикаючими системами, і до способів виготовлення дощок настилу з такими замикаючими системами. Даний винахід особливо придатний для використання у механічних замикаючих системах, що відносяться до типу, описаного і показаного, [наприклад, у WO9426999, WO9966151, WO9966152, SE 0100100-7 SE 0100101-5 (правовласник Valinge Aluminium AB)], але може бути використаний і в інших механічних замикаючих системах, які можуть застосовуватися для з'єднання мостин. Більш конкретно, даний винахід відноситься, передусім, до настилів, що відносяться до типу, який має основу і декоративний поверхневий шар, розташований на верхній стороні основи. Даний винахід особливо придатний для використання у плаваючих підлогах, які виготовлені з дощок настилу, механічно з'єднаних за допомогою механічної системи, інтегрованої з 5 81113 дошкою настилу, тобто змонтованої на підприємстві, і які складаються з одного або більше шарів фанери, декоративного ламінату або декоративного пластику, проміжної основи на базі матеріалу з деревних волокон або з пластику і, переважно, нижнього вирівнювального шару на задній стороні основи, і які виготовляються шляхом розпилювання великих елементів настилу на панелі настилу. Наведений нижче опис попередніх те хнологій, проблем відомих систем, а також задач і ознак даного винаходу, таким чином, як не обмежувальний приклад, направлений, передусім на дану галузь застосування і, зокрема на настил з ламінату, виконаного у формі прямокутних до щок настилу, призначених для механічного з'єднання по довгих сторонах і по коротких сторонах. Однак, потрібно підкреслити, що даний винахід може використовуватися у будьяких дошках настилу з будь-якими замикаючими системами, де дошки настилу можуть з'єднуватися за допомогою механічних замикаючих систем у горизонтальному і вертикальному напрямах. Даний винахід, таким чином, може застосовуватися також, наприклад, у настилах з суцільної деревини, у паркетних настилах з основою з дерева або матеріалу на основі деревних волокон, і т.п. настилах, виготовлених у формі окремих панелей настилу, у настила х з видрукуваною і, переважно, покритою лаком поверхнею і т.п. Даний винахід може використовува тися і для з'єднання, наприклад, стінових панелей. Підлоги з ламінату звичайно складаються з основи, виконаної з деревно-волокнистої плити товщиною 7-8мм, верхнього декоративного поверхневого шару з ламінату товщиною 0,20,8мм, і нижнього вирівнювального шару товщиною 0,1-0,6мм з ламінату, пластику, паперу або подібного матеріалу. Поверхневий шар створює зовнішній вигляд і забезпечує довговічність дошки настилу. Основа забезпечує стійкість, а вирівнювальний шар утримує дошку плоскою при зміні величини відносної вологості (RH) протягом року. Дошки настилу укладають вільно, тобто без приклеювання, на чорну підлогу. Традиційні жорсткі дошки настилу на плаваючій підлозі такого тину звичайно з'єднують клейовими шпунтованими з'єднаннями (тобто, з'єднаннями, в яких беруть участь виступ на одній дошці настилу і канавка під цей виступ на сусідній дошці настилу) по довгій стороні і по короткій стороні. При укладанні настилу дошки підводять одна до одної у горизонтальному напрямі, за рахунок чого виступ, розташований вздовж з'єднувального ребра однієї дошки входить у паз, розташований вздовж з'єднувального ребра сусідньої дошки. Один і той же спосіб використовують і для короткої сторони і для довгої сторони. На додаток до таких традиційних підлог, які збираються на клейових шп унтованих з'єднаннях, нещодавно були розроблені дошки настилу, які не потребують застосування клею і, замість цього, з'єднуються механічно за допомогою так званих механічних замикаючих систем. Ці системи містять замикаючі засоби, які замикають дошки 6 горизонтально і вертикально. Механічні замикаючі системи звичайно виконують шляхом обробки основи дошки. Альтернативно, деталі замикаючої системи можуть бути виконані з іншого матеріалу, такого як алюміній, який інтегрований з підлоговою дошкою, тобто, з'єднаний з дошкою настилу під час її виготовлення. Основні переваги плаваючої підлоги з механічними замикаючими системами полягають у тому, що вони можуть укладатися легко і швидко з різними комбінаціями кута заходу і защіпання. їх також можна легко розбирати і повторно використовува ти в іншому місці. Ще однією перевагою механічних замикаючих систем є те, що торцеві ділянки дошки настилу можуть виконуватися з матеріалів, які не обов'язково володіють хорошими властивостями склеювання. Найбільш поширеним матеріалом основи є деревно-волокниста плита, що володіє високою щільністю і хорошою стабільністю, яку називають ДВПВЩ. Іноді для основи використовують ДВПСЩ - деревно-волокнисту плиту середньої щільності. Підлоги з ламінату і багато інших підлог з поверхневим шаром з пластику, дерева, шпону, корка і т.п., виготовляють прикріплюючи до матеріалу основи поверхневий шар і вирівнювальний шар. Таке прикріплення може здійснюватися шляхом приклеювання заздалегідь виготовленого декоративного шару, наприклад, коли дошка настилу оснащується декоративним ламінатом високого тиску, який виготовляється під час окремої технологічної операції, при якій множину просочених листів паперу спресовують під тиском і при високій температурі. Однак, у цей час найпоширенішим способом виготовлення настилів з ламінату є пряме ламінування, яке базується на більш сучасному принципі, відповідно до якого і виготовлення ламінату, і кріплення його до дошки настилу здійснюють на одному і тому ж виробничому етапі. Просочені листи паперу наносять безпосередньо на дошку і спресовують під тиском і при високій температурі без якого-небудь приклеювання. Крім цих двох способів використовують і декілька інших способів створення основи з поверхневим шаром. Основу також можна виконати з поверхневим шаром з дерева, шпону, декоративного паперу або пластикового покриття і потім ці матеріали можна покривати зносостійким шаром. Основу також можна оснащувати м'яким зносостійким шаром, наприклад, нетканим матеріалом. Такий настил володіє хорошими акустичними властивостями. Як правило, вказані вище способи дозволяють одержати елемент настилу у вигляді великої дошки, яку потім розпилюють, наприклад, на десять панелей настилу, з яких шляхом механічної обробки одержують дошки настилу. Згадані вище способи можуть у деяких випадках дозволити одержати готові панелі настилу і, таким чином, не потребують розпилювання до механічної обробки для одержання готових дощок настилу. Індивідуальні панелі настилу звичайно виготовляють коли панелі вже мають поверхневий шар з дерева або шпону. 7 81113 У всіх випадках згадані вище панелі настилу індивідуально обробляються вздовж ребер для одержання дощок настилу. Обробка ребер ведеться на складних фрезерних верстатах, на яких панелі настилу точно позиціонують між одним або більше ланцюгів або стрічок так, що панель настилу може переміщуватися з високою швидкістю і з великою точністю повз декілька фрезерних головок, обладнаних алмазними або металевими фрезами, які обробляють ребро панелі настилу. Використовуючи декілька фрезерних головок, що працюють під різними кутами, можна формувати складну геометрію шва зі швидкістю, яка перевищує 100м/хв. з точністю ±0,02мм. У наведеному нижче описі видима поверхня змонтованої дошки настилу називається "передня сторона", а протилежна сторона дошки настилу називається "задня сторона". Використовуваний вихідний листовий матеріал називається "основа". Коли основа покрита поверхневим шаром, найближчим до передньої сторони і, переважно, вирівнювальним шаром, найближчим до задньої сторони, утворюється напівфабрикат, який називається "панель настилу" або "елемент настилу", у випадку, коли цей напівфабрикат при подальшій операції ділиться на множину згаданих вище панелей настилу. Коли ребра панелі настилу оброблені для надання їм остаточної форми для з'єднувальної системи, вони називаються "дошки настилу". Під "поверхневим шаром" розуміються всі шари, які нанесені на основу ближче до передньої сторони і переважно покривають всю передню сторону дошки настилу. Під "декоративним поверхневим шаром" розуміється шар, який призначений головним чином для надання підлозі її декоративного зовнішнього вигляду. "Зносостійкий шар" відноситься до шару, який головним чином пристосований для підвищення довговічності передньої сторони. У настилі з ламінату цей шар як правило складається з прозорого листа паперу з домішкою оксиду алюмінію, який просочений меламіновою смолою. Під "підсилювальним шаром" розуміється шар, який головним чином призначений для підвищення здатності поверхневого шару чинити опір ударам і тиску і, у деяких випадках, для компенсації нерівностей основи так, щоб вони не були видимі на поверхні. У ламінатах високого тиску такий підсилювальний шар звичайно складається з коричневого крафт-паперу, що просочився фенольною смолою. Під "горизонтальною площиною" розуміється площина, що проходить паралельно до зовнішньої частини поверхневого шару. С уміжні верхні частини двох сусідніх з'єднувальних швів двох з'єднаних дощок настилу спільно визначають "вертикальну площину", перпендикулярну до горизонтальної площини. Зовнішні частини дошки настилу на ребрі дошки настилу між передньою частиною і задньою частиною називаються "з'єднувальне ребро". Як правило, з'єднувальне ребро має декілька "з'єднувальних поверхонь", які можуть бути вертикальними, горизонтальними, похилими, 8 округленими, скошеними і т.д. Ці з'єднувальні поверхні існують на різних матеріалах, наприклад, ламінаті, ДВП, деревині, пластику, металі (особливо, на алюмінії) або на ущільнювальному матеріалі. Під "ділянкою з'єднувального ребра" розуміється з'єднувальне ребро дошки настилу і частина ділянок дошки настилу, найближчих до з'єднувального ребра. Під "з'єднанням" або "з'єднувальною системою" розуміється взаємодіючий засіб з'єднання, який з'єднує дошки настилу вертикально і/або горизонтально. Під "механічною замикаючою системою" розуміється, що з'єднання може здійснюватися без клею. Механічні замикаючі системи можуть у багатьох випадках також з'єднуватися на клеї. Під "матеріалом на основі деревини" розуміються матеріали, які по суті складаються з комбінацій деревини і/або волокон деревини. До прикладів таких матеріалів відносяться суцільна деревина, деревні бруски, деревостружкова плита (ДСП), клеєна фанера, ДВПВЩ, ДВПСЩ, щільний ламінат і подібні матеріали. Матеріали на основі деревини, що містять волокна деревини, можуть зв'язуватися зв'язуючим, яке відноситься до типу термореактивного пластику і т.п., наприклад, меламін, фенол або сечовина. Дані матеріали характеризуються хорошою здатністю до формоутворення шляхом обробки різанням і відносно невеликим коефіцієнтом теплового розширення. До матеріалів на основі деревини не відносяться матеріали, що містять деревину або волокна деревини лише у малих кількостях. Термореактивні пластики, армовані деревними волокнами, також не відносяться до "матеріалів на основі деревини". Під "смуговою заготовкою" розуміються дві або більше замикаючих смуг, виконаних шляхом надання форми вихідному матеріалу, але які залишаються у вигляді однієї деталі. Приклади таких смугови х заготовок будуть описані нижче. Під "фіксацією" розуміється з'єднання за допомогою замикаючої смуги за даним винаходом, при якому замикаюча смуга повинна бути щонайменше достатньо прикріплена до дошки настилу, щоб випадково не впасти під час перенесення дошки настилу на підприємствівиробнику, під час транспортування і/або монтажу. Термін "фіксація", таким чином, не виключає того, що замикаюча смуга може бути знімною. Термін "фіксація" також не виключає того, що замикаюча смуга після, наприклад, встановлення на підприємстві-виробнику або до встановлення у з'єднувальному ребрі дошки настилу, може у деякій мірі зміщуватися з призначеного для неї положення відносно дошки настилу, наприклад, через те, що з'єднання дошки настилу і замикаючої смуги не доведене до кінця. Більш того, термін "фіксація" не виключає того, що замикаюча смуга, зафіксована на дошці настилу, може бути виконана з можливістю зміщення паралельно до з'єднувального ребра дошки настилу. Під "механічною фіксацією" розуміється фіксація, здійснювана по суті завдяки формі. 9 81113 Під "защіпанням" розуміється з'єднання, яке виникає на першій фазі за рахунок згинання або стиснення з'єднуваної деталі, а на другій фазі - за рахунок повного або часткового пружинистого повернення у ви хідне положення або розширення. "Встановлення під кутом" означає з'єднання, яке виникає внаслідок руху повороту, під час якого між двома з'єднуваними або роз'єднуваними деталями відбувається зміна кута, під яким вони розташовані по відношенню одна до одної. Коли встановлення під кутом відноситься до з'єднання двох дощок настилу, кутове переміщення може відбуватися коли верхні частини з'єднувальних ребер знаходяться у контакті одна з одною щонайменше протягом частини цього переміщення. Описані вище способи можуть використовува тися для виробництва настилів з ламінату, які є у вищій мірі натуральними копіями дерев'яних настилів, каменю, керамічної плитки і т.п., і які дуже легко монтувати, використовуючи механічні замикаючі системи. Довжина і ширина дощок настилу як правило складає 1,2*0,2м. Нещодавно на ринок також були випущені настили з ламінату в інши х типорозмірах. Однак, способи, що використовуються для виробництва таких дощок настилу з механічними замикаючими системами, залишаються відносно дорогими, оскільки обробка з'єднувальних ділянок для формування механічної замикаючої системи приводить до утворення істотної кількості відходів, зокрема коли ширина дощок настилу зменшується для збільшення довжини з'єднувальних ділянок на квадратний метр поверхні підлоги. Якби механічні замикаючі системи можна було спростити, зробити дешевшими і розширити їх функціональність, то з'явилася б можливість виробляти нові типорозміри та істотно розширити ринок для такого тину настилів. Для полегшення розуміння і опису даного винаходу, а також для ознайомлення з проблемами, що стоять за цим винаходом, нижче наведений опис основ конструкції і функцій дощок настилу [за WO9426999] і принципів виготовлення, які застосовуються при виробництві настилів з ламінату з посиланнями на Фіг.1-8 доданих креслень. У застосовних місцях подальший опис попередньої технології також відноситься і до варіантів даного винаходу, який описується нижче. На Фіг.3а і 3b показана дошка 1 настилу [за WO9426999] зверху і знизу відповідно. Дошка 1 виконана прямокутною і має верхню сторону 2, нижню сторону 3, дві протилежних довгих сторони зі з'єднувальними ребрами 4а і 4b відповідно, і дві протилежних коротких сторони зі з'єднувальними ребрами 5а і 5b відповідно. І ділянки 4а, 4b з'єднувального ребра по довгих сторонах, і ділянки 5а, 5b з'єднувального ребра по коротких сторонах можуть з'єднуватися механічно без клею у напрямі D2, як показано на Фіг.1с, щоб зустрітися на вертикальній площині VP (показаній на Фіг.2с) і таким чином, щоб при монтажі їх верхні сторони були розташовані у спільній горизонтальній площині HP (показаній на Фіг.2с). 10 У показаному варіанті, який є прикладом дошки настилу [за WO9426999] (Фіг.1-3 доданих креслень), дошка 1 має встановлену на підприємстві-виробнику плоску смугу 6, яка проходить по всій довгій стороні 4а і виконана з пружного листа алюмінію, що гнеться. Смуга 6 виступає назовні за вертикальну площину VP на ділянці 4а з'єднувального ребра. Смуга 6 може кріпитися механічно, як показано у даному прикладі, або приклеюватися, або кріпитися іншим способом. Як вказано у зазначених публікаціях, є можливість використання матеріалу для смуги, який кріпиться до дошки настилу на підприємствівиробнику, а також й інших матеріалів, наприклад листів з якого-небудь іншого металу, алюмінію або пластикових секцій. Як також вказано [у WO9426999], смуга 6 може замість цього виконуватися за одне ціле з дошкою 1 шляхом відповідної обробки основи дошки 1. Даний винахід в основному застосовний для поліпшення дощок настилу, в яких смуга 6 або щонайменше її частина виконана за одне ціле з основою і даний винахід вирішує особливі проблеми, які існують у таких дошках настилу та у процесах їх обробки. Основа дошки не обов'язково, хоча це і є переважним, повинна виготовлятися з однорідного матеріалу. Смуга 6 завжди інтегрована з дошкою 1, тобто вона повинна формуватися на дошці або кріпитися на підприємстві-виробнику. Подібна, хоча і більш коротка смуга 6' встановлена вздовж короткої сторони 5а дошки 1. Частина смуги 6, що виступає за вертикальну площину VP, виконана із замикаючим елементом 8, який проходить вздовж всієї смуги 6. Замикаючий елемент 8 у нижній частині має робочу замикаючу поверхню 10, що повернена до вертикальної площини VP і має висоту, наприклад, 0,5мм. Під час укладання настилу ця замикаюча поверхня взаємодіє із замикаючою канавкою 14, яка виконана у нижній поверхні 3 ділянки 4b з'єднувального ребра на протилежній довгій стороні сусідньої дошки 1'. Смуга 6' вздовж однієї короткої сторони оснащена відповідним замикаючим елементом 8', а ділянка 5b з'єднувального ребра на протилежній короткій стороні має відповідну замикаючу канавку 14'. Ребра замикаючих канавок 14, 14' повернені від вертикальної площини VP, утворюючи робочу замикаючу поверхню 10' для взаємодії з робочою замикаючою поверхнею 10 замикаючого елемента. Для механічного з'єднання довгих сторін, так само, як і коротких сторін, у вертикальному напрямі (напрям D1 на Фіг.1с), у дошці 1 по одній довгій стороні (ділянка 4а з'єднувального ребра) і по одній короткій стороні (ділянка 5а з'єднувального ребра) виконаний відкритий у бічному напрямі паз або канавка 16. Зверху вона визначена верхнім виступом на ділянках 4а, 5 а з'єднувального ребра, а знизу відповідними смугами 6, 6'. На протилежних ділянках 4b, 5b ребра є верхня відфрезерована ділянка 18, яка визначає замикаючий язичок 20, що взаємодіє з пазом або канавкою 16 (дні. Фіг.2а). 11 81113 На Фіг.1а-1с показано; як здійснюють з'єднання двох довгих сторін 4а, 4b двох таких дощок 1, 1' на основі U шляхом встановлення під кутом, з поворотом навколо центра С, що знаходиться поряд з перетином горизонтальної площини HP і вертикальної площини VP, у той час як дошки утримуються по суті у контакті одна з одною. На Фіг.2а-2с показане виконання з'єднання із защіпанням коротких сторін 5а, 5b дощок 1, 1'. Довгі сторони 4а, 4b можна з'єднувати обома способами, тоді як з'єднання коротких сторін 5а, 5b після укладання першого ряду дощок настилу звичайно здійснюють простим защіпанням після з'єднання довгих сторін 4а, 4b. Коли нову дошку 1' і раніше укладену дошку 1 необхідно з'єднати по їх з'єднувальних ребрах на довгих сторонах, відповідно до Фіг.1а-1с, ребро довгої сторони 4b нової дошки 1' притискають до ребра 4а довгої сторони раніше укладеної дошки 1 відповідно до Фіг.1а так, щоб замикаючий язичок 20 увійшов у паз або канавку 16. Потім дошку Γ повертають вниз у напрямі до чорної підлоги U відповідно до Фіг.1b. Замикаючий язичок 20 входить повністю у паз або канавку 16 і, одночасно, замикаючий елемент 8 смуги 6 защіпається у замикаючій канавці 14. Під час цього повороту вниз верхня частина 9 замикаючого елемента 8 може працювати для направлення нової дошки 1' до раніше укладеної дошки 1. У з'єднаному положенні, відповідно до Фіг.1с, дошки 1, 1' залишаються замкненими у напрямі D1 та у напрямі D2 по ребрах своїх довгих сторін 4а, 4b, однак дошки 1,1' можуть зміщуватися відносно одна одної у подовжньому напрямі стику вздовж довгих сторін, тобто, у напрямі D3. На Фіг.2а-2с показане механічне кріплення ділянок 5а, 5Ь ребра короткої сторони дощок 1 і 1', з переміщенням нової дошки Iі у напрямі D1 та у напрямі D2, при цьому дошка переміщується по суті горизонтально до раніше укладеної дошки 1. Зокрема, це може здійснюватися після того, як довга сторона нової дошки 1' шляхом встановлення під кутом за Фіг.1а-1с була з'єднана з раніше встановленою дошкою 1 сусіднього ряду. На першому етапі за Фіг.2а скошені поверхні на ребрах паза 16 і замикаючого язичка 20, відповідно, взаємодіють так, що смуга 6' відгинається вниз внаслідок з'єднання ділянок 5а, 5Ь ребра коротких сторін. При остаточному з'єднанні смуга 6' відщіпається вгору і замикаючий елемент 8' входить у замикаючу канавку 14' так, що робочі замикаючі поверхні 10, 10' замикаючого " елемента 8' і замикаючої канавки 14', відповідно, входять у зачеплення одна з одною. Повторюючи операції, показані на Фіг.1а-1с і 2а-2с, весь монтаж можна проводити без склеювання і вздовж всіх з'єднувальних ребер. Таким чином, дошки настилу вказаного тину за прототипом можна механічно з'єднувати, як правило, по-перше, шляхом встановлення під кутом по довгій стороні і, після замикання довгої сторони, шляхом з'єднання, що защіпає, коротких сторін за допомогою горизонтального зміщення нової дошки 1' вздовж довгої сторони раніше 12 укладеної дошки 1 (у напрямі D3). Дошки 1, 1' без пошкодження швів, можуть розбиратися у зворотному порядку і, потім, укладатися знову. Частина цих принципів укладання настилу застосовна також і до даного винаходу. Замикаюча система дозволяє здійснювати зміщення вздовж з'єднувального ребра у замкненому положенні після з'єднання вибраної сторони. Таким чином, укладання настилу може здійснюватися різними способами, які є варіантами трьох базових способів: - встановлення під кутом довгої сторони і защіпання короткої сторони; - защіпання довгої сторони і защіпання короткої сторони; - встановлення під кутом короткої сторони, зміщення нової дошки вздовж короткої сторони попередньої дошки і, нарешті, встановлення під кутом цих дво х до щок. Дані способи укладання можна комбінувати зі вставкою вздовж з'єднувального ребра. Защіпання відбувається, головним чином, за рахунок горизонтального зміщення дощок у напрямі одна до одної. Замикаючу систему, однак, можна виконати так, щоб защіпання могло відбуватися за рахунок руху, який є вертикальним або кутовим до поверхні дошки настилу. Найбільш поширеним і найбезпечнішим способом укладання є спосіб, при якому довгу сторону спочатку вставляють під кутом і замикають на іншій дошці. Після цього, відбувається зсув у замкненому положенні у напрямі до короткої сторони третьої дошки так, щоб відбулося защіпання короткої сторони. Укладання також можна здійснювати так, щоб одна сторона - довга або коротка - защіпалася з іншою дошкою. Потім відбувається зсув у замкненому положенні доти, доки друга сторона не защепнеться з третьою дошкою. Ці два способи потребують защіпання щонайменше однієї сторони. Однак, укладання також можна здійснювати і без защіпання. Третя альтернатива полягає у тому, щоб коротку сторону першої дошки спочатку вставляти під кутом у напрямі короткої сторони другої дошки, яка вже з'єднана довгою стороною з третьою дошкою. Після такого з'єднання перша і друга дошка звичайно злегка нахилені вгору. Першу дошку відгинають вгору вздовж короткої сторони доки верхні з'єднувальні ребра першої і третьої дощок не увійдуть у контакт один з одним, після чого ці дві дошки разом відгинають вниз. Описані вище дошки настилу і їх замикаюча система виявилися дуже успішними на ринку. Продається багато варіантів цієї замикаючої системи, передусім для настилів з ламінату, але також і для дерев'яних настилів з поверхнею зі пшону і для паркетних настилів. Розбирання може проводитися різними способами. Однак, всі ці способи вимагають відгинання вгору довгої сторони. Потім можна вигнути вгор у короткі сторони або роз'єднати зсуваючи вздовж з'єднувального ребра. Одним виключенням є малі дошки настилу, розмір яких відповідає бруску паркету, які укладені, наприклад, 13 81113 "ялинкою". Ці малі дошки настилу можна роз'єднати витягуванням вздовж довгої сторони так, щоб коротка сторона вийшла із зачеплення. Для добре функціонуючої замикаючої системи дуже важлива можливість відгинання головним чином довгих сторін. Розбирання звичайно здійснюється починаючи з першого або останнього ряду змонтованої підлоги. На Фіг.5а-5е показаний процес виробництва настилів з ламінату. На Фіг.5а показане виготовлення ламінату високого тиску. Зносостійкий шар 34 з прозорого матеріалу і високою стійкістю до зносу просочився меламіном з домішками оксиду алюмінію. Під цим шаром 34 укладений декоративний шар 35 з паперу, просоченого меламіном. Під декоративним шаром 35 розміщений один або більше підсилювальних шарів 36а, 36b з паперу основи, просоченої фенолом і весь пакет вміщується під прес, де він твердіє під тиском і при високій температурі, утворюючи поверхневий шар 31 товщиною 0,50,8мм ламінату високого тиску. На Фіг.5с показано, як цей поверхневий шар 31 може приклеюватися, разом з балансуючим шаром 32 до основи 30 для утворення елемента 3 настилу. На Фіг.5d і 5е показане пряме ламінування. Зносостійкий шар 34 у вигляді поверхневого шару і декоративний шар 35 з декоративного паперу поміщають безпосередньо на основу 30, після чого всі три деталі, як правило, разом із заднім вирівнювальним шаром 32, поміщають під прес, де вони твердіють під тиском і при підвищеній температурі для одержання елемента 3 настилу з декоративним поверхневим шаром 31, що має товщин у приблизно 0,2мм. Після ламінування елемент настилу розпилюють на панелі настилу. Коли механічну замикаючу систему вигото вляють за одне ціле з основою дошки настилу, при подальшій обробці формують з'єднувальні ребра механічних замикаючих систем різних типів, які всі замикають дошки настилу у горизонтальному D2 і у вертикальному D1 напрямах. На Фіг.4а-4d показані чотири етапи виробництва дошки настилу. На Фіг.4а показані три основних компоненти - поверхневий шар 31, основа 30 і балансуючий шар 32. На Фіг.4b показаний елемент 3 настилу, де на основу нанесені поверхневий шар і вирівнювальний шар. На Фіг.4с показано, як виготовляють панелі 2 настилу, розділяючи елемент настилу. На Фіг.4d показано, як панель 2 настилу після обробки її ребер набуває остаточної форми і стає готовою дошкою 1 настилу із замикаючою системою 1, 1', яка у даному випадку є механічною, і розташованою по довгих сторонах 4а, 4b. На Фіг.6а-8b показані деякі поширені варіанти механічних замикаючих систем, що формуються шляхом обробки основи дошки настилу. На Фіг.6а, 6b показана система, яку можна відгинати і защіпати з хорошою функціональністю. На Фіг.7а, 7b показано з'єднання, що защіпається, яке не можна розчепити шляхом відгинання дошки вгору. На Фіг.8а-8b показане з'єднання, яке можна відгинати і защіпати, але яке володіє меншою 14 міцністю і меншою функціональністю, ніж система за Фіг.6. Як виявляється з даних креслень, механічні замикаючі системи мають деталі, які виступають за верхнє ребро шва і, тим самим обумовлюють виробництво дорогих відходів (w), оскільки матеріал видаляється при розпилюванні (SB), при розрізанні елемента настилу і при зрізанні матеріалу поверхні, коли основу обробляють для формування деталей замикаючої системи. Ці системи і способи їх виготовлення мають декілька недоліків, які пов'язані передусім з витратами і з функціональністю. Оксид алюмінію і підсилювальні шари, які надають настилу з ламінату його високої зносостійкості та ударостійкості, викликають підвищений знос інструмента, зубці якого містять промислові алмази. Потрібне часте і дороге перезагострювання особливо тих ділянок інструмента, які зрізують поверхневий шар. Обробка з'єднувальних ребер приводить до дорогих втрат матеріалу основи і поверхневого матеріалу при його зрізанні під час формування деталей замикаючої системи. Для формування механічної замикаючої системи з виступними деталями, ширина дошки настилу звичайно повинна бути збільшена і у багатьох випадках ширина декоративного паперу також повинна підбиратися відповідно. Це може привести до виробничих проблем і суттєвих капіталовкладень, особливо при виробництві паркетних настилів. Ме ханічна замикаюча система має більш складну геометрію, ніж традиційна замикаюча система, в якій використовується клей. Кількість фрезерних головок звичайно повинна бути збільшена, що потребує встановлення нових і більш складних фрезерних верстатів. Для досягнення необхідної міцності і гнучкості у зв'язку із защіпанням і до малого тертя у зв'язку зі зсувом у замкненому положенні, основа повинна мати високу якість. Такі вимоги до якості, необхідної для замикаючої системи, не завжди потрібні для інших власти востей настилу, таких як стабільність і ударна міцність. Завдяки замикаючій системі основа всієї дошки настилу, таким чином, повинна мати завищену якість, що підвищує собівартість виробництва. Для протидії цим проблемам використовувалися різні способи. Найважливішим способом є обмеження відстані, на яку виступні деталі виходять за верхнє з'єднувальне ребро. Це звичайно приводить до зменшення міцності і до труднощів при укладанні і розбиранні дощок настилу. Інший спосіб полягає у виготовленні деталей замикаючої системи з іншого матеріалу, наприклад, алюмінієвого листа або алюмінієвих секцій. Дані способи можуть давати велику міцність і хорошу функціональність, але, як правило, є значно більш дорогими. У деяких випадках вони дозволяють одержати дещо менші витрати, ніж варіант з обробкою, але при цьому дошки настилу є дорогими у виробництві і утворюються дорогі відходи, як, наприклад, у 15 81113 випадку, коли дошки настилу виготовляють з високоякісного ламінату високого тиску. У менш дорогих дошках з ламінату низького тиску собівартість таких замикаючих систем з металу вище, ніж у випадку, коли замикаюча система вирізається з основи дошки. Капіталовкладення у спеціальне обладнання, необхідне для формування і кріплення алюмінієвої смуги до з'єднувального ребра дошки настилу, можуть бути вельми значними. Відомо також, що на ділянки ребер можна приклеювати окремі матеріали, які потім можна формувати подальшою обробкою з'єднувальних ребер. Приклеювання є важкою операцією і процес обробки не спрощується. Дошки настилу також можна скріплювати за допомогою окремих вільних затискачів з металу, які при укладанні настилу з'єднуються з дошками. Цей спосіб дає високу тр удомісткість укладання і витрати виробництва залишаються високими. Затискачі звичайно вміщують під дошку настилу і кріплять до задньої сторони дошки. Вони незручні для використання з тонкими настилами. Приклади таких затискачів [наведені у DE 42 15 273 та в US 4,819,932]. Фіксуючі пристрої з металу [розкриті в US 4,169,688, US 5,295,341, DE 33 43 601 і JP 614,553]. [В ЕР 1 146 182] розкриваються секції з термореактивного пластику, які можна вставляти із защіпанням у ділянку ребра і які замикають дошки настилу шляхом защіпання. Всі ці альтернативи мають погану функціональність і дорожчі у виробництві і використанні, ніж попередні оброблені замикаючі системи. [У WO 96/27721] розкриті окремі з'єднувальні деталі, які прикріплені до дошки настилу приклеюванням. Однак такий спосіб дорогий і складний. [У WO 00/20705] описане з'єднання дощок настилу за допомогою не інтегрованих секцій з екструдованого термореактивного пластику. Секції мають симетричний переріз і всі показані секції допускають лише з'єднання дощок настилу за допомогою різних з'єднань, які защіпаються. Такі вільні секції ускладнюють і подовжують операцію укладання настилу. Задачею даного винаходу є усунення або істотне зменшення однієї або більше з проблем, які виникають у зв'язку з виго товленням дощок настилу з механічними замикаючими системами. Це відноситься, зокрема, до таких дощок настилу з механічними замикаючими системами, які виконуються за одне ціле з основою дошки настилу. Іншою задачею даного винаходу є створення раціонального і економічно ефективного способу виготовлення елементів, які далі повинні утворити деталі механічних замикаючих систем дощок настилу. Третьою задачею даного винаходу є створення раціонального способу з'єднання цих елементів зі з'єднувальною ділянкою дошки настилу для формування інтегрованої механічної замикаючої системи, що замикає дошки у вертикальному і горизонтальному напрямі. Четвертою задачею даного винаходу є створення замикаючої системи, яка дозволяє укладання і розбирання дощок настилу, які розташовані між першим укладеним і 16 останнім укладеним рядами у вже з'єднаному настилі. П'ятою задачею даного винаходу є створення з'єднувальної системи і дощок настилу, які можуть укладатися вертикальним рухом, паралельно до вертикальної площини. Даний винахід базується, по-перше, на тому, що деталі механічної замикаючої системи повинні бути виконані з окремої замикаючої смуги, яка може мати властивості, що відрізняються від властивостей основи дошки настилу, яка не має дорогих поверхневих шарів, важких в обробці, і яку можна виготовити з більш тонкого матеріалу, ніж матеріал основи дошки настилу. Це дозволяє зменшити кількість матеріалу, що втрачається, і замикаючій системі можна надати кращих властивостей, спеціально пристосованих до вимог до функціональності і міцності по довгій стороні і по короткій стороні. Даний винахід базується, по-друге, на тому, що окрема замикаюча смуга повинна переважно бути виконана з листового матеріалу, якому шляхом механічної обробки можна надати остаточної форми економічно ефективно і з високою точністю. Замикаюча смуга може, але не обов'язково, вже бути інтегрована з дошкою настилу при виготовленні. Це полегшує укладання. Даний винахід базується, по-третє, на знанні, що необхідно мати можливість інтегрувати замикаючу смугу з ділянкою з'єднувального ребра дошки настилу раціональним способом з великою точністю і міцністю, переважно механічним з'єднанням, де переважна альтернатива може полягати у встановленні в основу із защіпанням, по суті паралельно до горизонтальної площини дошки настилу. Защіпання, яке може бути об'єднане з кутовим переміщенням, повинно переважно здійснюватися шляхом .. зміни форми канавки під язичок у ділянці з'єднувального ребра дошки настилу. Механічне з'єднання між дошкою настилу і окремою замикаючою смугою повинно ^переважно допускати відносне переміщення між дошкою настилу і окремою замикаючою смугою вздовж з'єднувального ребра. Таким чином може з'явитися можливість усунення напружень у тих випадках, коли дошка настилу і замикаюча смуга зсуваються по-різному, коли різні матеріали переміщуються під впливом вологи і температури. Ме ханічне з'єднання забезпечує великий ступінь свободи при виборі матеріалів, оскільки проблем склеювання не існує. Замикаюча смуга, зрозуміло, може постачатися як окремий пристрій і, потім, може приєднуватися до дошки настилу у зв'язку з укладанням. З'єднання для укладання можна полегшити якщо смуги постачаються як смугова заготовка, що містить декілька замикаючих смуг, або у спеціальній касеті. Потім смуги можна з'єднувати за допомогою спеціального інструмента, де дошку настилу, наприклад, притискають до інструмента так, щоб замикаючу пластину можна було вставляти з поворотом і защіпанням. Такі вільні замикаючі пластини мають перевагу, особливо у випадках, коли вони 17 81113 виробляються шляхом обробки матеріалу дошки на основі деревини, наприклад, ДВПВЩ. Такі замикаючі пластини будуть стабільними за розмірами і їх можна виробляти за вартістю, значно меншою, ніж секції з екструдованого металу або пластику. їх міцність дуже висока і їх легко можна розпилювати при укладанні настилу. При цих операціях замикаючі смуги смугової заготовки можна легко відділяти одна від одної. Даний винахід, по-четверте, базується на тому, що обробку ребер дощок настилу можна здійснювати простіше і швидше при меншій кількості більш простих інструментів, які дешевші при закупівлі та дешевші у перегострюванні, і що можна одержати більш складну геометрію з'єднання якщо виготовлення замикаючої системи здійснюється шляхом обробки окремої замикаючої смуги, яку можна формувати з листового металу з хорошою оброблюваністю. Така окрема замикаюча смуга після обробки може інтегруватися з дошкою настилу раціональним способом. Даний винахід базується, по-п'яте, на тому, що гнучкість замикаючої смуги у зв'язку із защіпанням дощок настилу одна до одної, можна підвищити за рахунок виготовлення замикаючої смуги з матеріалу, що має більшу гнучкість, ніж основа дошки настилу і за рахунок здатності замикаючої смуги входити у з'єднання, що защіпається. Нарешті, даний винахід базується на тому, що декілька замикаючих смуг можна виготовляти за одну операцію фрезерування і що вони можуть виготовлятися таким способом, щоб з'єднуватися одна з одною для утворення смугової заготовки. Таким чином, замикаючі смуги можна виготовляти, переносити, розділяти та інтегрувати з дошкою настилу раціональним і економічно ефективним способом і з великою точністю. Згадані вище задачі даного винаходу вирішуються цілком або частково за допомогою дошки настилу, замикаючої смуги, смугової заготовки, комплекту деталей і способів за незалежними пунктами формули винаходу. Варіанти даного винаходу очевидні із залежних пунктів формули, а також з опису і креслень. Відповідно до першого аспекту даного винаходу, пропонується дошка настилу, яка містить з'єднувальний засіб, інтегрований з дошкою настилу для з'єднання дошки настилу з по суті ідентичною дошкою настилу так, що верхні з'єднувальні ребра вказаної дошки настилу і вказаної по суті ідентичної дошки настилу у з'єднаному стані утворюють вертикальну площину. З'єднувальний засіб призначений для з'єднання вказаної дошки настилу з вказаною по суті ідентичною дошкою настилу щонайменше у горизонтальному напрямі, перпендикулярному до вказаної вертикальної площини. З'єднувальний засіб містить замикаючу смугу, що виступає з вказаної вертикальної площини і містить замикаючий елемент, який призначений для взаємодії у вказаному з'єднаному стані з відкритою вниз замикаючою канавкою вказаної по суті ідентичної дошки настилу. Замикаюча смуга механічно зафіксована на дошці настилу у 18 вказаному горизонтальному і вертикальному напрямах. Дошка настилу відрізняється тим, що замикаюча смуга механічно прикріплена до дошки настилу з'єднанням, що здійснюється защіпанням і/або встановленням під кутом і замикаюча смуга призначена для з'єднання дошки настилу з по суті ідентичною дошкою настилу щонайменше шляхом встановлення під кутом. Дошка настилу за даним винаходом, завдяки тому, що замикаюча смуга є окремою деталлю, дозволяє мінімізувати втрати матеріалу, викликані зрізанням цього матеріалу, що утворює основу дошки настилу. Більш того з'являється можливість швидкого встановлення замикаючої смуги на дошку настилу під час виготовлення дошки настилу, яку можна укладати шляхом встановлення під кутом. Це особливо зручно при з'єднанні довгої сторони дошки настилу з довгою стороною або з короткою стороною по суті ідентичної дошки настилу. Даний винахід по суті пристосований для використання у дошках настилу, в яких замикаюча система містить окрему замикаючу смугу, яка виконана шляхом обробки листового матеріалу, переважно такого, що містить волокна деревини, наприклад, ДСП, ДВПСЩ, ДВПВЩ, щільного ламінату, клеєної фанери і т.п. Такі матеріали дошки можна обробляти раціонально і з високою точністю і стабільністю за розмірами. ДВПВЩ, наприклад, з щільністю 900кг/м 3 або вище, і щільний ламінат, що складається з волокон деревини і термореактивної пластмаси, такої як меламін, сечовина або фенол, дуже зручні як напівпродукти для виготовлення заготовок смуг. Згадані вище матеріали дошки можуть також, наприклад, просочуватися відповідними хімікатами при виробництві матеріалу дошки або, альтернативно, до або після обробки коли з них формують смугові заготовки або замикаючі смуги. їм можна надавати поліпшених властивостей, наприклад, відносно міцності, гнучкості, стійкості до впливу вологи, тертя і т.п. Замикаючі смуги також можуть бути кольоровими для прикрашення. Для різних типів підлоги можна використовувати різні кольори. Матеріал дошки може також складатися з різних пластмас, які шляхом обробки формують у замикаючі смуги. Можна виготовляти особливі матеріали дошки шляхом склеювання або ламінування, наприклад, різних шарів деревно-волокнистих плит і пластмас. Таким композитним матеріалам можна, наприклад, для обробки у замикаючу смугу, надавати поліпшених властивостей, наприклад, у з'єднувальних поверхнях, які зазнають великих навантажень або які повинні володіти високою гнучкістю або малим коефіцієнтом тертя. Можна також формувати замикаючі смуги як секції, шля хом екструзії термореактивної пластмаси, композитних секцій або металу, наприклад, алюмінію. Замикаючі смуги можуть складатися з того ж матеріалу, що і основа дошки настилу або з того ж тину матеріалу, що і основа, але з іншою якістю, або з матеріалу, абсолютно іншого, ніж матеріал основи. 19 81113 Замикаючі смуги також можна формувати так, щоб їх частина була видимою з поверхні і утворювала декоративну ділянку. Замикаючі смуги можуть також мати ущільнювальний засіб, що запобігає проникненню вологи в основу дошки настилу або крізь замикаючу систему. Їх можна також забезпечувати гнучкими шарами, що стискаються, наприклад, з матеріалу каучуку. Замикаючі смуги можна позиціонувати на довгій і на короткій стороні або тільки на одній стороні. Інша сторона може складатися з якоїнебудь іншої традиційної або механічної замикаючої системи. Ці замикаючі системи можна дзеркально обертати і вони дозволяють кріпити довгу сторону до короткої сторони. Замикаючі системи на довгій стороні і на короткій стороні можуть бути виготовлені з одного і того ж матеріалу і мати однакову геометрію, але також можуть містити різні матеріали і/або мати різну геометрію. Вони можуть бути зокрема пристосовані до різних вимог відносно функціональності, міцності і вартості, які висуваються до замикаючих систем на різних сторонах дошки. Довга сторона містить, наприклад, більше з'єднувального матеріалу, ніж коротка сторона і звичайно укладається методом укладання. До короткої сторони висуваються більш жорсткі вимоги щодо міцності і з'єднання часто здійснюють защіпанням, що вимагає від з'єднувального матеріалу гнучкості і міцності. Як вказано вище, довгі сторони переважно укладають методом встановлення під кутом. З'єднувальна система, яка допускає встановлення і розбирання під кутом, звичайно потребує широкої замикаючої смуги, при виготовленні якої утворюється багато відходів. Таким чином, даний винахід особливо придатний для з'єднувальних систем, які можна нахиляти навколо верхніх з'єднувальних ребер. Даний винахід також особливо підходить для так званих коротких сторін, до міцності яких висуваються високі вимоги і які мають замикаючі системи, призначені щонайменше для защіпання. Можна використовува ти міцні і гнучкі матеріали. Можна використовува ти різні комбінації матеріалів для довгих сторін і для коротких сторін. Наприклад, на коротких сторонах може бути смуга з ДВПВЩ високої щільності, з щільного ламінату або клеєної фанери, тоді як на довгій стороні може бути смуга з ДВПВЩ меншої щільності. Довга і коротка сторони, таким чином, можуть мати різні замикаючі системи, що замикають смуги з різних матеріалів і з'єднувальні системи, які на одній стороні можуть бути виконані за одне ціле з основою, а на іншій стороні можуть складатися з окремого матеріалу відповідно до даного винаходу. Форма дошки настилу може бути прямокутною або квадратною. Даний винахід особливо підходить для вузьких дощок настилу або для дощок, що мають форму, наприклад, паркетного бруска. Настили з такими дошками містять багато стиків і окремі з'єднувальні деталі у такому випадку дають велику економію. Даний винахід 20 також особливо придатний для товстих настилів з ламінату, наприклад, товщиною 10-12мм, де вартість відходів висока, і для паркетних настилів товщиною приблизно 15мм з основою з дерев'яних брусків, де важко сформувати замикаючу систему, обробляючи матеріал деревини вздовж і упоперек напряму волокон. Окрема замикаюча смуга може дати істотні переваги відносно вартості і поліпшеної функціональності. Крім того, замикаюча смуга не обов'язково повинна розташовува тися по всій довжині з'єднувального ребра. Довга сторона або коротка сторона можуть, наприклад, мати з'єднувальні ділянки, які не містять окремих з'єднувальних деталей. Таким чином можна одержати додаткову економію, особливо у випадках, де окрема замикаюча смуга має високу якість, наприклад, виконана з щільного ламінату. Окрема замикаюча смуга може утворювати частину горизонтального і вертикального шва, але також може бути лише частиною горизонтального або вертикального шва. Різні аспекти даного винаходу можуть використовува тися окремо або у довільних комбінаціях. Таким чином можна створити множину комбінацій різних замикаючих систем, матеріалів, способів виробництва і типорозмірів. Потрібно особливо вказати, що механічне з'єднання між дошкою настилу і окремою замикаючою смугою може також складатися з клейового з'єднання, яке поліпшує стик. Ме ханічне з'єднання потім може використовуватися, наприклад, для встановлення з'єднувальної деталі і/або для утримання її у потрібному положенні до тужавлення клею. Таким чином, відповідно до одного варіанту, запропонована дошка настилу зі згаданою вище з'єднувальною системою, яка відрізняється у комбінації тим, що: - замикаюча смуга виконана з ДВПВЩ, защіпання здійснюють відносно канавки/канавки у смузі на ділянці з'єднувального ребра дошки настилу, при цьому дана канавка/канавка у смузі змінює розміри у зв'язку із защіпанням, і - дошка настилу має щонайменше дві протилежні сторони, які виконані з можливістю з'єднання або від'єднання кутовим поворотним рухом навколо з'єднувального ребра. Відповідно до наступного аспекту даного винаходу, запропонована замикаюча смуга, смугова заготовка і комплект деталей, призначені для формування дошки настилу згідно з першим аспектом. Даний винахід також включає способи виготовлення дощок настилу і замикаючих смуг за іншими аспектами даного винаходу. Таким чином, в одному варіанті запропонована смугова заготовка, призначена служити напівфабрикатом для виготовлення дощок настилу з механічною замикаючою системою, яка замикає дошки настилу вертикально і горизонтально. Смугова заготовка складається з листової заготовки, призначеної для обробки, яка відрізняється тим, що смугова заготовка складається щонайменше з двох 21 81113 замикаючих смуг, які утворюють горизонтальний шов у замикаючій системі. Більш того запропонований спосіб одержання прямокутних дощок настилу, що мають оброблені з'єднувальні ділянки з механічною замикаючою системою, яка замикає дошки настилу горизонтально і вертикально щонайменше з двох протилежних сторін, при цьому вказана замикаюча система складається щонайменше з однієї окремої замикаючої смуги, яка відрізняється тим, що замикаюча смуга виконана шляхом обробки листового матеріалу, замикаюча смуга з'єднана зі з'єднувальною ділянкою механічно у горизонтальному напрямі та у вертикальному напрямі, перпендикулярному до основної площині, і механічне з'єднання здійснюється защіпанням відносно з'єднувального ребра. Більш того запропонована дошка настилу з вертикальним з'єднанням у формі язичка і канавки, при цьому язичок виконаний з окремого матеріалу і виконаний гнучким так, що щонайменше одна із сторін дошки настилу може з'єднуватися вертикальним рухом, паралельним до вертикальної площини. Далі, запропоновані дошки настилу, які можуть демонтуватися і укладатися ще раз, при цьому дошки настилу з'єднані з іншими дошками настилу на ділянках підлоги, які розташовані між зовнішніми ділянками підлоги. Нижче йде більш докладний опис даного винаходу з посиланнями на додані креслення, які як приклад ілюструють варіанти даного винаходу і на яких зображено: На Фіг.1а-1с - різні етапи механічного з'єднання дощок настилу відповідно до прототипу. На Фіг.2а-2с - різні етапи механічного з'єднання дощок настилу відповідно до прототипу. На Фіг.3а-3b - дошки настилу з механічною замикаючою системою відповідно до прототипу. На Фіг.4а-4а - процес виготовлення настилу з ламінату відповідно до прототипу. На Фіг.5а-5е - процес виготовлення настилу з ламінату відповідно до прототипу. На Фіг.6а-6b - механічна замикаюча система відповідно до прототипу. На Фіг.7а-7b - інша механічна замикаюча система відповідно до прототипу. На Фіг.8а-8b - третій варіант механічної замикаючої системи відповідно до прототипу. На Фіг.9а-9d - схематична ілюстрація варіанту даного винаходу. На Фіг.10а-10с - схематична ілюстрація з'єднання окремої замикаючої смуги з дошкою настилу за даним винаходом. На Фіг.11а-11с - ілюстрація обробки смугових заготовок за даним винаходом. На Фіг.12а-12с - ілюстрація декількох виробничих етапів виготовлення смугової заготовки за даним винаходом. На Фіг.13 - можливість перенесення смугових заготовок за даним винаходом. На Фіг.14а-14d - порядок з'єднання окремої смуги з дошкою настилу і відділення її від смугової заготовки. 22 На Фіг.15а-15d - варіант даного винаходу, пристосований для виробництва і з'єднання дощок настилу встановленням під кутом і защіпанням. На Фіг.16а-16d - з'єднання пристосованої для виробництва окремої смугової заготовки з дошкою настилу защіпанням відповідно до даного винаходу. На Фіг.17 ілюстрація переважного альтернативного варіанту виготовлення окремої смуги обробкою за даним винаходом. На Фіг.18а-18d - ілюстрація переважного варіанту даного винаходу з окремою смугою і язичком. На Фіг.19а-19d - ілюстрація переважного варіанту даного винаходу. На Фіг.20а-20е - ілюстрація переважного варіанту даного винаходу з окремою смугою, що має симетричні ділянки ребер. На Фіг.21а-26 - приклади різних варіантів даного винаходу. На Фіг.27а-27b - приклади відділення окремої смуги за даним винаходом від смугової заготовки. На Фіг.28а-28b - процес розпилювання елементів настилу на панелі настилу з мінімізацією відходів за даним винаходом. На Фіг.29а-29е обробка ділянок з'єднувального ребра за даним винаходом. На Фіг.30 - типорозмір, що відповідає нормальній дошці настилу з ламінату з окремою смугою по довгій стороні і по короткій стороні за даним винаходом. На Фіг.32а-32b - типорозміри, що відповідають паркетному бруску у дво х дзеркально обернених варіантах з окремою смугою по довгій стороні і по короткій стороні за даним винаходом. На Фіг.33 - типорозмір, придатний для імітації каменя і плитки з окремою смугою по довгій стороні і по короткій стороні за даним винаходом. На Фіг.33а-33с - варіант з окремою смугою, яка механічно замкнена у нижньому виступі і яка встановлена комбінацією защіпання і встановлення під кутом відносно з'єднувального ребра. На Фіг.34а-34с - варіанти смуги замкненої у нижньому виступі. На Фіг.35а-35е - варіант з окремим гнучким язичком і розбирання настилу. На Фіг.36а-36с - спосіб роз'єднання дощок настилу, які мають окрему смугу. На Фіг.36d-36f - ілюструють можливість адаптації замикаючих систем відповідно до прототипу для використання з окремою смугою, що розкривається. Нижче, з посиланнями на Фіг.9а-9а, йде опис першого переважного варіанту виконання дошки 1, 1' настилу з механічною замикаючою системою за даним винаходом. Для полегшення розуміння замикаюча система показана схематично. Потрібно підкреслити, що підвищення функціональності може бути досягнуте при використанні інших переважних варіантів, які будуть описані нижче. На Фіг.9а схематично показаний переріз з'єднання між ділянкою 4а ребра довгої сторони 23 81113 дошки 1 і протилежною ділянкою ребра 4b довгої сторони другої дошки 1'. Верхні сторони дощок по суті розташовані у спільній горизонтальній площині HP, а верхні частини ділянок 4а, 4b з'єднувального ребра впираються одна в одну у вертикальній площині VP. Ме ханічна замикаюча система забезпечує замикання дощок відносно одна одної у вертикальному напрямі D1 та у горизонтальному напрямі D2. Для з'єднання двох з'єднувальних ребер у напрямах D1 і D2 ребра дошки настилу мають відомі самі по собі канавку 23 в одній ділянці 4а ребра дошки настилу і язичок 22, що виконаний на іншій ділянці 4b з'єднувального ребра і виступає за вертикальну площину VP. У даному варіанті дошка 1 має тіло або основу 30 з матеріалу на основі деревного волокна. Ме ханічна замикаюча система за даним винаходом містить окрему смугу 6, яка має виступну частину Р2, що ви ходить за вертикальну площину VP і має замикаючий елемент. Окрема смуга також має внутрішню частину Р1, яка розташована всередині вертикальної площини VP і механічно з'єднана з дошкою 1 настилу. Замикаючий елемент 8 взаємодіє, як відомо з прототипу, із замикаючою канавкою 14, виконаною в іншій ділянці з'єднувального ребра, і замикає дошки настилу відносно одна одної у горизонтальному напрямі D2. Дошка 1 настилу далі має канавку 36 для смуги в одній ділянці 4а з'єднувального ребра дошки настилу і язичок 38 смуги на внутрішній частині Р1 окремої смуги 6. Канавка 36 для смуги визначена верхнім і нижнім виступами 20, 21 і має форму внутрішньої канавки 43 з отвором між двома виступами 20, 21. Різні деталі канавки 36 для смуги краще всього показані на Фіг.9с. Канавка для смуги виконана у тілі, або основі, 30 і проходить від ребра дошки настилу. Над канавкою для смуги є верхня ділянка ребра або поверхня 40 з'єднувального ребра, яка проходить аж до горизонтальної площини HP. Всередині отвору канавки для смуги є верхня поверхня, що зачіплює, або опорна поверхня 41, яка у даному випадку паралельна до горизонтальної площини HP. Дана поверхня, що зачіплює, або опорна поверхня переходить у замикаючу поверхню 42. Всередині замикаючої поверхні є ділянка 49 поверхні, яка утворює верхню межу прорізу 33 канавки для смуги, і поверхня 44 утворює нижню частину прорізу. Канавка для смуги далі має нижній виступ 21. На верхній стороні цього виступу є поверхня, що зачіплює, або опорна поверхня 46. Зовнішній кінець нижнього виступ у має поверхню 47 нижнього з'єднувального ребра і позиціонуючу поверхню 48. У даному варіанті нижній виступ 21 не доходить до вертикальної площини VP. Форма язичка смуги краще всього показана на Фіг.9d. У цьому переважному варіанті язичок смуги виконаний з матеріалу на основі деревини, наприклад; ДВПВЩ. Язичок 38 окремої смуги 6 має стрічковий замикаючий елемент 39, що взаємодіє з прорізом 24 43 і замикає смугу на ділянці 4а з'єднувального ребра дошки 1 настилу у горизонтальному напрямі D2. Язичок 38 смуги з'єднаний з канавкою для смуги за допомогою механічного з'єднання, що защіпається. Стрічковий замикаючий елемент 39 має стрічкову замикаючу поверхню 60, повернену до вертикальної площини VP, верхню стрічкову поверхню 61 і внутрішню верхню напрямну частину 62, яка у даному варіанті нахилена. Язичок смуги також має верхню поверхню, що зачіплюється, або опорну поверхню 63, яка у даному випадку проходить аж до похилої верхньої частини 64 язичка смуги на його кінці. Язичок смуги далі має нижню напрямну частину 65, яка у даному варіанті переходить у нижню поверхню, що зачіплюється, або опорну поверхню 66. Опорна поверхня переходить у нижню позиціонуючу поверхню 67, повернену до вертикальної площини VP. Верхня і нижня поверхні, що зачіплюються, 45, 63 і 46, 64 замикають смугу у вертикальному напрямі D1. Смуга 6 у даному варіанті виконана з матеріалу, що містить волокна деревини, наприклад, з ДВПВЩ. На Фіг.10а-10с схематично показано як окрема смуга 6 інтегрується з дошкою 1 настилу за допомогою защіпання. Коли дошку 1 настилу і смугу 6 зсувають у напрямі одна до одної, відповідно до Фіг.10а, нижня напрямна частина 65 язичка смуги взаємодіє з поверхнею 47 з'єднувального ребра нижнього виступу 21. Відповідно до Фіг.10b, канавка 36 для смуги відкривається за рахунок того, що верхній виступ 20 відгинається вгору, а нижній виступ 21 - вниз. Смугу 6 рухають доти, доки її позиціонуюча поверхня 67 не упреться в позиціонуючу поверхню 48 нижнього виступу. Верхній і нижній виступи 20, 21 защіпаються, повертаючись у вихідне положення і замикаючі поверхні 42, 60 замикають смугу 6 у дошці 1 настилу і запобігають їх роз'єднанню у горизонтальному напрямі. Язичок 38 смуги і канавка 36 для смуги перешкоджають роз'єднанню у вертикальному напрямі D1. Замикаючий елемент 8 і його замикаюча поверхня 10 при цьому типі руху, що защіпає, буде точно позиціонована відносно верхнього з'єднувального ребра дошки настилу і вертикальної площини VP. Таким чином, такий рух, що защіпає, дошки настилу інтегрований з обробленою смугою, яка у даному варіанті виконана з окремого листового матеріалу на основі волокон деревини. На Фіг.11а-11с показано, як виготовляють шляхом обробки смугову заготовку 15, що складається з множини смуг 6. Позиції Т1-Т4 позначають інструмент, переважно алмазний інструмент, що працює зверху і знизу. Для виготовлення смуги 6 необхідно тільки два інструменти Т1 і Т2. На першому виробничому етапі відповідно до Фіг.11а, виготовляють смугу 6. Однак, дана смуга не відділена від заготовки. На наступному виробничому етапі заготовку 15 переміщують убік на відстань, що відповідає ширині двох смуг. На третьому виробничому етапі дану операцію повторюють і виготовляють ще дві смуги. Таким чином на смуговій заготовці додається дві смуги за кожне проходження через 25 81113 верстат. На Фіг.12а-12с показано як смугову заготовку 15 з множиною смуг 6 можна виробляти на двосторонньому фрезерному верстаті з чотирма фрезами на кожній стороні. На першому виробничому етапі за Фіг.12а виготовляють дві смуги. На наступному виробничому етапі за Фіг.12Ь виготовляють ще чо тири смуги. На Фіг.12с показано, що смугова заготовка після трьох етапів містить десять смуг. На двосторонньому фрезерному верстаті, оснащеному, наприклад, 8 фрезерними головками і 8 фрезами на кожній стороні, за кожне проходження заготовки через верстат можна виготовляти 8 смуг. Оскільки обробляється, наприклад, ДВПВЩ, що не має поверхневого шару, можна досягти швидкості обробки до 200м/хв. при виготовленні до 8 смуг за проходження. Оскільки нормальні лінії з виробництва настилу обробляють з'єднувальні ребра зі швидкістю близько 100м/хв., такий верстат зможе забезпечити смуговими заготовками 16 таких ліній з виробництва настилу. Смуги виготовляють з листового матеріалу, який може бути набагато тоншим за матеріал дошки настилу. Вартість окремої смуги шириною 1520мм, виконаної з плити ДВПВЩ товщиною, наприклад, 5мм складає менше 30% від вартості відходів, які виникають при обробці 8мм дошки настилу з ламінату з інтегрованою смугою, яка виступає за з'єднувальне ребро приблизно на 810мм. Може існувати декілька варіантів. Смугова заготовка може вироблятися на звичайних рейсмусових верстата х. Можна використовувати спеціальні верстати, що складаються, наприклад, з верхнього і нижнього шпинделів з інструментом, орієнтованим вертикально. Дошка настилу подається за допомогою роликів, які притискають дошку до вертикальних і бічних упорів і до інструмента, що обертається. Важливою ознакою за даним винаходом, таким чином, є те, що окрему смугу виготовляють шляхом механічної обробки листового матеріалу. На Фіг.13 показана множина смугових заготовок, які можна раціонально укладати і переносити. Є можливість виробляти смугові заготовки, які мають довжину, що відповідає довжині і ширині дощок настилу, і які містять 10-12 смуг або більше. Довжина смуг може змінюватися, наприклад, у межах від 70 до 2400мм. Ширина може складати, наприклад, близько 10-30мм. Смугові заготовки можна виготовляти з лініями відриву для відділення смуг. У ДВПВЩ такі лінії відриву можна робити так, щоб товщина матеріалу просто складала, наприклад, приблизно 0,5мм. Смугові заготовки потім можна з'єднувати, наприклад, мотузкою з плавким клеєм у довгі стрічки, які можна згортати у р улони. На Фіг.14а-14а показаний виробничий спосіб інтегрування смуги з дошкою настилу. Смугову заготовку 15 подають між нижньою і верхньою опорами 17, 18 у напрямі стопорного елемента 16 так, щоб смуга 6 була правильно позиціонована. Дошку 1 настилу присувають до смуги, як показано на Фіг.14b так, щоб відбулося защіпання. Потім смугу 6 відділяють від заготовки 15, наприклад, 26 шляхом відламування смуги. Далі ці виробничі етапи повторюють відповідно до Фіг.14d. Обладнання, необхідне для такого защіпання, відносно нескладне і можна досягти швидкості, яка відповідає нормальній швидкості ліній з виробництва настилів. Смуга 6 таким способом може вставлятися і у довгу, і у коротку сторони. Очевидно, що існ ує багато варіантів такого виробничого способу. Смугу 6 можна переміщувати до дошки під різними кутами. Защіпання може бути об'єднане з поворотом. Можна також використовувати встановлення під кутом з мінімальним защіпанням або без нього. Можна використовувати встановлення під кутом до утримання за рахунок тертя або навіть попередній натяг між відповідними замикаючими поверхнями смуги і дошки настилу. Смуга може кріпитися коли дошка настилу нерухома або коли вона рухається. В останньому випадку частину смуги притискають до ділянки з'єднувального ребра дошки настилу поряд з кутом між довгою стороною і короткою стороною. Потім іншу частину смуги можна прикочувати, притискати або встановлювати під кутом до з'єднувального ребра. Можна використовувати комбінацію одного або більше з цих способів на одній стороні або між різними сторонами. Смугу можна відділяти декількома іншими способами, наприклад, зрізанням, відпилюванням та ін., і дану операцію також можна проводити до операції кріплення. На Фіг.15a-15d показаний пристосований до виробництва варіант даного винаходу. У даному варіанті верхній і нижній виступи 20, 21 канавки 36 для смуги, а також верхня і нижня поверхні, що зачіплюються, 63, 66 язичка смуги нахилені відносно горизонтальної площини HP і проходять по лініях L1 і L2. Це істотно полегшує защіпання смуги у дошці 1 настилу. Нижній виступ 21 виконаний більш довгим і замикаючий елемент смуги і замикаюча поверхня прорізу також нахилені. Це полегшує виго товлення і защіпання. У даному варіанті позиціонування смуги при защіпанні відбувається по частині верхньої напрямної частини 62, що взаємодіє з нижньою поверхнею 44 прорізу. Замикаючий елемент 14 має замикаючу поверхню 10, якій наданий такий самий нахил, як і у дотичної ТС до дуги кола з центром на верхньому з'єднувальному ребрі. Такий варіант полегшує встановлення під кутом, але вимагає, щоб виступна частина Р2 мала протяжність, переважно, одного розміру з товщиною Τ дошки настилу, щоб замикаюча поверхня замикаючого елемента мала досить великий кут відносно нижньої частини дошки. Великий кут замикання збільшує замикаючу здатність замикаючої системи. Окрема смуга дозволяє створити геометрію шва за допомогою виступної ділянки Р2 не збільшуючи витрати на виробництво. Подовжена внутрішня частина Р1 полегшує з'єднання защіпанням і дає поліпшену здатність до з'єднання. Особливо зручними були знайдені наступні співвідношення: Р2>Т і Р1>0,5Т. Як не . обмежувальний приклад можна згадати, що задовільну функціональність можна одержати вже при Р2=0,8Т або більше. На Фіг.15b показане 27 81113 встановлення під. кутом із зазором між замикаючим елементом 8 і замикаючою канавкою 14 на першій фазі встановлення під кутом, коли верхні з'єднувальні ребра торкаються один одного і коли частини нижньої частини замикаючої канавки 14 знаходяться нижче, ніж верхня частина замикаючого елемента 8. На Фіг.15d показано защіпання дошки 1' настилу до дошки 1 настилу. Окрема смуга 6, механічно інтегрована з дошкою 1 настилу полегшує защіпання, оскільки смуга 6 має можливість повертатися у канавці 36. Смуга може повернутися, як показано лінією L3. Подальше зміщення замикаючого елемента 8 вниз у положення L4 може здійснюватися так само, як і у прототипі за рахунок вигину смуги 6 вниз. Це дозволяє створити замикаючі системи, здатні защіпатися і нахилятися і на довгій, і на короткій сторонах, і які мають відносно високий замикаючий елемент 8. Таким способом високу міцність і хорошу здатність до встановлення під кутом можна комбінувати із защіпанням і низькою вартістю. Було виявлено, що сприятливим є наступне співвідношення: HL>0,15T. Це співвідношення також можна комбінувати з вказаними вище співвідношеннями. На Фіг.16а-16d показано защіпання смуги 6 у чотири етапи. Як виявляється з даних креслень, похила поверхня дозволяє защіпати смугу 6 у дошку 1 настилу з відносно невеликим відгинанням верхнього і нижнього виступів 20 і 21. На Фіг.17 показане виготовлення смугової заготовки, де всі три найважливіші замикаючі і позиціонуючі поверхні виконуються розділеним інструментом, який складається з двох регульованих частин Т1А і Т1В. Ці частини інструмента закріплені на одній оправці і приводяться у дію одним електродвигуном. Такий розділений інструмент можна заточувати і налагоджувати з високою точністю, що дозволяє виготовляти замикаючі поверхні 10 і 60 разом з позиціонуючою поверхнею 62 з допусками у декілька сотих міліметра. Переміщення плити між різними фрезерними головками і між різними технологічними операціями таким чином не приводить до збільшення допусків. На Фіг.18а-18d показаний варіант даного винаходу, де також є язичок 22, виконаний з окремого матеріалу. Цей варіант дозволяє ще більше скоротити відходи. Оскільки язичок здійснює замикання тільки у вертикальному напрямі, для кріплення язичка до дошки 1' настилу потрібні тільки фрикційні замикаючі засоби. На Фіг.19а-19d показаний інший варіант даного винаходу, в якому виступна частина має замикаючий елемент у прорізі у дошці 1'. Така замикаюча система може замикатися шляхом встановлення під кутом і защіпання і роз'єднуватися шляхом повороту дошки вгору навколо верхнього з'єднувального ребра. Оскільки дошка 1' настилу не має язичка, кількість відходів можна мінімізувати. На Фіг.20а-20е показаний варіант даного винаходу, в якому окрема смуга 6 складається з двох симетричних частин і з'єднувальні ділянки дощок 1 і 1' ідентичні. Даний варіант дозволяє 28 спростити виробництво, наприклад, плит, що складаються з плит А і В, які мають дзеркально обернені замикаючі системи. Замикаюча система переважної геометрії не є рознімною. Це може досягатися, наприклад, закругленням нижньої і зовнішніх частин смуги 6. На Фіг.21-26 показані варіанти даного винаходу. На Фіг.21 показаний варіант з нижніми виступами 21, що доходять по суті до вертикальної площини. На Фіг.22 показаний варіант з замикаючими елементами на верхній і нижній сторонах смуги 6. На Фіг.23 показана окрема смуга, видима з поверхні і яка може утворити декоративну з'єднувальну ділянку. Смуга з ДВПВЩ може бути кольоровою і просоченою. Смуга, наприклад, з щільного ламінату, може мати декоративну поверхневу частин у, яка стійка до впливу вологи і володіє високою зносостійкістю. Смуга може оснащуватися гумовим покриттям, яке перешкоджає проникненню вологи. Переважно, смугу потрібно кріпити тільки до довгої сторони і переважно так, щоб частина смуги виступала з поверхні на коротких сторонах дошки настилу. Таке кріплення потрібно здійснювати після обробки довгих сторін, але до обробки коротких сторін. Потім можна видалити зайвий матеріал при обробці коротких сторін і смуга буде мати довжину, що відповідає довжині поверхневого шару. Декоративні смуги можна робити без видимих швів. Замикаючі елементи у даному варіанті розташовані на нижньому виступі 21. На Фіг.24 показана окрема смуга зі скошеною виступною ділянкою, що підвищує гн учкість смуги. На Фіг.25 показаний варіант, де внутрішня частина Р1 смуги має канавку 36. Це може полегшити защіпання смуги, оскільки канавка 36 володіє пружністю за рахунок пружного виступу 21а. Канавка у смузі може виконуватися скісним інструментом відповідно до прототипу. Даний варіант також відрізняється тим, що внутрішня частина Р1 має два замикаючих елементи. На Фіг.26 показаний варіант, в якому внутрішня ділянка Р1 не має замикаючого елемента. Смугу 6 вставляють у канавку доки вона не упреться у нижню позиціонуючу поверхню і там вона утримується за рахунок тертя. Даний варіант може комбінуватися зі склеюванням, коли клей активується відомим з прототипу способом нагріванням, ультразвуковою обробкою і т.д. Клей на смугу 6 може наноситися заздалегідь, до встановлення. На Фіг.27а і 27b показано два варіанти, які полегшують відділення смуги 6 від смуги 6' шляхом відламування від смуги 6'. На Фіг.27а смуга 6 виконана так, що зовнішня частина язичка 33 смуги розташована на тому ж рівні, що і задня частина замикаючого елемента 8. Відламування відбувається по лінії S. На Фіг.27b показаний інший варіант, який особливо зручний для матеріалу ДВПВЩ та інших подібних матеріалів, де волокна орієнтовані по суті горизонтально і де поверхня злому по суті паралельна до горизонтальної площини HP. Відламування відбувається по лінії S з по суті горизонтальною поверхнею злому. 29 81113 На Фіг.28а і 28b показано, як можна мінімізувати кількість відходів у варіантах за даним винаходом, де з'єднувальне ребро формується з язичком. Відпилювання може проводитися верхнім полотном SB1 і нижнім полотном SB2, які зміщені відносно один одного у бічному напрямі. Елементи 2 і 2' настилу будуть мати лише такий припуск, який необхідний для раціональної обробки з'єднувальних ребер, не беручи до уваги форми язичка. При такому варіанті кількість відходів можна звести до мінімуму. На Фіг.29а-29е показана обробка ділянок з'єднувального ребра з використанням алмазного інструмента. Інструмент ТР1 з напрямом заходу WD обробляє поверхню ламінату як і у прототипі і виконує чорнове фрезерування. Зрізується мінімальна частина поверхні ламінату. Відповідно до Фіг.29b виконується канавка для смуги і інструмент ТР2 обробляє просто матеріал основи і задню сторону. На Фіг.29с показано, як виконують проріз із замикаючою поверхнею і з верхньою і нижньою позиціонуючими поверхнями. Всі основні поверхні, важливі для горизонтального позиціонування і замкнення смуги можуть таким чином виконуватися з високою точністю використовуючи один і той же інструмент. На Фіг.29е показано, як можна проводити відповідну обробку з використанням скісного інструмента ТР5. Нарешті, верхнє з'єднувальне ребро обробляють інструментом ТР4 як і у прототипі. Геометрія з'єднання і способи виробництва за даним винаходом, таким чином, дозволяють виробляти дошки настилу з вдосконаленими замикаючими системами. У той же час обробка з'єднувальних ребер може проводитися з використанням меншої кількості інструментів, ніж звичайно, з високою точністю і з мінімальною кількістю відходів. Дерев'яні настили не потребують чорнової фрези ТР1 і обробка, таким чином, може проводитися з використанням лише трьох інструментів. Цей спосіб, таким чином, дозволяє створювати замикаючу систему зі смугою на основі деревних волокон, яка виступає за вертикальну площину і, у той самий час, виробництво такої замикаючої системи на стороні канавки/смуги може здійснюватися всередині вертикальної площини. Даний спосіб, таким чином, об'єднує переваги недорогої виступної смуги з деревних волокон з виробництвом, яке не потребує видалення великих частин поверхневого шару, що погано піддається обробці. На Фіг.30 показана нормальна дошка настилу з ламінату зі смугами 6b і 6а за даним винаходом на довгій стороні 4 і на короткій стороні 3. Смуги можуть бути виконані з одного матеріалу і мати однакову геометрію, але вони можуть бути і різними. Даний винахід дає широкі можливості з оптимізації замикаючих систем на довгій стороні і на короткій стороні відносно функціональності, вартості і міцності. На коротких сторонах, де вимоги до міцності високі і де важлива функція защіпання, можна використовувати вдосконалені, міцні і пружні матеріали, наприклад, щільний ламінат. На довгих і вузьких типорозмірах довга сторона містить значно більше з'єднувального 30 матеріалу і, тому, у традиційних замикаючих системах було необхідно якомога більше зменшити вихід смуги за межі з'єднувального ребра. Це утр уднювало або унеможливлювало защіпання, яке є перевагою на деяких етапах укладання, де неможливе встановлення під кутом. Ці обмеження значною мірою усунені у даному винаході. На Фіг.31 показана довга і вузька дошки настилу, які обумовлюють необхідність у міцній замикаючій системі на короткій стороні. Застосовуючи даний винахід до таких дощок настилу, можна одержати значну економію матеріалу. На Фіг.32а-32b показані типорозміри, що нагадують паркетні бруски. Механічна замикаюча система традиційного тину може у такому типорозмірі, напр. 70x400мм, привести до втрат більше 15% матеріалу. Такі типорозміри не випускаються на ринок у формі ламінатів. За даним винаходом такі типорозміри можна виробляти раціонально з механічною замикаючою системою за даним винаходом, яка менш дорога, ніж традиційні системи, в яких використовується язичок, канавка і клей. Вони можуть вироблятися, як показано на цих двох кресленнях, як дзеркально обернена система, де смуга на короткій стороні почергово вставляється із защіпанням у верхню і нижню короткі сторони. На Фіг.33 показаний типорозмір з широкою короткою стороною. Такий типорозмір важко з'єднувати защіпанням оскільки відгинання вниз довгої смуги 6а на короткій стороні означає, що необхідно подолати сильний опір вигину. Відповідно до даного винаходу ця проблема вирішується за рахунок можливості використання гнучких матеріалів в окремій смузі, яка також може бути виконана відповідно до даного винаходу такою, що частково повертається на внутрішній ділянці. На Фіг.33а-33с показаний пристосований до виробництва варіант з окремою смугою 6, яка має взаємодіючі замикаючі у горизонтальному напрямі поверхні 60, 42 на нижньому виступі 21. На Фіг.33b і 33с показано як смуга защіпається у тро хи нахиленому положенні. Защіпання може здійснюватися з відгинанням нижнього виступу 21 вниз, яке може бути обмежене, наприклад, половиною висоти елемента 39, що замикає смугу. Таким чином, нижній виступ може бути відносно жорстким, що запобігає розчепленню у випадку появи розтяжного навантаження. Перевага даного варіанту також полягає у тому, що коли на з'єднані дошки 1, 1' настилу впливає розтяжне навантаження, язичок 22 запобігає ковзанню смуги 6 вгору. У даному варіанті смуга кріпиться більш міцно при з'єднанні дощок настилу, ніж у випадку, коли дошки настилу демонтуються. Смуга 6 також легко може бути знята поворотом вгору і це є перевагою коли дошки настилу укладені біля стіни у першому або в останньому ряду. На Фіг.34а-34с показані різні варіанти, де нижній виступ до ходить або не доходить до вертикальної площини VP. Варіант за Фіг.34а може застосовуватися для короткої сторони, коли виступний нижній виступ забезпечує міцне 31 81113 замикання між нижнім виступом і замикаючою смугою 6 і, одночасно, втрата матеріалу обмежена. На Фіг.34с показана міцна замикаюча система з подвійними засобами 14, 8 і 14' 8' горизонтального замикання. Окрема смуга 6 дозволяє просто виготовляти прорізану замикаючу канавку 14', використовуючи великі інструменти, що обертаються, оскільки при цій операції смуги 6 на ділянці з'єднувального ребра немає. На Фіг.35а-35е показано, як можна зробити з'єднувальну систему з гнучким язичком 22, який може зміщуватися і/або стискатися горизонтально Н1, Н2 або, альтернативно, згинатися вгору V1 або вниз V2. На Фіг.35а показаний окремий язичок 22 з, наприклад, деревно-волокнистого матеріалу, який може зміщуватися горизонтально у напрямі Н1, Н2 за допомогою пружного матеріалу 70, наприклад, каучукової пасти. На Фіг.35b показаний варіант з язичком 22, який має внутрішню частину, виконану пружною. На Фіг.35с-35d показано як гнучкий язичок може змінювати розміри так, щоб замикання і відпирання відбувалося при вертикальному русі. На Фіг.35е показано, як першу дошку 1' настилу можна від'єднувати шляхом повороту вгору, використовуючи так звані присоски або аналогічний інструмент, який впливає на ребро дошки настилу, найближче до стіни. На довгій стороні і на короткій стороні дошки настилу є гн учкі язички 22' і 22. Після повороту дошки верх можна від'єднати і, за бажанням знову укласти сусідню дошку настилу у тому самому ряду R2. Коли весь ряд буде розібраний, ряди R1 і R3 можна розбирати за способом прототипу. Дошки настилу з такою переважною системою мають великі переваги, передусім на настилах великої площі. Дошки настилу можна заміняти у будь-кому ряду. Пошкоджену дошку у центрі настилу при сучасних замикаючих системах можна замінити тільки розібравши половину настилу. Наприклад, настил може складатися з одного або більше рядів згаданих вище дощок у пропорціях, де можливість розбирання особливо важлива. Язичок 22 переважно повинен виготовлятися з гнучкого матеріалу, наприклад, пластику. Можна використовува ти матеріали на основі деревних волокон, наприклад, ДВПВЩ. Вертикальне розбирання полегшується, якщо гнучкий язичок комбінується з міцною і гнучкою вільною смугою, яка переважно має міцний і гнучкий замикаючий елемент з гладкими замикаючими поверхнями, що володіють низьким коефіцієнтом тертя. На Фіг.36а-36b показано як можна виконати з'єднувальну систему з окремою смугою, що забезпечує можливість кутового переміщення за способом прототипу, де задні сторони дощок настилу притиснуті одна до одної. Такі системи ," випускаються тільки зі смугою, виконаною за одне ціле з основою дошки настилу і складні у використанні. На Фіг.36b показано, як дошки 1, 1' при відносному вигині вниз на кут приблизно 10° від'єднують сторону язичка на дошці 1, яку можна від'єднати при половинному куті, тобто у даному випадку приблизно 5°. При такому способі не можна від'єднати окремі дошки. Доводиться одночасно повертати вгору щонайменше два ряди 32 дощок настилу. Відгинання істотно полегшується, якщо смуга виконана широкою, має низький коефіцієнт тертя і володіє гнучкістю. Корисний також поворот у канавці, до якої прикріплена смуга 6. Все це може бути досягнуте за допомогою окремої смуги, адаптованої для цієї функції. Очевидно, що існує бага то переважних варіантів даного винаходу. По-перше, різні варіанти і їх описи можна об'єднати цілком або частково. Винахідник також провів випробування різних альтернатив, де виготовлялися деталі з різною геометрією, і поверхні з різними кутами нахилу, радіусами, вертикальними і горизонтальними розмірами і т.д. Скоси і закруглення можуть дати відносно таку саму функціональність. Множину інших з'єдн увальних поверхонь можна використовувати як позиціонуючі поверхні. Товщина смуги може змінюватися і є можливість обробки матеріалів і виготовлення смуги з матеріалів плит тонше 2мм. Випробовувалася велика кількість матеріалів плит, які можна обробляти і які звичайно використовуються для виготовлення настилів, у будівництві і при виробництві меблів і які були знайдені придатними для використання у різних варіантах застосування даного винаходу. Оскільки смуга інтегрується механічним способом, відсутні обмеження на кріплення до з'єднувального ребра, які існують при з'єднанні матеріалів склеюванням. Більшість замикаючих систем за попереднім рівнем техніки, як проілюстровано на Фіг.36d-36f можуть бути пристосовані для використання окремої замикаючої смуги, як описано вище. Таким чином, потрібно розуміти, що замикаюча смуга, виго товлена шляхом обробки листового матеріалу, наприклад, матеріалу на основі деревини, не обов'язково повинна володіти всіма ознаками, перерахованими у формулі винаходу. Потрібно також розуміти, що замикаюча смуга може також виготовлятися, наприклад, методом екструзії або литтям під зиском полімерних матеріалів або металів, і у даному випадку, наприклад, може використовуватися показана тут геометрія замикаючої смуги і з'єдн увального ребра дошки настилу. 33 81113 34 35 81113 36 37 81113 38 39 81113 40 41 81113 42 43 81113 44 45 81113 46
ДивитисяДодаткова інформація
Назва патенту англійськоюFloor board and method to make floor board
Автори англійськоюPervan Darko
Назва патенту російськоюДоска настила и способ изготовления доски настила
Автори російськоюПерван Дарко
МПК / Мітки
МПК: E04F 15/04
Мітки: спосіб, настилу, виготовлення, дошки, дошка
Код посилання
<a href="https://ua.patents.su/23-81113-doshka-nastilu-ta-sposib-vigotovlennya-doshki-nastilu.html" target="_blank" rel="follow" title="База патентів України">Дошка настилу та спосіб виготовлення дошки настилу</a>
Дошка настилу для виготовлення настилу (варіанти) та напівфабрикат для виготовлення дощок настилу (варіанти)
Номер патенту: 79459
Опубліковано: 25.06.2007
Автор: Перван Дарко
МПК: E04F 15/04, E04F 15/20
Мітки: настилу, дошка, виготовлення, варіанти, напівфабрикат, дощок
Формула / Реферат:
1. Дошка настилу для виготовлення настилу з ламінату, яка містить основу (30) і поверхневий шар (31), що включає термореактивну смолу, розташований на верхній стороні основи, яка відрізняється тим, що основа містить щонайменше два з'єднаних шари матеріалу (L1, L2), розташованих на різній відстані від поверхневого шару і відмінних один від одного за властивостями матеріалу або композиції матеріалу, причому перший шар (L1) основи, найближчий до...
Спосіб виготовлення дошки для підлоги
Номер патенту: 40849
Опубліковано: 15.08.2001
Автор: Вовк Володимир Якович
МПК: B32B 37/00
Мітки: підлоги, дошки, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення дошки для підлоги, який полягає у виготовленні заготовки з високосортного дерева, її сушінні і остаточній обробці верхньої, нижньої і бічних довгих поверхонь, який відрізняється тим, що додатково виготовляють заготовку з низькосортного дерева таким чином, щоб напрямок річних кілець в неї не збігався з напрямком річних кілець у заготовці з високосортного дерева, сушать заготовку з низькосортного дерева, після сушіння...
Спосіб виготовлення лігноцелюлозної дошки
Номер патенту: 42748
Опубліковано: 15.11.2001
Автори: Лунгрен Горан, Сіслегард Ларс-Отто, Шедін Курт, Тхорбйорнссон Свен-Інгвар
Мітки: спосіб, виготовлення, дошки, лігноцелюлозної
Формула / Реферат:
1. Способ изготовления лигноцеллюлозной доски из волокнистого материала, при котором материал дробят на частицы и/или волокна, высушивают, промазывают клеем и формируют в настил, который прессуют в законченную доску, отличающийся тем, что его осуществляют в два этапа, при этом сформированный настил на первом этапе нагревают пропусканием через него парового потока и прессуют по крайней мере до частично затвердевшей доски с заданной плотностью,...
Панель настилу моста та спосіб виготовлення панелі (варіанти)
Номер патенту: 75609
Опубліковано: 15.05.2006
Автор: Кеннеді Стефен Дж.
МПК: B32B 15/04, E01D 19/12, E01D 101/30, E01D 101/40
Мітки: моста, панель, панелі, настилу, виготовлення, спосіб, варіанти
Формула / Реферат:
1. Панель настилу моста, яка містить багатошарову конструкцію, що має верхню і нижню металеві плити і проміжний прошарок із термореактивного полімерного матеріалу, зчепленого з металевими плитами таким чином, щоб передавати між ними сили зсуву, і додатково містить металеву раму, прикріплену до периферії панелі настилу, при цьому стінки рами утворюють бічні стінки навколо проміжного прошарку.2. Панель настилу моста за п. 1, яка...
Спосіб формування основи паркетної дошки
Номер патенту: 19849
Опубліковано: 25.12.1997
Автори: Сениш Юрій Ярославович, Онуфрик Петро Петрович
МПК: B27M 3/04
Мітки: дошки, формування, основі, спосіб, паркетної
Формула / Реферат:
Спосіб формування основи паркетної дошки, що містить вкладання багатошарової основи, який відрізняється тим, що середній її шар вкладають впритул iз армованих з поздовжніх сторін ребровим шпоном сотових картонних елементів паралелепіпедної форми, вертикальні стінки комірок яких обволочені затверділою водостійкою клейовою речовиною i орієнтовані перпендикулярно до поверхні лицьового • покриття через зміцнювальний шар шпону, змащений з двох...
Попередній патент: Дозуюча пробка
Наступний патент: Нові антитіла до тканинного фактора як антикоагулянти
Випадковий патент: Спосіб моделювання функціональної недостатності плаценти