Нагрівач для використання у курильному виробі з джерелом електроенергії для нагрівання тютюнового ароматного середовища, нагрівач для використання у курильному виробі з джерелом електроенергії для нагрівання ци
Номер патенту: 44246
Опубліковано: 15.02.2002
Автори: ГЕРМАН Герберт, ЛАРОЙ Бернард К., ЛІЛЛІ А. Кліфтон, молодший, ХЕЙЗ Патрік Х., КОЛЛІНЗ Альфред Л., Хаджалігол Мохаммад Р., ДЕВІ Сітхарама К., ГАНСЕРТ Роберт В., Кін Біллі Дж., молодший, ХІГГІНЗ Чарлз Т., ФЛЕЙШХАУЕР Грір С.
Формула / Реферат
1. Нагреватель для использования в курительном изделии с источником электроэнергии для нагрева табачной ароматной среды, содержащий электрически резистивный нагревательный элемент с электрическим изолятором, отличающийся тем, что нагреватель снабжен подложкой из электрически проводящего материала, а электрический изолятор нанесен на по меньшей мере часть подложки, при этом электрически резистивный нагревательный элемент нанесен на электрический изолятор, и первый конец нагревательного элемента электрически подсоединен к электрически проводящей подложке, а второй конец нагревательного элемента и часть нагревательного элемента между первым и вторым концами нагревательного элемента электрически изолированы от электрически проводящей подложки посредством изолятора, при этом подложка и второй конец нагревательного элемента выполнены с возможностью электрического подсоединения к источнику электроэнергии.
2. Нагреватель по п. 1, отличающийся тем, что электрически проводящий материал подложки является одним из группы, содержащей алюминиды железа и алюминиды никеля, а нагревательный элемент выполнен из электрически резистивного материала, выбранного из группы, содержащей алюминиды железа и алюминиды никеля.
3. Нагреватель по п. 1 или п. 2, отличающийся тем, что упомянутая подложка выполнена из материала, содержащего алюминид железа, электрически резистивный нагревательный элемент выполнен из материала, содержащего алюминид железа, и электрический изолятор изготовлен из материала, выбранного из группы, содержащей окись алюминия, двуокись циркония, муллит и смеси окиси алюминия и двуокиси циркония.
4. Нагреватель по любому из пп. 1-3, отличающийся тем, что изолятор выполнен из материала, содержащего двуокись циркония, частично стабилизированную окисью иттрия.
5. Нагреватель по любому из пп. 1-4, отличающийся тем, что материал подложки, а также материал резистивного нагревательного элемента содержит примерно 77,92% никеля, примерно 21,73% алюминия, примерно 0,34% циркония и примерно 0,01% бора.
6. Нагреватель по любому из пп. 1-5, отличающийся тем, что материал подложки содержит алюминид никеля, имеющий модификатор, выбранный из группы, содержащей цирконий и бор.
7. Нагреватель по любому из пп. 1-6, отличающийся тем, что нагревательный элемент изготовлен из материала, содержащего алюминид никеля, имеющий модификатор, выбранный из группы, содержащей цирконий и бор.
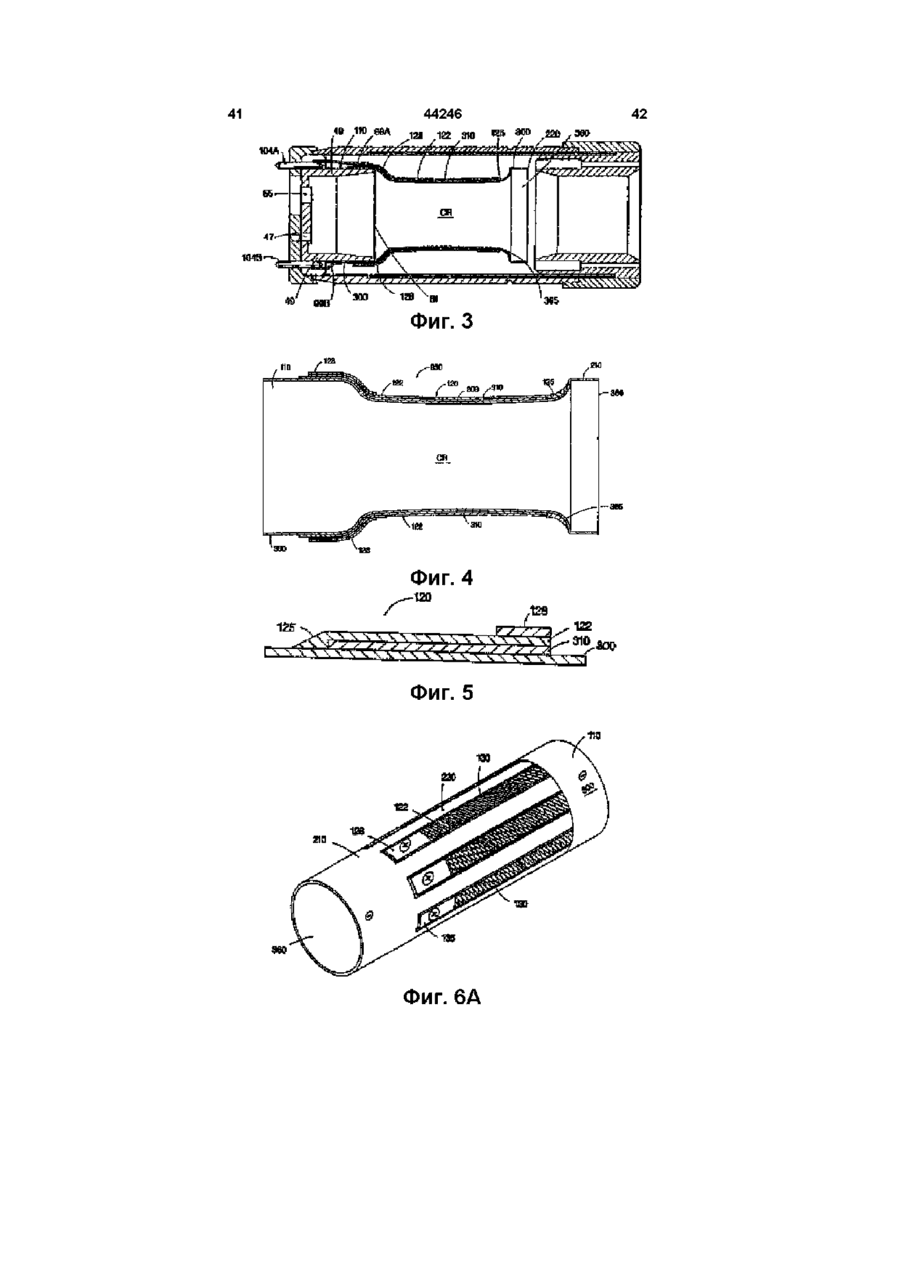
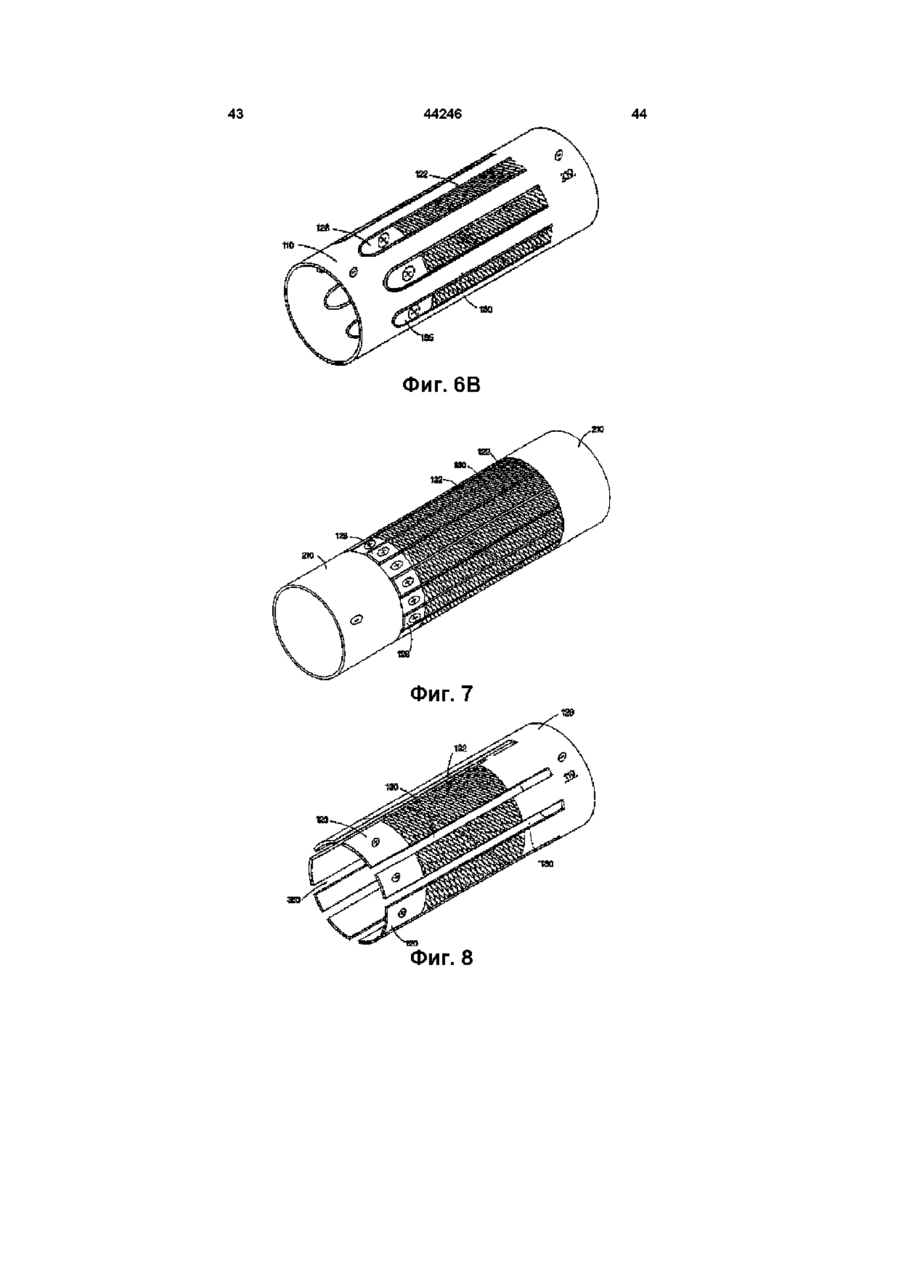
8. Нагреватель для использования в курительном изделии с источником электроэнергии для нагрева цилиндрической сигареты, содержащий электрически резистивный нагревательный элемент с электрическим изолятором, при этом нагреватель выполнен цилиндрическим и образован множеством радиально разнесенных электрически проводящих лопаток, расположенных с зазором друг относительно друга на общей концевой втулке, отличающийся тем, что нагреватель снабжен подложкой из электропроводящего материала, выполненной в виде цилиндрической трубки с соответствующими зазорами, при этом электрический изолятор нанесен на по меньшей мере одну из множества лопаток, а электрически резистивный нагревательный элемент нанесен на упомянутый изолятор, причем первый конец нагревательного элемента электрически подсоединен к упомянутой по меньшей мере одной из множества лопаток, а второй конец нагревательного элемента и часть нагревательного элемента между первым и вторым концами электрически изолированы от упомянутой по меньшей мере одной из множества лопаток посредством упомянутого изолятора, причем концевая втулка и второй конец нагревательного элемента выполнены с возможностью электрического подсоединения к источнику электроэнергии.
9. Нагреватель по п. 8, отличающийся тем, что упомянутый электрический изолятор нанесен на наружную поверхность упомянутой трубки.
10. Нагреватель по п. 8 или 9, отличающийся тем, что зазоры между лопатками выполнены продольно относительно оси трубки.
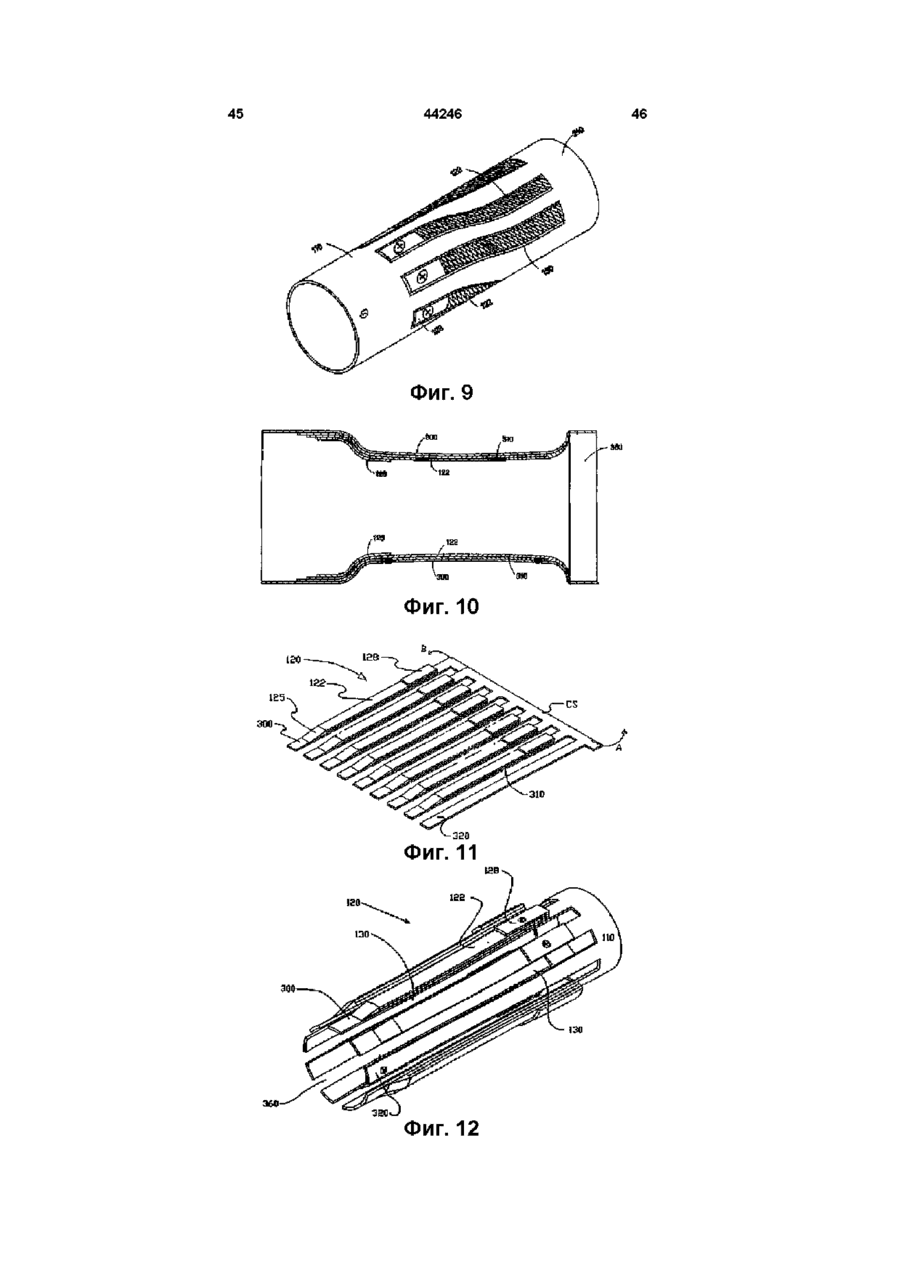
11. Нагреватель по п. 8 или 9, отличающийся тем, что зазоры между лопатками выполнены по спирали относительно оси трубки.
12. Нагреватель по любому из пп. 8-11, отличающийся тем, что трубка содержит входное отверстие для сигареты и суженный участок для обеспечения контакта со вставленной сигаретой.
13. Нагреватель по п. 12, отличающийся тем, что диаметр входного отверстия превышает диаметр вставляемой сигареты.
14. Нагреватель по п. 12 или 13, отличающийся тем, что упомянутая трубка дополнительно содержит участок горловины между входным отверстием и суженным участком, причем участок горловины имеет постепенно уменьшающийся диаметр от входного отверстия к суженному участку.
15. Нагреватель по любому из пп. 12-14, отличающийся тем, что лопатки изогнуты внутрь для формирования суженного участка.
16. Нагреватель по любому из пп. 12-15, отличающийся тем, что входное отверстие расположено со стороны трубки, противоположной упомянутой общей концевой втулке, и образовано свободными концами лопаток.
17. Нагреватель по любому из пп. 12-16, отличающийся тем, что он дополнительно снабжен второй концевой втулкой, расположенной на противоположном относительно общей концевой втулки конце нагревателя, которая образует упомянутое входное отверстие для сигарет.
18. Нагреватель по любому из пп. 8-12, отличающийся тем, что он дополнительно снабжен второй концевой втулкой, расположенной на противоположном относительно общей концевой втулки конце трубки.
19. Нагреватель по п. 18, отличающийся тем, что между лопатками и второй концевой втулкой образованы зазоры.
20. Нагреватель по любому из пп. 8-19, отличающийся тем, что он снабжен положительным электрическим контактом, электрически соединенным со вторым концом упомянутого нагревательного элемента.
21. Нагреватель по любому из пп. 8-20, отличающийся тем, что электрический изолятор и соответствующий ему нагревательный элемент нанесены на по меньшей мере две из упомянутого множества лопаток, при этом первый конец каждого соответствующего нагревательного элемента электрически подсоединен к соответствующей лопатке, причем общая концевая втулка служит в качестве электрически общей детали для соответствующих нагревательных элементов, а второй конец каждого соответствующего нагревательного элемента выполнен с возможностью соответствующего электрического подключения к источнику электрической энергии.
22. Нагреватель по п. 2, отличающийся тем, что изоляторы и соответствующие им нагревательные элементы нанесены на каждую вторую лопатку.
23. Нагреватель по п. 21, отличающийся тем, что изоляторы нанесены на каждую из множества лопаток, а нагревательные элементы нанесены на каждую вторую лопатку.
24. Нагреватель по п. 21, отличающийся тем, что количество лопаток, имеющих соответствующий нагревательный элемент, находится в зависимости от заранее заданного количества затяжек вставленной сигареты.
25. Нагреватель по п. 21, отличающийся тем, что количество лопаток, имеющих соответствующие нагревательные элементы, равно заранее заданному количеству затяжек.
26. Нагреватель по п. 21, отличающийся тем, что количество лопаток, имеющих соответствующие нагревательные элементы, в два раза больше заранее заданного количества затяжек вставленной сигареты.
27. Нагреватель по п. 21, отличающийся тем, что две лопатки, имеющие соответствующий нагревательный элемент, выполнены с возможностью одновременного резистивного нагрева.
28. Нагреватель по любому из пп. 21-23, отличающийся тем, что электрические изоляторы нанесены на наружную поверхность упомянутой трубки.
29. Нагреватель по любому из пп. 8-24, отличающийся тем, что на по меньшей мере одной из лопаток выполнены перфорации.
30. Нагреватель по любому из пп. 8-20, отличающийся тем, что упомянутый электрический изолятор и соответствующий ему нагревательный элемент нанесены на внутреннюю поверхность трубки, при этом нагревательный элемент обращен к вставленной сигарете.
31. Нагреватель по пп. 8-30, отличающийся тем, что электрически проводящий материал упомянутой трубки является одним из группы, содержащей алюминиды железа и алюминиды никеля, а нагревательный элемент выполнен из электрически резистивного материала, выбранного из группы, содержащей алюминиды железа и алюминиды никеля.
32. Нагреватель по любому из пп. 8-31, отличающийся тем, что упомянутая трубка выполнена из материала, содержащего алюминид железа, а электрически резистивный нагревательный элемент выполнен из материала, содержащего алюминид железа, и электрический изолятор изготовлен из материала, выбранного из группы, содержащей окись алюминия, двуокись циркония, муллит и смеси окиси алюминия и двуокиси циркония.
33. Нагреватель по любому из пп. 8-32, отличающийся тем, что изолятор выполнен из материала, содержащего двуокись циркония, частично стабилизированную окисью иттрия.
34. Нагреватель по любому из пп. 8-33, отличающийся тем, что материал упомянутой трубки, а также материал резистивного нагревательного элемента содержит примерно 77,92% никеля, примерно 21,73% алюминия, примерно 0,34% циркония и примерно 0,01% бора.
35. Нагреватель по любому из пп. 8-34, отличающийся тем, что материал упомянутой трубки содержит алюминид никеля, имеющий модификатор, выбранный из группы, содержащей цирконий и бор.
36. Нагреватель по любому из пп. 8-35, отличающийся тем, что нагревательный элемент изготовлен из материала, содержащего алюминид никеля, имеющий модификатор, выбранный из группы, содержащей цирконий и бор.
37. Нагреватель по п. 21, отличающийся тем, что цилиндрическая трубка дополнительно снабжена общей лопаткой из электрически проводящего материала, соединенной с общей концевой втулкой, причем общая лопатка выполнена с возможностью электрического соединения с источником электрической энергии.
38. Нагреватель по п. 21, отличающийся тем, что упомянутая общая концевая втулка образует входное отверстие для сигареты, первый конец нагревательного элемента размещен со стороны общей втулки.
39. Нагреватель по п. 16, отличающийся тем, что второй конец нагревательного элемента размещен со стороны общей втулки.
40. Способ изготовления нагревателя для использования в электрическом курительном изделии, предназначенном для нагрева цилиндрической сигареты, включающий подготовку электрически проводящего материала, формирование множества лопаток из электрически проводящего материала, имеющих между собой зазоры, и общей концевой части, а также формирование электрического изолятора, отличающийся тем, что электрический изолятор формируют на по меньшей мере одной из множества электрически проводящих лопаток, затем наносят электрически резистивный нагревательный элемент на сформированный электрический изолятор с обеспечением электрического контакта первого конца нагревательного элемента с упомянутой по меньшей мере одной электрически проводящей лопаткой и формируют электрический контакт на втором конце образованного нагревательного элемента, а также формируют цилиндрический приемник для приема сигареты из упомянутого множества лопаток и упомянутой общей концевой части.
41. Способ по п. 40, отличающийся тем, что формирование электрического изолятора и резистивного нагревательного элемента осуществляют путем нанесения маскирующего покрытия и термического напыления соответствующих конфигураций изолятора и резистивного нагревательного элемента.
42. Способ по п. 40 или 41, отличающийся тем, что формирование множества лопаток осуществляют путем лазерного разрезания трубки из электрически проводящего материала.
43. Способ по любому из пп. 40-42, отличающийся тем, что формирование множества лопаток осуществляют перед нанесением электрического изолятора на трубку.
44. Способ по любому из пп. 40-43, отличающийся тем, что подготовку электрически проводящего материала осуществляют путем сворачивания листа электрически проводящего материала в трубку.
45. Способ по любому из пп. 40-44, отличающийся тем, что формируют лопатки, которые параллельны продольной оси трубки.
46. Способ по любому из пп. 40-44, отличающийся тем, что формируют лопатки, которые расположены по спирали относительно продольной оси трубки.
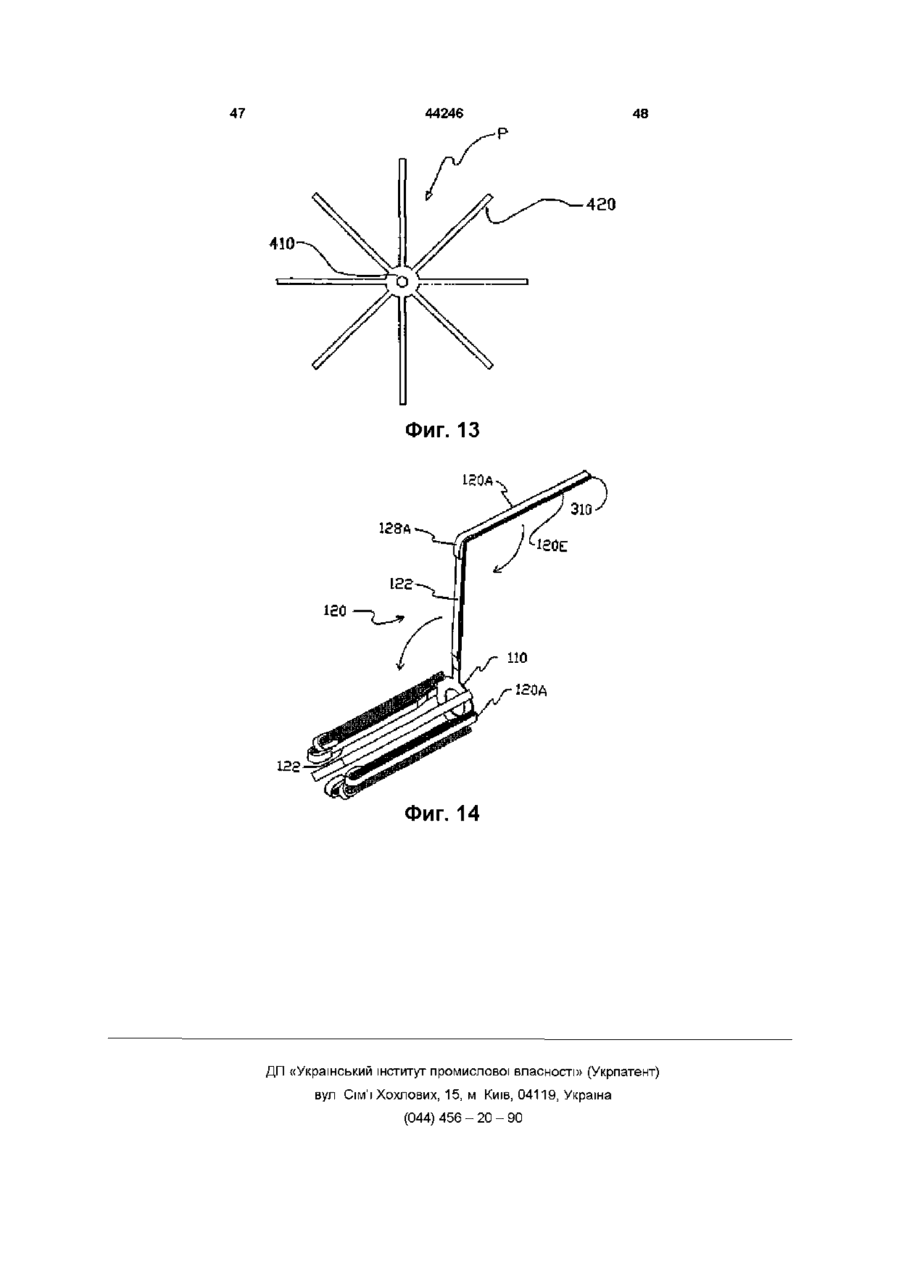
47. Способ по п. 46, отличающийся тем, что лопатки изготавливают путем вращения трубки при одновременном перемещении резака в продольном направлении относительно вращающейся трубки.
48. Способ по любому из пп. 40-47, отличающийся тем, что осуществляют вращение трубки из электрически проводящего материала во время нанесения электрического изолятора.
49. Способ по п. 48, отличающийся тем, что осуществляют вращение трубки между этапами формирования электрически резистивного нагревательного элемента.
50. Способ по любому из пп. 40-49, отличающийся тем, что осуществляют штамповку листа электрически проводящего материала для образования общей концевой части и множества лопаток, перпендикулярных общей концевой части и разделенных между собой, и последующее сворачивание общего участка для образования втулки с множеством отходящих от нее лопаток.
51. Способ по любому из пп. 40-49, отличающийся тем, что осуществляют штамповку листа электрически проводящего материала для образования центральной втулки и множества лопаток, отходящих от нее в радиальном направлении, и затем изгибают лопатки в одном и том же направлении.
52. Способ по п. 51, отличающийся тем, что осуществляют изгиб части каждой лопатки примерно на 180° по направлению к образованной общей втулке, причем первый конец нагревательного элемента формируют вблизи обшей втулки, и дополнительно осуществляют образование электрического соединения от второго конца нагревательного элемента вдоль согнутой второй лопатки по направлению к общей втулке.
Текст
1 Нагреватель для использования в курительном изделии с источником электроэнергии для нагрева табачной ароматной среды, содержащий электрически резистивный нагревательный элемент с электрическим изолятором, отличающийся тем, что нагреватель снабжен подложкой из электрически проводящего материала, а электрический изолятор нанесен на по меньшей мере часть подложки, при этом электрически резистивный нагревательный элемент нанесен на электрический изолятор, и первый конец нагревательного элемента электрически подсоединен к электрически проводящей подложке, а второй конец нагревательного элемента и часть нагревательного элемента между первым и вторым концами нагревательного элемента электрически изолированы от электрически проводящей подложки посредством изолятора, при этом подложка и второй конец нагревательного элемента выполнены с возможностью электрического подсоединения к источнику электроэнергии 2 Нагреватель по п 1, отличающийся тем, что электрически проводящий материал подложки является одним из группы, содержащей алюминиды железа и алюминиды никеля, а нагревательный элемент выполнен из электрически резистив ного материала, выбранного из группы, содержащей алюминиды железа и алюминиды никеля 3 Нагреватель по п 1 или п 2, отличающийся тем, что упомянутая подложка выполнена из материала, содержащего алюминид железа, электрически резистивный нагревательный элемент выполнен из материала, содержащего алюминид железа, и электрический изолятор изготовлен из материала, выбранного из группы, содержащей окись алюминия, двуокись циркония, муллит и смеси окиси алюминия и двуокиси циркония 4 Нагреватель по любому из пп 1-3, отличающийся тем, что изолятор выполнен из материала, содержащего двуокись циркония, частично стабилизированную окисью иттрия 5 Нагреватель по любому из пп 1-4, отличающийся тем, что материал подложки, а также материал резистивного нагревательного элемента содержит примерно 77,92% никеля, примерно 21,73% алюминия, примерно 0,34% циркония и примерно 0,01% бора 6 Нагреватель по любому из пп 1-5, отличающийся тем, что материал подложки содержит алюминид никеля, имеющий модификатор, выбранный из группы, содержащей цирконий и бор 7 Нагреватель по любому из пп 1-6, отличающийся тем, что нагревательный элемент изготовлен из материала, содержащего алюминид никеля, имеющий модификатор, выбранный из группы, содержащей цирконий и бор 8 Нагреватель для использования в курительном изделии с источником электроэнергии для нагрева цилиндрической сигареты, содержащий электрически резистивный нагревательный элемент с электрическим изолятором, при этом нагреватель выполнен цилиндрическим и образован множеством радиально разнесенных электрически проводящих лопаток, расположенных с зазором друг относительно друга на общей концевой втулке, отличающийся тем, что нагреватель снабжен подложкой из электропроводящего материала, выполненной в виде цилиндрической трубки с соответствующими зазорами, при этом электрический изолятор нанесен на по меньшей мере одну О (О 44246 из множества лопаток, а электрически резистивветствующий ему нагревательный элемент наненый нагревательный элемент нанесен на упомясены на по меньшей мере две из упомянутого нутый изолятор, причем первый конец нагревамножества лопаток, при этом первый конец каждотельного элемента электрически подсоединен к го соответствующего нагревательного элемента упомянутой по меньшей мере одной из множества электрически подсоединен к соответствующей лопаток, а второй конец нагревательного элеменлопатке, причем общая концевая втулка служит в та и часть нагревательного элемента между перкачестве электрически общей детали для соответвым и вторым концами электрически изолированы ствующих нагревательных элементов, а второй от упомянутой по меньшей мере одной из множеконец каждого соответствующего нагревательного ства лопаток посредством упомянутого изолятора, элемента выполнен с возможностью соответстпричем концевая втулка и второй конец нагревавующего электрического подключения к источнику тельного элемента выполнены с возможностью электрической энергии электрического подсоединения к источнику элек22 Нагреватель по п 2, отличающийся тем, что троэнергии изоляторы и соответствующие им нагревательные элементы нанесены на каждую вторую лопатку 9 Нагреватель по п 8, отличающийся тем, что упомянутый электрический изолятор нанесен на 23 Нагреватель по п 21, отличающийся тем, что наружную поверхность упомянутой трубки изоляторы нанесены на каждую из множества лопаток, а нагревательные элементы нанесены на 10 Нагреватель по п 8 или 9, отличающийся каждую вторую лопатку тем, что зазоры между лопатками выполнены продольно относительно оси трубки 24 Нагреватель по п 21, отличающийся тем, что количество лопаток, имеющих соответствующий 11 Нагреватель по п 8 или 9, отличающийся нагревательный элемент, находится в зависимотем, что зазоры между лопатками выполнены по сти от заранее заданного количества затяжек спирали относительно оси трубки вставленной сигареты 12 Нагреватель по любому из пп 8-11, отличающийся тем, что трубка содержит входное отвер25 Нагреватель по п 21, отличающийся тем, что стие для сигареты и суженный участок для обесколичество лопаток, имеющих соответствующие печения контакта со вставленной сигаретой нагревательные элементы, равно заранее заданному количеству затяжек 13 Нагреватель по п 12, отличающийся тем, что диаметр входного отверстия превышает диаметр 26 Нагреватель по п 21, отличающийся тем, что вставляемой сигареты количество лопаток, имеющих соответствующие нагревательные элементы, в два раза больше 14 Нагреватель по п 12 или 13, отличающийся заранее заданного количества затяжек вставлентем, что упомянутая трубка дополнительно соной сигареты держит участок горловины между входным отверстием и суженным участком, причем участок гор27 Нагреватель по п 21, отличающийся тем, что ловины имеет постепенно уменьшающийся две лопатки, имеющие соответствующий нагревадиаметр от входного отверстия к суженному учательный элемент, выполнены с возможностью стку одновременного резистивного нагрева 15 Нагреватель по любому из пп 12-14, отли28 Нагреватель по любому из пп 21-23, отличающийся тем, что лопатки изогнуты внутрь для чающийся тем, что электрические изоляторы наформирования суженного участка несены на наружную поверхность упомянутой трубки 16 Нагреватель по любому из пп 12-15, отличающийся тем, что входное отверстие располо29 Нагреватель по любому из пп 8-24, отличаюжено со стороны трубки, противоположной упомящийся тем, что на по меньшей мере одной из лонутой общей концевой втулке, и образовано паток выполнены перфорации свободными концами лопаток 30 Нагреватель по любому из пп 8-20, отличающийся тем, что упомянутый электрический изоля17 Нагреватель по любому из пп 12-16, отлитор и соответствующий ему нагревательный элечающийся тем, что он дополнительно снабжен мент нанесены на внутреннюю поверхность второй концевой втулкой, расположенной на протрубки, при этом нагревательный элемент обративоположном относительно общей концевой щен к вставленной сигарете втулки конце нагревателя, которая образует упомянутое входное отверстие для сигарет 31 Нагреватель по пп 8-30, отличающийся тем, 18 Нагреватель по любому из пп 8-12, отличаючто электрически проводящий материал упомянущийся тем, что он дополнительно снабжен второй той трубки является одним из группы, содержаконцевой втулкой, расположенной на противопощей алюминиды железа и алюминиды никеля, а ложном относительно общей концевой втулки нагревательный элемент выполнен из электричеконце трубки ски резистивного материала, выбранного из группы, содержащей алюминиды железа и алюминиды 19 Нагреватель по п 18, отличающийся тем, что никеля между лопатками и второй концевой втулкой образованы зазоры 32 Нагреватель по любому из пп 8-31, отличаю20 Нагреватель по любому из пп 8-19, отличающийся тем, что упомянутая трубка выполнена из щийся тем, что он снабжен положительным элекматериала, содержащего алюминид железа, а трическим контактом, электрически соединенным электрически резистивный нагревательный элесо вторым концом упомянутого нагревательного мент выполнен из материала, содержащего алюэлемента минид железа, и электрический изолятор изготовлен из материала, выбранного из группы, 21 Нагреватель по любому из пп 8-20, отличаюсодержащей окись алюминия, двуокись циркония, щийся тем, что электрический изолятор и соот 44246 муллит и смеси окиси алюминия и двуокиси цирют путем нанесения маскирующего покрытия и кония термического напыления соответствующих конфи33 Нагреватель по любому из пп 8-32, отличаюгураций изолятора и резистивного нагревательнощийся тем, что изолятор выполнен из материала, го элемента содержащего двуокись циркония, частично стаби42 Способ по п 40 или 41, отличающийся тем, лизированную окисью иттрия что формирование множества лопаток осуществ34 Нагреватель по любому из пп 8-33, отличаюляют путем лазерного разрезания трубки из элекщийся тем, что материал упомянутой трубки, а трически проводящего материала также материал резистивного нагревательного 43 Способ по любому из пп 40-42, отличающийэлемента содержит примерно 77,92% никеля, ся тем, что формирование множества лопаток примерно 21,73% алюминия, примерно 0,34% осуществляют перед нанесением электрического циркония и примерно 0,01% бора изолятора на трубку 35 Нагреватель по любому из пп 8-34, отличаю44 Способ по любому из пп 40-43, отличающийщийся тем, что материал упомянутой трубки сося тем, что подготовку электрически проводящего держит алюминид никеля, имеющий модификатор, материала осуществляют путем сворачивания выбранный из группы, содержащей цирконий и листа электрически проводящего материала в бор трубку 36 Нагреватель по любому из пп 8-35, отличаю45 Способ по любому из пп 40-44, отличающийщийся тем, что нагревательный элемент изготовся тем, что формируют лопатки, которые параллен из материала, содержащего алюминид никелельны продольной оси трубки ля, имеющий модификатор, выбранный из группы, 46 Способ по любому из пп 40-44, отличающийсодержащей цирконий и бор ся тем, что формируют лопатки, которые расположены по спирали относительно продольной оси 37 Нагреватель по п 21, отличающийся тем, что трубки цилиндрическая трубка дополнительно снабжена общей лопаткой из электрически проводящего 47 Способ по п 46, отличающийся тем, что ломатериала, соединенной с общей концевой втулпатки изготавливают путем вращения трубки при кой, причем общая лопатка выполнена с возможодновременном перемещении резака в продольностью электрического соединения с источником ном направлении относительно вращающейся электрической энергии трубки 38 Нагреватель по п 21, отличающийся тем, что 48 Способ по любому из пп 40-47, отличающийупомянутая общая концевая втулка образует ся тем, что осуществляют вращение трубки из входное отверстие для сигареты, первый конец электрически проводящего материала во время нагревательного элемента размещен со стороны нанесения электрического изолятора общей втулки 49 Способ по п 48, отличающийся тем, что осуществляют вращение трубки между этапами фор39 Нагреватель по п 16, отличающийся тем, что мирования электрически резистивного нагревавторой конец нагревательного элемента разметельного элемента щен со стороны общей втулки 50 Способ по любому из пп 40-49, отличающий40 Способ изготовления нагревателя для исполься тем, что осуществляют штамповку листа элекзования в электрическом курительном изделии, трически проводящего материала для образовапредназначенном для нагрева цилиндрической ния общей концевой части и множества лопаток, сигареты, включающий подготовку электрически перпендикулярных общей концевой части и разпроводящего материала, формирование множестделенных между собой, и последующее сворачива лопаток из электрически проводящего матевание общего участка для образования втулки с риала, имеющих между собой зазоры, и общей множеством отходящих от нее лопаток концевой части, а также формирование электрического изолятора, отличающийся тем, что элек51 Способ по любому из пп 40-49, отличающийтрический изолятор формируют на по меньшей ся тем, что осуществляют штамповку листа элекмере одной из множества электрически проводятрически проводящего материала для образоващих лопаток, затем наносят электрически резиния центральной втулки и множества лопаток, стивный нагревательный элемент на сформироотходящих от нее в радиальном направлении, и ванный электрический изолятор с обеспечением затем изгибают лопатки в одном и том же направэлектрического контакта первого конца нагревалении тельного элемента с упомянутой по меньшей мере 52 Способ по п 51, отличающийся тем, что осуодной электрически проводящей лопаткой и форществляют изгиб части каждой лопатки примерно мируют электрический контакт на втором конце на 180° по направлению к образованной общей образованного нагревательного элемента, а также втулке, причем первый конец нагревательного формируют цилиндрический приемник для приема элемента формируют вблизи обшей втулки, и досигареты из упомянутого множества лопаток и полнительно осуществляют образование электриупомянутой общей концевой части ческого соединения от второго конца нагревательного элемента вдоль согнутой второй лопатки 41 Способ по п 40, отличающийся тем, что по направлению к общей втулке формирование электрического изолятора и резистивного нагревательного элемента осуществля 44246 Настоящее изобретение относится к нагревателям для использования в электрическом изделии длякурения, и более конкретно — к трубчатому нагревателю для использования в электрическом изделии для курения В международной заявке на патент WO 94/06314 (31 03 1994) описана электрическая система для курения, включающая новую зажигалку с электропитанием и новую сигарету, которая приспособлена для совместного использования с зажигалкой Предпочтительный вариант зажигалки включает в себя множество металлических синусоидальных нагревателей, расположенных в конфигурации, которая позволяет скользящим образом вставлять стержнеобразную табачную часть сигареты Описанный в заявке WO 94/06314 (31 03 1994) предпочтительный вариант сигареты предпочтительно содержит в себе наполненный табаком трубчатый держатель, сигаретную бумагу, обернутую вокруг трубчатого держателя, устройство фильтрующих вставок сквозного потока на мундштучном держателе и фильтрующую вставку на противоположном (удаленном) конце держателя, которая предпочтительно ограничивает поток воздуха в осевом направлении через сигарету Сигарету и зажигалку выполняют таким образом, что когда сигарету вставляют в зажигалку и когда отдельные нагреватели приводятся в действие для каждой затяжки, происходит локализованное обугливание в точках вокруг сигареты в местоположениях, где каждый нагреватель касается сигареты После приведения в действие всех нагревателей, эти обугленные точки близко располагаются друг к другу и окружают среднюю часть участка держателя сигареты В зависимости от максимальных температур и суммарной энергии, поступающей в нагреватели, обугленные точки обнаруживают не только простые изменения цвета сигаретной бумаги В большинстве применений обугливание создает, по меньшей мере, мелкие разрывы в сигаретной бумаге и ниженаходящемся материале держателя, где каждый разрыв стремится механически ослабить сигарету При изъятии сигареты из зажигалки, обугленные точки должны, по меньшей мере, частично скользить по нагревателям При ухудшенных условиях, например, когда сигарета оказывается влажной, ее разминали или крутили в руках, сигарета может оказаться предрасположенной к разламыванию или оставлению кусочков при ее вытаскивании из зажигалки Кусочки, оставшиеся в зажимном приспособлении зажигалки, могут мешать правильной работе зажигалки и (или) изменять вкус следующей сигареты Если сигарета переломится на две части при вытаскивании, курильщик может столкнуться не только с разочарованием в отношении порчи сигаретного изделия, но также с перспективой чистки обломков из засоренной зажигалки перед тем, как он или она сможет использовать другую сигарету Описанный в заявке WO 94/06314 (31 03 1994) предпочтительный вариант сигареты представляет собой по существу полую трубку между фильтрующими вставками на мундштучном конце сига 8 реты и вставкой на отдаленном конце Полагают, что эта конструкция повышает подачу аэрозоли курильщику посредством обеспечения достаточного пространства, в которое аэрозоль может выделяться из держателя при минимальных появлениях и конденсации аэрозоли на каких-либо ближайших поверхностях В заявке WO 94/06314 (31 03 1994) раскрыто электрическое курительное изделие, имеющее нагреватели, которые приводятся в действие при восприятии втягивания, посредством управляющей и логической схем Нагреватели представляют собой предпочтительно сравнительно тонкую серпантинную конструкцию, предназначенную для передачи достаточных количеств тепла сигарете, и имеющую легкий вес Нагревательный блок выполнен цилиндрическим и содержит восемь радиально разнесенных нагревательных элементов (лопаток), имеющих S-образные криволинейные участки для повышения эффективного сопротивления без увеличения длины или сужения элементов Элементы предназначены для нагрева восьми участков на поверхности сигареты и получения восьми затяжек ароматного табачного дыма Лопатки расположены с зазором друг относительно друга на общей концевой втулке Они могут быть покрыты слоем инертного теплопроводного электроизоляционного материала, например, керамики, во избежание нежелательных реакций Кроме того, описан способ изготовления блока нагревателей, который включает формирование множества лопаток из цельного листа электропроводного материала, обладающего высокой механической прочностью и стойкостью к разрушению при высоких температурах Лист режут или формуют посредством штампа или с помощью лазера Затем заготовку обрабатывают лазерной резкой для получения серпантина Вырезанный или отштампованный лист подвергают электроэрозионной обработке, чтобы сгладить острые кромки Затем заготовку раскатывают на оправке, придавая ей цилиндрическую форму Заднюю часть и боковые стенки отрезают, а кромки передней части сваривают для получения цельного нагревательного блока Можно сначала согнуть лист в трубку, а затем разрезать его на отдельные лопатки Можно собрать блок нагревательных элементов путем прикрепления отдельных лопаток точечной сваркой к общему кольцу (общей концевой втулке), которое служит электрической шиной и механической опорой блока Хотя описанные устройства и способ лишены многих недостатков, о которых шла речь, некоторым вариантам их осуществления свойственно наличие существенной конденсации при нагревании табачной ароматной среды Конденсация паров на сравнительно более холодных электрических контактах и связанных с ними управляющих и логических схемах может создать проблемы Кроме того, она может помешать восприятию аромата табачной среды сигареты Хотя теоретическое объяснение отсутствует, полагают, что конденсация зависит от формы потока и градиента давления окружающего воздуха, втягиваемого через 44246 10 изделие, а также от конструкции нагревательного щего нагревательный элемент с электрическим узла Нагрев табачной среды высвобождает пары, изолятором При этом нагреватель выполнен цикоторые затем охлаждаются и конденсируются на линдрическим и образован множеством лопаток, поверхностях относительно более холодных элеразмещенных на общей концевой втулке с зазоментов Конденсация может вызывать короткие рами друг относительно друга Нагреватель снабзамыкания и другие нежелательные неисправножен подложкой из электрически проводящего масти териала, выполненной в виде цилиндрической трубки с соответствующими зазорами, при этом Кроме того, предлагаемые нагреватели подэлектрический изолятор нанесен по меньшей мевергаются механическому ослаблению и, возможре, на одну из множества электрически проводяно, повреждению из-за напряжения, создаваемого щих лопаток, а электрический резистивный нагревставлением и изъятием цилиндрического носивательный элемент нанесен на изолятор, причем теля табака, а также регулированием или небрежпервый конец нагревательного элемента электриным обращением при вставленной сигарете чески подсоединен, по меньшей мере, к одной из Далее, в электрических изделиях для курения множества электрически проводящих лопаток, а используют электрические резистивные нагревавторой конец нагревательного элемента и участок тели, имеющие сравнительно сложные электриченагревательного элемента между первым и втоские соединения, которые могут мешать вставлерым концами электрически изолированы от, по нию и изъятию сигареты меньшей мере, одной электрически проводящей В основу изобретения поставлена задача созлопатки посредством изолятора Концевая втулка дания нагревателя для использования в куривыполнена с возможностью подключения к источтельном изделии с источником электроэнергии нику электроэнергии, и второй конец нагревательдля нагрева табачной ароматной среды, в котоного элемента выполнен с возможностью элекром за счет изменения конструкции нагревательтрического соединения с источником ного элемента происходит вырабатывание ароэлектроэнергии, резистивная нагревающая цепь матной среды без непосредственного горения образована с возможностью нагревания электриДругая задача изобретения — усовершенстческого резистивного нагревательного элемента, вование нагревателя для использования в курикоторый, в свою очередь, выполнен с возможнотельном изделии с источником электроэнергии стью нагревания вставленной сигареты для нагрева цилиндрической сигареты путем изменения конструкции нагревательного блока, коИзобретение далее обеспечивает способ обторое привело бы к вырабатыванию ароматной разования нагревателя для использования в элексреды без непосредственного горения, а также трическом курительном изделии, предназначеннопозволило бы снизить вероятность прохождения го для нагревания цилиндрической сигареты, дыма от боковых поверхностей сигареты и конпричем способ заключается в денсацию паров на поверхностях устройства и - обеспечении электрически проводящего маобеспечить курильщику приостанавливание и вотериала, зобновление использования - формировании Еще одной задачей изобретения является a) множества лопаток из электрически провосоздание простого и экономичного способа изгодящего материала с зазорами между ними, и товления нагревателя b) общей концевой детали, где лопатки направлены от общей концевой детали, В соответствии с изобретением нагреватель для использования в курительном изделии с ис- формировании электрического изолятора, по точником электроэнергии, предназначенный для меньшей мере, на одной из множества электриченагрева табачной ароматной среды содержит ски проводящих лопаток, подложку из электрически проводящего материа- формировании электрического резистивного ла и электрический изолятор, нанесенный, по нагревателя на образованном электрическом изоменьшей мере, на часть подложки Электрический ляторе с возможностью нахождения первого конца резистивный нагревательный элемент нанесен на нагревателя в электрическом контакте, по меньэлектрический изолятор, причем первый конец шей мере, с одной электрически проводящей лонагревательного элемента электрически подсоепаткой, динен к электрически проводящей подложке, а - создании электрического контакта на втором второй конец нагревательного элемента и участок конце образованного нагревателя, нагревательного элемента между первым и вто- помещении множества лопаток и общей дерым концами электрически изолированы от подтали в цилиндрический приемник, предназначенложки посредством изолятора Подложка и второй ный для приема вставляемой сигареты конец нагревательного элемента выполнены с Нагреватель, согласно изобретению, имеет возможностью электрического подсоединения к преимущества вырабатывания из табака среды источнику электрической энергии, резистивная без непрерывного горения нагревающая цепь образована с возможностью Варианты осуществления изобретения могут нагревания нагревательного элемента который, в иметь такое преимущество, что они снижают весвою очередь выполнен с возможностью нагревароятность проникновения дыма от боковых пония табачной ароматной среды верхностей сигареты, и обеспечивают курильщику возможность приостанавливать и возобновлять Изобретение касается также нагревателя для использование использования в курительном изделии, имеющем источник электроэнергии, предназначенного для Более того, вышеупомянутые преимущества нагревания цилиндрической сигареты, содержаможно получить при одновременном снижении 11 44246 12 конденсации дыма в курительном изделии втулки, имеющей множество чередующихся заПредпочтительный вариант осуществления градительных и идущих между ними нагревательизобретения может иметь преимущество обеспеных лопаток чения требуемого количества затяжек, причем его Фиг 6В - вариант, аналогичный показанному можно видоизменять непосредственно для измена фиг 6А, за исключением того, что зазоры межнения количества и (или) длительности затяжек, ду лопатками имеют форму удлиненной буквы U обеспечиваемых без потери воспринимаемых каФиг 7 - изображение в изометрии показанного честв табака на фиг 6А варианта, в котором нагревательные элементы нанесены на каждую определенную Варианты осуществления изобретения обеслопатку печивают преимущества нагревателя для курительного изделия, заключающиеся в том, что он Фиг 8 — изображение в изометрии нагреваудобен для вставления и изъятия сигареты, упротеля, имеющего одну опорную втулку щает соединение с источником энергии и более Фиг 9 — вид в изометрии трубчатого нагреваэкономичен в изготовлении Эти преимущества теля, имеющего спиральные зазоры достигаются простым и доступным способом Фиг 10 - открытый вид сбоку трубчатого наВ предпочтительном варианте осуществления гревателя, имеющего нагревательные элементы изобретения имеется цилиндрическая трубка из на внутренних поверхностях нагревательных ломеханически прочного и гибкого электрического паток проводника типа металла, которая содержит мноФиг 11 — изображение в изометрии устройстжество отдельных участков На наружной поверхва нагревательных лопаток перед скручиванием в ности, за исключением одного открытого участка, трубку нанесен электрически изолирующий слой типа Фиг 12 - изображение в изометрии трубчатого керамики Затем на изолированные участки нанонагревателя, имеющего общую лопатку сят электрически резистивные материалы и элекФиг 13 — вид сверху устройства нагреватрически соединяют их на одном конце с находятельных лопаток перед сгибанием щимся ниже электрически проводящим участком Фиг 14 - изображение в изометрии другого для образования нагревательных элементов Этот варианта осуществления трубчатого нагревателя электрически проводящий участок подсоединяют к Подробное описание наилучшего варианта отрицательной клемме источника электроэнергии осуществления изобретения Другой конец всех нагревателей выполнен с возСоответствующая настоящему изобретению можностью подсоединения к положительной курительная система 21 в общем виде показана клемме источника В соответствии с этим образуна фиг 1 и 2 Курительная система 21 включает в ется электрическая резистивная нагревательная себя цилиндрическую вырабатывающую аэрозоль цепь, при этом трубка служит в качестве общей трубку или сигарету 23 и пригодную для многодетали для всех нагревающих элементов кратного использования зажигалку 25 Сигарета 23 приспособлена для вставления в отверстие 27 Трубчатый нагреватель может быть изготовна переднем конце 29 зажигалки 25 и изъятия ее лен в виде открытой концевой втулки с множестиз этого отверстия Курительная система 21 исвом направленных от нее лопаток На каждой лопользуется почти таким же способом, как и обычпатке может быть нанесен отдельный ная сигарета Сигарету 23 удаляют после одного нагревательный элемент В качестве альтернатиили более циклов затяжек Зажигалку 25 предпочвы, нагревательный элемент можно располагать тительно выбрасывают после большего количестна каждой второй лопатке Лопатки, не имеющие ва циклов затяжек, чем сигарету 23 нагревателя, функционируют в качестве препятствия для выхода наружу вырабатываемого дыма Зажигалка 25 включает в себя корпус 31 и Эти заградительные лопатки функционируют такимеет переднюю и заднюю части 33 и 35 Источже в качестве теплоотводов для нагревательных ник электропитания 37, предназначенный для элементов на соседних лопатках снабжения электроэнергией нагревательных элементов, предназначенных для нагревания сигареТеперь варианты осуществления изобретения ты 23, предпочтительно расположен в задней часбудут описаны посредством примера и со ссылкой ти 35 зажигалки 25 В целях облегчения смены на прилагаемые чертежи, на которых источника электропитания 37, задняя часть 35 Фиг 1 представляет частично открытое изоприспособлена для легкого открывания и закрыбражение в изометрии изделия для курения, в вания, например, посредством винтов или элекотором используется нагреватель согласно наментов защелки Передняя часть 33 предпочтистоящему изобретению тельно вмещает нагревающие элементы и схемы, Фиг 2 — вид сбоку, с поперечным разрезом находящиеся в электрическом контакте с источнисигареты, используемой совместно с вариантом ком электропитания 37, расположенным в задней осуществления настоящего изобретения части 35 Передняя часть 33 предпочтительно Фиг 3 — вид сбоку, с поперечным разрезом, легко соединяется с задней частью 25, например, соответствующей настоящему изобретению армапосредством соединения типа "ласточкин хвост" туры нагревателя или гнездовой посадки Корпус 31 предпочтительФиг 4 — открытый вид сбоку соответствующено изготавливают из твердого теплостойкого маго настоящему изобретению трубчатого нагреватериала Предпочтительные материалы включают теля основанные на металлах или, более предпочтиФиг 5 — открытый вид сбоку лопатки нагревательно, основанные на полимерах материалы теля, имеющей металлическую подложку Корпус 31 предпочтительно приспособлен для Фиг 6А — изображение в изометрии двойной 13 44246 удобного размещения в руке курильщика, и в предпочтительном в настоящее время варианте имеет общие размеры 10,7x3,8x1,5см Источник электропитания 37 имеет такие размеры, чтобы обеспечить достаточную энергию для нагрева нагревающими элементами сигареты 23 Источник электропитания 37 предпочтительно можно заменять и подзаряжать Он может включать в себя устройства типа конденсатора или, более предпочтительно, аккумуляторной батареи В предпочтительном в настоящее время варианте источником электропитания является заменяемая, подзаряжаемая аккумуляторная батарея, например, четыре последовательно соединенных элемента кадмиево-никелевой аккумуляторной батареи с общим напряжением без нагрузки, примерно равным 4,8 - 5,6 вольта Однако, характеристики требуемого источника электропитания 37 выбирают в виде характеристик других элементов в курительной системе 21, в частности характеристик нагревающих элементов В патенте США № 5,144,962 описано несколько форм источников электроэнергии, используемых совместно с соответствующей настоящему изобретению курительной системой, например, источников типа подзаряжаемой аккумуляторной батареи и источников электроэнергии типа быстро разряжающегося конденсатора, которые заряжаются от аккумуляторных батарей В передней части 33 зажигалки предпочтительно расположены по существу цилиндрическое нагревающее зажимное приспособление 39, предназначенное для нагрева сигареты 23 и, предпочтительно, для удержания сигареты на месте относительно зажигалки 25, и электрическая схема управления 41, предназначенная для подачи заранее установленного количества электроэнергии от источника электроэнергии 37 к нагревающим элементам (не показанным на фиг 1 и 2) арматуры Как более подробно описывается ниже, на фиг 3 показано, что обычно круглая клеммная концевая втулка 110 прикреплена, например, приварена, таким образом, чтобы располагаться во внутренней части нагревательной арматуры 39, например, прикреплена к распорной втулке 49 Если в нагревателе имеются две концевых втулки, то каждая втулка может функционировать в качестве фиксированного клеммного конца В предпочтительном в настоящее время варианте, нагревающий блок 39 включает множество разнесенных в радиальном направлении нагревающих элементов 122, поддерживаемых таким образом, чтобы они шли от втулки, как показано на фиг 3 и более подробно описано ниже, причем на них по отдельности подается электроэнергия от источника 37 под управлением схемы 41 с целью нагрева ряда, например восьми, участков вокруг периферии вставленной сигареты 23 Для получения восьми затяжек предпочтительно иметь восемь нагревающих элементов 122, как в обычной сигарете, причем эти восемь нагревательных элементов выполнены с возможностью электрического управления состоящими из двух частей устройствами Можно вырабатывать требуемое количество затяжек, например, любое количество между 5 и 16, и предпочтительно между 14 6 и 10 или 8 на вставленную сигарету Как описывается ниже, количество нагревателей может превышать требуемое количество затяжек на сигарету Электрическая схема 41 предпочтительно приводится в действие показанным на фиг 1 приводимым в действие затяжкой датчиком 45, который чувствителен также к падениям давления, происходящим, когда курильщик курит сигарету 23 Приводимый в действие затяжкой датчик 45 предпочтительно расположен в передней части 33 зажигалки 25 и сообщается с пространством внутри нагревательной арматуры 39 и рядом с сигаретой 23 через проход, идущий через распорную втулку и основание арматуры нагревателя и, если требуется, трубку (не показанную) датчика затягивания Приводимый в действие затяжкой датчик 45, подходящий для использования в курительной системе 21, описывается в патенте США № 5,060,671, и имеет форму модели кремниевого датчика 163РС01Д35, изготавливаемого отделением "Микросвич" (MicroSwitch) фирмы "Хонивел, Инк" (Honeywell, Inc), г Фрипорт, штат Иллинойс Этот датчик приводит в действие соответствующий один из нагревательных элементов 122 в результате изменения давления, когда курильщик курит сигарету 23 Устройства восприятия потока, в которых используются принципы тепловой анемометрии, могут успешно применяться для приведения в действие соответствующего одного из нагревательных элементов 122 при обнаружении изменения воздушного потока Предпочтительно на внешней стороне зажигалки 25, предпочтительно в передней части 33 имеется индикатор 51, предназначенный для индикации количества затяжек, оставшихся на сигарете 23, вставленной в зажигалку Индикатор 51 предпочтительно включает в себя семисегментный дисплей на жидких кристаллах В предпочитаемом в настоящее время варианте индикатор 51 отображает цифру "8" для использования с сигаретой на восемь затяжек, когда луч света, испускаемый показанным на фиг 1 датчиком света 53, отражается от передней части вновь вставленной сигареты 23 и обнаруживается датчиком света Датчик света 53 предпочтительно смонтирован в отверстии в распорной втулке и основании зажимного приспособления 39 нагревателя Датчик света 53, обеспечивает сигнал для схемы 41, которая, в свою очередь, обеспечивает сигнал на индикатор 51 Например, отображение цифры "8" на индикаторе 51 отражает, что предпочтительные восемь затяжек, обеспечиваемые в каждой сигарете 23, имеются в наличии, то есть ни один из нагревательных элементов 43 не приводился в действие для нагревания новой сигареты После полного выкуривания сигареты 23, индикатор отображает цифру "0" При изъятии сигареты 23 из зажигалки 25, датчик света 53 не обнаруживает наличия сигареты 23 и индикатор 51 выключается Датчик света 53 модулируется таким образом, что он не постоянно испускает луч света и не обеспечивает ненужной разрядки источника электроэнергии 37 Предпочитаемый в настоящее время датчик света 53, подходящий для использования с курительной системой 21, представляет собой 15 44246 16 датчик света типа OPR 5005, изготавливаемый включают в себя вес основы (при 60% относи2 фирмой "ОПТЕКС Текнолоджи, Инк" (ОРТЕХ тельной влажности) между 20 и 25г/м , минимальTechnology, Inc), 1215 Уэст Кросби Роуд, г Карроную проницаемость 0 - 25 CORESTA (определяелитон, штат Техас 75006, США мую как количество воздуха, измеряемое в кубических сантиметрах, которое проходит через В качестве одной из нескольких возможных один квадратный сантиметр материала, например альтернатив, предназначенных для использовалиста бумаги, в одну минуту при падении давления вышеупомянутого источника света 53, можно ния, равном 1,0 килопаскалю), предел прочности обеспечить механический выключатель (не покана разрыв > 2000г/27мм ширины/1 дюйм в минуту занный) для обнаружения наличия или отсутствия 2 (2,54см в мин)/, калибр 1,3 - 1,5 мила (3,3 *10 сигареты 23 и можно обеспечить кнопку возврата 2 3,8 * 10 мм), содержание СаСОз ^ 50, соли лив исходное состояние (не показанную), преднамонной кислоты 0% Материалы, предназначензначенную для восстановления схемы 41, когда в ные для образования оберточной бумаги 69, зажигалку 25 вставляют новую сигарету, наприпредпочтительно включают > 75% листа на тамер, для того, чтобы заставить индикатор 51 отобачной основе (наполнитель смеси не сигарного, с бразить цифру "8" и так далее Источники элекдымовой сушкой и дымовой сушкой на месте и тропитания, электрические схемы, приводимые в светлый ствол) Можно добавлять льняное волокдействие потоком воздуха датчика и индикатора, но в количествах не более, чем необходимо для используемые в соответствующей настоящему получения достаточного предела прочности на изобретению курительной системе 21, описаны в разрыв Оберточная бумага 69 может представпатенте США № 5,060,671 и заявке на патент WO лять также обычную бумагу из льняного волокна с 94/06314 Проход и отверстие 50 в распорной весом основы 15 - 20г/м2 или такую бумагу с повтулке и основание зажима нагревателя предпочкрытием экстракта Можно добавлять связующее тительно воздухонепроницаемые во время куревещество в виде цитрусового пектина в количестния ве, меньшем или равном 1% Можно добавлять Теперь будет более подробно описана и покаглицерин в количествах, не больше, чем необхозана предпочитаемая в настоящее время сигарета димо для получения жесткости бумаги, аналогич23, предназначенная для использования с куриной жесткости обычной сигаретной бумаги тельной системой 21, описанная в вышеупомянутой заявке на патент WO 94/06314, хотя сигарета Сигарета 23 предпочтительно включает в себя может иметь любую требуемую форму, способную также мундштучный фильтр 71, который предвырабатывать ответное ощущение ароматизироставляет собой обычный фильтр RTD-типа (сованного табака для передачи курильщику, когда противление втягиванию), и цилиндрический втосигарета нагревается нагревающим элементом рой фильтр свободного потока 73 Мундштучный 122 Рассматривая фиг 2, отметим, что сигарета фильтр и второй фильтр свободного потока при23 включает в себя табачную пленку 57, образокреплены друг к другу покрывающей бумагой 75 ванную из держателя или заполненного вещестПокрывающая бумага 75 проходит мимо конца вом пространства 59, которое поддерживает тавторого фильтра свободного потока 73 и прикрепбачный ароматный материал 61, предпочтительно лена к оберточной бумаге 69 с целью закрепления включающий в себя табак Табачную пленку 57 конца первого фильтра свободного потока 65 в заворачивают вокруг цилиндрического фильтра местоположении рядом с концом второго фильтра обратного потока 63 на одном конце и цилиндрисвободного потока 73 Подобно первому фильтру ческого первого фильтра свободного потока 65 на свободного потока 65 второй фильтр свободного противоположном конце, и эта пленка поддержипотока 73 предпочтительно образован с продольвается ими Первый фильтр свободного потока 65 ным каналом 77, проходящим по его середине представляет собой предпочтительно фильтр тиФильтр обратного потока 63 и первый фильтр па "открытой трубки", имеющей продольный канал свободного потока 65 образуют вместе с табачной 67, идущий через среднюю часть первого фильтра пленкой 57 полость 79 в сигарете 23 свободного прохода и, следовательно, обеспечивает низкое сопротивление для втягивания воздуПредпочтительно, чтобы внутренний диаметр ха или свободный поток продольного канала 77 второго фильтра свободного потока 73 был больше внутреннего диаметра Если необходимо, то вокруг табачной пленки продольного канала 67 первого фильтра свобод57 обматывают сигаретную оберточную бумагу 69 ного потока 65 Предпочитаемые в настоящее Типы бумаги, обеспечиваемой в качестве обервремя внутренние диаметры для продольного каточной бумаги 69, включают в себя бумагу с низнала 67 составляют 1 - 4мм, а для продольного ким весом основы, предпочтительно бумагу с таканала 77 составляют 2 - 6мм Замечено, что разбачным ароматным покрытием или бумагу на личные внутренние диаметры каналов 67 и 77 табачной основе для усиления табачного запаха облегчают образование желательного смешиваответного ощущения ароматизированного табака ния или турбулентности аэрозоли, получаемой от Оберточную бумагу 69 можно покрывать конценнагретого табачного ароматного материала и возтрированным раствором экстракта полной или духа, втягиваемого с внешней стороны сигареты разбавленной крепости Оберточная бумага 69 23 во время курения сигареты, давая улучшенное предпочтительно имеет минимальный вес и каответное ощущение ароматизированного табака и либр основы, обеспечивая при этом достаточный облегчая воздействие большего конца мундштучпредел прочности на разрыв в случае механиченого фильтра 71 на смешанную аэрозоль Предских обработок Предпочтительные в настоящее почтительно, чтобы ответное ощущение аромативремя характеристики бумаги на табачной основе зированного табака, создаваемое посредством 17 44246 18 нагрева табачного ароматного материала 61, проНапример, используется экран, имеющий мас2 исходило главным образом в парообразной форсу в диапазоне от примерно 5г/м до примерно ме в полости 79 и преобразовывалось в видимую 15г/м и диаметры проволоки от примерно аэрозоль при смешивании в канале 77 Дополни0,038мм (1,5 мила) до примерно 0,076мм (примертельно к вышеописанному первому фильтру своно 3,0 мила) Другой вариант экрана образуют из бодного потока 65, имеющему продольный канал фольги (например, алюминиевой), толщиной 67, другие устройства, способные вырабатывать 0,0064мм (около 0,25мила), имеющей перфорации требуемое смешивание ответного ощущения арос диаметром в диапазоне от примерно 0,3мм до матизированного табака в парообразной фазе с примерно 0,5мм, чтобы снизить массу фольги вводимым воздухом, включают устройства, в копримерно на 30 - 50 процентов, соответственно торых первый фильтр свободного потока выполРасположение перфораций такой фольги преднен в виде фильтра, имеющего множество мапочтительно имеет шахматный порядок или являленьких отверстий, то есть первый фильтр ется прерывистой (то есть расположена не по свободного потока может иметь форму медовой прямой линии) для снижения бокового вывода соты или металлической пластинки с образовантепла из табачного ароматного материала 61 Таным в ней множеством отверстий кие металлические экраны и фольгу вводят в сигарету 23 разнообразными способами, включая, Воздух предпочтительно втягивается в сиганапример, 1) разливание табачного ароматного рету 23 главным образом через табачную пленку жидкого раствора на полоску и нанесение держа57 и оберточную бумагу 69 по поперечному или теля типа экрана или фольги на влажный раствор радиальному пути, а не через фильтр обратного перед сушкой, и 2) наслаивание держателя из потока 63 по продольному пути Желательно экрана или фольги на лист или подстилку табачобеспечить возможность прохождения воздуха ной ароматной основы с соответствующим клеячерез фильтр обратного потока 63 во время перщим веществом вой затяжки сигареты, чтобы уменьшить сопротивление втягиванию (RTD) В настоящее время полагают, что втягивание воздуха в сигарету 23 в продольном направлении стремится привести к созданию аэрозоли посредством нагрева табачной пленки нагревательными элементами 122, расположенными в радиальном направлении вокруг табачной пленки, надлежащим образом не удаленной из полости 79 В настоящее время является предпочтительным создавать ответное ощущение ароматического табака в зависимости почти полностью от состава табачной пленки 57 и уровня электроэнергии нагревательных элементов 122 В соответствии с этим часть потока воздуха через сигарету, получаемую из продольного потока через фильтр обратного потока 63, предпочтительно является минимальной во время курения, за исключением первого затягивания Далее, фильтр обратного потока 63 предпочтительно минимизирует поток аэрозоли в обратном направлении из полости 79 после нагрева табачного ароматного материала 61, так что возможность повреждения элементов зажигалки 25 от обратного потока аэрозоли из сигареты 23 минимизируется Держатель или пространство 59, которое поддерживает табачный ароматный материал, обеспечивает разделение между нагревательными элементами 122 и ароматным материалом, передает тепло, вырабатываемое нагревательным элементом ароматному материалу и сохраняет сцепление сигареты после курения Предпочтительные держатели 59 включают держатели, составленные из полотна нетканого углеродного волокна, являющиеся желательными из-за их тепловой стабильности Такие держатели более подробно описаны в заявке на патент WO 94/06314 и заявке на патент США с регистрационным номером 07/943747, поданной 11 сентября 1992 года Другие держатели 59 включают металлический экран с малой массой и открытыми отверстиями или перфорированную металлическую фольгу Предпочитаемую в настоящее время табачную пленку изготавливают, используя технологический процесс изготовления бумаги При этом процессе табачную пленку промывают водой На последнем этапе покрывания используют растворимые вещества Оставшееся (извлеченное) табачное волокно используют при конструировании основной подстилки В воде диспергируют углеродные волокна и добавляют альгинат натрия Для придания прочности табачной пленке 57 вместо альгината натрия можно добавлять любой другой гидроколлоид, который не мешает ответному ощущению ароматизированного табака, растворим в воде и имеет подходящий молекулярный вес Дисперсию смешивают с суспензией экстрагированных табачных волокон и необязательными пахучими веществами Полученную смесь кладут в мокром виде на длинную сетку, и пленку пропускают по остальной части традиционной бумагоделательной машины с целью образования пленки основы Растворимые вещества, удаляемые промывкой табачной ленты, наносят на одну сторону пленки основы, предпочтительно посредством стандартного реверсивного вальцового станка, расположенного после барабана или большого сушильного цилиндра самосъемной машины Соотношение между растворимым табаком и пылью и частицами табака предпочтительно колеблется между 1 1 и 20 1 На подстилку основы можно также наливать или экструдировать жидкую массу В качестве альтернативы, создают автономный этап покрытия Во время или после этапа покрытия добавляют ароматные вещества, которые представляют собой обычные в технологии производства сигарет вещества Для улучшения способности к восприятию покрытия жидкой массы, добавляют пектин или другие гидроколлоиды, предпочтительно в диапазоне между 0,1% и 2,0% Какой бы тип держателя 59 ни использовали, табачный ароматный материал 61, который наносят на внутреннюю поверхность держателя, выделяет ароматы при нагревании и способен приста 20 19 44246 вать к поверхности держателя Такие материалы предпочтительно способна сжиматься для облегвключают непрерывные ленты, пенопласты, гели, чения возможности нагревательным лопаткам 120 высушенные жидкие массы или высушенные наприжиматься к боковым сторонам сигареты Оснесенные посредством напыления жидкие массы, тальные элементы зажимного приспособления которые предпочтительно, хотя и необязательно, нагревателя 39 идентичны элементам, описанным содержат табак или производные табака, и котов заявке на патент WO 94/06314 рые более подробно описаны в вышеупомянутой Пропускание воздуха через сигарету 23 вызаявке на патент США № 07/943747 полняется несколькими способами Например, в показанном на фиг 2 варианте сигареты 23, оберВо время обработки к табачной пленке 57 доточная бумага 69 и табачная пленка 57 являются бавляют предпочтительно увлажнитель, напридостаточно проницаемыми для воздуха, чтобы мер, глицерин или пропиленгликоль, в количестполучить требуемое сопротивление втягиванию, вах, составляющих от 0,5% до 10% увлажнителя так что когда курильщик затягивается сигаретой, по весу пленки Увлажнитель облегчает образовавоздух течет в полость 79 в поперечном или радиние видимой аэрозоли благодаря действию в каальном направлении относительно оберточной честве предшественника аэрозоли Когда курильбумаги и табачной пленки Как отмечено выше, щик выдыхает аэрозоль, содержащую вещество, проницаемый для воздуха фильтр обратного посоздающее ощущение ароматизированного табатока 69 можно использовать для обеспечения ка и увлажнитель, увлажнитель конденсируют в продольного потока воздуха в полость 79 атмосфере, и конденсированный увлажнитель обеспечивает появление обычного сигаретного При желании, поперечный поток воздуха в подыма лость 79 облегчается посредством обеспечения серии радиальных перфораций (не показанных) Сигарета 23 предпочтительно имеет по сущечерез оберточную бумагу 69 и табачнуюпленку 57 ству постоянный диаметр по ее длине и, подобно в одном или более участках рядом с полостью обычным сигаретам, предпочтительно имеет длиЗаметили, что такие перфорации улучшают восну примерно между 7,5 и 8,5мм, так что курильщик принимаемое ощущение ароматизированного тав случае курительной системы 21 имеет "ощущебака и образование аэрозоли В табачной пленке ние во рту", аналогичное ощущению от обычной 57 обеспечивают перфорации, имеющие плотсигареты В предпочитаемом в настоящее время ность примерно 1 отверстие на 1 - 2 квадратных варианте, сигарета 23 имеет общую длину 58мм, миллиметра и диаметр отверстия между 0,4 и облегчая тем самым использование обычной упа0,7мм Это дает предпочтительную пористость ковочной машины при упаковывании таких сигаCORESTA, равную 100 - 500 Оберточная бумага рет Общая длина мундштучного фильтра 71 и 69 после перфорирования предпочтительно имеет второго фильтра свободного потока 73 составляет проницаемость между 100 и 1000 CORESTA Для предпочтительно 30мм Накрывающая бумага 75 достижения требуемых характеристик курения, предпочтительно проходит на 5мм за конец второнапример, сопротивления втягиванию, можно исго фильтра свободного потока 73 и поверх табачпользовать плотности перфораций и соответстной пленки 57 Длина табачной пленки 57 равна венные диаметры отверстий, отличающиеся от предпочтительно 28мм Противоположные концы описанных выше табачной пленки 57 удерживаются фильтром обратного потока 63, длина которого предпочтительПоперечный поток воздуха в полость 79 обно равна 7мм, и первым фильтром свободного легчается также посредством обеспечения перпотока 65, длина которого предпочтительно равна фораций (не показанных) и через оберточную бу7мм Длина полости 79, определяемой табачной магу 69, и через табачную пленку 57 При пленкой 57, фильтром обратного потока 63 и перизготовлении сигареты 23, имеющей такие первым фильтром свободного потока 65, предпочтифорации, оберточную бумагу 69 и табачную плентельно равна 14мм ку 57 прикрепляют друг к другу, а затем перфорируют вместе, или перфорируют по отдельности, а При вставлении сигареты 23 в отверстие 27 в затем прикрепляют друг к другу так, чтобы перфопервом конце 29 зажигалки 25, она упирается или рации в каждой совпадали или перекрывались почти упирается во внутреннюю поверхность 81 распорной втулки 49 зажима нагревателя на втулПредпочтительные в настоящее время варике 110 (фиг 3) рядом с проходом 47, соединяюанты нагревателей показаны на фиг 3 - 1 4 Эти щимся с приводимым в действие потоком воздуха нагреватели обеспечивают улучшенную механидатчиком 45 и отверстием 55 для датчика света ческую прочность в случае повторяемых встав53 В этом положении полость 79 сигареты 23 ленный, регулирований и изъятий сигарет 23, и предпочтительно находится рядом с нагревательзначительно снижают выпуск аэрозолей из нагреными лопатками 120, и по существу вся эта часть той сигареты с целью уменьшения воздействия на сигареты, включающая в себя второй фильтр свочувствительные элементы конденсатом Если не бодного потока 73 и мундштучный фильтр 71, обеспечено устройство управления конденсатом, проходит вне зажигалки 25 Части нагревательных то вырабатываемые аэрозоли стремятся конденлопаток 120 предпочтительно смещаются в радисировать на сравнительно холодных поверхноальном направлении внутрь для облегчения стях, например, на штырьках нагревателя 99А и удержания сигареты 23 в положении относительно 99В, втулке нагревателя 110, внешней втулке, зажигалки 25 таким образом, что они оказываются электрических соединениях, управляющей и логив передающей тепло связи с табачной пленкой 57 ческой схемах и так далее, потенциально ухудшая либо непосредственно, либо через оберточную или блокируя курительное изделие Обнаружили, бумагу 69 В соответствии с этим, сигарета 23 что вырабатываемые аэрозоли стремятся течь 22 21 44246 радиально внутрь от импульсного нагревателя подходящий диаметр Как видно на фиг 4, для определения круглой втулки 210 размещают слои Обычно предпочтительно имеются восемь на300 В качестве альтернативы, слои 300 можно гревательных лопаток 120 для обеспечения восьпродолжать с целью расширения наружу в виде ми затяжек при последовательном зажигании наудлинения кривизны горловины 365 В это конусогревательных элементов 122, имитируя тем образное отверстие введена отдельная втулка самым счет затяжек обычной сигареты, и соответ210 В качестве альтернативы или дополнительно, ственно восьми заградительных лопаток 220 В аналогичным образом можно образовать слой частности, нагревательные лопатки 120 и загра300, находящийся в электрическом контакте с отдительные лопатки 220 проходят между противодельной втулкой 110, образуя общую деталь положными концевыми втулками 110 и 210, соответственно перемежаются или переплетаются с На металлическую трубку наносят керамичецелью образования цилиндрического устройства ской слой 310 для электрического изолирования чередующихся нагревательных и заградительных нанесенного после этого электрического нагревалопаток Между каждой соседней нагревательной теля 122 от металлической подложки 300 трубки, лопаткой 120 и заградительной лопаткой 220 за исключением кольца или втулки 110, располопредпочтительно образуют зазоры 130 и 135 женной на одном конце трубки Керамика предпочтительно имеет сравнительно высокую диКак в частности показано на фиг 3 - 5 для наэлектрическую постоянную Можно использовать гревателя, обеспечена металлическая подложка любой подходящий электрический изолятор, на300 в форме цилиндрической трубки, поскольку пример, окись алюминия, двуокись циркония, муметалл является более гибким, имеет лучшие лит, кордиерит, шпинель, фостерит, их сочетания нагрузочные допуска, чем керамика, и, как описыи так далее Предпочтительно используют двувается ниже, является электрически проводящим окись циркония или другую керамику, коэффициВыбранный для подложки 300 металл выполнен ент теплового расширения которой близко соотмеханически прочным, позволяющим придавать ветствует коэффициенту находящейся ниже описываемую ниже форму, и является термостойметаллической трубки, чтобы избежать различий в ким материалом или сплавом Примеры соответинтенсивности расширения и сжатия во время ственных металлов включают в себя хромоникенагрева и охлаждения, избегая тем самым раслевые сплавы, сплав Хайнес /Haynes/ (фабричная трескиваний и (или) расслаиваний во время рабомарка) и лист сплава инконель 625 Металличеты Керамический слой остается физически и хискую трубку и такую подложку 300 можно делать мически устойчивым при нагревании из сплава в форме листа, стержня или бруска, нагревательного элемента Толщина электриченапример, посредством волочения Металлического изолятора предпочитается, например, равскую трубку предпочтительно конструируют из ная приблизительно 0,1 - 10 милам (0,254 * 10 2 никельалюминиевого (N13AI) сплава В качестве 25,4 * 102мм) или примерно 0,56 мила (1,42ц10 альтернативы можно использовать другой сплав 2 мм) и более предпочтительно 1 - 3 мила (2,54 * из никеля и железа или алюминия и железа 10 2 -7,62*10 2 мм) (РезАІ) Как описывается ниже, подложку 300 изготавливают такой, чтобы толщина ее составляла Для тепловой и электрической изоляции сопримерно 3-5мил (7,62* 10 2 - 1 2 , 7 * 102мм) седних нагревательных элементов, в подложке 300 и в любых покрывающих слоях обеспечивают Металлическую подложку изготавливают тазазоры 130 и 135 Зазоры 130 могут идти паралким образом, что она предпочтительно имеет по лельно относительно продольной оси трубки, а существу трубчатую или цилиндрическую форму зазоры 135 могут идти в поперечном направлении Как лучше видно на фиг 4, имеется трубка 350 с В качестве альтернативы, как показано на фиг 9, обычно круглым открытым вставляемым конусом зазоры могут проходить по спирали вдоль цилин360 с горловиной 365, которая направляет вставдрической трубки В зависимости от условий, ляемую сигарету к соосно расположенному циможно использовать любой требуемый тип спиралиндрическому приемнику CR, диаметр которого ли, чтобы соответствующие зазоры не пересекаменьше диаметра конца 360 Диаметр вводного лись, а участки, ограниченные зазорами, по сущеконца 360 предпочтительно больше диаметра ству равны для определения примерно равных вставляемой сигареты 23 для направления сигаучастков, которые термически контактируют с реты к приемнику CR, а диаметр приемника CR вставленной сигаретой для требуемых нагреваний примерно равен диаметру сигареты 23, чтобы гаи равномерно вырабатываемых затяжек Спирарантировать посадку скольжения для хорошей левидные пути зазоров можно определять по цепередачи тепловой энергии При наличии приемлому количеству полуоборотов, например 2, цилемых допусков изготовления сигареты 23, постелиндра Спиральные зазоры обеспечивают пенно сужающийся участок или горловина 365 при преимущество нагревания только маленьких сегпереходе между отдаленным концом и приемниментов, идущих в продольном направлении линии ком CR может также служить для незначительного склеивания сигареты Если используют идущие в сжатия сигареты с целью увеличения теплового продольном направлении зазоры, то один нагреконтакта с окружающей подложкой 300, служащей тый участок будет, вероятно, выровнен с клеем, внутренней стенкой приемника Лопатки 120 предвозможно, вырабатывающим субъективно нежепочтительно изогнуты внутрь для увеличения теплательные запахи лового контакта с сигаретой посредством конструирования диаметра цилиндрического Теперь будет описан предпочтительный споприемника Противоположный конец трубки опресоб изготовления Цилиндрическую трубку из выделяет тепловую втулку 110, имеющую любой бранного материала, имеющую соответствующую 23 24 44246 длину и толщину стенки, примерно равную 1 - 10 вали энергию импульсами, равную примерно 22 2 милам (0,254 * 10 - 25,4 * 10 мм) и предпочти23 джоуля Температуры, достаточные на нагре2 2 тельно 3 - 5 милам (7,62 * 10 - 12,7 * 10 мм), обвательных лопатках, составляют примерно между разуют в виде требуемой геометрической формы 800 и 900°С Например, трубку предпочтительно Масса трубки уменьшается с уменьшением толштампуют или конструируют так, чтобы опредещины, уменьшая вес устройства и электроэнерлить отдаленный конец 360 в виде раструба и гию, необходимую для достаточного нагрева навтулку 110 и сужающийся до более малой величигревательных лопаток 120 и вставленной ны участок, который в конечном итоге определяет сигареты, что дополнительно снижает вес блока, цилиндрический приемник CR В трубке образовапоскольку источник электропитания, например ны прорези с целью определения термически и аккумуляторные батареи, можно использовать электрически изолирующих зазоров 130 и 135 Эти меньших размеров процессы предпочтительно образуют из участка перехода между втулкой 210 конца введения и Предпочтительными являются два варианта средним участком, определяющим приемник CR осуществления, которые отличаются последовадо втулки 110 и определяют лопатки Зазоры тельностью этапов нанесения керамического подолжны проходить на короткое расстояние за крытия и образования лопаток В первом варианте пределы нанесенного керамического слоя 310 и 1) изготавливают трубку посредством, например, втулки 210, а также на короткое расстояние в облистовой штамповки или экструзии, 2) наносят щую втулку 110 за пределы в конечном итоге наслои керамики и нагревателя, 3) образуют лопатки несенного нагревателя Это расстояние не должно посредством, например, лазерного резания, и 4) быть достаточно большим, чтобы сильно не оссоединяют нагревательные и электрические пролаблять втулки Достаточно в этом случае расвода Эти этапы более подробно описываются стояние, равное примерно 0,5мм ниже Во втором варианте 1) изготавливают трубку посредством, например, листовой штамповки В качестве альтернативы, прорези можно выили экструдирования, 2) образуют лопатки порезать посредством вращения трубки относительсредством, например, листовой штамповки, элекно лазера Идущие в продольном направлении троэрозионной обработки (ЕДМ) или лазерного прорези вырезают посредством относительного резания, 3) наносят слой керамики и нагревательперемещения лазера и трубки относительно проные слои, и 4) соединяют нагревательные и элекдольной оси трубки Спиральные прорези выретрические провода Второй вариант позволяет зают посредством вращения трубки относительно образовывать лопатки посредством листовой лазера и продвижения лазера относительно проштамповки, которая устраняет нежелательные дольной оси трубки Кроме того, для избежания заусенцы, создаваемые лазерным резанием Эта описанной выше линии склеивания сигареты, спилистовая штамповка возможна потому, что кераральные прорези, образованные посредством мический слой еще не нанесен В первом варианвращения, можно облегчить в конце изготовления, те осуществления нагревательные лопатки 120 если трубку также вращать и передвигать относиможно образовать посредством резания через тельно неподвижного лазера керамический слой и находящуюся ниже металлиЗатем на трубку наносят электрически изолическую подложку посредством, например, лазеррующий керамический слой 310, за исключением ного резания В качестве альтернативы, металликлеммного конца 110, чтобы обеспечить возможческий лист штампуют для образования лопаток ность подсоединения проводов Как отмечалось перед штамповкой круглого листа с целью обравыше, в первом варианте осуществления это позования трубки или скручивания листа в трубку и ложение может предшествовать образованию совместного выполнения вышеупомянутых этапов лопаток Более конкретно, слой керамики, толщи3 и 4 В качестве альтернативы обеспечивают ной примерно 0,1 -10 мил (0,254* 10 2-25,4 * 10 2 тонкую трубку, имеющую толщину стенок, равную 2 2 мм) и предпочтительно 1 - 3 мила (2,54 * 10 2 - 7,62 примерно 3 - 5 милам (7,62 * 10 -12,7 * 10 мм) с * 10 2 мм), например, диоксида циркония и, в частдостаточным исходным диаметрам Трубку разрености, диоксида циркония с частичной стабилизазают на требуемые отрезки с целью последующецией примерно 20%, и более предпочтительно го образования подложек Далее выполняют 80% оксида иттрия тепловым способом наносят обычную методику горячей штамповки с целью посредством плазменного покрытия, если поверхобразования требуемой конфигурации размера ность достаточно шероховатая, на трубку, котоподложки и втулки (втулок) Последующие этапы рую предпочтительно вращают во время этого выполняют для образования нагревательных лонанесения Чтобы нанести правильное покрытие, паток как описано выше Как известно, перед вытрубку предпочтительно поворачивают несколько полнением каждого из этапов нанесения нагревараз во время покрытия Кроме того, на часть контеля и керамики применяют соответствующие цевой втулки 210 подложки 300, если эта втулка действия нанесения маскировочного покрытия с имеется, также не производится напыление, чтоцелью определения участков нанесения Опредебы обеспечить контактную площадку для нагреленные здесь этапы изготовления можно выполвающего элемента 122 нять в любой требуемой последовательности с целью достижения скоростей изготовления, экоШероховатость поверхности металлического номии материалов и так далее слоя 300 предпочтительно увеличивают с целью обеспечения лучшего сцепления с осаждаемым керамическим слоем 310 Вначале поверхность Например, как показано на фиг 4, нанесенный слоя 300 требуемой толщины делают шерохована трубку нагреватель толщиной 3 мила (7,62 * 10 2 той с помощью соответствующей технологии, намм) изготовили как описано выше и на него пода 25 44246 26 пример, обдувкой стальной крошкой, а затем нании трубки с керамическим покрытием носят связующее покрытие Связующее покрытие Теперь будут описаны два предпочтительных представляет собой тонкий, например, толщиной варианта осуществления нагревательной лопатки, 2 2 0,1 - 5 мил (0,254 * 10 - 12,7 * 10 мм) и предпочкоторая может представлять отдельный прерыви2 тительно 0,5 - 1,0 мил (1,27 * 10 - 25,4 * 10 мм), стый нагреватель, а не множество смонтированслой металлического покрытия типа FeCrAlY, ных нагревателей В первом варианте осуществNiCrAlY, NiCr, N13AI или NiAl и обеспечивает хороления подложку 300 изготавливают из никельшую связующую поверхность соприкосновения алюминиевого сплава (N13AI), керамический слой между шероховатым металлическим слоем 300 и 300 - из двуокиси циркония (ZnO), предпочтительпоследующим наносимым керамическим слоем но стабилизированной оксидом иттрия в пропор310 ции предпочтительно примерно 8% иттрия, а нагревающий элемент 122 - из напыленного В качестве альтернативы, дополнительно к тепловым способом сплава N13AI или NiAl Во втотепловому распылению используют другие метором варианте подложку 300 изготавливают из ды нанесения, и более конкретно, плазменное алюминида железа (РезАІ), керамический слой 310 напыление Например, физическое нанесение — из двуокиси циркония, предпочтительно стабипокрытия осаждением из паров, химическое нанелизированной окисью иттрия в пропорции присение покрытия осаждением из паров, толстоплемерно 8% окиси иттрия, а нагревающий элемент ночная технология с трафаретной печатью ди122 — из напыленного тепловым способом РезАІ электрической пасты и агломерации, зольгелевая Если необходимо, то в альтернативных вариантах техника, при которой золь-гель наносят, а затем осуществления можно использовать материал нагревают до образования твердого покрытия, и нагревающего элемента одного варианта с матехимическое нанесение с последующим нагревом риалом подложки другого варианта Для создания прочности на изгиб предпочтительно используют химический тип связывания Теперь будет более подробно описан предпочтительный вариант осуществления со ссылкой Химическое связывание достигается посредна первый вариант, в котором используется алюством нагрева керамического слоя или керамичеминид никеля Это описание применимо также ко ского промежуточного продукта с металлической второму варианту, в котором используется алюподложкой при относительно высокой температуминид железа Алюминий предпочтительно соре В качестве альтернативы металлическую поддержится примерно между 16 и 50 атомных проложку нагревают при высокой температуре с цецентов по сравнению менее чем с 1 атомным лью образования оксидного слоя на поверхности, процентом во многих промышленных сплавах которую выполняют аналогично керамическому слою Подложка 300 может представлять собой предварительно сформованную трубку из сплава Затем наносят нагревательный элемент 122 ІЧізАІ, изготовленную на станке трубку из N13AI или Можно использовать любой соответственный мелист из N13AI Подложку 300 можно также изготавталл или сплав с интерметаллическими и (или) ливать посредством теплового напыления слоя из керамическими добавками в порошкообразной заранее приготовленного сплава N13AI на угольформе, если этого требует техника нанесения ные стержни или трубки В качестве опоры для Более конкретно, наносят слой толщиной примерслоя подложки 300 можно использовать также но 0,1 5,0 мил (0,254 * 10 2 - 1,27 * 102мм) элекалюминий Подложку 300 можно также изготавлитрически резистивного материала, например, вать посредством подачи порошков Ni и АІ в надсплавов NiCr, N13AI, NiAl, РезАІ ИЛИ FeCrAI любым лежащем соотношении с целью образования известным методом теплового напыления, типа сплава N13AI При подаче порошков через плазму плазменного покрытия или HVOF (высокоскоросттеплового распылителя, порошки вступают в реного окситоплива) Удельное сопротивление резиакцию таким образом, что освобождается значистивного материала можно регулировать добавтельное количество тепла Образование сплава лением соответствующей керамики или происходит тогда, когда получающиеся брызги посредством регулирования уровня окисления попадают на поверхность Процесс получения металла во время плазменного или HVOF покрысплава можно улучшить посредством использоватия Можно использовать тонкопленочные метония механического сплава порошков никеля и ды, например, метод CVD (химического осаждеалюминия Последующая термическая обработка ния из газовой среды) или PVD (физического дает N13AI и превосходную связь с наносимым осаждения из газовой среды), если шероховатость впоследствии слоем 310 изолятора поверхности керамического слоя, содержащего сравнительно крупные керамические частицы по Изолятор 310 может представлять собой сравнению с частицами материала нагревателя, электрический изолятор, который имеет электрисгладить посредством, например, алмазного ческую и тепловую стойкость и склеивается с подшлифования до шероховатости поверхности меж3 ложкой 300 ду 135 и 160 микродюймов Ra (3,43 * 10 - 4,06 * Необходимо учитывать плохое сочетание теп10 3 мм Ra) со средней величиной 145 микродюй3 лового расширения между изолятором 310 и подмов (3,68 * 10 мм) Ra При применении этого меложкой 300 и слоем нагревателя 122 Можно истода требуется более тонкий слой металла, чтобы пользовать любую подходящую керамику типа получить требуемый нагреватель с меньшей масокиси алюминия Было определено, что двуокись сой Однако, процесс происходит медленнее циркония является превосходным клеящим вещеМожно использовать любой металл, например, ством в покрытиях теплового заградителя и приплатину Нагреватели можно наносить при вращеменима к различным конфигурациям, особенно 28 27 44246 двуокись циркония, частично стабилизированная турная пайка по сравнению с низкотемпературной примерно 8% окиси иттрия пайкой и сваркой, поскольку толщина резистора меньше 5 мил (0,005 дюйма) или 125мкм Для Поскольку высокое сопротивление является смачивания поверхности и очистки окисей можно необходимым свойством для электрического наиспользовать флюс У фирм "Ликас-Милхапут ов грева портативными аккумуляторными батареями, Висконсин" и у фирмы "Индиэм Корпорейшн ов для обеспечения резистивного нагревательного Америка" имеются несколько таких твердых прислоя 122 предпочитают тепловое распыление поев Медносеребряные припои имеют оптимальНапыление можно осуществлять, используя разные температуры солидуса и ликвидуса в случае личные методы теплового распыления Можно высокотемпературной пайки лазером нагревателя использовать предварительно изготовленный без проникновения через слои, поскольку общая сплав ІЧізАІ, механический сплав N13AI или пороштолщина нагревателя 122, изолятора 310, подложки Ni и АІ в надлежащей пропорции Если для наки 300 находится в диапазоне 10-15 мил (25,4 * 10 пыления используют механически подготовлен2 2 -38,3*10 мм) ный N13AI или порошки Ni И AI, ТО необходим этап предварительного нагрева Температура и время Настоящее изобретение обеспечивает многопредварительного нагрева зависят от параметров слойный нагреватель со сплавом N13AI в качестве теплового распылителя и могут регулироваться подложки и в качестве нагревателя, разделенных так, чтобы температура оказалась в диапазоне от изолятором типа диоксида циркония Концепция 600°С до 1000°С Если для образования N13AI не обычная и ее можно применять на различной используется предварительно подготовленный толщине для различных конфигураций Сплав сплав ІЧізАІ, то важными являются размеры частиц N13AI легко образует на поверхности клейкий слой и их распределения по крупности Для целей окиси алюминия Этот слой окиси алюминия преобеспечения сопротивления можно использовать дотвращает дальнейшее окисление и исключает состав NiAl В качестве дополнений к сплавам растрескивание окисей, увеличивая тем самым N13AI можно использовать несколько элементов циклический срок службы материала Основными добавками к сплаву для слоя нагреваКак показано на фиг 4 и 5, конец нанесенного теля 122 являются бор и кремний Бор предназнанагревателя 122 находится в тесном электричечается для увеличения прочности границ зерен, и ском контакте с нижележащей металлической является более эффективным, когда сплав N13AI подложкой 300 возле участка 125, а остальная богат никелем, например, когда AI offlSsSsfi^^Фязклми 75 77 73 67 65 Фиг. 2 59 69
ДивитисяДодаткова інформація
Автори англійськоюKhadzhaligol Mokhammad R., Fleischhauer Grier S., Deevi Seetharama C., Higgins Charles T., Hayes Patrick H., Collins Alfred L., Keen Billy J. Jr., Laroy Bernard C., Lilly Clifton A. Jr.
Автори російськоюХаджалигол Мохаммад Р., Флейшхауер Грир С,, Деви Ситхарама К., Хиггинс Чарльз Т., Хейз Патрик Х., Коллинз Альфред Л., Кин Билли Дж. Младший, Ларой Бернард К., Лилли А. Клифтон, младший
МПК / Мітки
МПК: A24F 47/00
Мітки: курильному, електроенергії, нагрівання, середовища, тютюнового, нагрівач, використання, джерелом, вироби, ароматного
Код посилання
<a href="https://ua.patents.su/24-44246-nagrivach-dlya-vikoristannya-u-kurilnomu-virobi-z-dzherelom-elektroenergi-dlya-nagrivannya-tyutyunovogo-aromatnogo-seredovishha-nagrivach-dlya-vikoristannya-u-kurilnomu-virobi-z-dz.html" target="_blank" rel="follow" title="База патентів України">Нагрівач для використання у курильному виробі з джерелом електроенергії для нагрівання тютюнового ароматного середовища, нагрівач для використання у курильному виробі з джерелом електроенергії для нагрівання ци</a>
Нагрівач для місцевої вулканізації
Номер патенту: 2423
Опубліковано: 26.12.1994
Автори: Волков Віктор Іванович, Шевченко Анатолій Миколайович, Зав'ялов Юрій Петрович, Дорошенко Володимир Іванович
МПК: H05B 3/34, B29C 73/00
Мітки: місцевої, нагрівач, вулканізації
Формула / Реферат:
1. Нагреватель для местной вулканизации, выполненный в виде гибкой пластины, имеющей наружные изолирующие слои и расположенный между ними рядами по площади пластины проволочный электронагревательный элемент, изогнутый в перпендикулярной поверхности пластины плоскости по форме циклически повторяющегося профиля одинаковой амплитуды, отличающийся тем, что, с целью снижения расхода электроэнергии, электронагревательный элемент заключен в...
Спосіб отримання відновленого тютюнового листя і табачний продукт
Номер патенту: 27308
Опубліковано: 15.09.2000
Автори: Ренн Сюзн Е., Джеллатлі Грант, Керітсіс Гас
МПК: A24B 3/00
Мітки: спосіб, тютюнового, листя, отримання, табачний, відновленого, продукт
Текст:
...размола. 16. Способ по любому из пп.1-15, отличающийся тем, что использ уют суспензию, по лученн ую на первой стадии, которая имеет 17% общего содер жания сухих веществ. 17. Способ по любому из пп. 1-16, отличающийся тем, что при получении суспензии дополнительно предусматривают стадию подачи суспензии в сме сительное устройство с высоким усилием сдвига. 18. Способ по любому из пп. 1-17, отличающийся тем, что в качестве подложки используют...
Спосіб використання рідкого поживного середовища для визначення чутливості мікробактерій туберкульозу до протитуберкульозних препаратів
Номер патенту: 10474
Опубліковано: 25.12.1996
Автор: Білько Іван Петрович
МПК: C12N 1/20, C12Q 1/02, C12N 1/02, C12R 1/32
Мітки: середовища, чутливості, спосіб, використання, поживного, туберкульозу, визначення, препаратів, мікробактерій, протитуберкульозних, рідкого
Формула / Реферат:
Способ использования жидкой питательной среды для определения чувствительности микобактерий туберкулеза к противотуберкулезным препаратам путем осуществления контакта исследуемых микобактерий туберкулеза с жидкой питательной средой, содержащей противотуберкулезный препарат, их инкубации и учета результатов микроскопированием, отличающийся тем, что перед осуществлением контакта микобактерий туберкулеза с жидкой питательной средой,...
Електронагрівач
Номер патенту: 77
Опубліковано: 31.10.1997
Автори: Темнов Анатолій Георгійович, Леоненко Юрій Іванович, Палкін Віталій Петрович, Перцев Василь Григорович, Колибо Володимир Миколайович
Мітки: електронагрівач
Формула / Реферат:
Электронагреватель, содержащий пару реек с размещенным между ними проволочным нагревательным элементом, отличающийся тем, что рейки монтированы на перпендикулярно установленных им опорах, а со стороны противоположной опоры закреплен воздухопроницаемый настил, причем параметры проволочного нагрева тельного элемента выбраны в соответствии с соотношениемгде S - площадь поперечного сечения проволочного нагревательного элемента,...
Газовий нагрівач
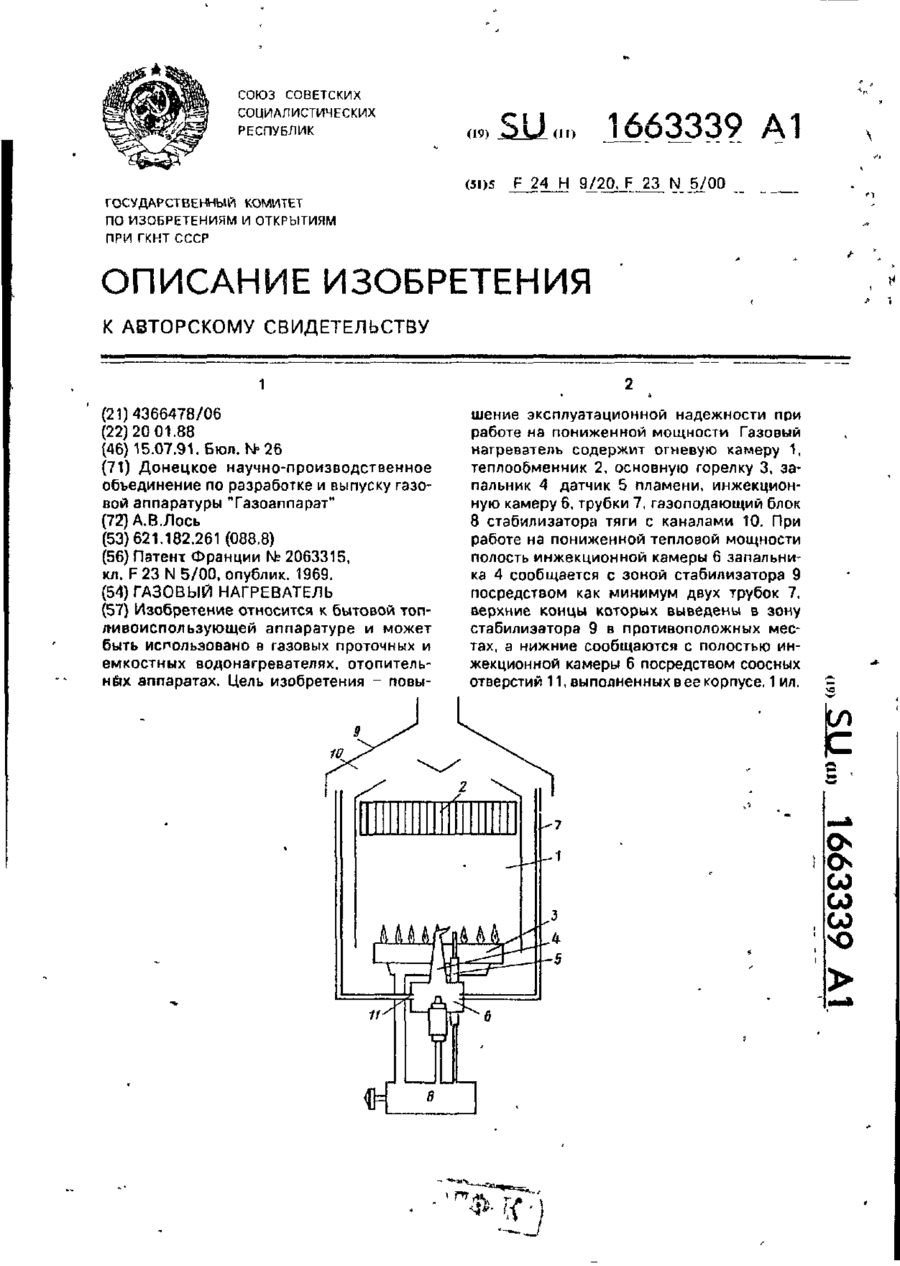
Номер патенту: 760
Опубліковано: 15.12.1993
Автор: Лось Олександр Васильович
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и яГазовый нагреватель, содержащий сообщенную со стабилизатором тяги огневую камеру и расположенный над ней теплообменник, а под ней - газоподающий блок с датчиком пламени, подключенный к основной горелке и запальнику, имеющему инжекционную камеру, сообщенную со стабилизатором тяги при помощи трубки, закрепленной в сквозном отверстии, выполненном в боковой стенке камеры, о т л и ч а ю щ и й с я тем,...
Попередній патент: Спосіб вимірювання електрохемілюмінесцентних явищ, спосіб визначення речовини, що аналізують, та реактив
Наступний патент: Установка для вимірювання вмісту вуглецю в золах теплових електростанцій
Випадковий патент: Спосіб контролю поточного тиску в робочих циліндрах гідравлічного преса при їх заповненні рідиною низького тиску