Спосіб зміни відстані між валиками правильної установки, правильна установка і система для втілення згаданого способу
Формула / Реферат
1. Установка для випрямляння смуги матеріалу (М), яка містить:
- нерухому несучу раму (20), яка містить чотири стійки (22), що розташовані з кожної сторони поздовжньої осі руху (Р) матеріалу і міцно утримуються у своїй нижній частині нерухомою основою (24), а у своїй верхній частині поперечинами (26), при цьому збірна конструкція формує замкнену раму,
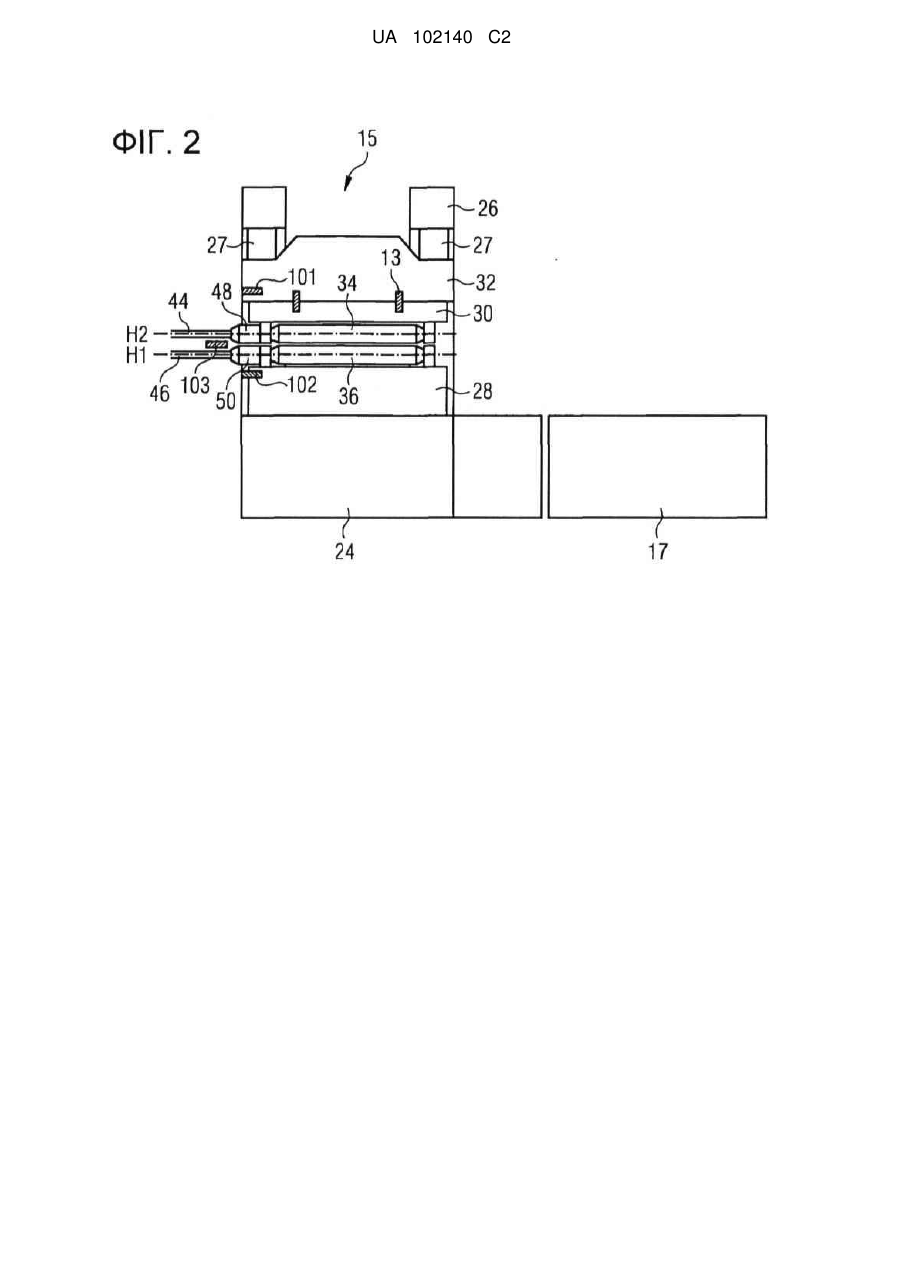
- нижній правильний пристрій (28), який лежить на нерухомій основі (24), і верхній правильний пристрій (30), який прилягає до притискної рами (32), яка здатна переміщатися вертикально між чотирма стійками (22), при цьому кожен правильний пристрій формує касету, яка містить певну кількість окремих валиків (34, 36), встановлених із здатністю обертання на рамі (38, 40) навколо осей, перпендикулярних до поздовжньої осі руху (Р) матеріалу (М),
- засіб (47) для обертання валиків (34, 36), з'єднаний з принаймні деякими з валиків (34, 36) карданним валом (44, 46), при цьому кожен карданний вал (44, 46) має перший обертовий кінець і другий кінець, оснащений знімною муфтою (48, 50), один кінець (52, 53) якої здатен приводити в дію валик (34, 36), при цьому згадані карданні вали (44, 46) розташовані на двох рівнях, відповідно, на нижньому рівні з'єднання з валиками (36) нижнього пристрою (28) і на верхньому рівні з'єднання з валиками (34) верхнього пристрою (30),
- засоби (101, 102, 103) для блокування кожної знімної муфти (48, 50) шляхом затискання на наперед встановленій висоті (Н1, Н2) під час зміни фаз роботи пристрою (28, 30),
- засіб (11) для демонтування кожного з двох правильних пристроїв (28, 30) у формі касет (28, 30) шляхом переміщення перпендикулярно до осі руху (Р) матеріалу між робочим положенням всередині рами (20) і положенням виймання, зміщеним вбік на одній стороні рами (20), протилежній до привідної сторони,
яка відрізняється тим, що
- засоби (101, 102, 103) блокування за допомогою затискання включають засоби (108, 109, 1013, 1014), придатні для поступального переміщення знімних муфт (48, 50) в напрямі руху матеріалу (М) і в протилежному напрямі.
2. Установка за п. 1, яка відрізняється тим, що засоби (108, 109, 1013, 1014), придатні для переміщення знімних муфт (48, 50), містять певну кількість елементів (130), які здатні поступально рухатися між двома кінцевими положеннями, передбаченими для переміщення знімних муфт (48, 50).
3. Установка за п. 2, яка відрізняється тим, що засоби блокування затисканням включають:
- верхню затискну поперечину (101), яка має на своїй нижній горизонтальній поверхні (101А) перший набір поступально рухомих елементів (130),
- нижню затискну поперечину (102), яка має на своїй верхній горизонтальній поверхні (102А) другий набір поступально рухомих елементів (130), і
- проміжну затискну поперечину (103), яка має на своїй верхній горизонтальній поверхні (103А) третій набір поступально рухомих елементів (130) і четвертий набір поступально рухомих елементів (130) на своїй нижній горизонтальній поверхні (103В), при цьому проміжна поперечина (103) розташована між нижньою (102) і верхньою (101) поперечинами.
4. Установка за п. 3, яка відрізняється тим, що кожен з рухомих елементів (130) містить рухому опору (108А, 108В, 108С, 108D), придатну для ковзання по ковзній поверхні поперечини (101, 102, 103), яка утримує її, при цьому кожна опора містить принаймні одну затискну люльку (109А, 109В, 109D, 109Е), передбачену для затискання знімної муфти (48, 50).
5. Установки за п. 4, яка відрізняється тим, що кожен рухомий елемент (130) містить гайку (1012А, 1012В, 1012С, 1012D), виконану як одне ціле з опорами (108А, 108В, 108С, 108D) рухомого елемента (130), при цьому гайки (1012А, 1012В, 1012С, 1012D) належать одному і тому ж набору рухомих елементів (130), які здатні переміщатися єдиним гвинтом (1013), який здатен приводитися в дію обертовим елементом (1014).
6. Установка за п. 5, яка відрізняється тим, що гвинт (1013) має для кожної гайки (1012А, 1012В, 1012С, 1012D), яку він здатен спрямовувати, нарізну привідну ділянку (1013А, 1013В, 1013С, 1013D) наперед встановленої довжини, при цьому кожна ділянка (1013А, 1013В, 1013С, 1013D) має крок і нахил так, що дві рухомі опори (108А, 108В , 108С, 108D), розташовані на однаковій відстані від певної точки на гвинті і з обох сторін такої точки, здатні наближатися або віддалятися симетрично відносно такої точки при активуванні гвинта (1013).
7. Установка за п. 6, яка відрізняється тим, що крок і нахил різі є такими, що, при повертанні гвинта (1013) в одному напрямі, опори (108А, 108В , 108С, 108D) одного набору здатні рухатися в різні сторони із збереженням однакової відстані до певної точки і, при повертанні гвинта в іншому напрямі, опори (108А, 108В, 108С, 108D) одного набору здатні наближатися із збереженням однакової відстані до певної точки.
8. Установка за одним із пп. 3-7, яка відрізняється тим, що верхня (101) і нижня (102) поперечини здатні поступально спрямовуватися двома нерухомими вертикальними осями (104, 124), які містять на своїх відповідних кінцях опори (105, 125, 135, 145), прикріплені до двох стійок (22) правильної установки (15), при цьому проміжна поперечина (103) здатна повертатися в горизонтальному напрямі навколо однієї з напрямних осей (124) інших поперечин між робочим положенням, у якому вона лежить в площині, яка проходить крізь нерухомі вертикальні осі (104, 124), і положенням спокою, у якому вона лежить зовні площини, яка проходить крізь нерухомі вертикальні осі (104, 124).
9. Установка за п. 8, яка відрізняється тим, що у робочому положенні проміжної затискної поперечини (103) кожен рухомий елемент (130) першого набору рухомих елементів розташований навпроти рухомого елемента (130) третього набору рухомих елементів (130) і кожен рухомий елемент другого набору рухомих елементів (130) розташований навпроти рухомого елемента четвертого набору рухомих елементів (130), при цьому обертовий елемент (1014) кожного гвинта (1013) здатен керуватися так, що рухомі елементи (130), розташовані безпосередньо навпроти, здатні переміщатися одночасно на однакову відстань і в однаковому напрямі для поступального приведення в дію знімної муфти (48, 50).
10. Установка за одним із пп. 3-9, яка відрізняється тим, що кожна затискна поперечина (101, 102, 103) має порожнисту частину, яка формує захисний кожух для частини рухомих елементів, які він утримує.
11. Установка за одним із пп. 3-10, яка відрізняється тим, що принаймні дві затискні поперечини (101, 102, 103) містять нерухому люльку (109С), розташовану на ковзній поверхні кожної із згаданих затискних поперечин (102, 103) в центрі рухомих елементів, при цьому кожна затискна люлька (109С) встановлена з проходженням навпроти іншої нерухомої затискної люльки, коли затискні поперечини (101, 102, 103) перебувають у робочому положенні.
12. Установка за одним із пп. 3-11, яка відрізняється тим, що верхня затискна поперечина (101) і нижня затискна поперечина (102) містять на кожному своєму кінці порожнистий циліндр (110, 111, 112, 113), який здатен приймати нерухомі вертикальні осі (104, 124), які здатні функціонувати як напрямні для верхньої і нижньої поперечини (101, 102).
13. Установка за одним із пп. 1-12, яка відрізняється тим, що нижній правильний пристрій (28) містить принаймні чотири балки (41), які виступають вертикально з нижньої рами (38) і закінчуються у своїй верхній частині штирями (42), а верхній правильний пристрій (30) містить принаймні два шарнірних листи (43), у кожному з яких виконано принаймні один отвір (44), причому штирі (42) нижнього правильного пристрою (28) придатні для вставляння в отвори (44) верхнього правильного пристрою (30) для забезпечення стикування верхнього правильного пристрою (28) з нижнім правильним пристроєм (30) під час фаз виймання, встановлення і передачі правильних пристроїв (28, 30).
14. Спосіб зміни відстані між валиками (34, 36) правильних пристроїв (28, 30), встановлених в правильній установці (15), яка містить:
- нерухому несучу раму (20), яка містить чотири стійки (22), що встановлені з кожної сторони від поздовжньої осі руху (Р) матеріалу і міцно утримуються у своїй нижній частині нерухомою основою (24), а у своїй верхній частині - поперечинами (26), при цьому збірна конструкція формує замкнену раму,
- нижній правильний пристрій (28), який лежить на нерухомій основі (24), і верхній правильний пристрій (30), який прилягає до притискної рами (32), яка здатна переміщатися вертикально між чотирма стійками (22), при цьому кожен правильний пристрій формує касету, яка містить певну кількість окремих валиків (34, 36), встановлених із здатністю обертання на рамі (38, 40) навколо осей, перпендикулярних до поздовжньої осі (Р) руху матеріалу (М),
- засіб (47) для обертання валиків (34, 36), з'єднаний з принаймні деякими з валиків (34, 36) карданним валом (44, 46), при цьому кожен карданний вал (44, 46) має перший обертовий кінець і другий кінець, оснащений знімною муфтою (48, 50), один кінець (52, 53) якої приводить в дію валик (35, 36), при цьому згадані карданні вали (44, 46) розташовані на двох рівнях, відповідно, на нижньому рівні з'єднання з валиками (36) нижнього пристрою (28) та на верхньому рівні з'єднання з валиками (34) верхнього пристрою (30),
- засоби (101, 102, 103) для блокування кожної знімної муфти (48, 50) затисканням на наперед встановленій висоті (Н1, Н2) під час зміни робочих фаз пристрою (28, 30),
- засіб (11) для демонтажу кожного з двох правильних пристроїв (28, 30) шляхом переміщення перпендикулярно до осі (Р) руху матеріалу між робочим положенням всередині рами (20) та відведеним положенням, зміщеним вбік на одній стороні рами (20), протилежній привідній стороні,
який відрізняється тим, що у ньому:
- затискають кожну знімну муфту (48, 50), яка забезпечує передачу крутного моменту до правильних валиків, для утримування їх на наперед визначеній висоті (Н1, Н2),
- видаляють старі правильні пристрої (28, 30) з правильної установки (15), під час чого кожен кінець (53, 52), який приводить в дію валик (34, 36), виймають з його знімної муфти (48, 50),
- кожну знімну муфту (48, 50) поступально переміщають в напрямі руху матеріалу (М) або в протилежному напрямі з положення, яке відповідає положенню з'єднання з одним із валиків (34, 36) старого правильного пристрою (28, 30), у нове положення з'єднання з одним із валиків нового правильного пристрою (28', 30'),
- встановлюють нові правильні пристрої (28', 30') в правильну установку, під час чого кожен кінець (52, 53), який приводить в дію новий валик, зчіплюють у знімній муфті (48, 50),
- вивільняють знімні муфти.
15. Спосіб за п. 14, який відрізняється тим, що у ньому перед затисканням знімних муфт (48, 50), припиняють обертання правильних валиків (34, 36).
16. Спосіб за п. 14 або п. 15, який відрізняється тим, що етап затискання знімних муфт (48, 50) включає:
- етап В, під час якого верхній пристрій (30) піднімається із свого робочого положення у верхнє положення і проміжну затискну поперечину (103) переводять з її положення спокою у робоче положення, у якому вона лежить у площині, яка проходить крізь дві нерухомі вертикальні напрямні осі (104, 124) інших поперечин (101, 102),
- етап С, під час якого нижня затискна поперечина (102) правильної установки (15) піднімається для контактування з нижніми знімними муфтами (50), а проміжна поперечина (103) опускається для входження в контакт з тими ж нижніми муфтами (50), таким чином забезпечуючи затискання нижніх муфт,
- етап D, під час якого верхній правильний пристрій (30) опускається для забезпечення контакту між верхніми муфтами (48) і проміжною затискною поперечиною (103), а верхня затискна поперечина (101) опускається для входження в контакт з тими ж верхніми муфтами (48), таким чином забезпечуючи затискання цих верхніх муфт (48).
17. Спосіб за п. 16, який відрізняється тим, що він включає перед етапом D етап С', під час якого нижній правильний пристрій (28) поступально переміщають перпендикулярно напряму руху матеріалу (М), наприклад за допомогою демонтувального засобу (11) з його робочого положення у проміжне положення, у якому штирі (42) нижнього правильного пристрою (28) розташовані навпроти отворів (44) верхнього правильного пристрою (30).
18. Спосіб за одним із пп. 14-17, який відрізняється тим, що етап видалення старих правильних пристроїв з правильної установки включає:
- етап Е1, під час якого блокувальні пристрої (13) переводять у неробоче положення, таким чином вивільняючи притискну раму (32) і верхній правильний пристрій (30), а притискна рама (32) знову піднімається,
- етап Е2, під час якого верхній (30) і нижній (28) правильні пристрої штовхають за допомогою демонтувального засобу (11) до передавального пристрою (17), який виводить кінці (52, 53), які приводять в дію правильні валики (28, 30), із знімних муфт (48, 50).
19. Спосіб за одним із пп. 14-18, який відрізняється тим, що етап, під час якого переміщають кожну знімну муфту (48, 52), включає етап Е0 переміщення певної кількості рухомих елементів (130), які належать кожній із затискних поперечин (101, 102, 103), при цьому кожен рухомий елемент (130) приймає знімну муфту (48, 52), причому кожен рухомий елемент переміщають з положення, яке відповідає положенню для з'єднання знімної муфти з одним із валиків (34, 36) старих правильних пристроїв (28, 30), у нове положення для з'єднання знімної муфти (130) з одним із валиків нових правильних пристроїв (28', 30').
20. Спосіб за одним із пп. 14-19, який відрізняється тим, що етап встановлення нових правильних пристроїв (28', 30') в правильну установку (15) включає:
- етап Е3, під час якого передавальний механізм (1240) штовхає збірний блок, який містить два передавальні пристрої (17, 17'), які містять відповідні правильні пристрої (28, 30), які зношені або непридатні для випрямляння смуги матеріалу (М), яка виходить з правильної установки, і нові правильні пристрої (28', 30') на рейках (1250), доки передавальний пристрій (17'), який містить нові правильні пристрої (28', 30'), встановиться на подовженні нерухомої основи (24) правильної установки (15),
- етап Е4, під час якого новий верхній (30') і нижній (28') правильні пристрої переводять за допомогою демонтувального засобу (11) з положення зберігання у робоче положення на нерухомій основі (24) правильної установки (15), доки кінці (52, 53), які приводять в дію нові правильні валики (28', 30'), не увійдуть у знімні муфти (48, 50),
- етап Е5, під час якого притискна рама (32) знову опускається і новий верхній правильний пристрій (30') міцно кріплять до притискної рами (32) за допомогою блокувальних пристроїв (13).
21. Спосіб за одним із пп. 14-20, який відрізняється тим, що етап вивільнення знімних муфт (48, 50) включає:
- етап F, під час якого верхня затискна поперечина (101) знову піднімається у положення спокою, таким чином вивільняючи верхні муфти (48), а новий верхній пристрій (30') також знову піднімається притискною рамою (32),
- етап G, під час якого проміжна затискна поперечина (103) знову піднімається у своє положення спокою і потім повертається навколо своєї осі (124) обертання,
- етап Н, під час якого нижня затискна поперечина (102) опускається у своє положення спокою, а новий верхній правильний пристрій (30') опускається у своє робоче положення.
22. Спосіб за одним із пп. 14-19, який відрізняється тим, що етап встановлення нових правильних пристроїв в правильну установку включає:
- етап Е3, під час якого передавальний механізм (1240) штовхає збірний блок, який містить два передавальні пристрої (17, 17'), які містять відповідно правильні пристрої (28, 30), які зношені або непридатні для подачі матеріалу з правильної установки, і нові правильні пристрої (28', 30') на рейках (1250), доки передавальний пристрій (17'), який містить нові правильні пристрої (28', 30'), встановиться на подовженні нерухомої основи (24) правильної установки (15),
- етап Е4', під час якого нижній (28') і верхній (30') правильний пристрій, з'єднані між собою штирями, штовхають на нерухому основу (24) правильної установки (15), доки кінці (53), які приводять в дію верхні правильні валики, не увійдуть у верхні знімні муфти (48),
- етап Е5', під час якого притискна рама (32) знову опускається, а новий верхній правильний пристрій (30') міцно кріплять до притискної рами (32) за допомогою блокувальних пристроїв (13).
23. Спосіб за п. 22, який відрізняється тим, що етап вивільнення знімних муфт (48, 50) включає:
- етап F', під час якого верхня затискна поперечина (101) знову піднімається у положення спокою, таким чином вивільняючи верхні муфти (48), а новий верхній пристрій (30') також знову піднімається притискною рамою (32),
- етап F", під час якого новий нижній правильний пристрій (28') поступально переміщають перпендикулярно напряму руху смуги з його положення демонтажу, доки кінці (52), які приводять в дію нижні правильні валики, не увійдуть в нижні знімні муфти (50),
- етап G, під час якого проміжна затискна поперечина (103) знову піднімається у своє положення спокою і потім повертається навколо своєї осі (104) обертання,
- етап Н, під час якого нижня затискна поперечина (102) опускається у своє положення спокою, а новий верхній правильний пристрій (30') опускається у своє робоче положення.
24. Правильна система, яка містить правильну установку за будь-яким із пп. 1-13 і містить:
- перший передавальний пристрій (17), передбачений для приймання правильних пристроїв (28, 30), які зношені або непридатні для випрямляння наступного матеріалу (М), який виходить з правильної установки (15),
- другий передавальний пристрій (17'), який здатен транспортувати новий набір верхніх і нижніх правильних пристроїв (28', 30'), з'єднаних з першим передавальним пристроєм (17) за допомогою муфти (123),
- підйомний пристрій (1240), який контактує з передавальним пристроєм (17'), придатним для переміщення набору з двох передавальних пристроїв (17, 17') з положення, у якому перший передавальний пристрій (17) встановлений на подовженні нерухомої основи (24) на рейках (1250), у положення, у якому другий передавальний пристрій (17'), який містить нові правильні пристрої (28', 30'), перебуває на подовженні нерухомої основи (24) правильної установки (15).
Текст
Реферат: Винахід належить до установки для випрямляння смуги матеріалу (М), яка містить нерухому несучу раму (20), нижній правильний пристрій (28) і верхній правильний пристрій (30), при цьому кожен правильний пристрій формує касету, яка містить певну кількість окремих валиків (34, 36), встановлених із здатністю обертання на рамі (38, 40) засобу (47) для повертання валиків (34, 36), з'єднаного з принаймні деякими з валиків (34, 36) карданним валом (44, 46), при цьому кожен карданний вал (44, 46) має один кінець, оснащений знімною муфтою (48, 50) з одним кінцем (52, 53) для приведення в дію валика (34, 36), і засоби (101, 102, 103) для блокування кожної знімної муфти (48, 50) затисканням, при цьому засоби (101, 102, 103) для блокування затисканням включають засоби (108, 109, 1013, 1014), придатні для поступального переміщення знімних муфт (48, 50) в напрямі руху матеріалу (М) і в протилежному напрямі. UA 102140 C2 (12) UA 102140 C2 UA 102140 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід відноситься до області випрямляння товстих металевих смуг або плит. Він відноситься, зокрема, до способу зміни відстані між валиками правильних пристроїв, встановлених в правильній установці. Він також відноситься до правильної установки і до системи, яка втілює спосіб. Товсті смуги випрямляються послідовністю поперемінних згинів із спадною амплітудою без будь-якого прикладання зовнішнього тяглового зусилля зверху або внизу по ходу технологічної лінії від правильної установки. Ці правильні установки містять два правильні пристрої, кожен з яких містить ряд валиків з паралельними осями, розташованими відповідно над і під смугою, при цьому валики зміщені в поздовжньому і вертикальному напрямі для встановлення в стос, таким чином формуючи хвилясту траєкторію для смуги, яка, таким чином, піддається дії послідовних згинальних зусиль з різним напрямом. Ці згинальні зусилля із змінним напрямом відображаються у вигляді кривих профілів, виконаних в смузі, при цьому деформації змінюються зі стану витягування на верхній поверхні кривого профілю до стану стискання на нижній поверхні кривого профілю, проходячи крізь нульову величину на середній вісі або "нейтральне волокно" смуги згідно із законом лінійної зміни. В залежності від амплітуди кривого профілю, таким чином створені напруження можуть перевищувати межу пружності смуги по більшій або меншій частині її товщини. Ця пластифікація є визначальним елементом в усуненні дефектів гладкості, які не можуть виявлятися, такі як "довгі краї", "довгі центри" і тому подібне. Пластифікована частина товщини смуги зазвичай виражається у відсотках загальної товщини, визначених в термінах "ступінь пластифікації". Контроль операції випрямляння залежить від контролю кривих, згенерованих в кожному згині із змінним напрямом, при цьому контроль зіштовхується з двома перешкодами. Перш за все, це моделювання кривої як функції товщини смуги, вставляння верхніх валиків між нижніми валиками і відокремлення валиків. Для більш точного цього моделювання, завжди робляться спроби розмістити послідовні нижні і верхні валики згідно з простою геометрією, поміщаючи їх вісі у вершинах послідовних рівнобедрених трикутників. Далі, це величина "зазору" в правильній установці, який створюється під дією роздільних сил між нижніми та верхніми валиками, зазор, який береться до уваги у прикладанні стискаючих зусиль валиків. Такі правильні установки відомі вже багато років і описані в численних документах. Наприклад, може згадатися заявка WO2008/099126 заявника. Загалом кажучи, кожен правильний пристрій, відповідно нижній або верхній, містить певну кількість валиків з паралельними осями, які зазвичай мають менший діаметр і, тому, утримуються принаймні двома опорними валиками, які можуть самі по собі лежати на рядах коліс, при цьому набір цих валиків і коліс встановлені на рамі. Ці два правильні пристрої, поміщені відповідно під і над горизонтальною площиною руху смуги, розміщені в несучій рамі, яка містить чотири стійки, встановлені з кожної сторони поздовжньої осі руху смуги, і міцно утримуються у своїй нижній частині нерухомою основою, а у своїй верхній частині - поперечинами, при цьому збірна конструкція формує замкнену раму. Нижній правильний пристрій лежить на нерухомій основі, а верхній пристрій лежить на притискній рамі, яка може переміщатися вертикально між чотирма стійками за допомогою механічних або гідравлічних підйомних пристроїв, які розташовані на верхній частині рами для регулювання відстані між двома правильними пристроями і, тому, для встановлення в стос валиків з одночасним усуненням розділяючих сил внаслідок опору продукту. Зазвичай, принаймні деяка частина правильних валиків обертається навколо своїх осей для просування смуги завдяки тертю з встановленою швидкістю по хвилястій траєкторії між нижніми та верхніми валиками. Різновидність стандартних форматів катаних смуг на ринку є такою, що єдиний пристрій може виробляти і випрямляти смуги, товщина яких може змінюватися в дуже широкому інтервалі, наприклад від 5 до 50 мм або більше. В традиційному розташуванні трьох правильних валиків з формуванням рівнобедреного трикутника, виявляється, що для одного і того ж кроку і одного і того ж способу встановлення в стос валиків, радіус кривизни товстої смуги є набагато меншим за радіус кривизни тоншої смуги і, таким чином, забезпечує набагато більшу ступінь пластифікації. Тому, для заданого ступеня пластифікації і будь-якого іншого параметру, який відповідає їй, бажана точність вставляння в стос, є тому обов'язково більшою для товстої смуги ніж для тонкої смуги. З цього приводу, вже довгий час робляться спроби зробити принаймні один з параметрів, який відповідає кривій смузі, змінним незалежно від регулювання операції вставляння в стос і, таким чином, робилися спроби змінювати відстань або "крок" валиків. Таким чином, документ JP 62-203616 описує зміну кроку верхніх та нижніх валиків правильної установки відведенням у вертикальному напрямі одного з двох валиків. Верхні 1 UA 102140 C2 5 10 15 20 25 30 35 40 45 50 55 60 валики відводяться вертикально вгору, тоді як нижні валики відводяться вертикально вниз. Для збереження традиційної схеми розташування у формі рівнобедреного трикутника для згаданих верхніх і нижніх валиків, нижній правильний пристрій приводиться в дію горизонтальним переміщенням в поздовжньому напрямі смуги. Документ JP 50-57350 розкриває правильну установку, у якій нижні і верхні пристрої здатні рухатися в поздовжньому напрямі смуги. Рішення, описані цими двома документами, дозволяють збільшувати вдвічі крок між правильними валиками, проте за рахунок переміщувального механізму нижнього правильного пристрою, який сильно зношується внаслідок осадів вуглецю, які відпадають під час випрямляння гарячекатаних смуг. Документ US 5127250 пропонує правильну установку, у якій кожен інший нижній валик утримується рамою, придатною для переміщення у вертикальному напрямі між нижнім положенням, де усі нижні робочі валики контактують, з одного боку, з однією і тією ж поверхнею смуги і, з іншого боку - з нижніми опорними валиками, і верхнім положенням, де підняті робочі валики контактують з протилежною поверхнею смуги, з одного боку, і, з іншого боку - з верхніми робочими валиками, які функціонують як опорні валики. Однак, пристрій, описаний в цих документах, передбачає тільки одну зміну конфігурації між заданим кроком і подвоєння його без будь-якої можливості зміни більш придатних проміжних величин, а також не дозволяє будь-яку зміну діаметра валиків. Публікація ЕР 0 551 658 пропонує вертикальне переміщення певних валиків в правильному пристрої так, що вони не контактують зі смугою, таким чином змінюючи крок валиків. Спосіб, описаний у цьому документі, полягає у переміщенні принаймні пари послідовних верхніх і нижніх валиків. Це створює простір для трьох кроків між деякими активними валиками разом або поперемінно з просторами одного єдиного кроку між іншими активними валиками. У випадку товстих смуг, таке розташування не вирішує проблеми неакуратного встановлення в стос валиків, відокремлених єдиним кроком, і, з іншого боку, не надає можливості зберігати розташування у формі рівнобедреного трикутника, яке передбачає точніше моделювання кривих. Публікація ЕР 1 584 384 пропонує розташування декількох типів верхніх та нижніх правильних пристроїв, які містять різну кількість валиків з різними діаметрами, і мають зубчаті розподільні системи для переходу від одного ряду валиків до іншого за допомогою єдиного моторного приводу. Це розташування має основний недолік, який полягає у досить значному збільшенні розмірів пристроїв, які включають трансмісійні вали і коробки передач, які по причині простору, доступного всередині згаданих пристроїв, можуть розроблятися тільки для передачі обмеженого крутного моменту, як це вказано малими товщинами смуг і малими діаметрами валиків, описаними в цьому документі. Цей винахід пропонує вирішення проблеми в попередньому рівні техніки шляхом пропозиції способу випрямляння, правильної установки і системи, які містить нові засоби і нові етапи безперервної зміни відносного положення валиків правильного пристрою по усьому інтервалу величин з одночасним збереженням розміщення у формі рівнобедреного трикутника, яке дозволяє акуратніше моделювання кривих. Таким чином, можна найбільш акуратно регулювати відстань між правильними валиками як функцію характеристик і, зокрема, товщину матеріалу, який випрямляється. Для цього, першою задачею цього винаходу є надання правильної установки для випрямляння смуги матеріалу, яка містить: - нерухому несучу раму, яка містить чотири стійки, розташовані з кожної сторони поздовжньої осі руху матеріалу і міцно утримуються у своїй нижній частині нерухомою основою, а у своїй верхній частині - поперечинами, при цьому збірна конструкція формує замкнену раму, - нижній правильний пристрій, який лежить на нерухомій основі, і верхній правильний пристрій, який прилягає до притискної рами, яка може переміщатися у вертикальному напрямі між чотирма стійками, при цьому кожен правильний пристрій формує касету, яка містить певну кількість окремих валиків, встановлених з можливістю обертання на рамі навколо осей, перпендикулярних поздовжній осі руху матеріалу, - засіб для обертання валиків, з'єднаний з принаймні деякими з валиків карданним валом, який має перший обертовий кінець і другий кінець, оснащений знімною муфтою, один кінець, якої приводить в дію валик, причому згадані карданні вали розташовані на двох рівнях: відповідно на нижньому рівні з'єднання з валиками нижнього пристрою і на верхньому рівні з'єднання з валиками верхнього пристрою, - засоби для блокування кожної знімної муфти шляхом затискання на наперед встановленій висоті під час зміни робочих фаз у пристрої, 2 UA 102140 C2 5 10 15 20 25 30 35 40 45 50 55 - засіб для демонтажу кожного з двох правильних пристроїв у формі касет шляхом переміщення перпендикулярно до осі руху між робочим положенням всередині рами та положенням виймання, зміщеним вбік на одній стороні рами, протилежній до привідної сторони, яка відрізняється тим, що засоби блокування затисканням включають засоби, придатні для поступального переміщення знімних муфт в напрямі руху матеріалу і в протилежному напрямі. Згідно з іншими характеристиками цього винаходу, - засоби, придатні для переміщення знімних муфт, містять певну кількість елементів, які поступально рухаються між двома кінцевими положеннями, передбаченими для переміщення знімних муфт, - засоби блокування затисканням включають: верхню затискну поперечину, яка має на своїй нижній горизонтальній лицьовій поверхні перший набір поступально рухомих елементів, нижню затискну поперечину, яка має на своїй верхній горизонтальній лицьовій поверхні другий набір поступально рухомих елементів, і проміжну затискну поперечину, яка має на своїй верхній горизонтальній лицьовій поверхні третій набір поступально рухомих елементів і має на своїй нижній горизонтальній лицьовій поверхні четвертий набір поступально рухомих елементів, при цьому проміжна поперечина розташована між нижньою і верхньою поперечиною, - кожен з рухомих елементів містить рухомий бар'єр, придатний для ковзання по ковзній поверхні поперечини, яка утримує його, при цьому кожен бар'єр містить принаймні одну затискну люльку, передбачену для затискання знімної муфти, - кожен рухомий елемент містить гайку, виконану як одне ціле з бар'єром рухомого елемента, при цьому гайки належать одному і тому ж набору рухомих елементів, які переміщаються єдиним гвинтом, який приводиться в дію обертовим елементом, - гвинт містить для кожної гайки, яку він направляє, нарізну привідну ділянку наперед визначеної довжини, причому кожна ділянка має крок і нахил такий, що дві рухомі опори, розташовані на однаковій відстані від точки на гвинті і з обох сторін такої точки, наближаються одна до іншої або віддаляються симетрично відносно такої точки при активуванні гвинта, - крок і нахил різей є такими, що, коли гвинт повертають в одному напрямі, то опори одного набору віддаляються з одночасним збереженням відстані до певної точки на гвинті і, коли гвинт повертають в іншому напрямі, то опори одного набору зближаються з одночасним збереженням однакової відстані до певної точки на гвинті, - верхні і нижні поперечини поступально направляються двома нерухомими вертикальними осями, які мають на своїх відповідних кінцях опори, прикріплені до двох стійок правильної установки, при цьому проміжна поперечина повертається в горизонтальному напрямі навколо однієї з напрямних осей інших поперечин між робочим положенням, у якому вона лежить у площині, яка проходить крізь нерухомі вертикальні осі, і положенням спокою, у якому вона лежить зовні площини, яка проходить крізь нерухомі вертикальні осі, - у робочому положенні проміжної затискної поперечини, кожен рухомий елемент першого набору рухомих елементів розташований навпроти рухомого елемента третього набору рухомих елементів і кожен рухомий елемент другого набору рухомих елементів розташований навпроти рухомого елемента четвертого набору рухомих елементів, при цьому обертовим елементом кожного гвинта керують так, що рухомі елементи, розташовані безпосередньо навпроти, переміщаються одночасно на ту ж відстань і в тому ж напрямі для поступального приведення в дію знімної муфти, - кожна затискна поперечина має порожнисту частину, яка формує захисний кожух для частини рухомих елементів, які вона утримує, - принаймні дві із затискних поперечин містять нерухому люльку, розташовану на ковзній поверхні кожної із згаданих затискних поперечин в середині рухомих елементів, при цьому кожна затискна люлька позиціонована для переміщення в протилежному напрямі до іншої нерухомої затискної люльки, коли затискні поперечини перебувають у робочому положенні, - верхня затискна поперечина і нижня затискна поперечина мають на кожному із своїх кінців порожнистий циліндр, який приймає нерухомі вертикальні осі, які функціонують як напрямні для верхньої і нижньої поперечини, - нижній правильний пристрій містить принаймні чотири балки, які проходять вертикально з нижньої рами і закінчуються у своїх верхній частині штирями, при цьому верхній правильний пристрій містить принаймні два шарнірних листа, в кожному з яких виконаний принаймні один отвір, причому штирі нижнього правильного пристрою придатні до вставляння в отвори верхнього правильного пристрою для забезпечення стикування верхнього правильного 3 UA 102140 C2 5 10 15 20 25 30 35 40 45 50 55 60 пристрою з нижнім правильним пристроєм під час фаз видалення, встановлення і переносу правильних пристроїв. Іншим об'єктом винаходу є спосіб зміни відстані між валиками правильних пристроїв, встановлених в правильній установці, яка містить: - нерухому несучу раму, яка містить чотири стійки, розташовані з кожної сторони поздовжньої осі руху матеріалу і міцно утримуються у своїй нижній частині нерухомою основою, а у своїй верхній частині - поперечинами, при цьому збірна конструкція формує замкнену раму, - нижній правильний пристрій, який лежить на нерухомій основі, і верхній правильний пристрій, який прилягає до притискної рами, яка може переміщатися вертикально між чотирма стійками, при цьому кожен правильний пристрій формує касету, яка містить певну кількість окремих валиків, встановлених з можливістю обертання на рамі навколо осей, перпендикулярних до поздовжньої осі руху матеріалу, - засоби для обертання валиків, з'єднані з принаймні деякими з валиків карданним валом, при цьому кожен карданний вал має перший обертовий кінець і другий кінець, оснащений знімною муфтою, один кінець якої приводить в дію валик, при цьому згадані карданні вали розташовані на двох рівнях: відповідно на нижньому рівні з'єднання з валиками нижнього пристрою і на верхньому рівні з'єднання з валиками верхнього пристрою, - засоби для блокування кожної знімної муфти затисканням на наперед визначеній висоті під час зміни фаз роботи пристрою, - засіб для демонтажу кожного з двох правильних пристроїв у формі касет шляхом переміщення перпендикулярно до осі руху між робочим положенням всередині рами і положенням виймання, зміщеним вбік на одній стороні рами, протилежній до привідної сторони, який відрізняється тим, що у ньому - затискають кожну знімну муфту, яка передбачає передачу крутного моменту до правильних валиків для утримування їх на наперед визначеній висоті, - видаляють старі правильні пристрої з правильної установки, під час чого кожен кінець, який приводить в дію валик, виймають з його знімної муфти, - кожну знімну муфту поступально переміщають в напрямі руху матеріалу або в протилежному напрямі з положення, яке відповідає положенню з'єднання з одним із валиків старого правильного пристрою, у нове положення з'єднання з одним з валиків нового правильного пристрою, - встановлюють нові правильні пристрої в правильну установку, під час чого кожен кінець, який приводить в дію новий валик, зчіплюється у знімній муфті, - вивільняють знімні муфти. Згідно з іншими характеристиками способу: - перед затисканням знімних муфт припиняють обертання правильнихваликів, - етап затискання знімних муфт включає: етап В, під час якого верхній пристрій піднімається із свого робочого положення у верхнє положення і під час якого проміжну затискну поперечину переводять з її положення спокою у робоче положення, у якому проміжна затискна поперечина лежить у площині, яка проходить крізь дві нерухомі вертикальні напрямні осі інших поперечин, етап С, під час якого нижня затискна поперечина правильної установки піднімається для контактування з нижніми знімними муфтами і під час якого проміжна поперечина опускається для входження в контакт з тими ж нижніми муфтами, таким чином забезпечуючи затискання нижніх муфт, етап D, під час якого верхній правильний пристрій опускається для забезпечення контакту між верхніми муфтами і проміжною затискною поперечиною, і під час якого верхня затискна поперечина опускається для входження в контакт з тими ж верхніми муфтами, таким чином забезпечуючи затискання цих верхніх муфт, - спосіб включає етап С перед етапом D, під час якого нижній правильний пристрій поступально переміщають перпендикулярно до напряму руху матеріалу, наприклад за допомогою переведення з його робочого положення у проміжне положення, у якому штирі нижнього правильного пристрою розташовані навпроти отворів верхнього правильного пристрою, - етап видалення старих правильних пристроїв з правильної установки включає: етап Е1, під час якого блокувальні пристрої переводять у неробоче положення, таким чином вивільняючи притискну раму і верхній правильний пристрій, і під час якого притискна рама знову піднімається, етап Е2, під час якого верхній і нижній правильний пристрій подають до передавального пристрою, який здійснює виймання кінців, які приводять в дію правильні валики, із знімних муфт, 4 UA 102140 C2 5 10 15 20 25 30 35 40 45 50 55 60 - етап, під час якого переміщають кожну знімну муфту, включає етап Е0 переміщення певної кількості рухомих елементів, які належать кожній із затискних поперечин, при цьому кожен рухомий елемент приймає знімну муфту, переміщення кожного рухомого елемента відбувається з положення, яке відповідає положенню для з'єднання знімної муфти з одним із валиків старих правильних пристроїв, у нове положення для з'єднання знімної муфти з одним з валиків нових правильних пристроїв, - етап встановлення нових правильних пристроїв в правильну установку включає: етап Е3, під час якого передавальний механізм штовхає збірний блок, який містить два передавальні пристрої, які містять відповідні правильні пристрої, які зношені або непридатні для випрямляння смуги матеріалу, який виходить з правильної установки, і нові правильні пристрої на рейках до тих пір, доки передавальний пристрій, який містить нові правильні пристрої, перебуває на подовженні нерухомої основи правильної установки, етап Е4, під час якого встановлюють новий верхній і нижній правильний пристрій за допомогою переведення їх з положення зберігання у робоче положення на нерухомій основі правильної установки до тих пір, доки кінці, які приводять в дію нові правильні валики, не увійдуть у знімні муфти, етап Е5, під час якого притискна рама знову опускається і під час якого новий верхній правильний пристрій міцно кріплять до притискної рами за допомогою блокувальних пристроїв, - етап вивільнення знімних муфт включає: етап F, під час якого верхня затискна поперечина знову піднімається у положення спокою, таким чином вивільняючи верхні муфти, і під час якого новий верхній пристрій також знову піднімається притискною рамою, етап G, під час якого проміжна затискна поперечина знову піднімається у своє положення спокою і потім повертається навколо своєї осі обертання, етап Н, під час якого нижня затискна поперечина опускається у своє положення спокою і під час якого новий правильний пристрій опускається у своє робоче положення, - етап встановлення нових правильних пристроїв в правильну установку включає: етап Е3, під час якого передавальний механізм штовхає збірний блок, який містить два передавальні пристрої, які містять відповідні правильні пристрої, які зношені або непридатні для подачі матеріалу з правильної установки, і нові правильні пристрої на рейках до тих пір, доки передавальний пристрій, який містить нові правильні пристрої, перебуває на подовженні нерухомої основи правильної установки, етап Е4', під час якого новий нижній і верхній правильний пристрій, з'єднані між собою штирями, притискаються до нерухомої основи правильної установки до тих пір, доки кінці, які приводять в дію верхні правильні валики, не увійдуть у верхні знімні муфти, етап Е5', під час якого притискна рама знову опускається і під час якого новий верхній правильний пристрій міцно кріплять до притискної рами за допомогою блокувальних пристроїв, - етап вивільнення знімних муфт включає: етап F', під час якого верхня затискна поперечина знову піднімається у положення спокою, таким чином вивільняючи верхні муфти, і під час якого новий верхній пристрій також знову піднімається притискною рамою, етап F", під час якого новий нижній правильний пристрій поступально переміщається перпендикулярно до напряму руху смуги із свого положення демонтажу, доки кінці, які приводять в дію нижні правильні валики, не увійдуть в нижні знімні муфти, етап G, під час якого проміжна затискна поперечина знову піднімається у своє положення спокою і потім повертається навколо своєї осі обертання, етап Н, під час якого нижня затискна поперечина опускається у своє положення спокою і під час якого новий верхній правильний пристрій опускається у своє робоче положення. Іншим об'єктом винаходу є правильна система, яка містить правильну установку, визначену вище, при цьому правильна система містить: перший передавальний пристрій, передбачений для приймання правильних пристроїв, які зношені або непридатні для випрямляння наступного матеріалу (М), який виходить з правильної установки, другий передавальний пристрій, який транспортує новий набір верхніх і нижніх правильних пристроїв, з'єднаних з першим передавальним пристроєм за допомогою муфти, підйомний пристрій, який контактує з передавальним пристроєм, придатним для переміщення набору з двох передавальних пристроїв з положення, у якому перший передавальний пристрій встановлений на подовженні нерухомої основи на рейках, у положення, у якому другий передавальний пристрій, який містить нові правильні пристрої, знаходиться на подовженні нерухомої основи правильної установки. 5 UA 102140 C2 5 10 15 20 25 30 35 40 45 50 55 60 Інші характеристики і переваги цього винаходу стануть очевидними при читанні детального необмежувального варіанту виконання винаходу з посиланням на фігури, на яких: - Фігура 1 зображає схематичний вид збоку правильної установки, - Фігура 2 зображає схематичний вид спереду правильної установки, - Фігура 3 зображає схематичний вид обертального пристрою правильного валика, - Фігура 4 зображає вид спереду затискної і рухомої поперечини для знімних привідних елементів правильних валиків, - Фігура 5 зображає вид розрізу однієї із затискних поперечин з Фігури 4, - Фігура 6 зображає схематичний вид етапів зміни відстані між валиками правильних пристроїв, встановлених в правильній установці, - Фігури 7А - 7D зображають схематичні види етапів демонтажу правильних пристроїв, - Фігури 8А - 8D зображають схематичні види етапів використання передавальних пристроїв правильних пристроїв згідно з винаходом, - Фігури 9А - 9С зображають схематичні види варіанту виконання правильних пристроїв згідно з винаходом. Фігури 1 і 2 схематично представляють вид збоку і спереду збірної конструкції правильного пристрою з великою кількістю валиків 15, яка містить два правильні пристрої 28 і 30, розташовані з кожної сторони горизонтальної осі Ρ руху матеріалу Μ всередині несучої рами 20, яка має чотири стійки 22 (тільки дві з них видно на Фігурі 1), прикріплені своїми нижніми кінцями до нерухомої основи 24, яка лежить на фундаменті, і з'єднані у своїй верхній частині поперечинами 26. Верхній пристрій 30 містить певну кількість правильних валиків 34 з паралельними осями, відокремленими одна від іншої, і кожна з яких лежить принаймні на одному опорному валику 25, при цьому валики 34 встановлені з можливістю обертання навколо своїх відповідних осей на рамі 40, яка примикає до притискної рами 32 і з'єднана з нею знімним чином фіксувальними засобами (не представлені на Фігурі 1). Рівень розташування притискної рами 32 і відповідно верхнього правильного пристрою 30 може регулюватися з використанням механічних або гідравлічних підйомних засобів 27, які встановлені на поперечинах 26. Подібним чином, нижній пристрій 28 містить певну кількість правильних валиків 36, які лежать на опорних валиках 29, при цьому згадані валики встановлені з можливістю обертання навколо своїх паралельних осей на опорній рамі 38, яка лежить на основі 24. Верхні 34 і нижні 36 правильні валики зміщені в напрямі руху матеріалу Μ для створення хвилястої траєкторії для матеріалу М, при цьому процедура встановлення їх в стос здатна регулюватися підйомними пристроями27. Для одержання бажаних ефектів "витягування-згинання" на продукті М, продукт повинен рухатися в поздовжньому напрямі між валиками і, для цього, приводиться в рух тертям принаймні деякими з правильних валиків 34, 36, які обертаються моторним блоком, який містить, наприклад, як це представлено схематично на Фігурі 3, один або більшу кількість двигунів 47, який(і) приводить(ять) в дію один або більшу кількість редукторів 43, які приводять в дію з бажаною швидкістю одну або більшу кількість коробок передач 45, які розподіляють крутний момент між різними верхніми 34 і нижніми 36 робочими валиками за допомогою верхнього 44 і нижнього 46 карданного валу з двома кінцями, з'єднаними, відповідно, універсальними шарнірами 51, 55 на одній стороні з кінцевими шпинделями 52, 53 правильних валиків 34, 36, а на іншій стороні - з вихідними елементами коробки передач 45. Зазвичай, установки для випрямляння листів або смуг великої товщини містять, в залежності від випадку, сім - одинадцять правильних валиків. Наприклад, як це представлено на Фігурах 1 і 2, верхній пристрій 30 може містити п'ять валиків 34, а нижній пристрій 28 - шість валиків 36. Такі установки, застосовувані до смуг і пластин великої ширини і товщини, можуть сягати маси більше ніж 300 метричних тон з висотою понад 10 метрів, при цьому правильний пристрій сам по собі ймовірно має масу декілька десятків метричних тон. Під час випрямляння, валики піддаються дії високих поверхневих напружень і стиранню, що вимагає ремонту, наприклад механічну обробку шляхом шліфування їх активних поверхонь в цеху технічного обслуговування. Тому, правильні пристрої повинні бути здатними демонтуватися і, для цієї цілі, кожен універсальний шарнір 51, 55, встановлений на кінці карданного валу 44, 46, з'єднується з шпинделями 52, 53 робочих валиків 34, 36 знімною муфтою 48, 50, яка, у зображеному прикладі, може бути рукавом з внутрішньою канавкою, у якій шпиндель 52, 53 валика 34, 36, оснащений відповідними шліцами, зчіплюється ковзанням в осьовому напрямі. Окрім того, кожен правильний пристрій, відповідно верхній 30 або нижній 28 формує касету, яка може встановлюватися ковзанням по поперечним рейкам (не зображені), встановленим на 6 UA 102140 C2 5 10 15 20 25 30 35 40 45 50 55 60 несучій рамі 20, для можливості відділятися вбік зі сторони оператора після від'єднання від карданних валів 44, 46. Після технічного обслуговування, кожна касета - відповідно нижня 28 або верхня 30 - повертається на місце випрямляння всередині несучої рами 20, а потім між кожним правильним валиком і відповідним карданним валом повинно повторно встановлюватися з'єднання. Як схематично зображено на Фігурі 2, при використанні правильної установки, осі верхніх валиків 34 розташовані на висоті Н2, а муфти 48 розташовані по центру на осях валиків на тій же висоті Н2. Подібним чином, осі нижніх валиків 36 розташовані на висоті Н1, а муфти 50 розташовані по центру на осях нижніх валиків 36 на тій же висоті Н1. Для забезпечення встановлення в стос без ризику пошкодження взаємодіючих частин кожної муфти 48, 50 і кожного шпинделя 53, 52 відповідного валика 34, 36, муфти 48, 50 повинні залишатися відповідно на висоті Н2 або Н1 при встановленні нових касет, які можуть бути новими, відрихтованими або більш придатними для характеристик матеріалу, який випрямляють. Таким чином, правильна установка містить засоби 101, 102, 103 для блокування кожної знімної муфти 48, 50 на наперед встановленій висоті Н2, Н1 під час зміни фаз роботи пристрою. Це блокування, у варіанті виконання, зображеному на фігурах, здійснюється затисканням кожної знімної муфти 48, 50. Згідно з винаходом, блокувальні засоби 101, 102, 103 також включають засоби для поступального переміщення знімних муфт вздовж горизонтальної осі Ρ руху смуги матеріалу М. Ця характеристика робить можливим одержувати різні відстані або кроки між валиками 36 і 34 і також легко встановлювати валики з різними діаметрами в одній і тій же правильній установці із збереженням розташування осей правильних валиків по схемі рівнобедреного трикутника. Фігура 4 зображає варіант виконання засобів 101, 102, 103 для блокування кожної знімної муфти, які включають засоби для поступального переміщення знімних муфт вздовж напряму руху матеріалу Μ у двох напрямах, визначених таким напрямом. Іншими словами, переміщувальні засоби придатні для переміщення у тому ж напрямі що й смуга або в протилежному напрямі шляхом приведення в дію знімних привідних елементів. Засоби для блокування кожної муфти 48, 50 у певному положенні включають три горизонтальні поперечини: верхню затискну поперечину 101, нижню затискну поперечину 102 і проміжну затискну поперечину 103, розташовану між нижньою і верхньою поперечиною. Верхня 101 і нижня 102 поперечина проходять в поздовжньому напрямі між двома нерухомими вертикальними стійками 104, 124, які мають на кожному своєму кінці опори 105, 125, 135, 145, передбачені для кріплення до двох стійок 22 правильної установки 15. Верхня 101 і нижня 102 поперечина мають на кожному із своїх відповідних кінців порожній циліндр 110, 111, 112, 113, у який вставляються нерухомі вертикальні осі 104, 124, які, таким чином, функціонують як напрямні для поперечин 101 і 102. Кожний порожній циліндр 110, 111, 112, 113 міцно прикріплений до опори 110А, 111 А, 112А, 113А підйомного пристрою, яка приймає кінець підйомного пристрою 106, 116, 118, 119, передбаченого для переміщення верхньої 101 і проміжної 103 затискної поперечини. Проміжна поперечина 103 повертається в горизонтальному напрямі, наприклад під дією підйомного пристрою (не зображений), навколо однієї з напрямних осей 124 інших поперечин між робочим положенням (як зображено на Фігурі 3), у якому вона лежить в уявній площині, яка проходить крізь нерухомі вертикальні осі 104, 124, і положенням спокою, у якому вона лежить зовні уявної площини, яка проходить крізь нерухомі вертикальні осі 104, 124. Проміжна затискна поперечина 103 має на своєму шарнірному кінці порожню циліндричну частину 1003А, у яку вставлена вертикальна стійка 124, яка функціонує як її вісь обертання. Кожен кінець циліндричної частини 1003А контактує з С-подібною напрямною 140, придатною для ковзання вздовж стійки 124. Напрямна 140 вставлена між порожньою циліндричною частиною 113 верхньої затискної поперечини 101 і порожньою циліндричною частиною 112 нижньої затискної поперечини 102 і перебуває в кільцевому контакті з кожною з цих циліндричних частин. Напрямна 140 також має частину 182 у формі пластини, яка проходить в напрямі, протилежному до напряму орієнтації проміжної затискної поперечини 103, коли остання перебуває у своєму робочому положенні, як показано на Фігурі 4. Пластина 182 функціонує як опора для двох підйомних пристроїв 118 і 119 для переміщення затискних поперечин 101 і 103. Проміжна затискна поперечина 103 має вільний кінець 103В, який у робочому положенні вставлений і затиснутий між двома кінцями С-подібної напрямної 141, придатної для ковзання вздовж стійки 104. Напрямна 141 вставлена між порожнистою циліндричною частиною 110 верхньої затискної поперечини 102 і порожнистою циліндричною частиною 111 нижньої затискної поперечини 102, і перебуває в кільцевому контакті з кожною із цих циліндричних 7 UA 102140 C2 5 10 15 20 25 30 35 40 45 50 55 частин. Напрямна 141 також має частину 181 у формі пластини, яка простягається в напрямі, протилежному до напряму орієнтації проміжної затискної поперечини 103, коли остання перебуває у своєму робочому положенні, як представлено на Фігурі 4. Пластина 181 функціонує як опора для двох підйомних пристроїв 106 і 116 для переміщення затискних поперечин 101 і 103. У прикладі варіанта виконання, представленого на Фігурі 4, нижня поперечина 102 лежить на двох механічних підйомних пристроях 107, 117, кожен з яких встановлений на опорі, прикріпленій до нерухомого елемента правильної установки 13, наприклад до основи 24. Два підйомні пристрої 107, 117 приводяться в дію синхронно карданною системою 144, яка приводиться в дію двигуном. Нижня затискна поперечина 102, таким чином, направляється вертикально стійками двох підйомних пристроїв 107, 117 і, тому, може підніматися для керування п'ятьма муфтами або рукавами 50 нижніх карданних валів 46 у положенні, представленому на Фігурі 4. Проміжна поперечина 103 поміщена по суті на рівні осі руху Ρ продукту між двома рівнями розташування шпинделів 53, 52, на яких зчіплюються карданні вали 44, 46. Вона може переміщатися горизонтально між двома положеннями - відповідно закритим блокувальним положенням, для якого проміжна поперечина проходить упоперек до осей валиків між з'єднувальними муфтами 48, 50 двох рядів карданних валів 44, 46, і відкритим положенням, яке знаходиться збоку, забезпечуючи вертикальні переміщення верхніх валиків 34 карданними валами для регулювання процедури встановлення в стос правильних валиків 34, 36. Кожна пара 106/116 і 118/119 підйомних пристроїв встановлена одна біля іншої торець в торець між опорною частиною 110А, 111А, 112А, 113А підйомного пристрою і частиною 181 або 182 у формі пластини однієї з напрямних 140 або 141, при цьому основа кожного з підйомних пристроїв, у цьому варіанті виконання, прикріплена до пластин 181 або 182 напрямних 141 або 140. Фігура 5 зображає вид поздовжнього перерізу затискної поперечини 102, який показує деталі варіанту виконання засобу для переміщення знімних муфт. Зазвичай, інші поперечини також містять засіб для переміщення подібно до поперечин, які тепер будуть описуватися. Як показано на Фігурі 5, центральна частина 102А поперечини 102 має форму порожнистого паралелепіпеда, який формує корпус, і має верхню ковзну поверхню 1010, яка має певну кількість щілин, у які вставляються рухомі елементи 130, формуючи частину засобу для переміщення знімних муфт. У цьому варіанті виконання, кожен рухомий елемент 130 має принаймні одну опору 108А - 108D. Кожна опора 108А - 108D вільно поступально ковзає в горизонтальному напрямі по ковзній поверхні і направляється щілиною, яка функціонує як рейка. Кожна опора 108А - 108D може мати форму пластини по суті прямокутної, форми. Усі опори, встановлені на одній і тій же ковзній поверхні поперечини, будуть далі називатися комплектом опор. Кожна опора 108А - 108D має на своїй верхній поверхні принаймні одну затискну люльку 109А, 109В, 109D, 109Е, передбачену для об'єднання з муфтою 48, 50. Поверхня кожної люльки 109А, 109В, 109D, 109Е, протилежна до ковзної поверхні 1010, має криву форму, комплементарну до форми муфти 48, 50, яка передбачена для затискання. Тому, у цьому варіанті виконання, кожен рухомий елемент 130 має принаймні одну опору і одну люльку. Кожна опора 108А - 108D міцно прикріплена до гайки 1012А - 108D, яка приводиться в дію гвинтом 1013, яким керують обертальним привідним елементом 1014. Усі гайки, міцно прикріплені до єдиного набору опор 108, приводяться в дію єдиним гвинтом 1013. Гайки 1012А 1012D і гвинт 1013 вставляються у захисний кожух, сформований центральною частиною 102А поперечини 102, який перешкоджає будь-якій поламці цих засобів для приведення в дію опор 108А - 108D і який також економить простір. Для збереження схеми розміщення осей правильних валиків у формі рівнобедреного трикутника з одночасним їх переміщенням, гвинт 1013 має певну кількість напрямних ділянок для кожної гайки, характеристики різі яких є різними. Таким чином, гвинт 1013 має для кожної гайки 1012А, 1012В, 1012С або 1012D, яку він направляє, нарізну ділянку 1013А, 1013В, 1013С або 1013D наперед встановленої довжини, причому кожна ділянка 1013А, 101 3АВ, 1013С, 1013D має крок і нахил так, що дві рухомі опори 109B/109D і відповідно 109А/109Е, розташовані на однаковій відстані від точки на гвинті 1013, наприклад від центру гвинта 1013, і рухаються з обох сторін такої точки, наближаються або симетрично віддаляються відносно такої точки при приведенні в дію гвинта. Окрім того, вибір кроку і нахилу різі гвинта 1013 є таким, що, коли гвинт повертають в одному напрямі, то опори 108А - 108D віддаляються із збереженням однакової відстані до точки на гвинті і, коли гвинт 8 UA 102140 C2 5 10 15 20 25 30 35 40 45 50 55 60 1013 повертають в іншому напрямі, то опори 108А - 108D наближаються одна до іншої із збереженням однакової відстані до точки на гвинті. В особливому випадку непарної кількості люльок, як це зображено на Фігурі 5, поперечина 102 містить центральну нерухому люльку 109С з нерухомою опорою. Рухомі опори 108А - 108С потім також рухаються симетрично відносно цієї нерухомої люльки 109С. Точніше, крок та нахил різі ділянок 1013В і 1013С гвинта забезпечують симетричне переміщення опор 108A/108D і 108А/108С біля фіксованого положення люльки 109С. Також, для збереження схеми розташування осей правильних валиків у формі рівнобедреного трикутника, крок та нахил різі гвинта є такими, що відстань, яка покривається опорами 108А і 108D, коли гвинт приводять в дію, вдвічі більша за відстань, яка покривається опорами 108В і 108С. Окрім того, у прикладі варіанта виконання на Фігурі 5, дві ділянки 1013В і 1013С мають взаємнообернений нахил, якими є нахили двох ділянок 1013А і 1013D. Як приклад, крок ділянок 1013В і 1013С може становити два міліметри, завдяки чому опори 108В і 108С наближаються або віддаляються від центральної люльки 109С в залежності від напряму повертання гвинта на відстань два міліметри за один поворот гвинта. Для збереження однакового кроку між п'ятьма люльками 109А - 109Е, дві опори 108A і 108D повинні наближатися або віддалятися від люльки 109С в залежності від напряму повертання гвинта на відстань чотири міліметри за один поворот гвинта. Тому, крок ділянок 1013D і 1013А становить чотири міліметри. Гвинт 1013 затискної поперечини 102 приводиться в дію дистанційно керованими обертальними приводами 1014, які здійснюють переміщення опор 108А - 108D і, тому, зміну їх відносних положень в залежності від зазору для правильних валиків 34 і 36. Як приклад, обертальний привід 1014 для гвинтів може бути електричним або гідравлічним двигуном або серводвигуном. Також, гвинт 1013/гайка 1012А для систем 1012D можуть бути системами гвинт/кульова гайка. Як можна побачити на Фігурі 4, верхня затискна поперечина 101 містить на своїй нижній горизонтальній поверхні 101А перший набір рухомих елементів 130, нижня затискна поперечина 102 містить на своїй верхній горизонтальній поверхні 102А другий набір рухомих елементів 130 і проміжна затискна поперечина 130 містить на своїй верхній горизонтальній поверхні 103А третій набір рухомих елементів 130, і містить на своїй нижній горизонтальній поверхні 103В четвертий набір рухомих елементів 130. Кожен рухомий елемент 130 третього набору рухомих елементів 130 встановлений з проходженням навпроти рухомого елемента 130 першого набору рухомих елементів і кожен рухомий елемент четвертого набору рухомих елементів 130 встановлений з проходженням навпроти рухомого елементу другого набору рухомих елементів, коли проміжна поперечина перебуває у робочому положенні. У варіанті виконання на Фігурі 4, проміжна поперечина 103 містить на своїй нижній поверхні нерухому люльку 109С, яка співвісна у робочому положенні проміжної поперечини 103 з іншою нерухомою люлькою 109С, яка розташована на нижній поперечині 102. Також, обертовим привідним елементом 1014 кожного гвинта 1013 керують так, що рухомі елементи 130, встановлені безпосередньо навпроти, поступально переміщаються одночасно на однакову відстань і в однаковому напрямі для приведення в дію знімної муфти 48 або 50, в залежності від зазору між правильними валиками. Тепер опис буде надаватися з посиланням на Фігури 2, 6, 7А - 7D і 8А - 8D, які зображають послідовні етапи регулювання відстані між правильними валиками 34 і 36, при цьому ця відстань також названа кроком правильних валиків. Схеми на Фігурі 6 представляють переміщення різних елементів правильної установки, які видні з привідної сторони правильної установки, тоді як схеми на Фігурах 2 і 7А - 7D представляють переміщення елементів правильної установки 15, які видні спереду правильної установки. Фігури 8А - 8D представляють етапи знімання правильних пристроїв, які зношені або не підходять для випрямляння нової смуги матеріалу, та етапи встановлення нових пристроїв в установці. Під час етапу, позначеного літерою А на Фігурі 6, верхній 30 і нижній 28 правильний пристрій зафіксовані у робочому положенні. Верхня 101 і нижня 102 затискна поперечина перебувають у положенні спокою від'єднаними від муфт 48, 50 правильних валиків. Як можна також побачити на Фігурі 2, у цій конфігурації, верхня затискна поперечина 101 перебуває у повністю піднятому положенні, нижня поперечина 102 перебуває у повністю опущеному положенні і проміжна поперечина 103 перебуває у відведеному положенні. Верхній правильний пристрій 30 міцно прикріплений до правильної установки 15 чотирма блокувальними пристроями 13. Також, передавальний пристрій 17 перебуває у положенні очікування правильних пристроїв 28, 30, які зношені або непридатні для випрямляння наступного матеріалу. Під час цих етапів, активування правильних валиків 28, 30 припиняється. 9 UA 102140 C2 5 10 15 20 25 30 35 40 45 50 55 60 Під час етапу, позначеного літерою В на Фігурі 6, верхній правильний пристрій 30 піднімається під дією підйомних пристроїв 27, які піднімають притискну раму 32, залишаючи достатньо простору для проміжної затискної поперечини 103, щоб перейти з положення спокою у робоче положення. Під час етапу, позначеного літерою С на Фігурі 6, нижня затискна поперечина 102 піднімається до входження в контакт з нижніми муфтами 50, а проміжна поперечина 103 опускається до входження в контакт з тими ж нижніми муфтами 50, таким чином забезпечуючи затискання цих нижніх муфт 50. Положення різних елементів правильної установки в кінці етапу С також показане на Фігурі 7А. Під час етапу, позначеного літерою D на Фігурі 6, верхній пристрій 30 опускається для надання можливості встановлення контакту між верхніми муфтами 48 і проміжною затискною поперечиною 103, а потім верхня затискна поперечина 101 опускається до входження в контакт з тими ж верхніми муфтами 48, таким чином забезпечуючи затискання цих верхніх муфт 48. Положення різних елементів правильної установки в кінці етапу D також представлене на Фігурі 7В. Згідно з винаходом, етап затискання знімних муфт 48, 50, який передбачає передачу крутного моменту до правильних валиків для утримування їх на наперед визначеній висоті Н1 або Н2, включає попередньо описані етапи В, С і D. Під час етапу, позначеного літерою Е0 на Фігурі 6, опори 108 рухомих елементів 130 переміщаються окремо або разом шляхом керування силовими приводами 1014 кожного з гвинтів 1013 для трьох поперечин 101, 102, 103 для збільшення або зменшення кроку правильних валиків. Більш точно, кожна знімна муфта 48, 50, затиснута між двома рухомими елементами 130, переміщається з положення, яке відповідає її положенню для з'єднання з старим валиком 34, 36, у нове положення для з'єднання з новим правильним валиком у новому пристрої 28', 30'. Згідно з етапом Е0, реалізується послідовність етапів, які стосуються реальної заміни правильних пристроїв, і ці етапи будуть тепер описуватися з посиланням на Фігури 7С, 7D i 8A8D. Під час етапу Е1, представленого на Фігурі 7С, блокувальні пристрої 13 перебувають у неробочому положенні, таким чином відділяючи притискну раму 32 від верхнього правильного пристрою 30, а потім притискна рама 32 знову піднімається, вивільняючись з верхнього правильного пристрою 30. У цьому положенні, верхній правильний пристрій 30 прилягає до нижнього правильного пристрою 28. Під час етапу Е2, представленого на Фігурі 7D, верхній 30 і нижній 28 правильний пристрій штовхають демонтувальним засобом 11 до передавального пристрою 17 і це виштовхує привідні шпинделі 52, 53 правильних валиків 28, 30 із знімних муфт 48, 50. Етапи Е1 і Е2 формують етап видалення старих правильних пристроїв з правильної установки. Протягом усіх попередніх етапів привідний пристрій 42 правильної установки 15 повинен був зупинятися і, для зменшення цього періоду простою, кожен з двох правильних пристроїв 28 і 30, відповідно, нижній або верхній, видаляються в блоці з правильної установки і повинні негайно замінятися пристроєм, який містить валики, які є новими, відрихтованими і придатними для випрямляння нового матеріалу М, при цьому використаний пристрій транспортується до цеху або просто ділянки технічного обслуговування, де здійснюються різні необхідні операції по техобслуговуванню. Фігури 8А - 8D є схематичними видами зверху правильної системи, які показують різні етапи і різні засоби, які забезпечують швидку заміну правильних пристроїв 28 і 30. У видах на Фігурі 8, представлені тільки елементи, які необхідні для розуміння переміщень правильних пристроїв. На Фігурі 8А, набір верхніх 30 і нижніх 28 правильних пристроїв знову встановлений на нерухому основу 24 правильної установки 15, верхній правильний пристрій 30 встановлений на нижній правильний пристрій. Цей вид відповідає положенню, яке можна побачити на Фігурі 7С, і попередньо описаному етапу Е1. Перший передавальний пристрій 17 встановлений на подовженні нерухомої основи, готовий до приймання правильних пристроїв 28 і 30, які зношені або непридатні до випрямляння наступного матеріалу М. Другий передавальний пристрій 17', який транспортує новий набір верхніх і нижніх 28', 30' правильних пристроїв, з'єднаний з передавальним пристроєм 17 за допомогою муфти 123. Правильна установка також містить підйомний пристрій 124, який перебуває в контакті з передавальним пристроєм 17'. На Фігурі 8В, набір верхніх 30 і нижніх 28 правильних пристроїв штовхають демонтувальним засобом 11 (не зображеним на Фігурі 8) до передавального засобу 17, при цьому набір правильних пристроїв 28, 30 спрямовують рейкою 12, яка проходить в поздовжньому напрямі в основу 24 і проходить під передавальним пристроєм 17. Цей вид відповідає положенню, яке можна побачити на Фігурі 7D, і попередньо описаному етапу Е2. 10 UA 102140 C2 5 10 15 20 25 30 35 40 45 50 55 60 Спосіб згідно з винаходом включає етап Е3, представлений на Фігурі 8С, під час якого передавальний пристрій 124 штовхає набір з двох передавальних пристроїв 17 і 17' по рейкам 125, доки передавальний пристрій 17', який містить нові правильні пристрої 28', 30', перебуває на подовженні нерухомої основи 24 правильної установки 15. Потім, під час етапу Е4, представленого на Фігурі 8D, новий набір верхніх 30' і нижніх 28' правильних пристроїв тягнеться, наприклад, демонтувальним засобом 11, з положення зберігання у робоче положення на нерухомій основі правильної установки 15, доки привідні шпинделі 52, 53 нових правильних валиків 28', 30' не увійдуть у знімні муфти 48, 50. Згідно з цим етапом, правильна установка 15 оснащена новими правильними пристроями 28', 30', валики яких відокремлені для забезпечення оптимального випрямляння матеріалу з новими характеристиками. Етапи Е3 і Е4 утворюють у цьому варіанті виконання етап встановлення нових правильних пристроїв 28', 30' в правильній установці 15. Ми знову перебуваємо у положенні, позначеному літерою Е0 на Фігурі 6. За допомогою нових правильних пристроїв 28' і 30', встановлених на нерухомій основі 24, на етапі Е5, притискна рама 32 знову опускається, а новий верхній правильний пристрій 30' міцно кріплять до притискної рами 32 за допомогою блокувальних пристроїв 13. Ми знову в конфігурації на Фігурі 7В, на цей раз з новими правильними пристроями 28' і 30'. Затискні поперечини тепер повинні бути повернуті у їх положення спокою, таким чином, під час етапу, позначеного літерою F на Фігурі 6, верхня затискна поперечина 101 знову піднімається у положення спокою і, таким чином, вивільняє верхні муфти 48, а потім новий верхній пристрій 30' також знову піднімається за допомогою притискної рами 32. Під час етапу, позначеного літерою G на Фігурі 6, проміжна затискна поперечина 103 знову піднімається у своє положення спокою і потім повертається навколо своєї осі 124 обертання. Під час етапу, позначеного літерою Η на Фігурі 6, нижня затискна поперечина 102 опускається у своє положення спокою і потім новий верхній правильний пристрій 30' опускається у своє робоче положення. Етапи F, G і Η утворюють, у цьому варіанті виконання, етап вивільнення знімних муфт. Після етапу вивільнення знімних муфт, під час етапу І, притискна рама 32 ще раз опускається, приводячи в дію новий правильний пристрій 30' для бажаного складання в стос між новими правильними пристроями для випрямляння нового матеріалу. Потім, повторно запускається двигун 47, який приводить в дію правильні валики. Правильна установка знову перебуває у робочому положенні і може випрямляти новий матеріал, маючи нові правильні валики 48' і 50', які відокремлені один від іншого і мають діаметр, придатний для характеристик нового матеріалу М, який випрямляється. Фігури 9А - 9С представляють особливий варіант виконання нижнього 28 і верхнього 30 правильного пристрою, які забезпечують безпечне стикування верхнього пристрою з нижнім пристроєм під час фаз виймання, встановлення і передачі правильних пристроїв. Цей варіант виконання робить можливим запобігати будь-якому відносному переміщенню одного пристрою відносно іншого. Для кращого розуміння, на Фігурах 9А - 9С представлені тільки правильні пристрої 28 і 30. Як можна побачити на Фігурі 9А, кожен правильний пристрій містить певну кількість правильних валиків 34, 36, які закінчуються на своєму привідному кінці шпинделями 52, 53. Також, нижній правильний пристрій 28 містить принаймні чотири балки 41, які виступають вертикально з рами 38 і закінчуються у своїй верхній частині двома штирями 42. Верхній правильний пристрій 30 містить принаймні дві кріпильні пластини 43, в кожній з яких виконано принаймні один отвір 44. На Фігурі 9А, два верхні 30 і нижні 28 правильні пристрої зображені в робочому положенні. Під час операцій виймання, як представлено на Фігурі 9В, верхній правильний пристрій спершу піднімають так, що нижня лицьова поверхня його пластин 43 розташована вище за верхній кінець штирів 42 і потім її поступально переміщають для орієнтації штирів 42 співвісно з отворами 44. Також можна, переміщати нижній правильний пристрій 28, наприклад поступально так, щоб верхні кінці його штирів 42 були співвісними з отворами 44. Верхній правильний пристрій потім встановлюють на нижній правильний пристрій, при цьому два пристрої кріпляться між собою вставлянням штирів 42 в отвори 44. Коли правильні пристрої згідно з останнім варіантом виконання встановлюються в правильну установку 15, то спосіб згідно з винаходом включає між попередньо описаними етапом С і етапом D додатковий етап С', а етапи Е4', Е5', F' і F" заміняють вищеописані етапи Е4, Е5 і F. Під час цього етапу С', нижній правильний пристрій 28 поступально переміщають перпендикулярно напряму руху матеріалу М, наприклад демонтувальним засобом 11, який можна побачити на Фігурі 7D, при переході з його робочого положення у проміжне положення, у 11 UA 102140 C2 5 10 15 20 25 якому штирі 42 співвісні з отворами 44. Це поступальне переміщення також забезпечує принаймні часткове виведення привідних шпинделів 52 нижніх правильних валиків 36 з нижніх знімних муфт 50. У цій конфігурації, нижні знімні муфти 50 знову розташовані на висоті Н1 затиснутими між проміжною затискною поперечиною 103 і нижньою затискною поперечиною 102. Потім, коли, на попередньо описаному етапі D, верхній пристрій опускається для надання можливості встановлення контакту між верхніми муфтами 48 і проміжною затискною поперечиною 103, штирі 42 проходять в отвори 44 і два правильні пристрої безпечно стикуються між собою. Потім виконують решту етапу D. Під час етапу Е4', новий нижній 28' і верхній 30' правильний пристрій, з'єднані між собою штирями згідно з варіантом виконання на Фігурі 9С, переміщаються до нерухомої основи правильної установки 15, доки привідні шпинделі 53 верхніх правильних валиків не увійдуть у верхні муфти 48 карданного валу. Ми знову маємо конфігурацію на Фігурі 8D за виключенням того, що новий нижній 28' і верхній 30' правильний пристрій з'єднані між собою штирями згідно з варіантом виконання на Фігурі 9С. Під час етапу Е5', притискна рама 32 опускається знову і новий верхній правильний пристрій 30' міцно кріпиться до притискної рами 32 за допомогою блокувальних пристроїв 13. Тепер затискні поперечини повинні повертатися у своє положення спокою, таким чином, під час етапу F', верхня затискна поперечина 101 знову піднімається у положення спокою і вивільняє верхні муфти 48, а потім новий верхній пристрій 30' також піднімається за допомогою притискної рами 32. На етапі F", новий нижній правильний пристрій 28' поступально переміщається перпендикулярно до напряму переміщення смуги із свого положення демонтажу, доки привідні шпинделі 52 нижніх правильних валиків не увійдуть в муфти 50. Потім виконуються етап G і наступні етапи. Установка, блок і спосіб згідно з винаходом, таким чином, забезпечують швидку зміну кроку правильних валиків, зміну їх діаметра разом або іншим чином із зміною кроку, встановлення пристроїв з однією або більшою кількістю пар верхніх і нижніх валиків, які займають об'єм, менший за максимальний об'єм пристрою. Наприклад, сім або п'ять валиків більшого діаметру в пристрої здатні вміщуватися в ньому і обертати дев'ять з них. 30 ФОРМУЛА ВИНАХОДУ 35 40 45 50 55 60 1. Установка для випрямляння смуги матеріалу (М), яка містить: - нерухому несучу раму (20), яка містить чотири стійки (22), що розташовані з кожної сторони поздовжньої осі руху (Р) матеріалу і міцно утримуються у своїй нижній частині нерухомою основою (24), а у своїй верхній частині поперечинами (26), при цьому збірна конструкція формує замкнену раму, - нижній правильний пристрій (28), який лежить на нерухомій основі (24), і верхній правильний пристрій (30), який прилягає до притискної рами (32), яка здатна переміщатися вертикально між чотирма стійками (22), при цьому кожен правильний пристрій формує касету, яка містить певну кількість окремих валиків (34, 36), встановлених із здатністю обертання на рамі (38, 40) навколо осей, перпендикулярних до поздовжньої осі руху (Р) матеріалу (М), - засіб (47) для обертання валиків (34, 36), з'єднаний з принаймні деякими з валиків (34, 36) карданним валом (44, 46), при цьому кожен карданний вал (44, 46) має перший обертовий кінець і другий кінець, оснащений знімною муфтою (48, 50), один кінець (52, 53) якої здатен приводити в дію валик (34, 36), при цьому згадані карданні вали (44, 46) розташовані на двох рівнях, відповідно, на нижньому рівні з'єднання з валиками (36) нижнього пристрою (28) і на верхньому рівні з'єднання з валиками (34) верхнього пристрою (30), - засоби (101, 102, 103) для блокування кожної знімної муфти (48, 50) шляхом затискання на наперед встановленій висоті (Н1, Н2) під час зміни фаз роботи пристрою (28, 30), - засіб (11) для демонтування кожного з двох правильних пристроїв (28, 30) у формі касет (28, 30) шляхом переміщення перпендикулярно до осі руху (Р) матеріалу між робочим положенням всередині рами (20) і положенням виймання, зміщеним вбік на одній стороні рами (20), протилежній до привідної сторони, яка відрізняється тим, що - засоби (101, 102, 103) блокування за допомогою затискання включають засоби (108, 109, 1013, 1014), придатні для поступального переміщення знімних муфт (48, 50) в напрямі руху матеріалу (М) і в протилежному напрямі. 2. Установка за п. 1, яка відрізняється тим, що засоби (108, 109, 1013, 1014), придатні для переміщення знімних муфт (48, 50), містять певну кількість елементів (130), які здатні 12 UA 102140 C2 5 10 15 20 25 30 35 40 45 50 55 поступально рухатися між двома кінцевими положеннями, передбаченими для переміщення знімних муфт (48, 50). 3. Установка за п. 2, яка відрізняється тим, що засоби блокування затисканням включають: - верхню затискну поперечину (101), яка має на своїй нижній горизонтальній поверхні (101А) перший набір поступально рухомих елементів (130), - нижню затискну поперечину (102), яка має на своїй верхній горизонтальній поверхні (102А) другий набір поступально рухомих елементів (130), і - проміжну затискну поперечину (103), яка має на своїй верхній горизонтальній поверхні (103А) третій набір поступально рухомих елементів (130) і четвертий набір поступально рухомих елементів (130) на своїй нижній горизонтальній поверхні (103В), при цьому проміжна поперечина (103) розташована між нижньою (102) і верхньою (101) поперечинами. 4. Установка за п. 3, яка відрізняється тим, що кожен з рухомих елементів (130) містить рухому опору (108А, 108В, 108С, 108D), придатну для ковзання по ковзній поверхні поперечини (101, 102, 103), яка утримує її, при цьому кожна опора містить принаймні одну затискну люльку (109А, 109В, 109D, 109Е), передбачену для затискання знімної муфти (48, 50). 5. Установки за п. 4, яка відрізняється тим, що кожен рухомий елемент (130) містить гайку (1012А, 1012В, 1012С, 1012D), виконану як одне ціле з опорами (108А, 108В, 108С, 108D) рухомого елемента (130), при цьому гайки (1012А, 1012В, 1012С, 1012D) належать одному і тому ж набору рухомих елементів (130), які здатні переміщатися єдиним гвинтом (1013), який здатен приводитися в дію обертовим елементом (1014). 6. Установка за п. 5, яка відрізняється тим, що гвинт (1013) має для кожної гайки (1012А, 1012В, 1012С, 1012D), яку він здатен спрямовувати, нарізну привідну ділянку (1013А, 1013В, 1013С, 1013D) наперед встановленої довжини, при цьому кожна ділянка (1013А, 1013В, 1013С, 1013D) має крок і нахил так, що дві рухомі опори (108А, 108В , 108С, 108D), розташовані на однаковій відстані від певної точки на гвинті і з обох сторін такої точки, здатні наближатися або віддалятися симетрично відносно такої точки при активуванні гвинта (1013). 7. Установка за п. 6, яка відрізняється тим, що крок і нахил різі є такими, що, при повертанні гвинта (1013) в одному напрямі, опори (108А, 108В , 108С, 108D) одного набору здатні рухатися в різні сторони із збереженням однакової відстані до певної точки і, при повертанні гвинта в іншому напрямі, опори (108А, 108В, 108С, 108D) одного набору здатні наближатися із збереженням однакової відстані до певної точки. 8. Установка за одним із пп. 3-7, яка відрізняється тим, що верхня (101) і нижня (102) поперечини здатні поступально спрямовуватися двома нерухомими вертикальними осями (104, 124), які містять на своїх відповідних кінцях опори (105, 125, 135, 145), прикріплені до двох стійок (22) правильної установки (15), при цьому проміжна поперечина (103) здатна повертатися в горизонтальному напрямі навколо однієї з напрямних осей (124) інших поперечин між робочим положенням, у якому вона лежить в площині, яка проходить крізь нерухомі вертикальні осі (104, 124), і положенням спокою, у якому вона лежить зовні площини, яка проходить крізь нерухомі вертикальні осі (104, 124). 9. Установка за п. 8, яка відрізняється тим, що у робочому положенні проміжної затискної поперечини (103) кожен рухомий елемент (130) першого набору рухомих елементів розташований навпроти рухомого елемента (130) третього набору рухомих елементів (130) і кожен рухомий елемент другого набору рухомих елементів (130) розташований навпроти рухомого елемента четвертого набору рухомих елементів (130), при цьому обертовий елемент (1014) кожного гвинта (1013) здатен керуватися так, що рухомі елементи (130), розташовані безпосередньо навпроти, здатні переміщатися одночасно на однакову відстань і в однаковому напрямі для поступального приведення в дію знімної муфти (48, 50). 10. Установка за одним із пп. 3-9, яка відрізняється тим, що кожна затискна поперечина (101, 102, 103) має порожнисту частину, яка формує захисний кожух для частини рухомих елементів, які він утримує. 11. Установка за одним із пп. 3-10, яка відрізняється тим, що принаймні дві затискні поперечини (101, 102, 103) містять нерухому люльку (109С), розташовану на ковзній поверхні кожної із згаданих затискних поперечин (102, 103) в центрі рухомих елементів, при цьому кожна затискна люлька (109С) встановлена з проходженням навпроти іншої нерухомої затискної люльки, коли затискні поперечини (101, 102, 103) перебувають у робочому положенні. 12. Установка за одним із пп. 3-11, яка відрізняється тим, що верхня затискна поперечина (101) і нижня затискна поперечина (102) містять на кожному своєму кінці порожнистий циліндр (110, 111, 112, 113), який здатен приймати нерухомі вертикальні осі (104, 124), які здатні функціонувати як напрямні для верхньої і нижньої поперечини (101, 102). 13 UA 102140 C2 5 10 15 20 25 30 35 40 45 50 55 13. Установка за одним із пп. 1-12, яка відрізняється тим, що нижній правильний пристрій (28) містить принаймні чотири балки (41), які виступають вертикально з нижньої рами (38) і закінчуються у своїй верхній частині штирями (42), а верхній правильний пристрій (30) містить принаймні два шарнірних листи (43), у кожному з яких виконано принаймні один отвір (44), причому штирі (42) нижнього правильного пристрою (28) придатні для вставляння в отвори (44) верхнього правильного пристрою (30) для забезпечення стикування верхнього правильного пристрою (28) з нижнім правильним пристроєм (30) під час фаз виймання, встановлення і передачі правильних пристроїв (28, 30). 14. Спосіб зміни відстані між валиками (34, 36) правильних пристроїв (28, 30), встановлених в правильній установці (15), яка містить: - нерухому несучу раму (20), яка містить чотири стійки (22), що встановлені з кожної сторони від поздовжньої осі руху (Р) матеріалу і міцно утримуються у своїй нижній частині нерухомою основою (24), а у своїй верхній частині - поперечинами (26), при цьому збірна конструкція формує замкнену раму, - нижній правильний пристрій (28), який лежить на нерухомій основі (24), і верхній правильний пристрій (30), який прилягає до притискної рами (32), яка здатна переміщатися вертикально між чотирма стійками (22), при цьому кожен правильний пристрій формує касету, яка містить певну кількість окремих валиків (34, 36), встановлених із здатністю обертання на рамі (38, 40) навколо осей, перпендикулярних до поздовжньої осі (Р) руху матеріалу (М), - засіб (47) для обертання валиків (34, 36), з'єднаний з принаймні деякими з валиків (34, 36) карданним валом (44, 46), при цьому кожен карданний вал (44, 46) має перший обертовий кінець і другий кінець, оснащений знімною муфтою (48, 50), один кінець (52, 53) якої приводить в дію валик (35, 36), при цьому згадані карданні вали (44, 46) розташовані на двох рівнях, відповідно, на нижньому рівні з'єднання з валиками (36) нижнього пристрою (28) та на верхньому рівні з'єднання з валиками (34) верхнього пристрою (30), - засоби (101, 102, 103) для блокування кожної знімної муфти (48, 50) затисканням на наперед встановленій висоті (Н1, Н2) під час зміни робочих фаз пристрою (28, 30), - засіб (11) для демонтажу кожного з двох правильних пристроїв (28, 30) шляхом переміщення перпендикулярно до осі (Р) руху матеріалу між робочим положенням всередині рами (20) та відведеним положенням, зміщеним вбік на одній стороні рами (20), протилежній привідній стороні, який відрізняється тим, що у ньому: - затискають кожну знімну муфту (48, 50), яка забезпечує передачу крутного моменту до правильних валиків, для утримування їх на наперед визначеній висоті (Н1, Н2), - видаляють старі правильні пристрої (28, 30) з правильної установки (15), під час чого кожен кінець (53, 52), який приводить в дію валик (34, 36), виймають з його знімної муфти (48, 50), - кожну знімну муфту (48, 50) поступально переміщають в напрямі руху матеріалу (М) або в протилежному напрямі з положення, яке відповідає положенню з'єднання з одним із валиків (34, 36) старого правильного пристрою (28, 30), у нове положення з'єднання з одним із валиків нового правильного пристрою (28', 30'), - встановлюють нові правильні пристрої (28', 30') в правильну установку, під час чого кожен кінець (52, 53), який приводить в дію новий валик, зчіплюють у знімній муфті (48, 50), - вивільняють знімні муфти. 15. Спосіб за п. 14, який відрізняється тим, що у ньому перед затисканням знімних муфт (48, 50), припиняють обертання правильних валиків (34, 36). 16. Спосіб за п. 14 або п. 15, який відрізняється тим, що етап затискання знімних муфт (48, 50) включає: - етап В, під час якого верхній пристрій (30) піднімається із свого робочого положення у верхнє положення і проміжну затискну поперечину (103) переводять з її положення спокою у робоче положення, у якому вона лежить у площині, яка проходить крізь дві нерухомі вертикальні напрямні осі (104, 124) інших поперечин (101, 102), - етап С, під час якого нижня затискна поперечина (102) правильної установки (15) піднімається для контактування з нижніми знімними муфтами (50), а проміжна поперечина (103) опускається для входження в контакт з тими ж нижніми муфтами (50), таким чином забезпечуючи затискання нижніх муфт, - етап D, під час якого верхній правильний пристрій (30) опускається для забезпечення контакту між верхніми муфтами (48) і проміжною затискною поперечиною (103), а верхня затискна поперечина (101) опускається для входження в контакт з тими ж верхніми муфтами (48), таким чином забезпечуючи затискання цих верхніх муфт (48). 14 UA 102140 C2 5 10 15 20 25 30 35 40 45 50 55 60 17. Спосіб за п. 16, який відрізняється тим, що він включає перед етапом D етап С', під час якого нижній правильний пристрій (28) поступально переміщають перпендикулярно напряму руху матеріалу (М), наприклад за допомогою демонтувального засобу (11) з його робочого положення у проміжне положення, у якому штирі (42) нижнього правильного пристрою (28) розташовані навпроти отворів (44) верхнього правильного пристрою (30). 18. Спосіб за одним із пп. 14-17, який відрізняється тим, що етап видалення старих правильних пристроїв з правильної установки включає: - етап Е1, під час якого блокувальні пристрої (13) переводять у неробоче положення, таким чином вивільняючи притискну раму (32) і верхній правильний пристрій (30), а притискна рама (32) знову піднімається, - етап Е2, під час якого верхній (30) і нижній (28) правильні пристрої штовхають за допомогою демонтувального засобу (11) до передавального пристрою (17), який виводить кінці (52, 53), які приводять в дію правильні валики (28, 30), із знімних муфт (48, 50). 19. Спосіб за одним із пп. 14-18, який відрізняється тим, що етап, під час якого переміщають кожну знімну муфту (48, 52), включає етап Е0 переміщення певної кількості рухомих елементів (130), які належать кожній із затискних поперечин (101, 102, 103), при цьому кожен рухомий елемент (130) приймає знімну муфту (48, 52), причому кожен рухомий елемент переміщають з положення, яке відповідає положенню для з'єднання знімної муфти з одним із валиків (34, 36) старих правильних пристроїв (28, 30), у нове положення для з'єднання знімної муфти (130) з одним із валиків нових правильних пристроїв (28', 30'). 20. Спосіб за одним із пп. 14-19, який відрізняється тим, що етап встановлення нових правильних пристроїв (28', 30') в правильну установку (15) включає: - етап Е3, під час якого передавальний механізм (1240) штовхає збірний блок, який містить два передавальні пристрої (17, 17'), які містять відповідні правильні пристрої (28, 30), які зношені або непридатні для випрямляння смуги матеріалу (М), яка виходить з правильної установки, і нові правильні пристрої (28', 30') на рейках (1250), доки передавальний пристрій (17'), який містить нові правильні пристрої (28', 30'), встановиться на подовженні нерухомої основи (24) правильної установки (15), - етап Е4, під час якого новий верхній (30') і нижній (28') правильні пристрої переводять за допомогою демонтувального засобу (11) з положення зберігання у робоче положення на нерухомій основі (24) правильної установки (15), доки кінці (52, 53), які приводять в дію нові правильні валики (28', 30'), не увійдуть у знімні муфти (48, 50), - етап Е5, під час якого притискна рама (32) знову опускається і новий верхній правильний пристрій (30') міцно кріплять до притискної рами (32) за допомогою блокувальних пристроїв (13). 21. Спосіб за одним із пп. 14-20, який відрізняється тим, що етап вивільнення знімних муфт (48, 50) включає: - етап F, під час якого верхня затискна поперечина (101) знову піднімається у положення спокою, таким чином вивільняючи верхні муфти (48), а новий верхній пристрій (30') також знову піднімається притискною рамою (32), - етап G, під час якого проміжна затискна поперечина (103) знову піднімається у своє положення спокою і потім повертається навколо своєї осі (124) обертання, - етап Н, під час якого нижня затискна поперечина (102) опускається у своє положення спокою, а новий верхній правильний пристрій (30') опускається у своє робоче положення. 22. Спосіб за одним із пп. 14-19, який відрізняється тим, що етап встановлення нових правильних пристроїв в правильну установку включає: - етап Е3, під час якого передавальний механізм (1240) штовхає збірний блок, який містить два передавальні пристрої (17, 17'), які містять відповідно правильні пристрої (28, 30), які зношені або непридатні для подачі матеріалу з правильної установки, і нові правильні пристрої (28', 30') на рейках (1250), доки передавальний пристрій (17'), який містить нові правильні пристрої (28', 30'), встановиться на подовженні нерухомої основи (24) правильної установки (15), - етап Е4', під час якого нижній (28') і верхній (30') правильний пристрій, з'єднані між собою штирями, штовхають на нерухому основу (24) правильної установки (15), доки кінці (53), які приводять в дію верхні правильні валики, не увійдуть у верхні знімні муфти (48), - етап Е5', під час якого притискна рама (32) знову опускається, а новий верхній правильний пристрій (30') міцно кріплять до притискної рами (32) за допомогою блокувальних пристроїв (13). 23. Спосіб за п. 22, який відрізняється тим, що етап вивільнення знімних муфт (48, 50) включає: - етап F', під час якого верхня затискна поперечина (101) знову піднімається у положення спокою, таким чином вивільняючи верхні муфти (48), а новий верхній пристрій (30') також знову піднімається притискною рамою (32), 15 UA 102140 C2 5 10 15 - етап F", під час якого новий нижній правильний пристрій (28') поступально переміщають перпендикулярно напряму руху смуги з його положення демонтажу, доки кінці (52), які приводять в дію нижні правильні валики, не увійдуть в нижні знімні муфти (50), - етап G, під час якого проміжна затискна поперечина (103) знову піднімається у своє положення спокою і потім повертається навколо своєї осі (104) обертання, - етап Н, під час якого нижня затискна поперечина (102) опускається у своє положення спокою, а новий верхній правильний пристрій (30') опускається у своє робоче положення. 24. Правильна система, яка містить правильну установку за будь-яким із пп. 1-13 і містить: - перший передавальний пристрій (17), передбачений для приймання правильних пристроїв (28, 30), які зношені або непридатні для випрямляння наступного матеріалу (М), який виходить з правильної установки (15), - другий передавальний пристрій (17'), який здатен транспортувати новий набір верхніх і нижніх правильних пристроїв (28', 30'), з'єднаних з першим передавальним пристроєм (17) за допомогою муфти (123), - підйомний пристрій (1240), який контактує з передавальним пристроєм (17'), придатним для переміщення набору з двох передавальних пристроїв (17, 17') з положення, у якому перший передавальний пристрій (17) встановлений на подовженні нерухомої основи (24) на рейках (1250), у положення, у якому другий передавальний пристрій (17'), який містить нові правильні пристрої (28', 30'), перебуває на подовженні нерухомої основи (24) правильної установки (15). 16 UA 102140 C2 17 UA 102140 C2 18 UA 102140 C2 19 UA 102140 C2 20 UA 102140 C2 21 UA 102140 C2 22 UA 102140 C2 Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 23
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod, system and device for changing distance between rollers of leveling machine
Автори англійськоюChazal, Jean-Pierre, Dumas, Bernard, Philippaux, Vincent
Назва патенту російськоюСпособ изменения расстояния между валиками правильной установки, правильная установка и система для осуществления указанного способа
Автори російськоюШазаль Жан-Пьер, Дюма Бернар, Филиппо Венсан
МПК / Мітки
МПК: B21D 1/02
Мітки: втілення, згаданого, установки, валиками, установка, правильна, відстані, зміни, способу, спосіб, система, правильної
Код посилання
<a href="https://ua.patents.su/25-102140-sposib-zmini-vidstani-mizh-valikami-pravilno-ustanovki-pravilna-ustanovka-i-sistema-dlya-vtilennya-zgadanogo-sposobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб зміни відстані між валиками правильної установки, правильна установка і система для втілення згаданого способу</a>
Спосіб формування свинцево-кислотних акумуляторів та установка для реалізації згаданого способу
Номер патенту: 83490
Опубліковано: 25.07.2008
Автор: Стокк'єро Франко
МПК: H01M 4/00, H01M 10/00
Мітки: формування, реалізації, згаданого, способу, акумуляторів, установка, спосіб, свинцево-кислотних
Формула / Реферат:
1. Спосіб формування свинцево-кислотних акумуляторів (2), кожний з яких обладнаний щонайменше одним затискачем позитивного полюса та щонайменше одним затискачем негативного полюса, щонайменше одним отвором для подавання та відведення циркулюючого електроліту та пристроєм, придатним для підтримування постійного рівня згаданого циркулюючого електроліту, який включає такі стадії:- відбирання першого електроліту (7) з першого...
Правильна машина та спосіб роботи правильної машини

Номер патенту: 86421
Опубліковано: 27.04.2009
Автори: Гореславець Анеля Федорівна, Андрощук Андрій Володимирович, Дунаєвський Богдан Леонідович, Белімов Олександр Леонтійович, Ферко Олександр Іванович, Ганжа Віктор Микитович, Єрмократьєв Віктор Олексійович, Петренко Віталій Олександрович, Бродецький Олександр Леонідович, Шкурко Федір Леонідович
Мітки: правильної, спосіб, машина, машини, правильна, роботи
Формула / Реферат:
1. Правильна машина, що містить розміщені на осях нижні та верхні правильні ролики, причому перед та після згаданої машини розташовані відповідно підвідний та відвідний рольганги, яка відрізняється тим, що правильна машина оснащена приводними візками, кожен з яких містить раму на колесах та приводні ролики, причому кожен зі згаданих візків виконаний з можливістю переміщення по рейковій дорозі з настилом, розміщеній з боку правильної машини, і...
Спосіб нанесення покриття на основу, установка для здійснення способу та пристрій подачі металу для цієї установки
Номер патенту: 101607
Опубліковано: 25.04.2013
Автори: Спонем Флоран, Жак Даніель, Шале Даніель
МПК: C23C 14/56, C23C 14/24
Мітки: установка, основу, металу, здійснення, спосіб, цієї, подачі, нанесення, установки, покриття, способу, пристрій
Формула / Реферат:
1. Спосіб нанесення покриття щонайменше на одну сторону основи, яку переміщають, шляхом вакуумного напилення шару металу або металічного сплаву, який сублімується, відповідно до якого вказаний метал або металічний сплав розміщують напроти вказаної сторони основи у вигляді щонайменше двох злитків, які знаходяться в контакті один з одним, при цьому під час нанесення покриття поверхню вказаних злитків, обернену до вказаної сторони основи,...
Спосіб експлуатації газо- і паротурбінної установки і газо- і паротурбінна установка для здійснення способу
Номер патенту: 44929
Опубліковано: 15.03.2002
Автори: Шмід Еріх, Штіршторфер Хельмут
МПК: F01K 23/10
Мітки: установки, паротурбінна, спосіб, здійснення, експлуатації, способу, установка, газо, паротурбінної
Формула / Реферат:
1. Спосіб експлуатації газо- і паротурбінної установки, при якому тепло, яке міститься 'в розширеному робочому середовищі відповідної газової' турбіни, яка може використовувати як паливо газ або рідке паливо, використовують для одержання пари для відповідної парової турбіни, яка містить щонайменше один ступінь високого тиску, який відрізняється тим, що після переведення газової турбіни з роботи на газі на роботу на рідкому паливі живильну...
Пристрій для зміни фокусної відстані

Номер патенту: 74620
Опубліковано: 12.11.2012
Автори: Котляров Валерій Павлович, Варивода Максим Юрійович
МПК: B23K 26/00
Мітки: пристрій, зміни, відстані, фокусної
Формула / Реферат:
Пристрій для зміни фокусної відстані, який містить об'єктив у вигляді циліндра з дном у вигляді збиральної лінзи, заповненого рідким заломлюючим середовищем, та привід обертання об'єктива, який відрізняється тим, що він додатково містить корпус з тангенціально розташованими в ньому впускним і випускним патрубками, в якому встановлений циліндр, забезпечений прозорою кришкою і лопатями, закріпленими на його стінках з зовнішньої сторони, а між...
Попередній патент: Спосіб лікування злоякісних пухлин комбінацією немодифікованих фулеренів с60 і доксорубіцину
Наступний патент: Фільтр гідродинамічний прямоточний
Випадковий патент: Медична каталка