Різьбове з’єднання для сталевої труби
Номер патенту: 110896
Опубліковано: 25.02.2016
Автори: Ямамото Тацуя, Елдер Расселл, Оку Юсуке, Сугіно Масаакі
Формула / Реферат
1. Різьбове з'єднання для сталевої труби, яке включає:
ніпель, який включає частину з зовнішньою різьбою, утворену двоступінчастою різьбою, і ущільнювальну поверхню, яка включає конічну поверхню та криволінійну поверхню, яка межує з конічною поверхнею, причому ущільнювальна поверхня ніпеля є утвореною на проміжній частині двоступінчастої різьби; та
муфту, яка включає частину з внутрішньою різьбою, утворену двоступінчастою різьбою, і ущільнювальну поверхню, яка включає конічну поверхню та криволінійну поверхню, яка межує з конічною поверхнею, причому ущільнювальна поверхня муфти є утвореною на проміжній частині двоступінчастої різьби,
причому кут конусності конічної поверхні ніпеля є по суті таким самим, як кут конусності конічної поверхні муфти,
причому частину з зовнішньою різьбою та частину з внутрішньою різьбою монтують шляхом згвинчування, ніпель та муфта зачіплюються одне з одним у радіальному напрямку під час контакту ущільнювальної поверхні ніпеля та ущільнювальної поверхні муфти одна з одною у процесі монтажу, і принаймні частина ущільнювальної поверхні ніпеля приводиться у щільний контакт з принаймні частиною ущільнювальної поверхні муфти по всій окружності, і
також передбачено механізм посилення контактного тиску, який збільшує контактний тиск між ущільнювальною поверхнею ніпеля та ущільнювальною поверхнею муфти при завершенні монтажу порівняно з моментом під час монтажу.
2. Різьбове з'єднання для сталевої труби за п. 1, яке відрізняється тим, що криволінійна поверхня ніпеля утворюється на кінцевій стороні ніпеля, і криволінійна поверхня муфти утворюється на кінцевій стороні муфти.
3. Різьбове з'єднання для сталевої труби за п. 1, яке відрізняється тим, що криволінійна поверхня ніпеля утворюється на стороні, протилежній кінцевій стороні ніпеля, і криволінійна поверхня муфти утворюється на стороні, протилежній кінцевій стороні муфти.
4. Різьбове з'єднання для сталевої труби за п. 1, яке відрізняється тим, що криволінійна поверхня ніпеля утворюється таким чином, щоб межувати з обома сторонами конічної поверхні ніпеля, і довжина конічної поверхні муфти є більшою за довжину ущільнювальної поверхні ніпеля.
5. Різьбове з'єднання для сталевої труби за п. 1, яке відрізняється тим, що криволінійна поверхня муфти утворюється таким чином, щоб межувати з обома сторонами конічної поверхні муфти, і довжина конічної поверхні ніпеля є більшою за довжину ущільнювальної поверхні муфти.
6. Різьбове з'єднання для сталевої труби за будь-яким з пп. 1-5, яке відрізняється тим, що піковий контактний тиск створюється у контактній частині між криволінійною поверхнею та конічною поверхнею на контактній поверхні між ущільнювальною поверхнею ніпеля та ущільнювальною поверхнею муфти при завершенні монтажу.
7. Різьбове з'єднання для сталевої труби за будь-яким з пп. 1-6, яке відрізняється тим, що механізм посилення контактного тиску збільшує контактний тиск між ущільнювальною поверхнею ніпеля та ущільнювальною поверхнею муфти через монтаж між трапецеїдальною різьбою, яка утворюється у місці, яке межує з ущільнювальною поверхнею частини з зовнішньою різьбою, та трапецеїдальною різьбою, яка утворюється у місці, яке межує з ущільнювальною поверхнею частини з внутрішньою різьбою.
8. Різьбове з'єднання для сталевої труби за будь-яким з пп. 1-6, яке відрізняється тим, що механізм посилення контактного тиску посилює контактний тиск між ущільнювальною поверхнею ніпеля та ущільнювальною поверхнею муфти через гакоподібне плече, яке межує з передньою стороною або задньою стороною ущільнювальної поверхні ніпеля та ущільнювальної поверхні муфти.
9. Різьбове з'єднання для сталевої труби за будь-яким з пп. 1-8, яке відрізняється тим, що частина з зовнішньою різьбою та частина з внутрішньою різьбою включають трапецеїдальну різьбу.
10. Різьбове з'єднання для сталевої труби за будь-яким з пп. 1-9, яке відрізняється тим, що кут конусності конічної поверхні ніпеля та кут конусності конічної поверхні муфти складають від 2° до 10°.
Текст
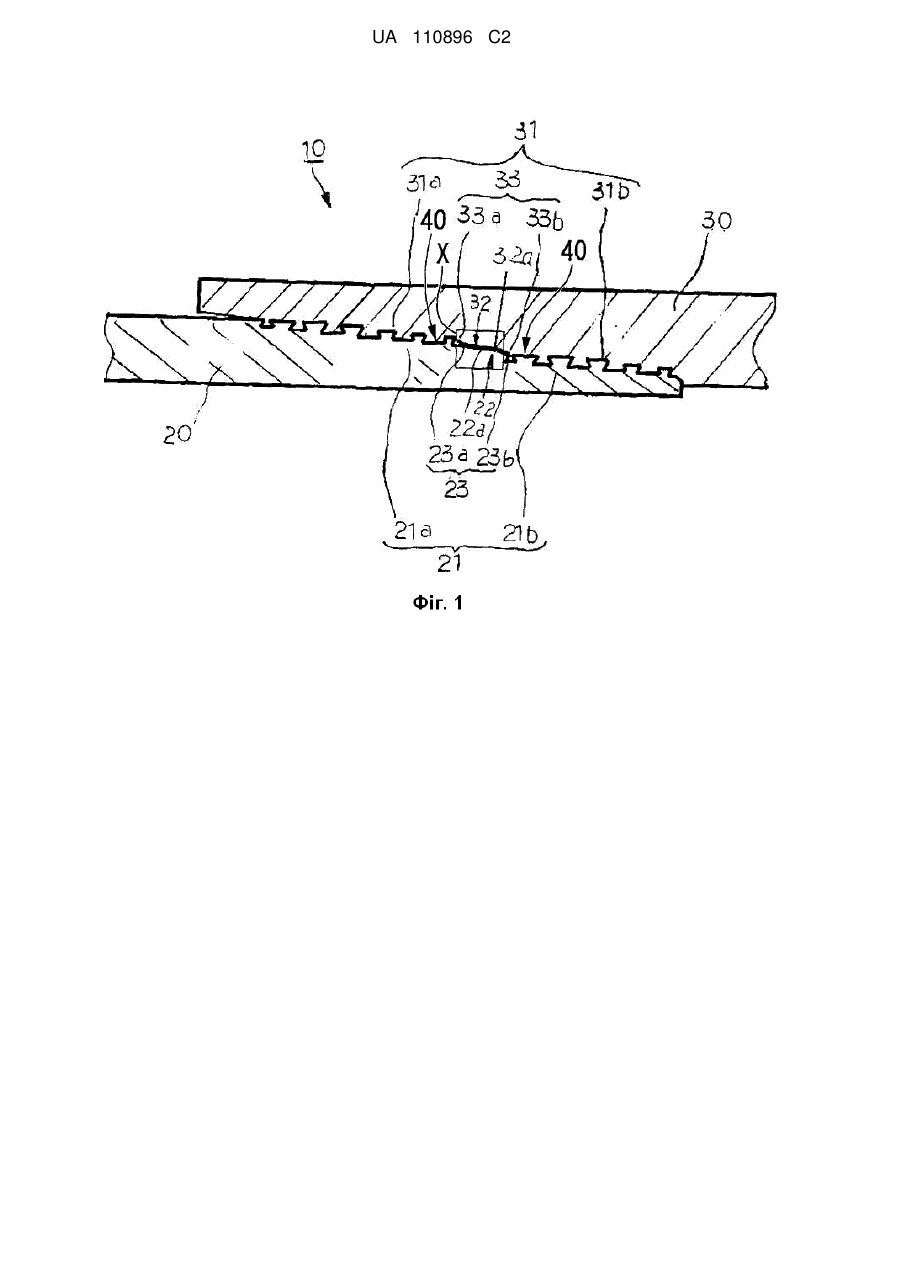
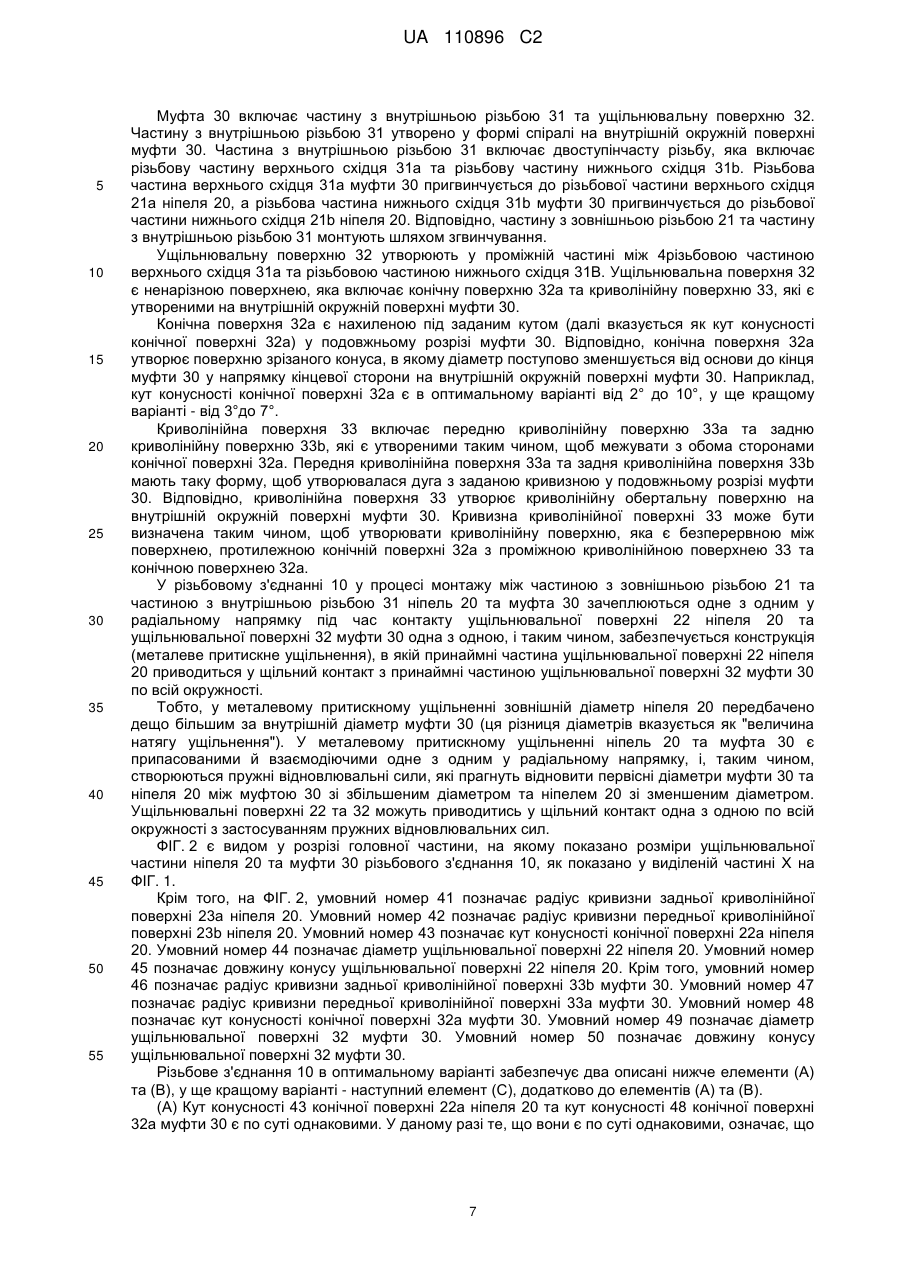
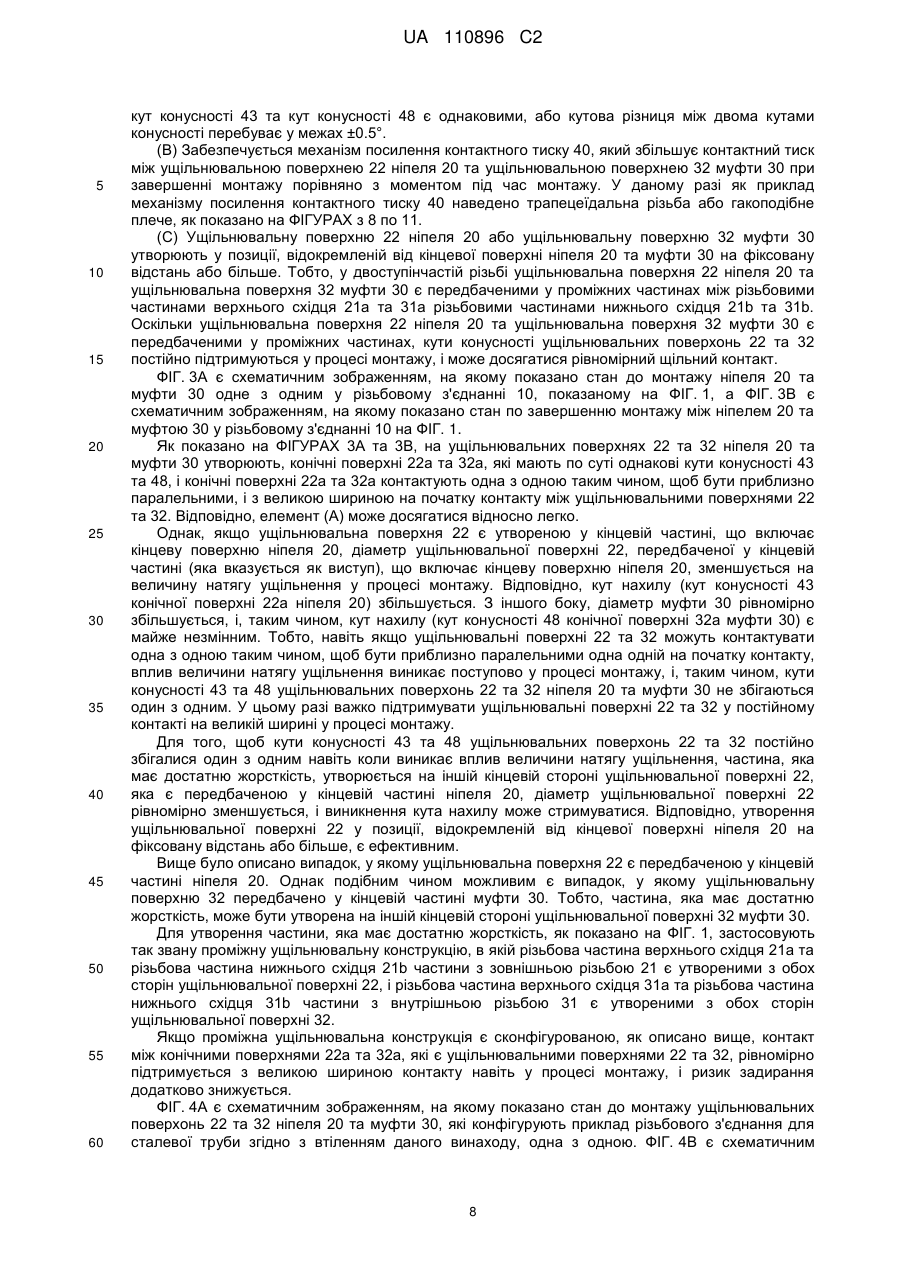
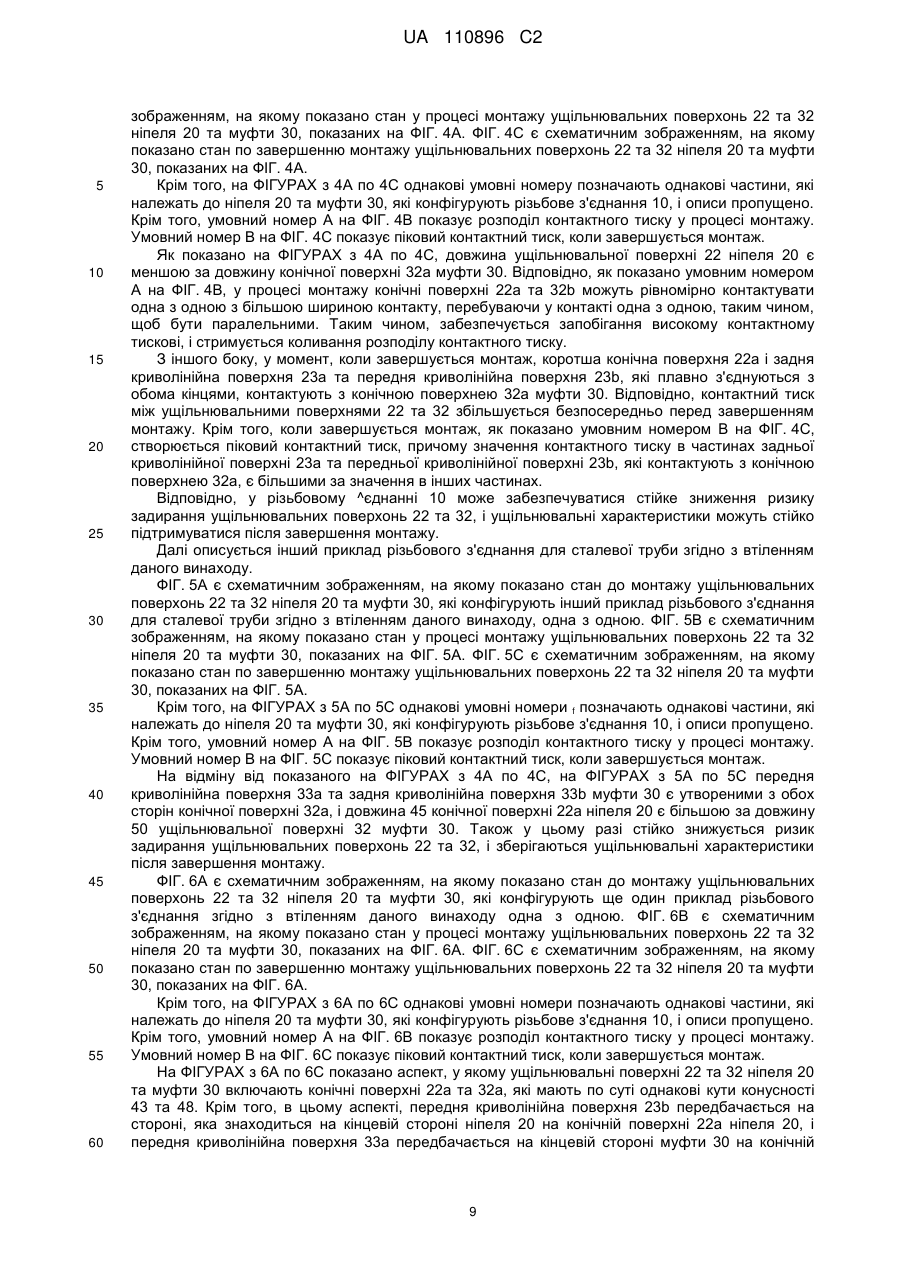
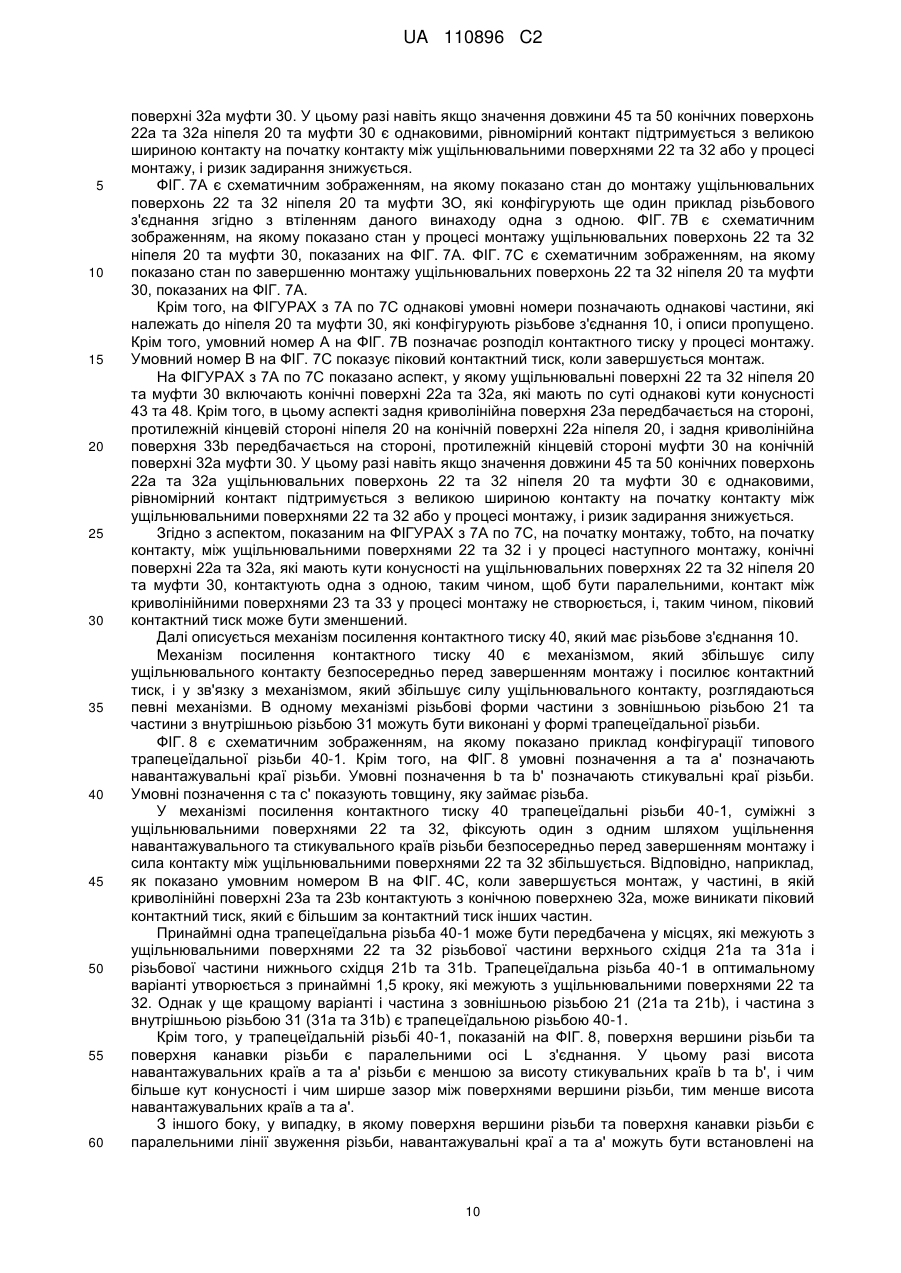
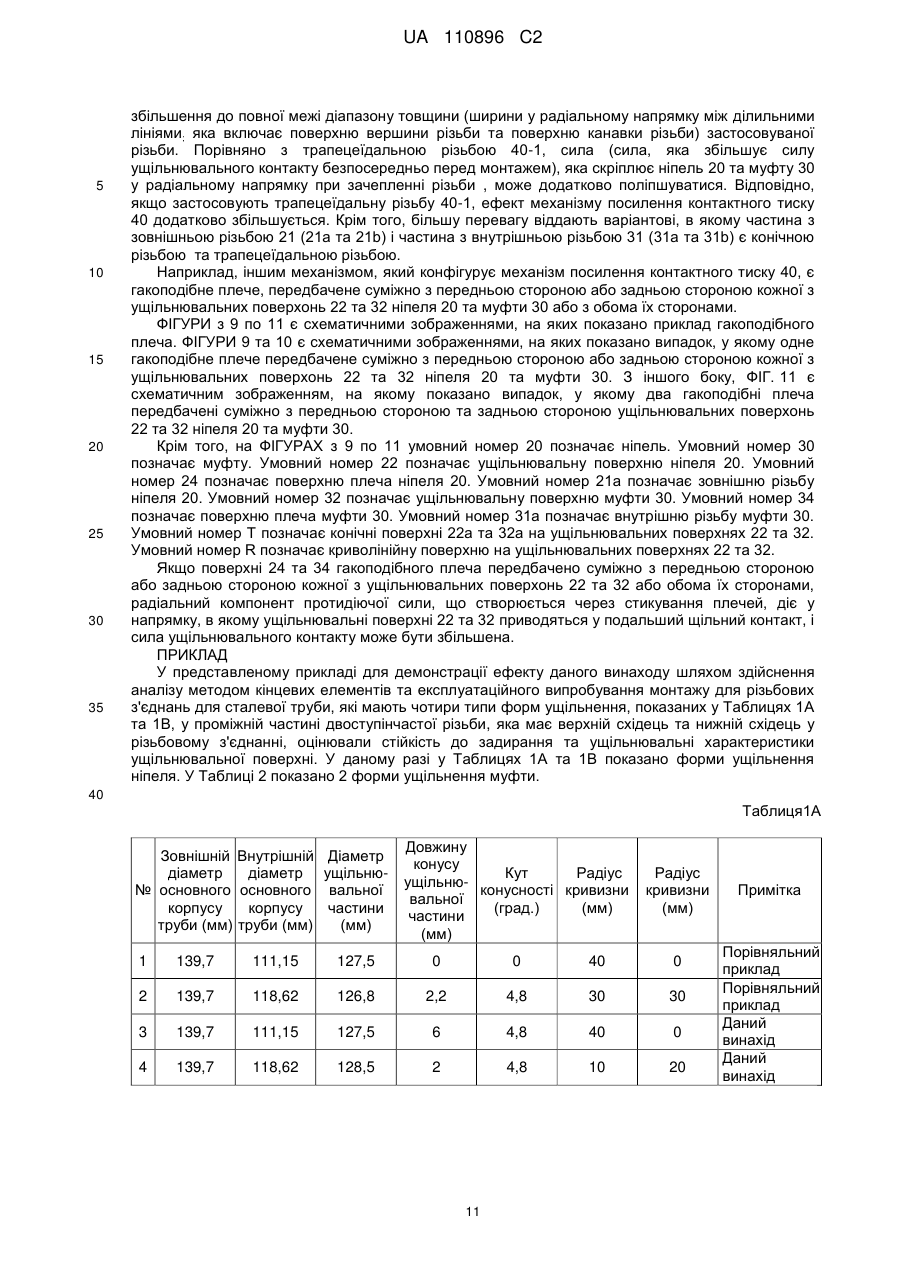
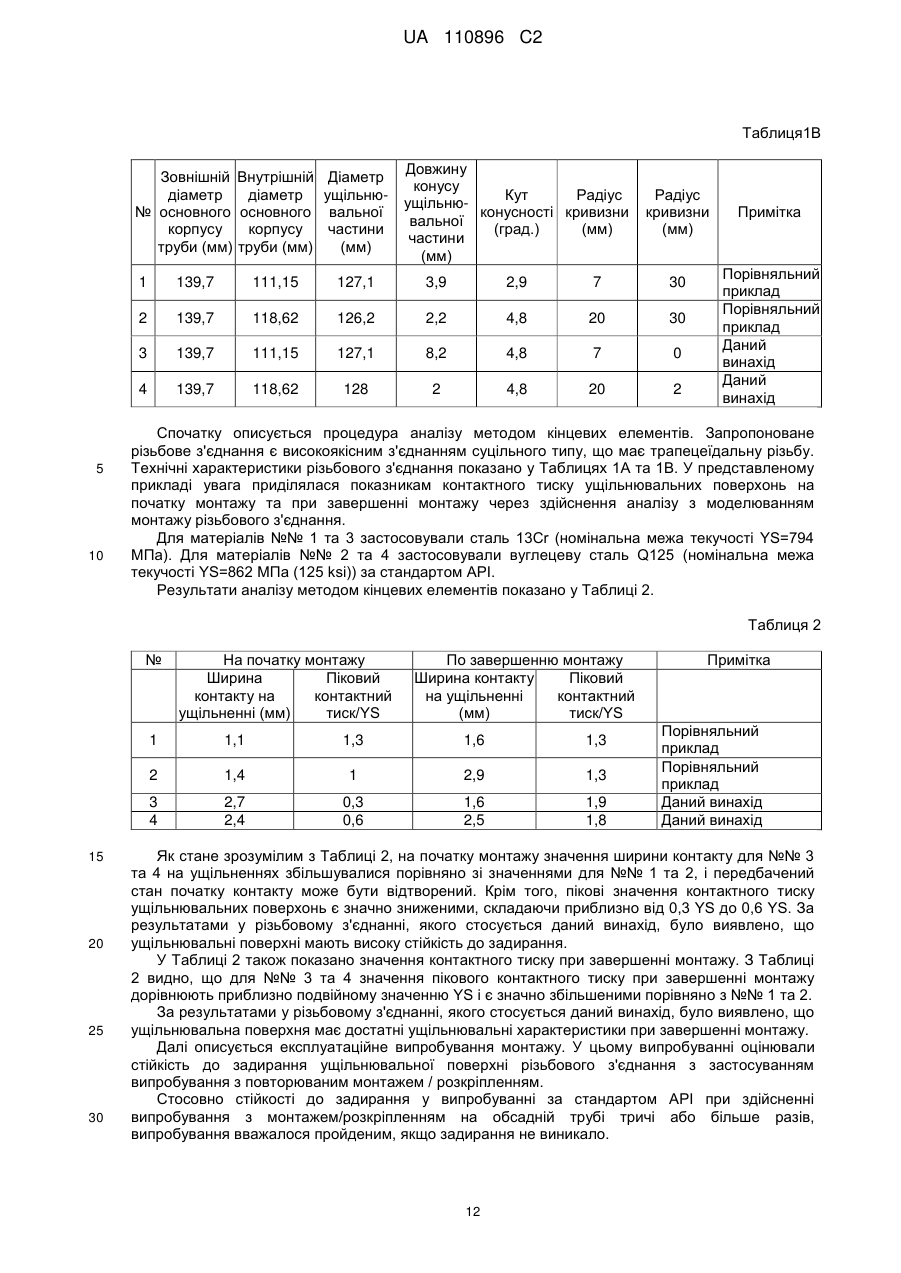
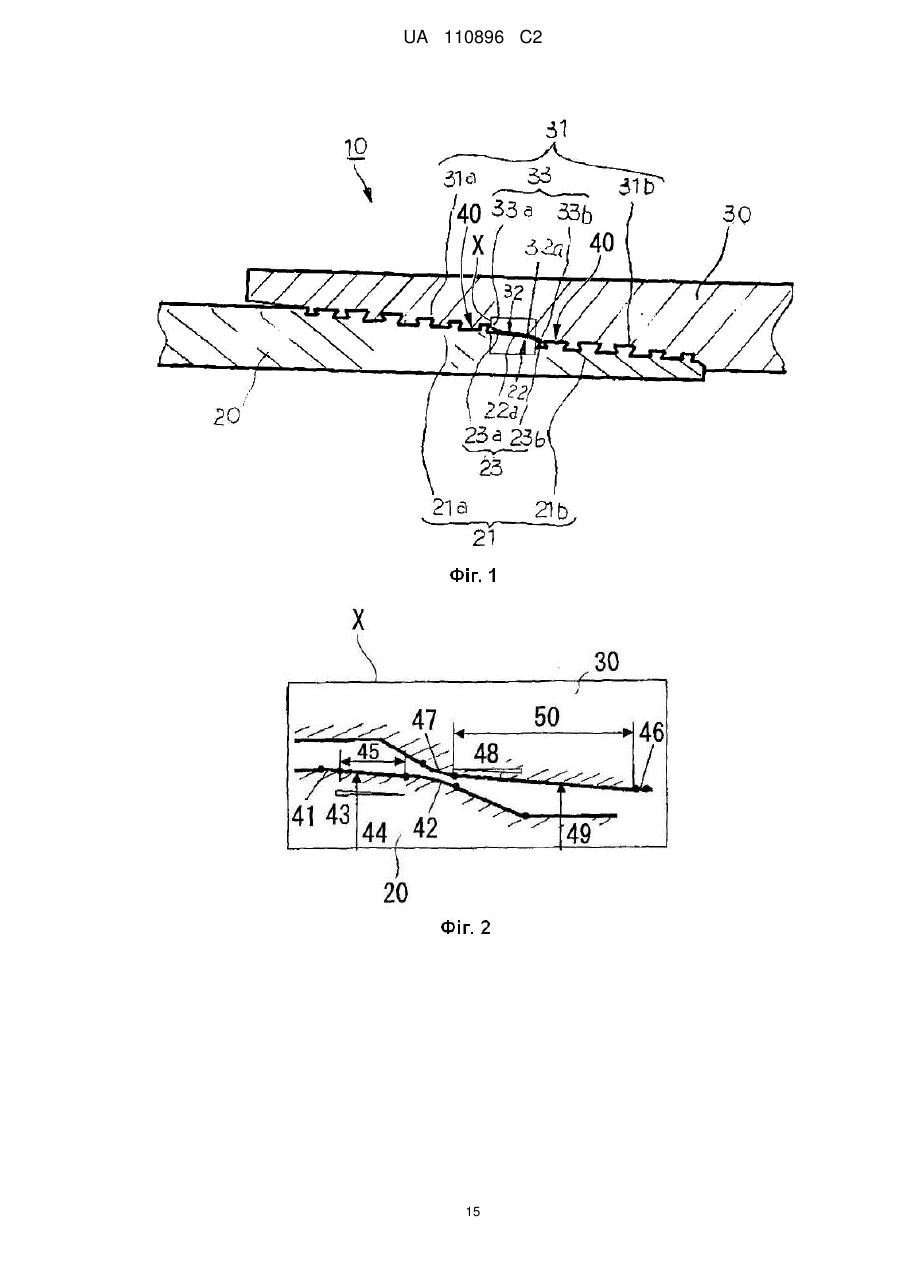
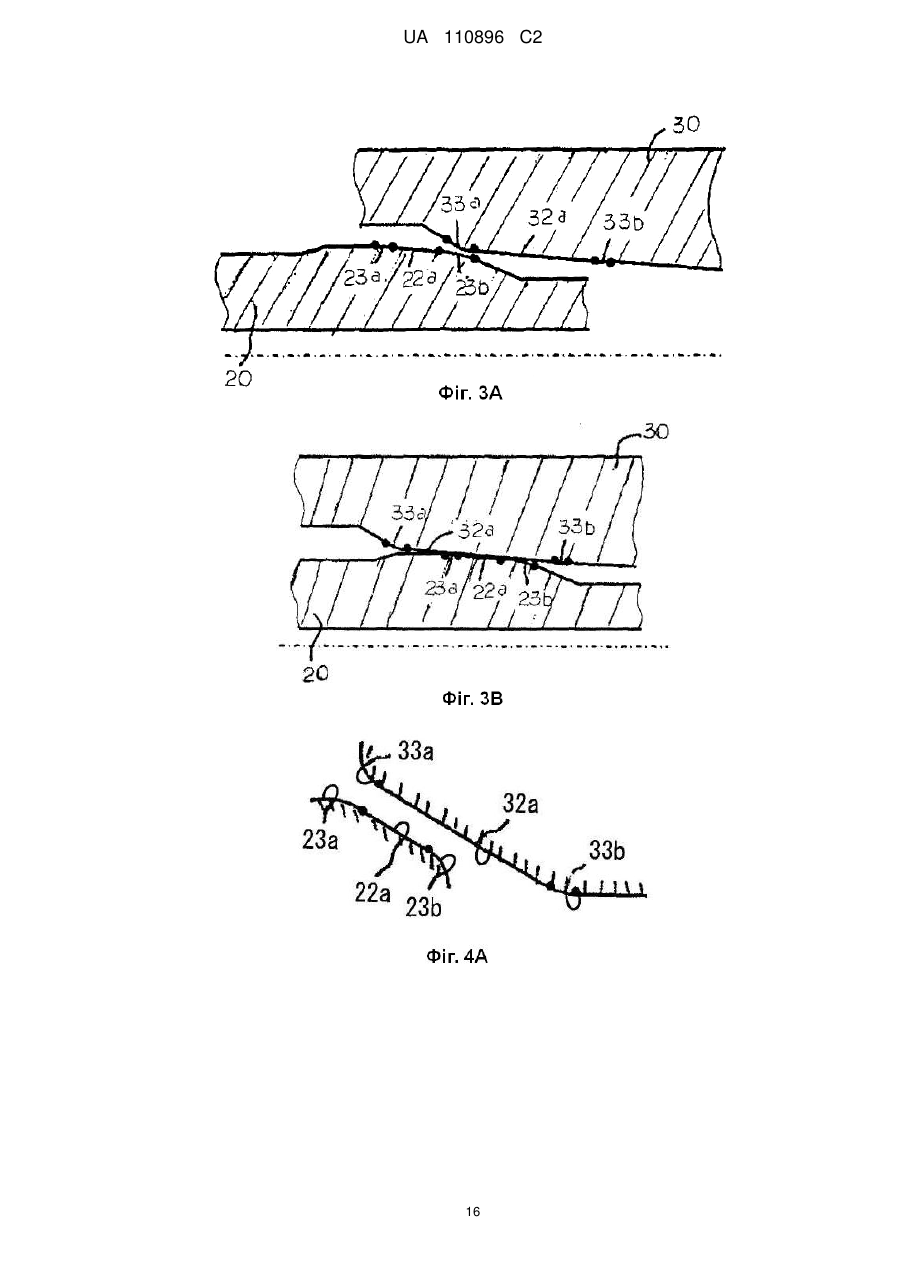
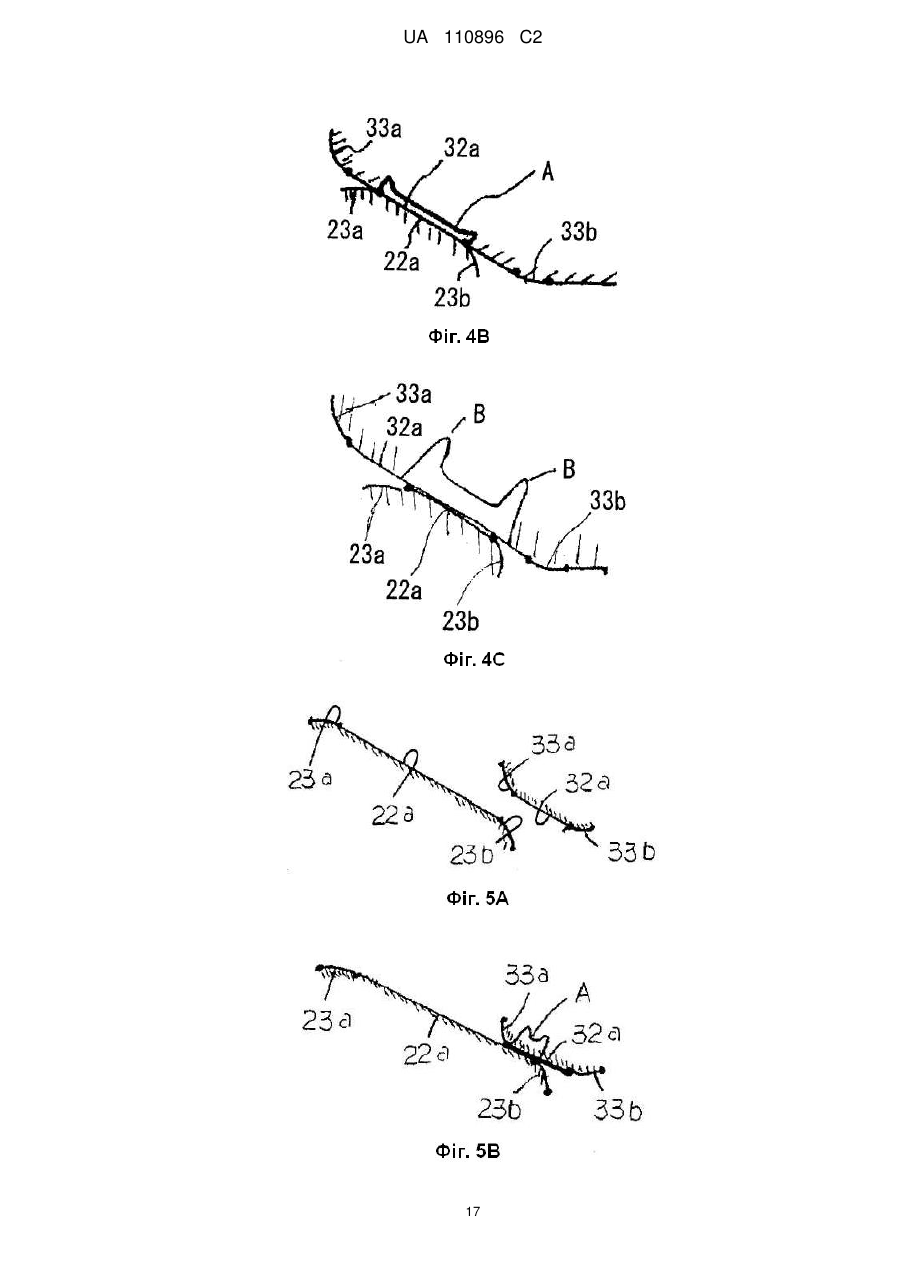
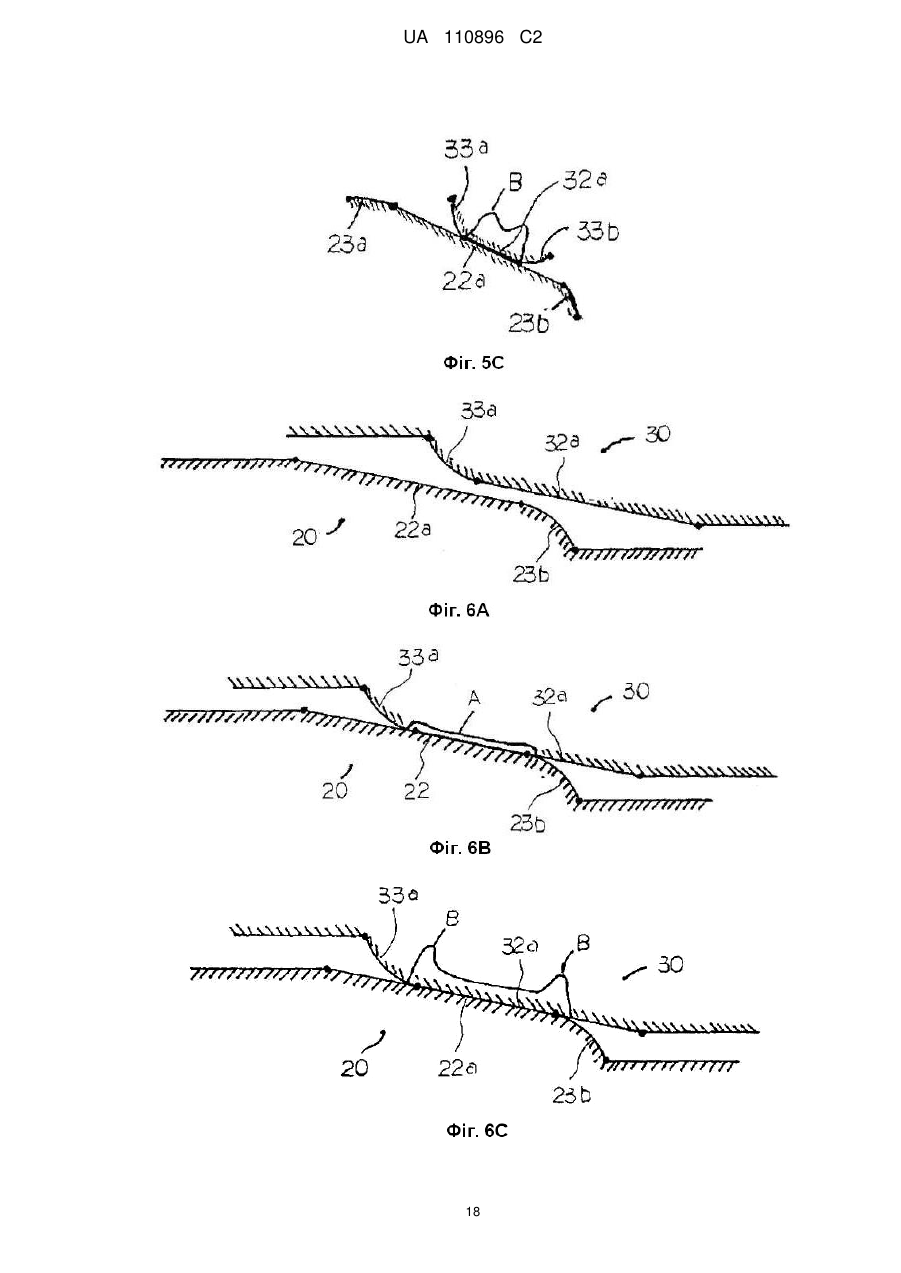
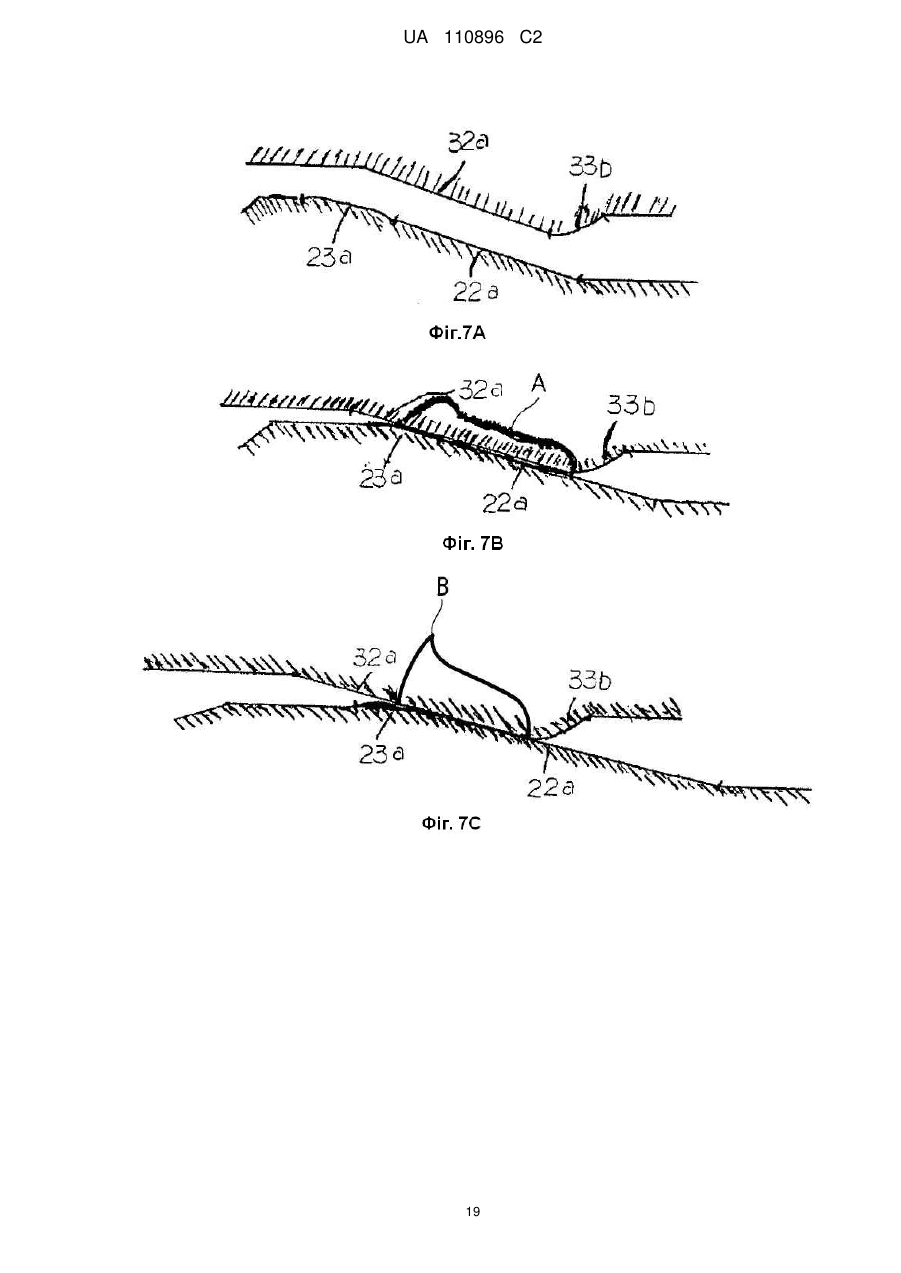
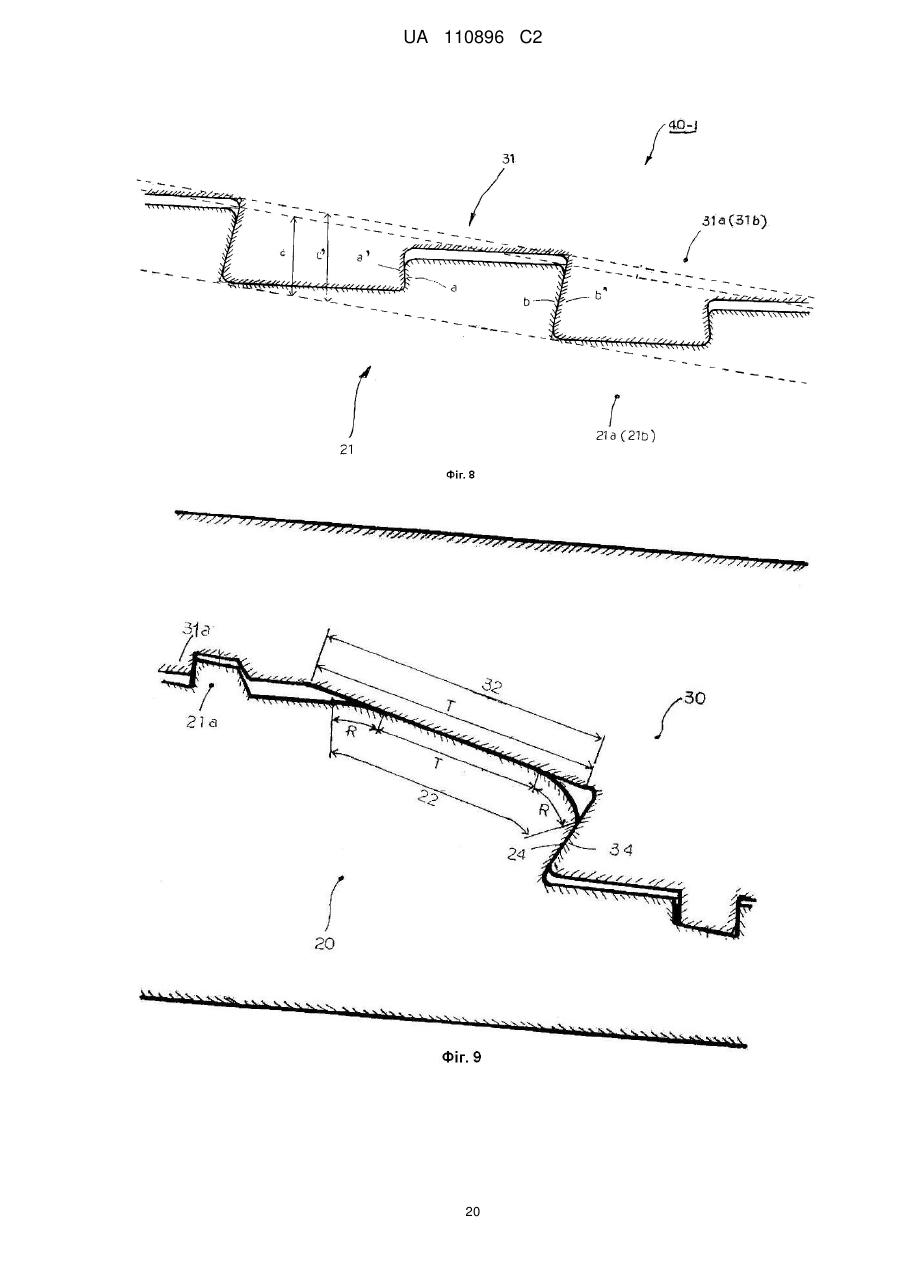
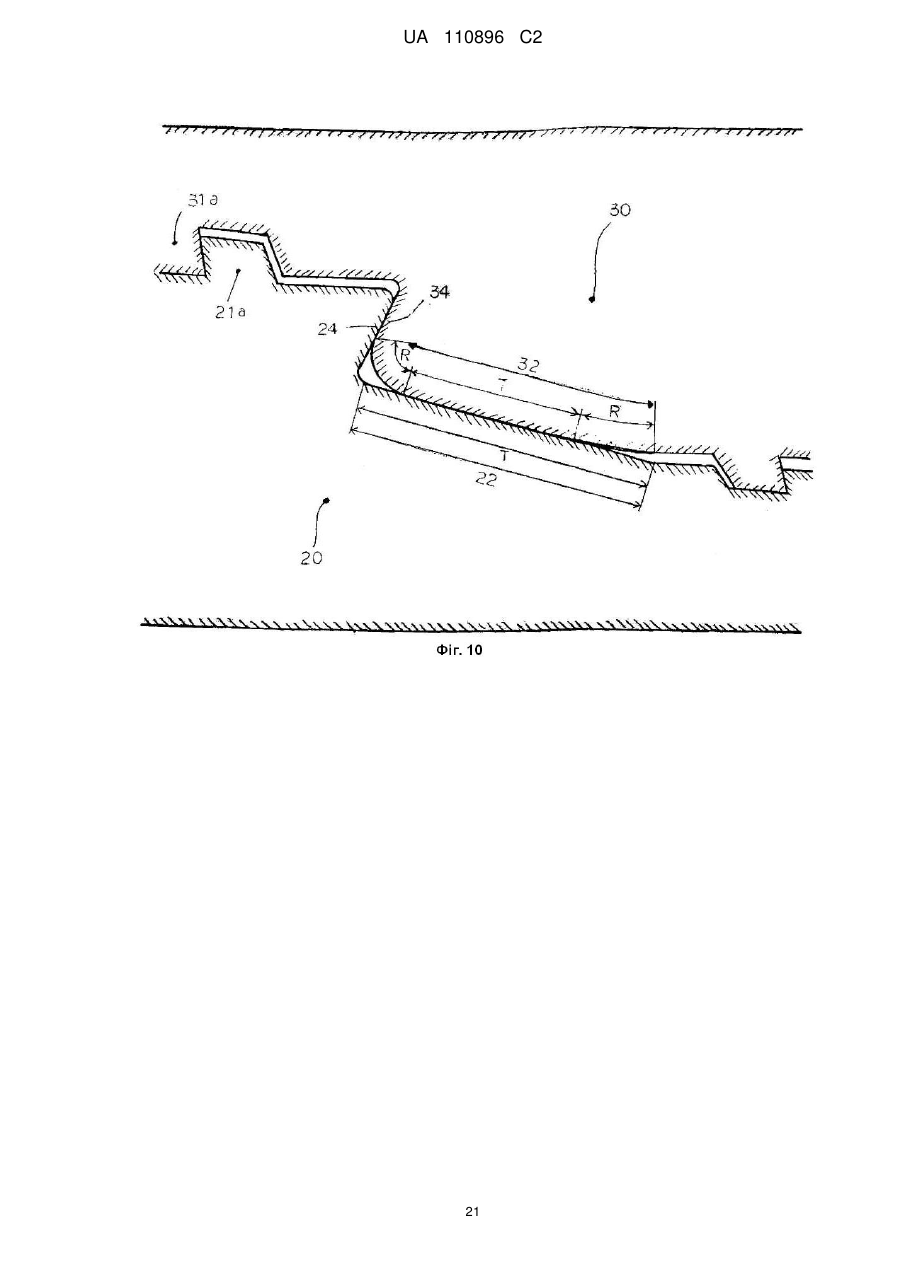
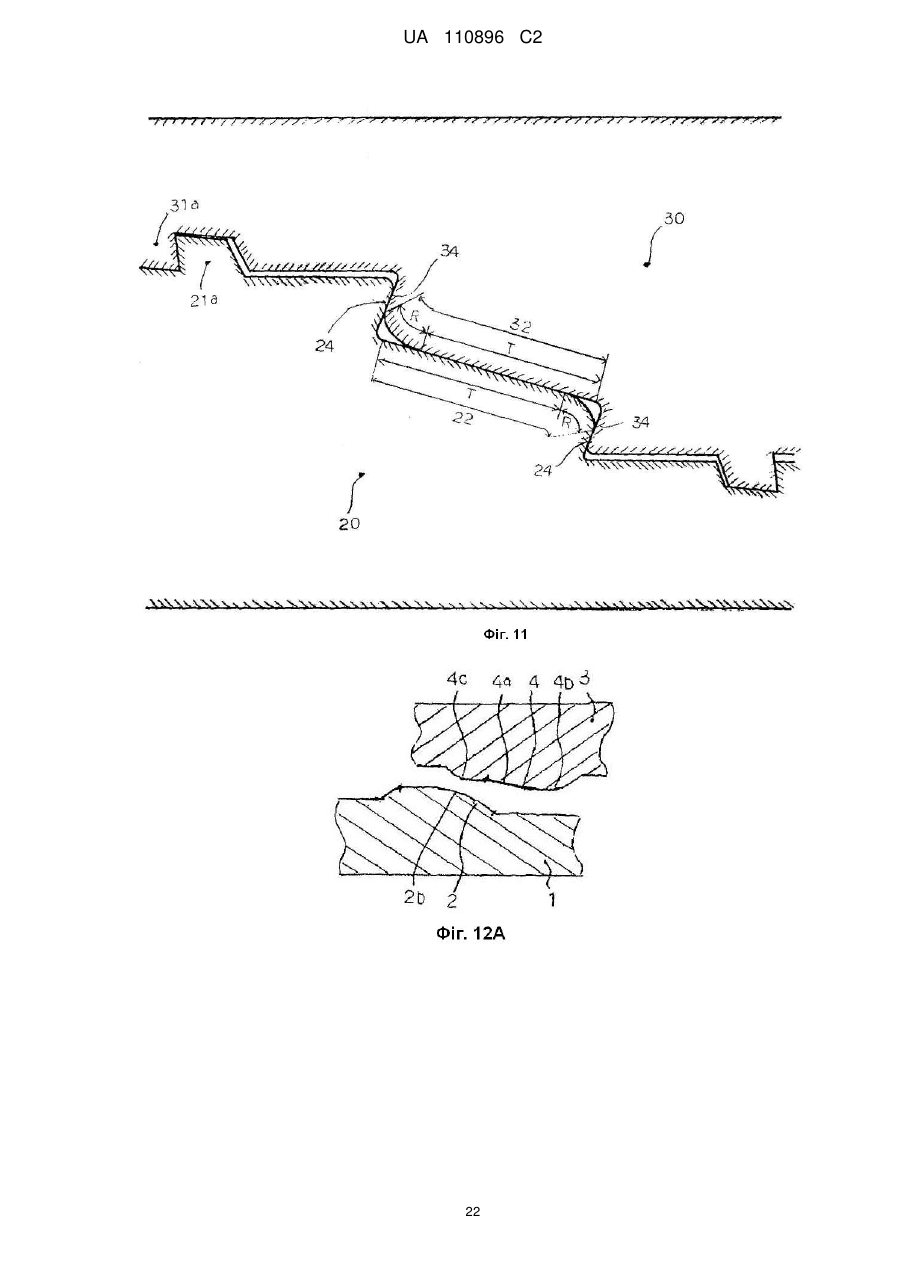
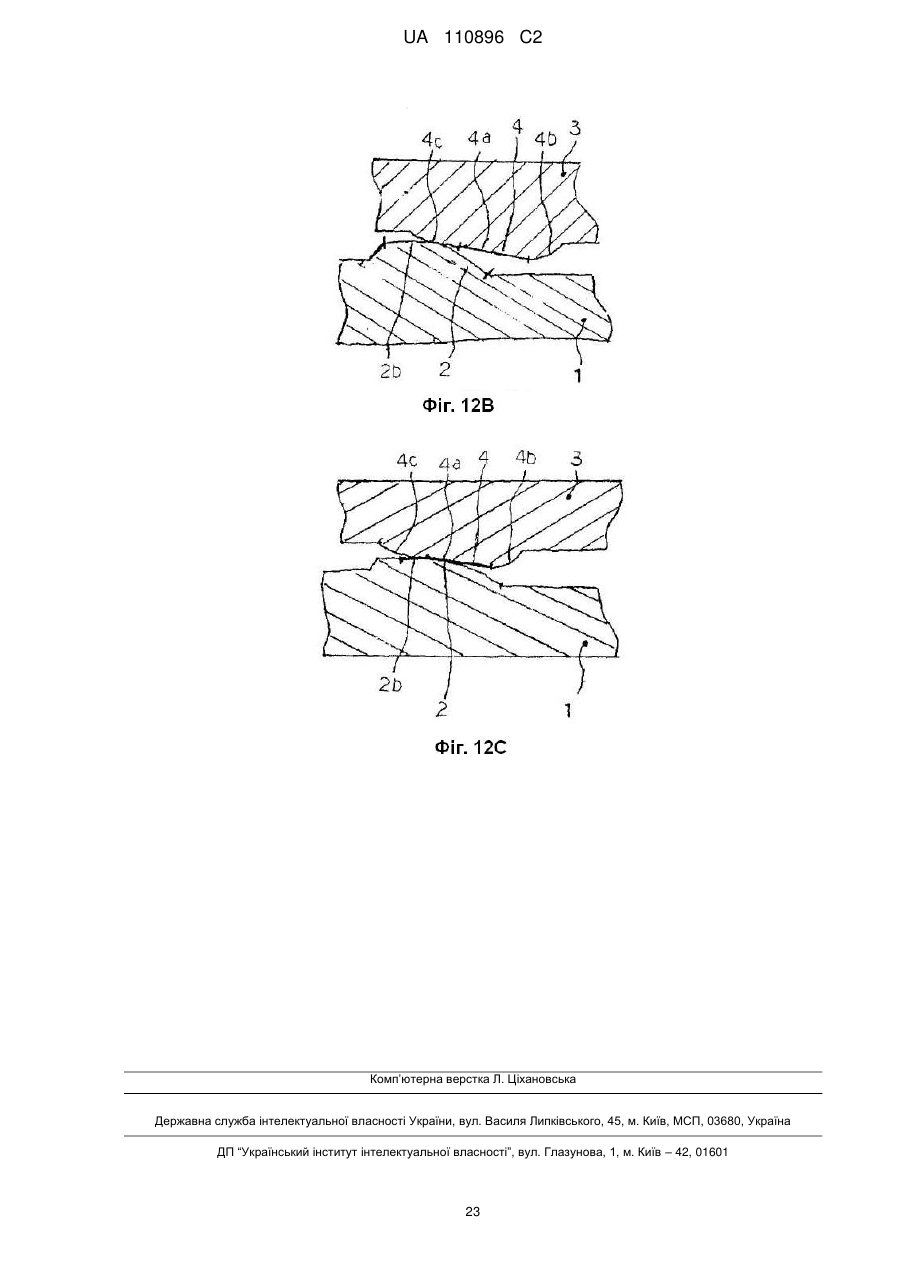
Реферат: Різьбове з'єднання для сталевої труби, яке включає: ніпель, який включає частину з зовнішньою різьбою, утворену двоступінчастою різьбою, і ущільнювальну поверхню, яка включає конічну поверхню та криволінійну поверхню, яка межує з конічною поверхнею, причому ущільнювальна поверхня ніпеля є утвореною на проміжній частині двоступінчастої різьби; та муфту, яка включає частину з внутрішньою різьбою, утворену двоступінчастою різьбою, і ущільнювальну поверхню, яка включає конічну поверхню та криволінійну поверхню, яка межує з конічною поверхнею, причому ущільнювальна поверхня муфти є утвореною на проміжній частині двоступінчастої різьби. Кут конусності конічної поверхні ніпеля є по суті таким самим, як кут конусності конічної поверхні муфти. Крім того, ніпель та муфта зачіплюються одне з одним у радіальному напрямку під час контакту ущільнювальної поверхні ніпеля та ущільнювальної поверхні муфти одна з одною у процесі монтажу між частиною з зовнішньою різьбою та частиною з внутрішньою різьбою, і принаймні частина ущільнювальної поверхні ніпеля приводиться у щільний контакт з принаймні частиною ущільнювальної поверхні муфти по всій окружності. Крім того, також забезпечується механізм посилення контактного тиску, який збільшує контактний тиск між ущільнювальною поверхнею ніпеля та ущільнювальною поверхнею муфти при завершенні монтажу. UA 110896 C2 (12) UA 110896 C2 UA 110896 C2 5 10 15 20 25 30 35 40 45 50 55 60 ГАЛУЗЬ ВИНАХОДУ Даний винахід стосується різьбового з'єднання для сталевої труби. Заявляється пріоритет для японської патентної заявки № 2012-208600, поданої 21 вересня 2012 p., зміст якої є включеним до цього опису шляхом посилання. РІВЕНЬ ТЕХНІКИ Наприклад, при розробці родовищ та видобуванні викопного палива, такого, як неочищена нафта, природний газ, сланцевий газ або гідрат метану, та газоподібних або рідких підземних ресурсів, таких, як ґрунтові води або гарячі джерела, застосовують сталеві труби, такі, як бурильні труби. Як правило, сталеві труби, такі, як бурильні труби, з'єднуються одна з одною за допомогою різьбового з'єднання. Різьбове з'єднання може належати до двох загальних типів. Одним типом є з'єднаний тип. При з'єднаному типі дві сталеві труби, в яких на обох кінцях передбачено елементи з зовнішньою різьбою (ніпелі), з'єднуються одна з одною через коротку трубу, яка називається з'єднувачем, у якому на обох кінцях передбачено елементи з внутрішньою різьбою (муфти). Іншим типом є суцільний тип. При суцільному типі ніпель передбачено на одному кінці сталевої труби, муфту передбачено на іншому кінці, і дві сталеві труби прямо з'єднуються одна з одною без застосування з'єднувача. Як різьбове з'єднання для бурильної труби передбачено різьбове з'єднання згідно зі стандартом Американського нафтового інституту, тобто, так зване АРІ-з'єднання. Крім того, існує високоякісне з'єднання, що поліпшує здатність до витримування більш жорстких середовищ. Більшість високоякісних з'єднань включають не лише нарізні конструкції, що вимагаються для сполучення сталевих труб, але й ущільнювальні механізми, які відповідають за ущільнювальні характеристики щодо газу або рідини. Зокрема, якщо вимагається ущільнення від текучого середовища під високим тиском, як ущільнювальний механізм широко застосовують металеве притискне ущільнення, у якому передбачено осесиметричні ненарізні поверхні (ущільнювальні поверхні) на зовнішній поверхні ніпеля та відповідній внутрішній поверхні муфти, відповідно, і ущільнювальні поверхні є припасованими одна до одної. У металевому притискному ущільненні зовнішній діаметр ніпеля передбачено дещо більшим за внутрішній діаметр муфти (ця різниця діаметрів вказується як "величина натягу ущільнення"). У металевому притискному ущільненні ніпель та муфта є припасованими й взаємодіючими одне з одним у радіальному напрямку і, таким чином, між муфтою зі збільшеним діаметром та ніпелем зі зменшеним діаметром створюються пружні відновлювальні сили, які прагнуть відновити первісні діаметри муфти та ніпеля. Ущільнювальні поверхні можуть приводитись у щільний контакт одна з одною по всій окружності з застосуванням пружних відновлювальних сил. Якщо у металевому притискному ущільненні величина натягу ущільнення є встановленою на більше значення, ущільнювальні характеристики можуть бути збільшені. З іншого боку, якщо встановлена величина натягу ущільнення є надмірно великою, відбувається задирання на ущільнювальних поверхнях у процесі монтажу різьбового з'єднання. Таким, чином, виникає протиріччя між ущільнювальними характеристиками та стійкістю різьбового з'єднання до задирання. Зокрема, у різьбовому з'єднанні для сталевої труби, виконаному з високолегованої сталі, яка містить велику кількість хрому, нікелю або іншого подібного металу, легко виникає задирання, і, таким чином, важко досягти належних ущільнювальних характеристик та стійкості до задирання. Відповідно, описується багато технологій, які дозволяють уникати задирання ущільнювальних поверхонь при підтриманні ущільнювальних характеристик, тобто, без зменшення величини натягу ущільнення (див. Патентні документи з 1 по 6). Наприклад, у Патентних документах 1 та 2 описуються винаходи у даній галузі, які дозволяють поліпшувати змащувальне покриття. Зокрема, у Патентному документі 1 розкривається технологія, згідно з якою на поверхні різьбової частини та ущільнювальній поверхні утворюють шар основи, оброблений оксалатною кислотою, і на шарі основи утворюють шар гумового покриття, диспергованого з дисульфідом молібдену або дисульфідом вольфраму. У Патентному документі 2 розкривається технологія, згідно з якою на поверхні різьбової частини та ущільнювальній поверхні утворюють шар основи з пористого цинку або цинкового сплаву і на шарі основи утворюють тверде змащувальне покриття або рідке змащувальне покриття, що не містить важкого металу. Згідно з Патентними документами 1 та 2, стійкість до задирання поліпшується. Стосовно різьбового з'єднання, в якому вищеописане змащувальне покриття або покриття для поверхневої обробки утворюється на поверхні нарізної частини та ущільнювальній поверхні, у більшості випадків слід уважно поводитися зі змащувальним покриттям або покриттям для поверхневої обробки. Відповідно, через необережне поводження під час транспортування бурильних труб до місця нафтової свердловини або на місці легко виникають 1 UA 110896 C2 5 10 15 20 25 30 35 40 45 50 55 60 дефекти, такі, як відшаровування змащувального покриття або відшаровування покриття для поверхневої обробки. У Патентному документі 3 розкривається технологія формування ущільнювальної поверхні. Зокрема, розкривається технологія, згідно з якою ущільнювальну поверхню муфти утворюють у формі конічної поверхні, ущільнювальну поверхню ніпеля утворюють у формі криволінійної поверхні, обидві ущільнювальні поверхні контактують одна з одною у відносно вузькому діапазоні, місцевий контактний тиск збільшується, і ущільнювальні характеристики поліпшуються. У Патентному документі 4 розкривається технологія, згідно з якою дві ущільнювальні поверхні утворюються на різьбовому з'єднанні суцільного типу. Зокрема, на одній ущільнювальній поверхні ущільнювальну поверхню ніпеля утворюють у формі конічної поверхні, а ущільнювальну поверхню муфти утворюють у формі криволінійної поверхні, і обидві поверхні контактують одна з одною. На іншій ущільнювальній поверхні взаємне розташування є протилежним, тобто, муфту утворюють у формі конічної поверхні, а ніпель утворюють у формі криволінійної поверхні, і обидві поверхні контактують одна з одною. У Патентному документі 5 розкривається технологія, згідно з якою ущільнювальні поверхні ніпеля та муфти є утвореними у формі криволінійних поверхонь. Згідно з технологіями, описаними у Патентних документах з 3 по 5, оскільки високий місцевий контактний тиск може бути досягнутий при однакових значеннях величини натягу ущільнення, досягаються високі ущільнювальні характеристики. Крім того, оскільки ущільнювальна контактна частина утворюється згідно з контактом між конічною поверхнею та криволінійною поверхнею, досягаються стійкі ущільнювальні характеристики. Однак при формах ущільнювальних поверхонь, описаних у Патентних документах з 3 по 5, ущільнювальні поверхні ніпеля та муфти ковзають, контактуючи одна з одною з вузькою шириною контакту та високим середнім контактним тиском навіть у процесі, в якому монтується різьбове з'єднання. Відповідно, стійкість до задирання стає несприятливою. Зокрема, у різьбовому з'єднанні, виконаному з високолегованої сталі, що містить хром у кількості 13 мас. % або більше, виникнення задирання стає неминучим, якщо не здійснити дорогу поверхневу обробку різьбового з'єднання. Крім того, у Патентному документі 6 розкривається технологія, згідно з якою ущільнювальні поверхні ніпеля та муфти мають форму конічних поверхонь і контактують одна з одною, і стійкість до задирання поліпшується. ДОКУМЕНТ ІСНУЮЧОГО РІВНЯ ТЕХНІКИ Патентні документи [Патентний документ 1]: нерозглянута японська патентна заявка, номер першої публікації 2000-130654 [Патентний документ 2]: публікація міжнародної заявки РСТ № WO 2002/059519 [Патентний документ 3]: Патентна заявка США, публікація № 2004/108719 [Патентний документ 4]: опис Патенту США № 4153283 [Патентний документ 5]: опис Патенту США № 3856337 [Патентний документ 6]: опис Патенту США № 4736967 ОПИС ВИНАХОДУ Проблема, яку розв'язує винахід Згідно з технологією, описаною у Патентному документі 6, конічні поверхні, які є ущільнювальними поверхнями, контактують з великою шириною контакту у процесі, в якому монтується різьбове з'єднання. Таким чином, середній контактний тиск між ущільнювальними поверхнями може знижуватися, і зменшується можливість задирання. Однак згідно з технологією, описаною у Патентному документі 6, ущільнювальні поверхні тримаються у контакті одна з одною з великою шириною контакту навіть по завершенню монтажу, і підтримується стан, у якому середній контактний тиск є зниженим. Відповідно, існує обмеження ущільнювальних характеристик згідно з цією технологією. Крім того, при збільшенні тиску, який діє на ущільнювальні поверхні, ущільнювальні характеристики є недостатніми, і, таким чином, існує ризик протікання рідини. Даний винахід було здійснено з врахуванням вищеописаних обставин, і його мета полягає у забезпеченні різьбового з'єднання для сталевої труби, яке дозволяє досягати й зберігати високу стійкість до задирання та ущільнювальні характеристики. Засоби розв'язання проблем Даний винахід охоплює вказані нижче аспекти розв'язання проблем та досягнення цілей. (1) Згідно з аспектом даного винаходу, забезпечується різьбове з'єднання для сталевої труби, яке включає: ніпель, який включає частину з зовнішньою різьбою, утворену 2 UA 110896 C2 5 10 15 20 25 30 35 40 45 50 55 60 двоступінчастою різьбою, та ущільнювальну поверхню, яка включає конічну поверхню та криволінійну поверхню, яка межує з конічною поверхнею, причому ущільнювальна поверхня ніпеля є утвореною на проміжній частині двоступінчастої різьби; та муфту, яка включає частину з внутрішньою різьбою, утворену двоступінчастою різьбою, і ущільнювальну поверхню, яка включає конічну поверхню та криволінійну поверхню, яка межує з конічною поверхнею, причому ущільнювальна поверхня муфти є утвореною на проміжній частині двоступінчастої різьби. Кут конусності конічної поверхні ніпеля є по суті таким самим, як кут конусності конічної поверхні муфти. Крім того, частину з зовнішньою різьбою та частину з внутрішньою різьбою монтують шляхом згвинчування, ніпель та муфта зачеплюються одне з одним у радіальному напрямку під час контакту ущільнювальної поверхні ніпеля та ущільнювальної поверхні муфти одна з одною у процесі монтажу, і принаймні частина ущільнювальної поверхні приводиться у щільний контакт з принаймні частиною ущільнювальної поверхні муфти по всій окружності. Крім того, також передбачено механізм посилення контактного тиску, який збільшує контактний тиск між ущільнювальною поверхнею ніпеля та ущільнювальною поверхнею муфти при завершенні монтажу порівняно з моментом під час монтажу. (2) У різьбовому з'єднанні для сталевої труби, описаному у п. (1), криволінійна поверхня ніпеля може бути утворена на кінцевій стороні ніпеля, і криволінійна поверхня муфти може бути утворена на кінцевій стороні муфти. (3) У різьбовому з'єднанні для сталевої труби, описаному у п. (1), криволінійна поверхня ніпеля може бути утворена на стороні, протилежній кінцевій стороні ніпеля, і криволінійна поверхня муфти може бути утворена на стороні, протилежній кінцевій стороні муфти. (4) У різьбовому з'єднанні для сталевої труби, описаному у п. (1), криволінійна поверхня ніпеля може бути утворена таким чином, щоб межувати з обома сторонами конічної поверхні ніпеля, і довжина конічної поверхні муфти може бути більшою за довжину ущільнювальної поверхні ніпеля. (5) У різьбовому з'єднанні для сталевої труби, описаному у п. (1), криволінійна поверхня муфти може бути утворена таким, чином, щоб межувати з обома сторонами конічної поверхні муфти, і довжина конічної поверхні ніпеля може бути більшою за довжину ущільнювальної поверхні муфти. (6) У різьбовому з'єднанні для сталевої труби, описаному у будь-якому з пунктів з (1) по (5), піковий контактний тиск може створюватись у контактній частині між криволінійною поверхнею та конічною поверхнею на контактній поверхні між ущільнювальною поверхнею ніпеля та ущільнювальною поверхнею муфти при завершенні монтажу. (7) У різьбовому з'єднанні для сталевої труби, описаному у будь-якому з пунктів з (1) по (6), механізм посилення контактного тиску може збільшувати контактний тиск між ущільнювальною поверхнею ніпеля та ущільнювальною поверхнею муфти через монтаж між трапецеїдальною різьбою, яка утворюється у місці, яке межує з ущільнювальною поверхнею частини з зовнішньою різьбою, та трапецеїдальною різьбою, яка утворюється у місці, яке межує з ущільнювальною поверхнею частини з внутрішньою різьбою. (8) У різьбовому з'єднанні для сталевої труби, описаному у будь-якому з пунктів з (1) по (6), механізм посилення контактного тиску може збільшувати контактний тиск між ущільнювальною поверхнею ніпеля та ущільнювальною поверхнею муфти через гакоподібне плече, яке межує з передньою стороною або задньою стороною ущільнювальної поверхні ніпеля та ущільнювальної поверхні муфти. (9) У різьбовому з'єднанні для сталевої труби, описаному у будь-якому з пунктів з (1) по (8), частина з зовнішньою різьбою та частина з внутрішньою різьбою можуть включати трапецеїдальну різьбу. (10) У різьбовому з'єднанні для сталевої труби, описаному у будь-якому з пунктів з (1) по (9), кут конусності конічної поверхні ніпеля та кут конусності конічної поверхні муфти можуть дорівнювати від 2° до 10°. Переваги винаходу. Згідно з вищеописаними аспектами, забезпечується різьбове з'єднання для сталевої труби, яке може забезпечувати стійке зниження ризику задирання ущільнювальної поверхні і може демонструвати стійкі ущільнювальні характеристики після завершення монтажу. КОРОТКИЙ ОПИС ФІГУР ФІГ. 1 є видом у розрізі, на якому схематично показано форму подовжнього розрізу різьбового з'єднання для сталевої труби згідно з втіленням даного винаходу. ФІГ. 2 є видом у розрізі головної частини, на якому показано розміри ущільнювальної частини ніпеля та муфти різьбового з'єднання для сталевої труби, як показано у виділеній частині X на ФІГ. 1. 3 UA 110896 C2 5 10 15 20 25 30 35 40 45 50 55 60 ФІГ. 3А є схематичним зображенням, на якому показано стан до монтажу ніпеля з муфтою у різьбовому з'єднанні для сталевої труби, показаному на ФІГ. 1. ФІГ. 3В є схематичним зображенням, на якому показано стан після завершення монтажу між ніпелем та муфтою у різьбовому з'єднанні для сталевої труби, показаному на ФІГ. 1. ФІГ. 4А є схематичним зображенням, на якому показано стан до монтажу ущільнювальних поверхонь ніпеля та муфти, які конфігурують приклад різьбового з'єднання для сталевої труби згідно з втіленням даного винаходу, одне з одним. ФІГ. 4В є схематичним зображенням, на якому показано стан у процесі монтажу ущільнювальних поверхонь ніпеля та муфти, показаних на ФІГ. 4А. ФІГ. 4С є схематичним зображенням, на якому показано стан по завершенню монтажу ущільнювальних поверхонь ніпеля та муфти, показаних на ФІГ. 4А. ФІГ. 5А є схематичним зображенням, на якому показано стан до монтажу ущільнювальних поверхонь ніпеля та муфти, які конфігурують інший приклад різьбового з'єднання для сталевої труби згідно з втіленням даного винаходу одне з одним. ФІГ. 5В є схематичним зображенням, на якому показано стан у процесі монтажу ущільнювальних поверхонь ніпеля та муфти, показаних на ФІГ. 5А. ФІГ. 5С є схематичним зображенням, на якому показано стан по завершенню монтажу ущільнювальних поверхонь ніпеля та муфти, показаних на ФІГ. 5А. ФІГ. 6А є схематичним зображенням, на якому показано стан до монтажу ущільнювальних поверхонь ніпеля та муфти, які конфігурують ще один приклад різьбового з'єднання згідно з втіленням даного винаходу одне з одним. ФІГ. 6В є схематичним зображенням, на якому показано стан у процесі монтажу ущільнювальних поверхонь ніпеля та муфти, показаних на ФІГ. 6А. ФІГ. 6С є схематичним зображенням, на якому показано стан по завершенню монтажу ущільнювальних поверхонь ніпеля та муфти, показаних на ФІГ. 6А. ФІГ. 7А є схематичним зображенням, на якому показано стан до монтажу ущільнювальних поверхонь ніпеля та муфти, які конфігурують ще один приклад різьбового з'єднання згідно з втіленням даного винаходу одна з одною. ФІГ. 7В є схематичним зображенням, на якому показано стан у процесі монтажу ущільнювальних поверхонь ніпеля та муфти, показаних на ФІГ. 7А. ФІГ. 7С є схематичним зображенням, на якому показано стан по завершенню монтажу ущільнювальних поверхонь ніпеля та муфти, показаних на ФІГ. 7А. ФІГ. 8 є схематичним зображенням, на якому показано приклад конфігурації трапецеїдальної різьби. ФІГ. 9 є схематичним зображенням, на якому показано приклад, у якому одне гакоподібне плече передбачене суміжно з передньою стороною або задньою стороною ущільнювальних поверхонь ніпеля та муфти. ФІГ. 10 є схематичним зображенням, на якому показано інший приклад, у якому одне гакоподібне плече передбачене суміжно з передньою стороною або задньою стороною ущільнювальних поверхонь ніпеля та муфти. ФІГ. 11 є схематичним зображенням, на якому показано випадок, у якому два гакоподібні плеча передбачені суміжно з передньою стороною та задньою стороною ущільнювальних поверхонь ніпеля та муфти. ФІГ. 12А є схематичним зображенням, на якому показано стан до монтажу одна з одною ущільнювальних поверхонь ніпеля та муфти згідно з формою ущільнення існуючого рівня техніки. ФІГ. 12В є схематичним зображенням, на якому показано стан у процесі монтажу ущільнювальних поверхонь ніпеля та муфти, показаних на ФІГ. 12А. ФІГ. 12С є схематичним зображенням, на якому показано стан по завершенню монтажу ущільнювальних поверхонь ніпеля та муфти, показаних на ФІГ. 12А. ОПТИМАЛЬНИЙ РЕЖИМ ВТІЛЕННЯ ВИНАХОДУ Далі втілення даного винаходу детально описується з посиланням на супровідні фігури. По-перше, наприклад, авторами винаходу було детально розглянуто причини задирання ущільнювальної поверхні, яке часто трапляється у процесі монтажу різьбового з'єднання для сталевої труби, виконаного з високолегованої сталі, яка містить хром (Cr) у кількості 13 мас. % або більше. ФІГ. 12А є схематичним зображенням, на якому показано стан до монтажу одна з одною ущільнювальних поверхонь 2 та 4 ніпеля 1 та муфти 3 згідно з формою ущільнення існуючого рівня техніки. ФІГ. 12В є схематичним зображенням, на якому показано стан у процесі монтажу ущільнювальних поверхонь 2 та 4 ніпеля 1 та муфти 3, показаних на ФІГ. 12А. ФІГ. 12С є 4 UA 110896 C2 5 10 15 20 25 30 35 40 45 50 55 схематичним зображенням, на якому показано стан по завершенню монтажу ущільнювальних поверхонь 2 та 4 ніпеля 1 та муфти 3, показаних на ФІГ. 12А. Крім того, права сторона на ФІГУРАХ з 12А по 12С є кінцевою стороною ніпеля 1, а ліва сторона є кінцевою стороною муфти 3. Далі, те ж саме стосується всіх фігур, представлених у даній заявці. Як показано на ФІГУРАХ з 12А по 12С, ущільнювальна поверхня 4 муфти 3 є сконфігурованою з конічної поверхні 4а та криволінійних поверхонь 4b та 4с, які плавно з'єднуються з обома кінцями конічної поверхні. З іншого боку, ущільнювальна поверхня 2 ніпеля 1 є сконфігурованою з однієї великої криволінійної поверхні 2b. На муфті 3 утворювали мідне гальванічне покриття і здійснювали випробування нарізного монтажу. В результаті, зокрема, було виявлено, що часто траплялося явище, при якому мідне гальванічне покриття, утворене на криволінійній поверхні 4с муфти 3 значною мірою зношується. Крім того, це явище траплялося тоді, коли різьбове з'єднання включало форму різьби , в якій форма розрізу різьби була трапецеїдальною і навантажувальний та стикувальний краї різьби, які контактують один з одним, мають бути змонтовані по завершенню монтажу. Тобто, це явище значною мірою траплялось у разі різьбового з'єднання, при якому існує значний люфт до моменту безпосередньо перед завершенням монтажу. Відповідно, для дослідження причини зношування мідного гальванічного покриття, утвореного на криволінійній поверхні 4с муфти 3, авторами винаходу детально було розглянуто стан контакту ущільнювальної поверхні 4 у процесі монтажу згідно з аналізом методом кінцевих елементів. В результаті було виявлено, що головними причинами задирання є криволінійна поверхня 4с муфти 3, яка контактує з криволінійною поверхнею 2b ніпеля 1, коли починається контакт ущільнювальної поверхні 2 ніпеля 1, стан контакту стає станом лінійного контакту, при якому криволінійні поверхні 4с та 2b контактують одна з одною з дуже малою шириною, і виникає високий піковий контактний тиск. Крім того при застосуванні різьби, яка має люфт до моменту безпосередньо перед завершенням монтажу, оскільки кожна вісь ніпеля 1 та муфти 3 хитається й стає нестійкою, коли починається контакт між ущільнювальною поверхнею 2 ніпеля 1 та ущільнювальною поверхнею 4 муфти 3, було виявлено, що відбувається значне скручування та задирання між ущільнювальними поверхнями 2 та 4. З вищевикладеного авторами винаходу було зроблено висновки, такі, як вказано нижче у пунктах (І) та (II). (І) Якщо надмірний піковий контактний тиск через контакт між криволінійними поверхнями 2b та 4с на початку контакту між ущільнювальними поверхнями 2 та 4 може бути зменшений, це дозволяє запобігти задиранню між ущільнювальними поверхнями 2 та 4. (II) На початку контакту між ущільнювальними поверхнями 2 та 4 або у процесі монтажу, якщо контакт між криволінійними поверхнями 2b та 4с або між криволінійною поверхнею 2b та конічною поверхнею 4а не є лінійним контактом, і відповідні форми ущільнювальних поверхонь 2 та 4 є такими, що конічні поверхні контактують одна з одною таким чином, щоб бути паралельними, ущільнювальні поверхні можуть рівномірно контактувати одна з одною з більшою шириною контакту, і забезпечується запобігання виникненню пікового контактного тиску. Однак високі ущільнювальні характеристики не можуть бути досягнуті у стані, в якому піковий контактний тиск залишається низьким після завершення монтажу. Для досягнення високих ущільнювальних характеристик необхідно створити високий піковий контактний тиск на ущільнювальних поверхнях 2 та 4 у момент часу, коли завершується монтаж. Крім того, для досягнення високого пікового контактного тиску найбільш ефективним є контакт між криволінійними поверхнями 2b та 4с ущільнювальних поверхонь 2 та 4. З іншого боку, найбільший натяг ущільнення застосовується заздалегідь безпосередньо перед завершенням монтажу. Відповідно, навіть при ковзанні ущільнювальних поверхонь для здійснення невеликого залишкового обертального ковзання до завершенням монтажу існує висока ймовірність задирання при переході до контакту між криволінійними поверхнями 2b та 4с. Таким чином, автори винаходу вважають, що піковий контактний тиск, який має належну величину, при якій демонструються достатні ущільнювальні характеристики без виникнення задирання, досягається при посиленні контактного тиску між ущільнювальними поверхнями 2 та 4 шляхом застосування інших елементів безпосередньо перед завершенням монтажу, наприклад, через утворення різьбових частин ніпеля 1 та муфти 3 з трапецеїдальними різьбами та їх зачеплення одна з одною, шляхом спирання одне на одне гакоподібних плечей, які є суміжними з ущільнювальними поверхнями 2 та 4 ніпеля 1 та муфти 3, або іншим подібним способом, і контакт між криволінійною поверхнею та конічною поверхнею створюється на кінці 5 UA 110896 C2 5 10 15 20 25 30 35 40 45 50 55 контактної частини між ущільнювальними поверхнями 2 та 4 при підтриманні суттєвого контакту між ущільнювальними поверхнями 2 та 4 до завершення монтажу. Автори винаходу далі розглянули вищеописані концепції і виявили, що вищеописані проблеми можуть бути розв'язані шляхом забезпечення двох описаних нижче елементів (А) та (В), у ще кращому варіанті - шляхом забезпечення описаного нижче елемента (С) додатково до елементів (А) та (В). (A) Кут конусності конічної поверхні ніпеля та кут конусності конічної поверхні муфти є по суті однаковими. У даному разі те, що вони по суті є однаковими, означає, що кут конусності конічної поверхні ніпеля та кут конусності конічної поверхні муфти є однаковими, або кутова різниця між двома кутами конусності перебуває у межах ±0,5°. (B) Забезпечується механізм посилення контактного тиску, який збільшує контактний тиск між ущільнювальною поверхнею ніпеля та ущільнювальною поверхнею муфти при завершенні монтажу порівняно з моментом під час монтажу. У даному разі як приклад механізму посилення контактного тиску наводиться трапецеїдальна різьба, яка діє на різьбову частину, або гакоподібне плече, яке є суміжним з ущільнювальними поверхнями ніпеля та муфти, і трапецеїдальна різьба та гакоподібне плече детально описуються нижче. (C) Ущільнювальну поверхню ніпеля утворюють у позиції, відокремленій від кінцевої поверхні ніпеля на фіксовану відстань або більше, і ущільнювальну поверхню муфти утворюють у позиції, відокремленій від кінцевої поверхні муфти на фіксовану відстань або більше. На основі вищеописаних даних автори винаходу виявили, що стійкість до задирання та ущільнювальні характеристики можуть досягатися й зберігатися у процесі монтажу різьбового з'єднання для сталевої труби, виконаної з вуглецевої сталі або високолегованої сталі, яка містить хром у кількості 13 мас. % або більше, через забезпечення елементів з (А) по (С). Крім того, авторами винаходу було виявлено, що висока стійкість до задирання та ущільнювальні характеристики можуть досягатись і зберігатись у різьбовому з'єднанні, в якому легко виникає задирання, такому, як різьбове з'єднання для сталевої труби, виконаної з високолегованої сталі, яка містить хром у кількості 13 мас. % або більше, а також різьбове з'єднання для сталевої труби, виконаної з вуглецевої сталі або стійкої до кислого середовища сталі, або різьбове з'єднання для сталевої труби, таке, як різьбове з'єднання суцільного типу, в якому обробка поверхні потребує чималих коштів та зусиль, і було здійснено даний винахід. Далі описується приклад високоякісного з'єднання, в якому застосовується різьбове з'єднання для сталевої труби (далі спрощено вказується як "різьбове з'єднання") 10 згідно з втіленням даного винаходу. ФІГ. 1 є видом у розрізі, на якому схематично показано форму подовжнього розрізу різьбового з'єднання 10. Як показано на ФІГ. 1, різьбове з'єднання 10 включає ніпель 20 та муфту 30. Ніпель 20 включає частину з зовнішньою різьбою 21 та ущільнювальною поверхнею 22. Частину з зовнішньою різьбою 21 утворено у формі спіралі на зовнішній окружній поверхні ніпеля 20. Частину з зовнішньою різьбою 21 утворено з двоступінчастою різьбою, яка включає різьбову частину верхнього східця 21а та різьбову частину нижнього східця 21b. Ущільнювальна поверхня 22 утворюється у проміжній частині між різьбовою частиною верхнього східця 21а та різьбовою частиною нижнього східця 21b. Ущільнювальна поверхня 22 є ненарізною поверхнею, яка включає конічну поверхню 22а та криволінійну поверхню 23, які є утвореними на зовнішній окружній поверхні ніпеля 20. Конічна поверхня 22а є нахиленою під заданим кутом (далі вказується як кут конусності конічної поверхні 22а) у подовжньому розрізі ніпеля 20. Відповідно, конічна поверхня 22а утворює поверхню зрізаного конуса, в якому діаметр поступово зменшується від основи до кінця ніпеля 20 у напрямку кінцевої сторони на зовнішній окружній поверхні ніпеля 20. Наприклад, кут конусності конічної поверхні 22а в оптимальному варіанті становить від 2° до 10°, у ще кращому варіанті - від 3° до 7°. Криволінійна поверхня 23 включає задню криволінійну поверхню 23а та передню криволінійну поверхню 23b, які є утвореними таким чином, щоб межувати з обома сторонами конічної поверхні 22а. Задня криволінійна поверхня 23а та передня криволінійна поверхня 23b мають таку форму, щоб утворювалася дуга з заданою кривизною у подовжньому розрізі ніпеля 20. Відповідно, криволінійна поверхня 23 утворює криволінійну обертальну поверхню на зовнішній окружній поверхні ніпеля 20. Кривизна криволінійної поверхні 23 може бути визначена таким чином, щоб утворювати криволінійну поверхню, яка є безперервною між поверхнею, протилежною конічній поверхні 22а, з проміжною криволінійною поверхнею 23 та конічною поверхнею 22а. 6 UA 110896 C2 5 10 15 20 25 30 35 40 45 50 55 Муфта 30 включає частину з внутрішньою різьбою 31 та ущільнювальну поверхню 32. Частину з внутрішньою різьбою 31 утворено у формі спіралі на внутрішній окружній поверхні муфти 30. Частина з внутрішньою різьбою 31 включає двоступінчасту різьбу, яка включає різьбову частину верхнього східця 31а та різьбову частину нижнього східця 31b. Різьбова частина верхнього східця 31а муфти 30 пригвинчується до різьбової частини верхнього східця 21а ніпеля 20, а різьбова частина нижнього східця 31b муфти 30 пригвинчується до різьбової частини нижнього східця 21b ніпеля 20. Відповідно, частину з зовнішньою різьбою 21 та частину з внутрішньою різьбою 31 монтують шляхом згвинчування. Ущільнювальну поверхню 32 утворюють у проміжній частині між 4різьбовою частиною верхнього східця 31а та різьбовою частиною нижнього східця 31B. Ущільнювальна поверхня 32 є ненарізною поверхнею, яка включає конічну поверхню 32а та криволінійну поверхню 33, які є утвореними на внутрішній окружній поверхні муфти 30. Конічна поверхня 32а є нахиленою під заданим кутом (далі вказується як кут конусності конічної поверхні 32а) у подовжньому розрізі муфти 30. Відповідно, конічна поверхня 32а утворює поверхню зрізаного конуса, в якому діаметр поступово зменшується від основи до кінця муфти 30 у напрямку кінцевої сторони на внутрішній окружній поверхні муфти 30. Наприклад, кут конусності конічної поверхні 32а є в оптимальному варіанті від 2° до 10°, у ще кращому варіанті - від 3°до 7°. Криволінійна поверхня 33 включає передню криволінійну поверхню 33а та задню криволінійну поверхню 33b, які є утвореними таким чином, щоб межувати з обома сторонами конічної поверхні 32а. Передня криволінійна поверхня 33а та задня криволінійна поверхня 33b мають таку форму, щоб утворювалася дуга з заданою кривизною у подовжньому розрізі муфти 30. Відповідно, криволінійна поверхня 33 утворює криволінійну обертальну поверхню на внутрішній окружній поверхні муфти 30. Кривизна криволінійної поверхні 33 може бути визначена таким чином, щоб утворювати криволінійну поверхню, яка є безперервною між поверхнею, протилежною конічній поверхні 32а з проміжною криволінійною поверхнею 33 та конічною поверхнею 32а. У різьбовому з'єднанні 10 у процесі монтажу між частиною з зовнішньою різьбою 21 та частиною з внутрішньою різьбою 31 ніпель 20 та муфта 30 зачеплюються одне з одним у радіальному напрямку під час контакту ущільнювальної поверхні 22 ніпеля 20 та ущільнювальної поверхні 32 муфти 30 одна з одною, і таким чином, забезпечується конструкція (металеве притискне ущільнення), в якій принаймні частина ущільнювальної поверхні 22 ніпеля 20 приводиться у щільний контакт з принаймні частиною ущільнювальної поверхні 32 муфти 30 по всій окружності. Тобто, у металевому притискному ущільненні зовнішній діаметр ніпеля 20 передбачено дещо більшим за внутрішній діаметр муфти 30 (ця різниця діаметрів вказується як "величина натягу ущільнення"). У металевому притискному ущільненні ніпель 20 та муфта 30 є припасованими й взаємодіючими одне з одним у радіальному напрямку, і, таким чином, створюються пружні відновлювальні сили, які прагнуть відновити первісні діаметри муфти 30 та ніпеля 20 між муфтою 30 зі збільшеним діаметром та ніпелем 20 зі зменшеним діаметром. Ущільнювальні поверхні 22 та 32 можуть приводитись у щільний контакт одна з одною по всій окружності з застосуванням пружних відновлювальних сил. ФІГ. 2 є видом у розрізі головної частини, на якому показано розміри ущільнювальної частини ніпеля 20 та муфти 30 різьбового з'єднання 10, як показано у виділеній частині X на ФІГ. 1. Крім того, на ФІГ. 2, умовний номер 41 позначає радіус кривизни задньої криволінійної поверхні 23а ніпеля 20. Умовний номер 42 позначає радіус кривизни передньої криволінійної поверхні 23b ніпеля 20. Умовний номер 43 позначає кут конусності конічної поверхні 22а ніпеля 20. Умовний номер 44 позначає діаметр ущільнювальної поверхні 22 ніпеля 20. Умовний номер 45 позначає довжину конусу ущільнювальної поверхні 22 ніпеля 20. Крім того, умовний номер 46 позначає радіус кривизни задньої криволінійної поверхні 33b муфти 30. Умовний номер 47 позначає радіус кривизни передньої криволінійної поверхні 33а муфти 30. Умовний номер 48 позначає кут конусності конічної поверхні 32а муфти 30. Умовний номер 49 позначає діаметр ущільнювальної поверхні 32 муфти 30. Умовний номер 50 позначає довжину конусу ущільнювальної поверхні 32 муфти 30. Різьбове з'єднання 10 в оптимальному варіанті забезпечує два описані нижче елементи (А) та (В), у ще кращому варіанті - наступний елемент (С), додатково до елементів (А) та (В). (A) Кут конусності 43 конічної поверхні 22а ніпеля 20 та кут конусності 48 конічної поверхні 32а муфти 30 є по суті однаковими. У даному разі те, що вони є по суті однаковими, означає, що 7 UA 110896 C2 5 10 15 20 25 30 35 40 45 50 55 60 кут конусності 43 та кут конусності 48 є однаковими, або кутова різниця між двома кутами конусності перебуває у межах ±0.5°. (B) Забезпечується механізм посилення контактного тиску 40, який збільшує контактний тиск між ущільнювальною поверхнею 22 ніпеля 20 та ущільнювальною поверхнею 32 муфти 30 при завершенні монтажу порівняно з моментом під час монтажу. У даному разі як приклад механізму посилення контактного тиску 40 наведено трапецеїдальна різьба або гакоподібне плече, як показано на ФІГУРАХ з 8 по 11. (C) Ущільнювальну поверхню 22 ніпеля 20 або ущільнювальну поверхню 32 муфти 30 утворюють у позиції, відокремленій від кінцевої поверхні ніпеля 20 та муфти 30 на фіксовану відстань або більше. Тобто, у двоступінчастій різьбі ущільнювальна поверхня 22 ніпеля 20 та ущільнювальна поверхня 32 муфти 30 є передбаченими у проміжних частинах між різьбовими частинами верхнього східця 21а та 31а різьбовими частинами нижнього східця 21b та 31b. Оскільки ущільнювальна поверхня 22 ніпеля 20 та ущільнювальна поверхня 32 муфти 30 є передбаченими у проміжних частинах, кути конусності ущільнювальних поверхонь 22 та 32 постійно підтримуються у процесі монтажу, і може досягатися рівномірний щільний контакт. ФІГ. 3А є схематичним зображенням, на якому показано стан до монтажу ніпеля 20 та муфти 30 одне з одним у різьбовому з'єднанні 10, показаному на ФІГ. 1, а ФІГ. 3В є схематичним зображенням, на якому показано стан по завершенню монтажу між ніпелем 20 та муфтою 30 у різьбовому з'єднанні 10 на ФІГ. 1. Як показано на ФІГУРАХ 3А та 3В, на ущільнювальних поверхнях 22 та 32 ніпеля 20 та муфти 30 утворюють, конічні поверхні 22а та 32а, які мають по суті однакові кути конусності 43 та 48, і конічні поверхні 22а та 32а контактують одна з одною таким чином, щоб бути приблизно паралельними, і з великою шириною на початку контакту між ущільнювальними поверхнями 22 та 32. Відповідно, елемент (А) може досягатися відносно легко. Однак, якщо ущільнювальна поверхня 22 є утвореною у кінцевій частині, що включає кінцеву поверхню ніпеля 20, діаметр ущільнювальної поверхні 22, передбаченої у кінцевій частині (яка вказується яквиступ), що включає кінцеву поверхню ніпеля 20, зменшується на величину натягу ущільнення у процесі монтажу. Відповідно, кут нахилу (кут конусності 43 конічної поверхні 22а ніпеля 20) збільшується. З іншого боку, діаметр муфти 30 рівномірно збільшується, і, таким чином, кут нахилу (кут конусності 48 конічної поверхні 32а муфти 30) є майже незмінним. Тобто, навіть якщо ущільнювальні поверхні 22 та 32 можуть контактувати одна з одною таким чином, щоб бути приблизно паралельними одна одній на початку контакту, вплив величини натягу ущільнення виникає поступово у процесі монтажу, і, таким чином, кути конусності 43 та 48 ущільнювальних поверхонь 22 та 32 ніпеля 20 та муфти 30 не збігаються один з одним. У цьому разі важко підтримувати ущільнювальні поверхні 22 та 32 у постійному контакті на великій ширині у процесі монтажу. Для того, щоб кути конусності 43 та 48 ущільнювальних поверхонь 22 та 32 постійно збігалися один з одним навіть коли виникає вплив величини натягу ущільнення, частина, яка має достатню жорсткість, утворюється на іншій кінцевій стороні ущільнювальної поверхні 22, яка є передбаченою у кінцевій частині ніпеля 20, діаметр ущільнювальної поверхні 22 рівномірно зменшується, і виникнення кута нахилу може стримуватися. Відповідно, утворення ущільнювальної поверхні 22 у позиції, відокремленій від кінцевої поверхні ніпеля 20 на фіксовану відстань або більше, є ефективним. Вище було описано випадок, у якому ущільнювальна поверхня 22 є передбаченою у кінцевій частині ніпеля 20. Однак подібним чином можливим є випадок, у якому ущільнювальну поверхню 32 передбачено у кінцевій частині муфти 30. Тобто, частина, яка має достатню жорсткість, може бути утворена на іншій кінцевій стороні ущільнювальної поверхні 32 муфти 30. Для утворення частини, яка має достатню жорсткість, як показано на ФІГ. 1, застосовують так звану проміжну ущільнювальну конструкцію, в якій різьбова частина верхнього східця 21а та різьбова частина нижнього східця 21b частини з зовнішньою різьбою 21 є утвореними з обох сторін ущільнювальної поверхні 22, і різьбова частина верхнього східця 31а та різьбова частина нижнього східця 31b частини з внутрішньою різьбою 31 є утвореними з обох сторін ущільнювальної поверхні 32. Якщо проміжна ущільнювальна конструкція є сконфігурованою, як описано вище, контакт між конічними поверхнями 22а та 32а, які є ущільнювальними поверхнями 22 та 32, рівномірно підтримується з великою шириною контакту навіть у процесі монтажу, і ризик задирання додатково знижується. ФІГ. 4А є схематичним зображенням, на якому показано стан до монтажу ущільнювальних поверхонь 22 та 32 ніпеля 20 та муфти 30, які конфігурують приклад різьбового з'єднання для сталевої труби згідно з втіленням даного винаходу, одна з одною. ФІГ. 4В є схематичним 8 UA 110896 C2 5 10 15 20 25 30 35 40 45 50 55 60 зображенням, на якому показано стан у процесі монтажу ущільнювальних поверхонь 22 та 32 ніпеля 20 та муфти 30, показаних на ФІГ. 4А. ФІГ. 4С є схематичним зображенням, на якому показано стан по завершенню монтажу ущільнювальних поверхонь 22 та 32 ніпеля 20 та муфти 30, показаних на ФІГ. 4А. Крім того, на ФІГУРАХ з 4А по 4С однакові умовні номеру позначають однакові частини, які належать до ніпеля 20 та муфти 30, які конфігурують різьбове з'єднання 10, і описи пропущено. Крім того, умовний номер А на ФІГ. 4В показує розподіл контактного тиску у процесі монтажу. Умовний номер В на ФІГ. 4С показує піковий контактний тиск, коли завершується монтаж. Як показано на ФІГУРАХ з 4А по 4С, довжина ущільнювальної поверхні 22 ніпеля 20 є меншою за довжину конічної поверхні 32а муфти 30. Відповідно, як показано умовним номером А на ФІГ. 4В, у процесі монтажу конічні поверхні 22а та 32b можуть рівномірно контактувати одна з одною з більшою шириною контакту, перебуваючи у контакті одна з одною, таким чином, щоб бути паралельними. Таким чином, забезпечується запобігання високому контактному тискові, і стримується коливання розподілу контактного тиску. З іншого боку, у момент, коли завершується монтаж, коротша конічна поверхня 22а і задня криволінійна поверхня 23а та передня криволінійна поверхня 23b, які плавно з'єднуються з обома кінцями, контактують з конічною поверхнею 32а муфти 30. Відповідно, контактний тиск між ущільнювальними поверхнями 22 та 32 збільшується безпосередньо перед завершенням монтажу. Крім того, коли завершується монтаж, як показано умовним номером В на ФІГ. 4С, створюється піковий контактний тиск, причому значення контактного тиску в частинах задньої криволінійної поверхні 23а та передньої криволінійної поверхні 23b, які контактують з конічною поверхнею 32а, є більшими за значення в інших частинах. Відповідно, у різьбовому ^єднанні 10 може забезпечуватися стійке зниження ризику задирання ущільнювальних поверхонь 22 та 32, і ущільнювальні характеристики можуть стійко підтримуватися після завершення монтажу. Далі описується інший приклад різьбового з'єднання для сталевої труби згідно з втіленням даного винаходу. ФІГ. 5А є схематичним зображенням, на якому показано стан до монтажу ущільнювальних поверхонь 22 та 32 ніпеля 20 та муфти 30, які конфігурують інший приклад різьбового з'єднання для сталевої труби згідно з втіленням даного винаходу, одна з одною. ФІГ. 5В є схематичним зображенням, на якому показано стан у процесі монтажу ущільнювальних поверхонь 22 та 32 ніпеля 20 та муфти 30, показаних на ФІГ. 5А. ФІГ. 5С є схематичним зображенням, на якому показано стан по завершенню монтажу ущільнювальних поверхонь 22 та 32 ніпеля 20 та муфти 30, показаних на ФІГ. 5А. Крім того, на ФІГУРАХ з 5А по 5С однакові умовні номери f позначають однакові частини, які належать до ніпеля 20 та муфти 30, які конфігурують різьбове з'єднання 10, і описи пропущено. Крім того, умовний номер А на ФІГ. 5В показує розподіл контактного тиску у процесі монтажу. Умовний номер В на ФІГ. 5С показує піковий контактний тиск, коли завершується монтаж. На відміну від показаного на ФІГУРАХ з 4А по 4С, на ФІГУРАХ з 5А по 5С передня криволінійна поверхня 33а та задня криволінійна поверхня 33b муфти 30 є утвореними з обох сторін конічної поверхні 32а, і довжина 45 конічної поверхні 22а ніпеля 20 є більшою за довжину 50 ущільнювальної поверхні 32 муфти 30. Також у цьому разі стійко знижується ризик задирання ущільнювальних поверхонь 22 та 32, і зберігаються ущільнювальні характеристики після завершення монтажу. ФІГ. 6А є схематичним зображенням, на якому показано стан до монтажу ущільнювальних поверхонь 22 та 32 ніпеля 20 та муфти 30, які конфігурують ще один приклад різьбового з'єднання згідно з втіленням даного винаходу одна з одною. ФІГ. 6В є схематичним зображенням, на якому показано стан у процесі монтажу ущільнювальних поверхонь 22 та 32 ніпеля 20 та муфти 30, показаних на ФІГ. 6А. ФІГ. 6С є схематичним зображенням, на якому показано стан по завершенню монтажу ущільнювальних поверхонь 22 та 32 ніпеля 20 та муфти 30, показаних на ФІГ. 6А. Крім того, на ФІГУРАХ з 6А по 6С однакові умовні номери позначають однакові частини, які належать до ніпеля 20 та муфти 30, які конфігурують різьбове з'єднання 10, і описи пропущено. Крім того, умовний номер А на ФІГ. 6В показує розподіл контактного тиску у процесі монтажу. Умовний номер В на ФІГ. 6С показує піковий контактний тиск, коли завершується монтаж. На ФІГУРАХ з 6А по 6С показано аспект, у якому ущільнювальні поверхні 22 та 32 ніпеля 20 та муфти 30 включають конічні поверхні 22а та 32а, які мають по суті однакові кути конусності 43 та 48. Крім того, в цьому аспекті, передня криволінійна поверхня 23b передбачається на стороні, яка знаходиться на кінцевій стороні ніпеля 20 на конічній поверхні 22а ніпеля 20, і передня криволінійна поверхня 33а передбачається на кінцевій стороні муфти 30 на конічній 9 UA 110896 C2 5 10 15 20 25 30 35 40 45 50 55 60 поверхні 32а муфти 30. У цьому разі навіть якщо значення довжини 45 та 50 конічних поверхонь 22а та 32а ніпеля 20 та муфти 30 є однаковими, рівномірний контакт підтримується з великою шириною контакту на початку контакту між ущільнювальними поверхнями 22 та 32 або у процесі монтажу, і ризик задирання знижується. ФІГ. 7А є схематичним зображенням, на якому показано стан до монтажу ущільнювальних поверхонь 22 та 32 ніпеля 20 та муфти ЗО, які конфігурують ще один приклад різьбового з'єднання згідно з втіленням даного винаходу одна з одною. ФІГ. 7В є схематичним зображенням, на якому показано стан у процесі монтажу ущільнювальних поверхонь 22 та 32 ніпеля 20 та муфти 30, показаних на ФІГ. 7А. ФІГ. 7С є схематичним зображенням, на якому показано стан по завершенню монтажу ущільнювальних поверхонь 22 та 32 ніпеля 20 та муфти 30, показаних на ФІГ. 7А. Крім того, на ФІГУРАХ з 7А по 7С однакові умовні номери позначають однакові частини, які належать до ніпеля 20 та муфти 30, які конфігурують різьбове з'єднання 10, і описи пропущено. Крім того, умовний номер А на ФІГ. 7В позначає розподіл контактного тиску у процесі монтажу. Умовний номер В на ФІГ. 7С показує піковий контактний тиск, коли завершується монтаж. На ФІГУРАХ з 7А по 7С показано аспект, у якому ущільнювальні поверхні 22 та 32 ніпеля 20 та муфти 30 включають конічні поверхні 22а та 32а, які мають по суті однакові кути конусності 43 та 48. Крім того, в цьому аспекті задня криволінійна поверхня 23а передбачається на стороні, протилежній кінцевій стороні ніпеля 20 на конічній поверхні 22а ніпеля 20, і задня криволінійна поверхня 33b передбачається на стороні, протилежній кінцевій стороні муфти 30 на конічній поверхні 32а муфти 30. У цьому разі навіть якщо значення довжини 45 та 50 конічних поверхонь 22а та 32а ущільнювальних поверхонь 22 та 32 ніпеля 20 та муфти 30 є однаковими, рівномірний контакт підтримується з великою шириною контакту на початку контакту між ущільнювальними поверхнями 22 та 32 або у процесі монтажу, і ризик задирання знижується. Згідно з аспектом, показаним на ФІГУРАХ з 7А по 7С, на початку монтажу, тобто, на початку контакту, між ущільнювальними поверхнями 22 та 32 і у процесі наступного монтажу, конічні поверхні 22а та 32а, які мають кути конусності на ущільнювальних поверхнях 22 та 32 ніпеля 20 та муфти 30, контактують одна з одною, таким чином, щоб бути паралельними, контакт між криволінійними поверхнями 23 та 33 у процесі монтажу не створюється, і, таким чином, піковий контактний тиск може бути зменшений. Далі описується механізм посилення контактного тиску 40, який має різьбове з'єднання 10. Механізм посилення контактного тиску 40 є механізмом, який збільшує силу ущільнювального контакту безпосередньо перед завершенням монтажу і посилює контактний тиск, і у зв'язку з механізмом, який збільшує силу ущільнювального контакту, розглядаються певні механізми. В одному механізмі різьбові форми частини з зовнішньою різьбою 21 та частини з внутрішньою різьбою 31 можуть бути виконані у формі трапецеїдальної різьби. ФІГ. 8 є схематичним зображенням, на якому показано приклад конфігурації типового трапецеїдальної різьби 40-1. Крім того, на ФІГ. 8 умовні позначення а та а' позначають навантажувальні краї різьби. Умовні позначення b та b' позначають стикувальні краї різьби. Умовні позначення с та с' показують товщину, яку займає різьба. У механізмі посилення контактного тиску 40 трапецеїдальні різьби 40-1, суміжні з ущільнювальними поверхнями 22 та 32, фіксують один з одним шляхом ущільнення навантажувального та стикувального країв різьби безпосередньо перед завершенням монтажу і сила контакту між ущільнювальними поверхнями 22 та 32 збільшується. Відповідно, наприклад, як показано умовним номером В на ФІГ. 4С, коли завершується монтаж, у частині, в якій криволінійні поверхні 23а та 23b контактують з конічною поверхнею 32а, може виникати піковий контактний тиск, який є більшим за контактний тиск інших частин. Принаймні одна трапецеїдальна різьба 40-1 може бути передбачена у місцях, які межують з ущільнювальними поверхнями 22 та 32 різьбової частини верхнього східця 21а та 31а і різьбової частини нижнього східця 21b та 31b. Трапецеїдальна різьба 40-1 в оптимальному варіанті утворюється з принаймні 1,5 кроку, які межують з ущільнювальними поверхнями 22 та 32. Однак у ще кращому варіанті і частина з зовнішньою різьбою 21 (21а та 21b), і частина з внутрішньою різьбою 31 (31а та 31b) є трапецеїдальною різьбою 40-1. Крім того, у трапецеїдальній різьбі 40-1, показаній на ФІГ. 8, поверхня вершини різьби та поверхня канавки різьби є паралельними осі L з'єднання. У цьому разі висота навантажувальних країв а та а' різьби є меншою за висоту стикувальних країв b та b', і чим більше кут конусності і чим ширше зазор між поверхнями вершини різьби, тим менше висота навантажувальних країв а та а'. З іншого боку, у випадку, в якому поверхня вершини різьби та поверхня канавки різьби є паралельними лінії звуження різьби, навантажувальні краї а та а' можуть бути встановлені на 10 UA 110896 C2 5 10 15 20 25 30 35 збільшення до повної межі діапазону товщини (ширини у радіальному напрямку між ділильними лініями; яка включає поверхню вершини різьби та поверхню канавки різьби) застосовуваної різьби. Порівняно з трапецеїдальною різьбою 40-1, сила (сила, яка збільшує силу ущільнювального контакту безпосередньо перед монтажем), яка скріплює ніпель 20 та муфту 30 у радіальному напрямку при зачепленні різьби , може додатково поліпшуватися. Відповідно, якщо застосовують трапецеїдальну різьбу 40-1, ефект механізму посилення контактного тиску 40 додатково збільшується. Крім того, більшу перевагу віддають варіантові, в якому частина з зовнішньою різьбою 21 (21а та 21b) і частина з внутрішньою різьбою 31 (31а та 31b) є конічною різьбою та трапецеїдальною різьбою. Наприклад, іншим механізмом, який конфігурує механізм посилення контактного тиску 40, є гакоподібне плече, передбачене суміжно з передньою стороною або задньою стороною кожної з ущільнювальних поверхонь 22 та 32 ніпеля 20 та муфти 30 або з обома їх сторонами. ФІГУРИ з 9 по 11 є схематичними зображеннями, на яких показано приклад гакоподібного плеча. ФІГУРИ 9 та 10 є схематичними зображеннями, на яких показано випадок, у якому одне гакоподібне плече передбачене суміжно з передньою стороною або задньою стороною кожної з ущільнювальних поверхонь 22 та 32 ніпеля 20 та муфти 30. З іншого боку, ФІГ. 11 є схематичним зображенням, на якому показано випадок, у якому два гакоподібні плеча передбачені суміжно з передньою стороною та задньою стороною ущільнювальних поверхонь 22 та 32 ніпеля 20 та муфти 30. Крім того, на ФІГУРАХ з 9 по 11 умовний номер 20 позначає ніпель. Умовний номер 30 позначає муфту. Умовний номер 22 позначає ущільнювальну поверхню ніпеля 20. Умовний номер 24 позначає поверхню плеча ніпеля 20. Умовний номер 21а позначає зовнішню різьбу ніпеля 20. Умовний номер 32 позначає ущільнювальну поверхню муфти 30. Умовний номер 34 позначає поверхню плеча муфти 30. Умовний номер 31а позначає внутрішню різьбу муфти 30. Умовний номер Τ позначає конічні поверхні 22а та 32а на ущільнювальних поверхнях 22 та 32. Умовний номер R позначає криволінійну поверхню на ущільнювальних поверхнях 22 та 32. Якщо поверхні 24 та 34 гакоподібного плеча передбачено суміжно з передньою стороною або задньою стороною кожної з ущільнювальних поверхонь 22 та 32 або обома їх сторонами, радіальний компонент протидіючої сили, що створюється через стикування плечей, діє у напрямку, в якому ущільнювальні поверхні 22 та 32 приводяться у подальший щільний контакт, і сила ущільнювального контакту може бути збільшена. ПРИКЛАД У представленому прикладі для демонстрації ефекту даного винаходу шляхом здійснення аналізу методом кінцевих елементів та експлуатаційного випробування монтажу для різьбових з'єднань для сталевої труби, які мають чотири типи форм ущільнення, показаних у Таблицях 1А та 1В, у проміжній частині двоступінчастої різьби, яка має верхній східець та нижній східець у різьбовому з'єднанні, оцінювали стійкість до задирання та ущільнювальні характеристики ущільнювальної поверхні. У даному разі у Таблицях 1А та 1В показано форми ущільнення ніпеля. У Таблиці 2 показано 2 форми ущільнення муфти. 40 Таблиця1А Зовнішній Внутрішній Діаметр діаметр діаметр ущільню№ основного основного вальної корпусу корпусу частини труби (мм) труби (мм) (мм) Довжину конусу Кут Радіус ущільнюконусності кривизни вальної (град.) (мм) частини (мм) Радіус кривизни (мм) 1 139,7 111,15 127,5 0 0 40 0 2 139,7 118,62 126,8 2,2 4,8 30 30 3 139,7 111,15 127,5 6 4,8 40 0 4 139,7 118,62 128,5 2 4,8 10 20 11 Примітка Порівняльний приклад Порівняльний приклад Даний винахід Даний винахід UA 110896 C2 Таблиця1B Зовнішній Внутрішній Діаметр діаметр діаметр ущільню№ основного основного вальної корпусу корпусу частини труби (мм) труби (мм) (мм) Довжину конусу Кут Радіус ущільнюконусності кривизни вальної (град.) (мм) частини (мм) Радіус кривизни (мм) 1 127,1 3,9 2,9 7 30 139,7 118,62 126,2 2,2 4,8 20 30 3 139,7 111,15 127,1 8,2 4,8 7 0 4 10 111,15 2 5 139,7 139,7 118,62 128 2 4,8 20 2 Примітка Порівняльний приклад Порівняльний приклад Даний винахід Даний винахід Спочатку описується процедура аналізу методом кінцевих елементів. Запропоноване різьбове з'єднання є високоякісним з'єднанням суцільного типу, що має трапецеїдальну різьбу. Технічні характеристики різьбового з'єднання показано у Таблицях 1А та 1В. У представленому прикладі увага приділялася показникам контактного тиску ущільнювальних поверхонь на початку монтажу та при завершенні монтажу через здійснення аналізу з моделюванням монтажу різьбового з'єднання. Для матеріалів №№ 1 та 3 застосовували сталь 13Cr (номінальна межа текучості YS=794 МПа). Для матеріалів №№ 2 та 4 застосовували вуглецеву сталь Q125 (номінальна межа текучості YS=862 МПа (125 ksi)) за стандартом АРІ. Результати аналізу методом кінцевих елементів показано у Таблиці 2. Таблиця 2 № На початку монтажу Ширина Піковий контакту на контактний ущільненні (мм) тиск/YS По завершенню монтажу Ширина контакту Піковий на ущільненні контактний (мм) тиск/YS 1 25 30 1,6 1,3 1,4 1 2,9 1,3 3 4 20 1,3 2 15 1,1 2,7 2,4 0,3 0,6 1,6 2,5 1,9 1,8 Примітка Порівняльний приклад Порівняльний приклад Даний винахід Даний винахід Як стане зрозумілим з Таблиці 2, на початку монтажу значення ширини контакту для №№ 3 та 4 на ущільненнях збільшувалися порівняно зі значеннями для №№ 1 та 2, і передбачений стан початку контакту може бути відтворений. Крім того, пікові значення контактного тиску ущільнювальних поверхонь є значно зниженими, складаючи приблизно від 0,3 YS до 0,6 YS. За результатами у різьбовому з'єднанні, якого стосується даний винахід, було виявлено, що ущільнювальні поверхні мають високу стійкість до задирання. У Таблиці 2 також показано значення контактного тиску при завершенні монтажу. З Таблиці 2 видно, що для №№ 3 та 4 значення пікового контактного тиску при завершенні монтажу дорівнюють приблизно подвійному значенню YS і є значно збільшеними порівняно з №№ 1 та 2. За результатами у різьбовому з'єднанні, якого стосується даний винахід, було виявлено, що ущільнювальна поверхня має достатні ущільнювальні характеристики при завершенні монтажу. Далі описується експлуатаційне випробування монтажу. У цьому випробуванні оцінювали стійкість до задирання ущільнювальної поверхні різьбового з'єднання з застосуванням випробування з повторюваним монтажем / розкріпленням. Стосовно стійкості до задирання у випробуванні за стандартом АРІ при здійсненні випробування з монтажем/розкріпленням на обсадній трубі тричі або більше разів, випробування вважалося пройденим, якщо задирання не виникало. 12 UA 110896 C2 5 Як показано у Таблиці 3, стійкість до задирання оцінювали згідно з різьбовими з'єднаннями, які мали форми ущільнення №№ 1', 3' та 4. Крім того, навіть якщо форми ущільнення №№ 1' та 3' є такими самими, як форми ущільнення №№ 1 та 3, оскільки розміри різьбових з'єднань №№ 1' та 3' відрізняються від розмірів №№ 1 та 3, було присвоєно інші номери, такі, як 1' та 3'. Деталі форм ущільнення є такими, як показано у Таблиці 1. У випробуваному зразку здійснювали піскоструменеву обробку поверхні ніпеля та муфти і як мастило застосовували композицію згідно зі стандартом АРІ. Результати випробування з повторюваним монтажем/розкріпленням зведено й показано у Таблиці 3. 10 Таблиця 3 Розмір 7-5/8"39# 7-5/8"39# 5-1/2"23# 15 20 25 30 35 40 45 50 Форма ущільнення №1' №3' №4 Кількість вдалих випробувань з монтажем / розкріпленням 1 10 4 Як показано у Таблиці 3, задирання відбувалося при другому випробуванні з монтажем/розкріпленням для різьбового з'єднання № 1. Однак для різьбових з'єднань №№ 3' та 4 задирання ущільнювальної поверхні не відбувалося навіть при здійснені випробування з монтажем/розкріпленням тричі або більше разів, і, таким чином, було продемонстровано, що різьбове з'єднання, до якого було застосовано даний винахід, має поліпшену стійкість до задирання. ОПИС УМОВНИХ НОМЕРІВ ТА ПОЗНАЧЕНЬ 10: різьбове з'єднання для сталевої труби 20: ніпель 21: частина з зовнішньою різьбою— 21а: різьбова частина верхнього східця 21b: різьбова частина нижнього східця 22: ущільнювальна поверхня 22а: конічна поверхня 23: криволінійна поверхня 23а: задня криволінійна поверхня 23b: передня криволінійна поверхня 30: муфта 31: частина з внутрішньою різьбою 31а: різьбова частина верхнього східця 31b: різьбова частина нижнього східця 32: ущільнювальна поверхня 32а: конічна поверхня 33: криволінійна поверхня 33а: передня криволінійна поверхня 33b: задня криволінійна поверхня 40: механізм посилення контактного тиску ФОРМУЛА ВИНАХОДУ 1. Різьбове з'єднання для сталевої труби, яке включає: ніпель, який включає частину з зовнішньою різьбою, утворену двоступінчастою різьбою, і ущільнювальну поверхню, яка включає конічну поверхню та криволінійну поверхню, яка межує з конічною поверхнею, причому ущільнювальна поверхня ніпеля є утвореною на проміжній частині двоступінчастої різьби; та муфту, яка включає частину з внутрішньою різьбою, утворену двоступінчастою різьбою, і ущільнювальну поверхню, яка включає конічну поверхню та криволінійну поверхню, яка межує з конічною поверхнею, причому ущільнювальна поверхня муфти є утвореною на проміжній частині двоступінчастої різьби, причому кут конусності конічної поверхні ніпеля є по суті таким самим, як кут конусності конічної поверхні муфти, 13 UA 110896 C2 5 10 15 20 25 30 35 40 причому частину з зовнішньою різьбою та частину з внутрішньою різьбою монтують шляхом згвинчування, ніпель та муфта зачіплюються одне з одним у радіальному напрямку під час контакту ущільнювальної поверхні ніпеля та ущільнювальної поверхні муфти одна з одною у процесі монтажу, і принаймні частина ущільнювальної поверхні ніпеля приводиться у щільний контакт з принаймні частиною ущільнювальної поверхні муфти по всій окружності, і також передбачено механізм посилення контактного тиску, який збільшує контактний тиск між ущільнювальною поверхнею ніпеля та ущільнювальною поверхнею муфти при завершенні монтажу порівняно з моментом під час монтажу. 2. Різьбове з'єднання для сталевої труби за п. 1, яке відрізняється тим, що криволінійна поверхня ніпеля утворюється на кінцевій стороні ніпеля, і криволінійна поверхня муфти утворюється на кінцевій стороні муфти. 3. Різьбове з'єднання для сталевої труби за п. 1, яке відрізняється тим, що криволінійна поверхня ніпеля утворюється на стороні, протилежній кінцевій стороні ніпеля, і криволінійна поверхня муфти утворюється на стороні, протилежній кінцевій стороні муфти. 4. Різьбове з'єднання для сталевої труби за п. 1, яке відрізняється тим, що криволінійна поверхня ніпеля утворюється таким чином, щоб межувати з обома сторонами конічної поверхні ніпеля, і довжина конічної поверхні муфти є більшою за довжину ущільнювальної поверхні ніпеля. 5. Різьбове з'єднання для сталевої труби за п. 1, яке відрізняється тим, що криволінійна поверхня муфти утворюється таким чином, щоб межувати з обома сторонами конічної поверхні муфти, і довжина конічної поверхні ніпеля є більшою за довжину ущільнювальної поверхні муфти. 6. Різьбове з'єднання для сталевої труби за будь-яким з пп. 1-5, яке відрізняється тим, що піковий контактний тиск створюється у контактній частині між криволінійною поверхнею та конічною поверхнею на контактній поверхні між ущільнювальною поверхнею ніпеля та ущільнювальною поверхнею муфти при завершенні монтажу. 7. Різьбове з'єднання для сталевої труби за будь-яким з пп. 1-6, яке відрізняється тим, що механізм посилення контактного тиску збільшує контактний тиск між ущільнювальною поверхнею ніпеля та ущільнювальною поверхнею муфти через монтаж між трапецеїдальною різьбою, яка утворюється у місці, яке межує з ущільнювальною поверхнею частини з зовнішньою різьбою, та трапецеїдальною різьбою, яка утворюється у місці, яке межує з ущільнювальною поверхнею частини з внутрішньою різьбою. 8. Різьбове з'єднання для сталевої труби за будь-яким з пп. 1-6, яке відрізняється тим, що механізм посилення контактного тиску посилює контактний тиск між ущільнювальною поверхнею ніпеля та ущільнювальною поверхнею муфти через гакоподібне плече, яке межує з передньою стороною або задньою стороною ущільнювальної поверхні ніпеля та ущільнювальної поверхні муфти. 9. Різьбове з'єднання для сталевої труби за будь-яким з пп. 1-8, яке відрізняється тим, що частина з зовнішньою різьбою та частина з внутрішньою різьбою включають трапецеїдальну різьбу. 10. Різьбове з'єднання для сталевої труби за будь-яким з пп. 1-9, яке відрізняється тим, що кут конусності конічної поверхні ніпеля та кут конусності конічної поверхні муфти складають від 2° до 10°. 14 UA 110896 C2 15 UA 110896 C2 16 UA 110896 C2 17 UA 110896 C2 18 UA 110896 C2 19 UA 110896 C2 20 UA 110896 C2 21 UA 110896 C2 22 UA 110896 C2 Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 23
ДивитисяДодаткова інформація
Назва патенту англійськоюThreaded joint for steel pipe
Автори англійськоюOku Yousuke, Yamamoto Tatsuya, Sugino Masaaki, Elder Russell
Автори російськоюОку Юсуке, Ямамото Тацуя, Сугино Масааки, Элдэр Рассэлл
МПК / Мітки
МПК: F16L 15/04, E21B 17/042
Мітки: трубі, з'єднання, сталевої, різьбове
Код посилання
<a href="https://ua.patents.su/25-110896-rizbove-zehdnannya-dlya-stalevo-trubi.html" target="_blank" rel="follow" title="База патентів України">Різьбове з’єднання для сталевої труби</a>
Низьколегована сталь, безшовні сталеві труби нафтопромислового сортаменту і спосіб виготовлення безшовної сталевої труби
Номер патенту: 90947
Опубліковано: 10.06.2010
Автори: Омура Томохіко, Томомацу Куніакі, Абе Тосіхару, Араі Юдзі
МПК: C22C 38/22, C22C 38/28
Мітки: сталь, нафтопромислового, безшовні, спосіб, безшовної, виготовлення, низьколегована, сталеві, сортаменту, трубі, сталевої
Формула / Реферат:
1. Низьколегована сталь, яка містить, в мас. %: С: 0,10-0,20, Si: 0,05-1,0, Mn: 0,05-1,5, Cr: 1,0-2,0, Mo: 0,05-2,0, Al: 0,10 або менше і Ті: 0,002-0,05, і з одержаним за наступною формулою (1) значенням Секв в 0,65 або більше, а решту складають Fe і домішки, причому серед цих домішок Р становить 0,025 або менше, S - 0,010 або менше, N - 0,007 або менше і В - менше 0,0003, і число на одиницю площі виділень типу М23С6, де М - елемент-метал,...
Сталь для виготовлення безшовної сталевої труби для нафтових і/або газових свердловин (варіанти) і спосіб виробництва безшовної труби з цієї сталі
Номер патенту: 82007
Опубліковано: 25.02.2008
Автори: Омура Томохіко, Араі Юдзі, Накамура Кейіті
МПК: C22C 38/32, C22C 38/22, C22C 38/00, C21D 8/10, C21D 9/08, C22C 38/28
Мітки: виробництва, газових, нафтових, виготовлення, сталь, сталі, варіанти, сталевої, свердловин, спосіб, цієї, трубі, безшовної
Формула / Реферат:
1. Сталь для виготовлення безшовної сталевої труби для нафтових і/або газових свердловин, яка містить, у мас. %: 0,1-0,20 С, 0,05-1,0 Si, 0,05-1,0 Mn, 0,05-1,5 Cr, 0,05-1,0 Mo, ≤ 0,10 Al, 0,002-0,05 Ti, 0,0003-0,005 B, решта Fe та домішки, в яких ≤ 0,025 P, ≤ 0,01 S, ≤ 0,007 N і з величиною А ≥ 0,43, визначеною за наступним рівнянням (1) A= С+(Mn/6)+(Cr/5)+(Mo/3) (1), де у рівнянні (1)...
Спосіб виготовлення сталевої труби великого діаметра
Номер патенту: 103024
Опубліковано: 10.09.2013
Автори: Бейссул Йохем, Рейхел Тило
МПК: B21C 37/08, B21C 37/30, B21D 3/10, B21D 5/10
Мітки: спосіб, великого, діаметра, виготовлення, сталевої, трубі
Формула / Реферат:
1. Спосіб виготовлення сталевої труби, при якому листу або рулону надають форму в процесі гнуття, одержуючи тіло труби (1.2) з круглим поперечним перерізом, зварюють його в подальшому процесі зварювання (b) в подовжньому напрямі, сполучаючи звернені один до одного подовжні кромки і одержуючи таким чином суцільний зварний шов, і потім піддають обробці для зняття напруг, який відрізняється тим, що обробку для зняття напруг здійснюють в процесі...
Спосіб виготовлення безшовної сталевої труби
Номер патенту: 90116
Опубліковано: 12.04.2010
Автори: Візер Руперт, Коппенштайнер Роберт, Прассер Крістоф, Лефебвр Пьєр, Кюммерлінг Ролф, Віденмаєр Стефан
МПК: B21J 7/00, B21J 5/06, B21J 13/00, B21J 5/00, B21B 23/00
Мітки: безшовної, спосіб, сталевої, трубі, виготовлення
Формула / Реферат:
1. Спосіб виготовлення безшовної сталевої труби, згідно з яким трубу виготовляють гарячим способом, при якому з нагрітої до температури деформації болванки на першому етапі деформації шляхом прошивки одержують товстостінну порожнисту заготовку, яку потім на другому етапі деформації витягують при зміні діаметра та товщини стінки і одержують готову трубу, який відрізняється тим, що другий етап деформації характеризується процесом радіального...
Спосіб виготовлення холоднотягнутої прецизійної сталевої труби
Номер патенту: 88573
Опубліковано: 26.10.2009
Автори: Герціг Свен, Зее Лотар, Зікмеєр Йозеф, Муссманн Вольфганг
МПК: C22C 38/08, C21D 1/18, C22C 38/12, C21D 6/00, C22C 38/04, C22C 38/22, C21D 9/08
Мітки: сталевої, прецизійної, спосіб, трубі, холоднотягнутої, виготовлення
Формула / Реферат:
1. Спосіб виготовлення холоднотягнутої прецизійної сталевої труби, що працює під тиском, сталь якої містить наступний хімічний склад компонентів, мас. %:С 0,05-0,25Si 0,15-1,00Mn 1,00-3,50Al 0,02-0,06V до 0,20N до 0,15S до 0,03,з доданням до нього за вибором одного або декількох легуючих елементів Cr, Mo, Ni, W, Ті або Nb, а також...
Попередній патент: Ерозійностійке багатошарове покриття для лопаток турбомашин і спосіб його отримання
Наступний патент: Електронний пристрій для одержання пари
Випадковий патент: Горілка особлива "перлова легка"