Гарячокатаний швелер
Номер патенту: 10027
Опубліковано: 30.09.1996
Автори: Чигиринський Валерій Вікторович, Махнін Владилен Семенович, Деревянко Василь Іванович, Володарець Василь Миколаєвич, Шевцов Віталій Тимофійович, Підберезний Микола Петрович, Чигиринський Віктор Михайлович, Гребенюк Євген Павлович, Шевченко Тарас Григорович, Денисов Віталій Васильович, Альохін Вячеслав Григорович, Борисов Юрій Миколаєвич, Бродський Сергій Сергійович
Формула / Реферат
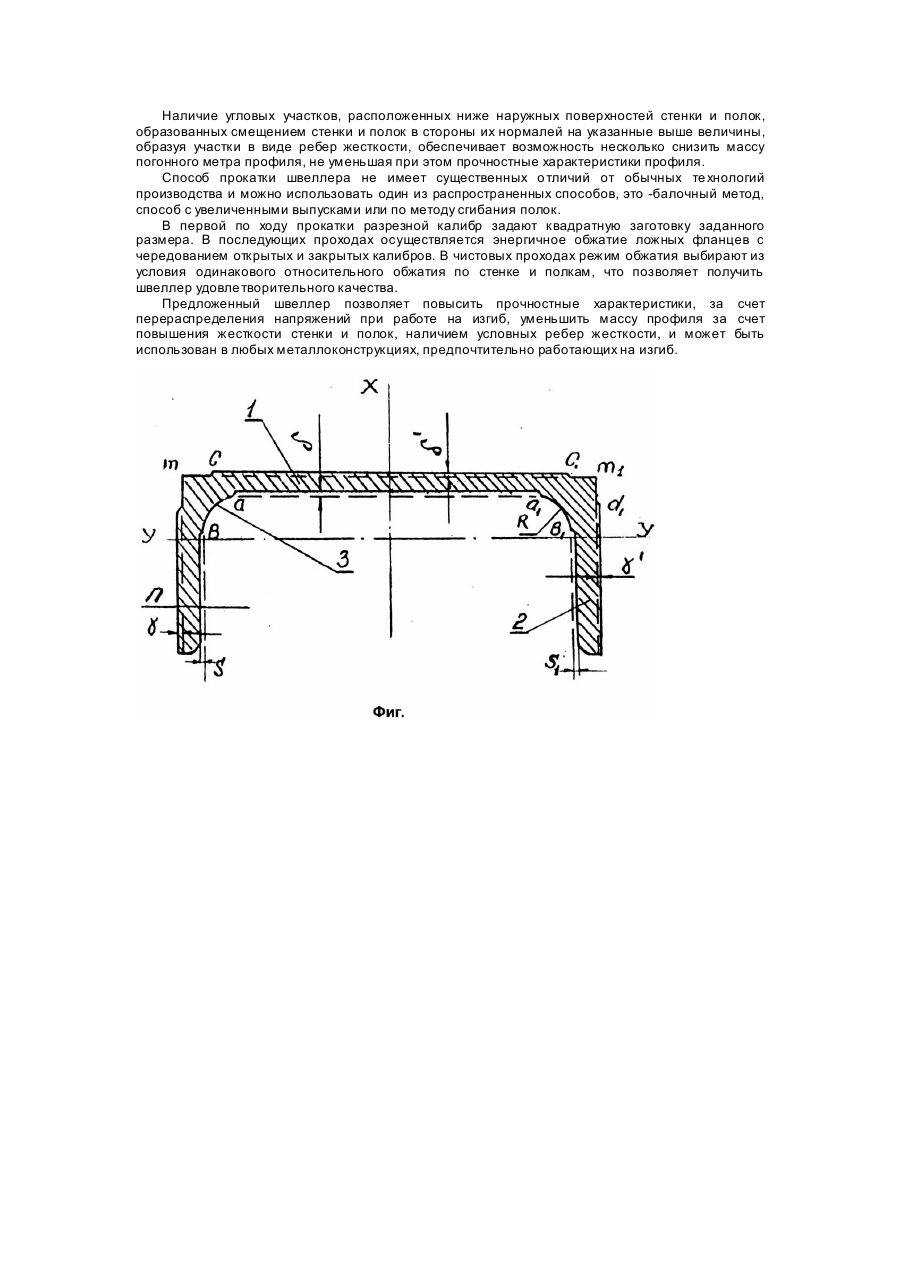
Горячекатанный швеллер, состоящий из стенки и сопрягающихся с ней полок, внутренние поверхности которых сопряжены скругленными участками, а наружные поверхности участками с прямыми углами, отличающийся тем, что внутренние поверхности стенки и полок в местах их сопряжения со скругленными участками смещены в стороны внешней нормали профиля и величины смещения составляют 0,03-0,8 величины расстояния между линией, проходящей через точки сопряжения внутренней поверхности стенки со скругленными участками и линией, проходящей между точками сопряжения наружных поверхностей стенки и полок, а наружные поверхности стенки и полок смещены в стороны внешней нормали профиля и выступают над поверхностями участков сопряжения с прямыми углами на величину, равную 0,4-1,15 величины смещения внутренней поверхности стенки, при этом точки сопряжения выступающих поверхностей стенки и полок отстоят от точек сопряжения участков с прямыми углами на величину, равную 0,3-2,0 толщины полки.
Текст
Изобретение относится к прокатному производству и может быть использовано в строительной технике, в частности, в устройствах стальных балок швеллерного типа, предназначенных для изготовления деталей металлических конструкций, работающих преимущественно на поперечный изгиб. Известен фланцевый прокатный профиль, содержащий стенку и две примыкающие к ней с одной стороны основные полки с внутренним уклоном, наружные плоскости которых взаимно параллельны. Внутренние плоскости сопряжены со стенкой профиля скругленными участками. К стенке с противоположной от основных полок стороны примыкают укороченные полки, имеющие ширину, равную 1 - 3 толщины стенки и сопряжены со стенкой по дуге, начиная от торца полки. Известен горячекатанный фланцевый профиль, который по элементам формы профиляшвеллера, является наиболее близким к предлагаемому профилю и может быть выбран за прототип. Горячекатанный профиль, в частности, швеллер имеет стенку и сопрягающиеся с ней через скругленные участки полки, наружные поверхности полок сопряжены с наружной поверхностью стенки прямыми углами. Стенка швеллера выполнена переменной толщины, внутренняя грань которой выполнена с уклоном до 15% в направлении к полкам. Уклоны могут начинаться как от середины стенки, так и от други х промежуточных точек. В основу изобретения поставлена задача усовершенствования горячекатанного швеллера, путем изменения наружной поверхности профиля, получения угловых участков профиля, обеспечивающих перераспределение продольных напряжений по ширине полок и высоте швеллера и тем самым снижения максимального напряжения в зоне угловых участков при приложении изгибающих усилий на профиль, что обеспечит увеличение прочностных свойств при работе профиля на изгиб и снизит массу погонного метра профиля. Поставленная задача не может быть решена известным выше аналогом, так как наличие дополнительных укороченных полок, расположенных противоположно основным, влечет за собой уширение профиля и увеличение массы. И, хотя прочностные свойства такого профиля несколько выше, чем по ГОСТу 8240 - 72 или 8239 - 72. однако наличие дополнительных укороченных полок изменяет в целом конфигурацию профиля-швеллера и затруднительно их использовать в металлоконструкциях, учитывая отсутствие взаимозаменяемости этих профилей со стандартными профилями. При стыковке, в случае необходимости, двух подобных швеллеров, между стенками профилей образуются значительные пустоты, которые уменьшают прочностные свойства сдвоенных швеллеров при поперечном изгибе. Поставленная задача не может быть решена горячекатанным фланцевым профилем предложенным прототипом. Выполнение стенки швеллера переменной толщины, а именно, внутренняя грань которой выполнена с уклоном до 15% в направлении к полкам не обеспечивает возможность снижения массы профиля, т.к. жесткость профиля в плоскости изгиба во многом зависит от распределения продольных напряжений. Наивысшее значение нагрузки на профиль при работе на изгиб приходится на угловые участки таких профилей. В данном случае угловые участки фактически остались без изменения, относительно швеллеров по ГОСТ 8240 - 72 и будут испытывать максимальную нагрузку, что в итоге увеличивает напряжения на стенку швеллера и ее толщина не должна быть меньше толщины стенки швеллера по ГОСТу. Поставленная задача решается тем, что в горячекатанном швеллере, содержащем стенку и сопрягающиеся с ней полки, внутренние поверхности которых сопряжены скругленными участками, а наружные поверхности участками с прямыми углами, согласно изобретению, внутренние поверхности стенки и полок в местах и х сопряжения смещены в стороны внешней нормали профиля и величина их смещения составляет 0,03 - 0,8 величины расстояния между линией, проходящей через точки сопряжения внутренней поверхности стенки со скругленными участками и линией, проходящей между точками сопряжения наружных поверхностей стенки и полок, а наружные поверхности стенки и полок смещены в сторону внешней нормали профиля и выступают над поверхностями участков сопряжения с прямыми углами на величину, равную 0,4 1,15 величины смещения внутренней поверхности стенки, при этом точки сопряжения выступающих поверхностей стенки и полок отстоят от точек сопряжения участков с прямыми углами на величину, равную 0,3 - 2,0 толщины полки. Устройство поясняется фигурой, на которой показан швеллер в поперечном разрезе. Горячекатанный швеллер содержит стенку 1 и полки 2. Внутренние поверхности стенки и полок сопряжены скругленными участками 3. Внутренние поверхности стенки 1 и полок 2 в местах сопряжения (точки со скругленными участками 3 смещены в сторону внешней нормали к ним на величину, соответственно и и равную 0,03 - 0,8 расстояния между линией, проходящей через точки сопряжения внутренней поверхности стенки 1 со скругленными участками 3 и линией, проходящей через точки сопряжения участков наружной поверхности стенки и полок, при этом участки сопрягаемых поверхностей стенки с полками образуют между собой прямой угол, Наружные поверхности стенки и полок смещены в сторону внешней нормали профиля и выступают над линией и линиями, проведенными перпендикулярно к прямой, образованной точками через эти точки на величину равную 0,4 - 1,15 величины смещения внутренней поверхности стенки. Точки сопряжения выступающей поверхности стенки и точки сопряжения выступающих поверхностей полок отстоят от точек на величину, равную 0,3 - 2,0 толщины полки. Внутренние поверхности стенки 1 и полок 2 смещены на расстояния между линией, проходящей через точки сопряжения внутренней поверхности стенки со скругленнями и линией, проходящей между точками сопряжения наружных поверхностей стенки и полок. Такая минимальная величина смещения объясняется тем, что в процессе формоизменения при прокатке, внутренний выступ нижнего валка, вдавливаясь в металл, в начальный момент, способствует течению металла в уширение и к верхнему валку, где формируется, согласно определения выемка верхнего валка. Как показал опыт, заполнение различных вариантов выемок верхнего валка надежно обеспечивается, когда минимальное смещение снизу не меньше 0,03 соответствующего расстояния. Смещение внутренней поверхности не более 0,8 расстояния, указанного выше объясняется тем, что для надежных прочностных характеристик, между смещенными внутренними поверхностями стенки 1 и полок 2 и линией, проходящей между точками сопряжения наружных поверхностей стенки и полок должен оставаться слой не смещенного металла не менее 0,2 определяемого расстояния. Таким образом, данные слои металла по длине равны расстояниям от наружных угловы х поверхностей по стенке 1 и по полкам 2 и они несколько длиннее смещенных аналогичных расстояний. Это обеспечивает более мягкий переход через данный слой, значений нормальных напряжений, вдоль толщин полок и стенки, максимально снижая вероятность резкого изменения напряжений при переходе от нижней поверхности к верхней. Кроме этого указанный слой обеспечивает по всей своей длине достаточное восприятие перерезывающих сил при изгибе, стабилизируя прочностные характеристики профиля в целом. К тому же, сведение минимальной прослойки к значению менее 0,2 в корне изменяется характер нагружения зон смещения верхней и нижней поверхностей стенки и полок. Искривленные таким образом зоны могут работать только на срез, что при эксплуатации профилей швеллерного типа является крайне нежелательным явлением. Смещение наружных поверхностей стенки и полок составляет 0,40 - 1,15 величины смещения внутренней поверхности, Минимальное значение 0,40 взято из условия того, что в данном слое достигается максимальный эффект по экономии металла, т.к. увеличение смещения наружной поверхности приводит к увеличению массы профиля и чем меньше смещение, тем эффект выше. Кроме этого значение 0,4 обеспечивает минимальный эффект увеличения прочностных характеристик профиля (моменты инерции и сопротивления относительно осей и Значение 1,15 обеспечивает смещение наружных поверхностей, при максимальном смещении внутренних на 0,8 соответствующего расстояния, на величину, близкую этому же расстоянию. Это связано со значительным увеличением прочностных характеристик профиля и надежным заполнением металлом выемки верхнего валка в процессе прокатки. Точки сопряжения выступающи х поверхностей и полок отстоят от точек сопряжения участков с прямыми углами на величину 0,3 - 2,0 толщины полки. Следует отметить, что расположение сопряжения на внешних поверхностях должно быть в зонах утолщений, полученных за счет радиусов перехода или сопряжения стенки и полок с внутренней стороны. Минимальное расстояние 0,3 выбрано из условий надежного выполнения смещенных новых углов на стенке и полках. При меньшем расстоянии, как показал опыт, происходит незаполнение металлом угловых участков смещенных слоев. При расстоянии более 2,0 толщины полки смещение переходит в область профиля соседней со стенкой или полками. Эффекта от данного смещения фактически нет, т.к. нет увеличения поперечного сечения в угловых зонах, которые наиболее нагружены в процессе эксплуатации, В процессе эксплуатации горячекатанный профиль нагружается в соответствующем режиме. Угловые участки профиля нагружаются значительно больше, чем концевые на полках 2 и в средней части стенки 1. Большая нагрузка воспринимается большей площадью поперечного сечения угловы х участков за счет выполнения предложенных смещений в необходимых пределах. Кроме этого, смещения выполнены так, что появление новых углов в зонах сопряжения несколько укорачивает длину стенки 1 и полок 2, делая их более жесткими и устойчивыми к поперечным нагрузкам. Начало самих выступов следует рассматривать, как ребра жесткости, которые значительно ужесточают всю конструкцию профиля, Сопряжение по стенке и полкам с другими плоскими деталями обеспечивает удобство при эксплуатацииэ Следует добавить, что распределение металла по сечению, в предлагаемом решении, реализовано таким образом, что полки 2 и стенка 1 расположены несколько дальше относительно главных осей инерции особенно это относится к полкам. При такой форме поперечного сечения горячекатанного швеллера осевой момент инерции и момент сопротивлений имеют большие значения, что увеличивает жесткость и прочность предлагаемой конструкции. Наличие угловых участков, расположенных ниже наружных поверхностей стенки и полок, образованных смещением стенки и полок в стороны их нормалей на указанные выше величины, образуя участки в виде ребер жесткости, обеспечивает возможность несколько снизить массу погонного метра профиля, не уменьшая при этом прочностные характеристики профиля. Способ прокатки швеллера не имеет существенных о тличий от обычных те хнологий производства и можно использовать один из распространенных способов, это -балочный метод, способ с увеличенными выпусками или по методу сгибания полок. В первой по ходу прокатки разрезной калибр задают квадратную заготовку заданного размера. В последующих проходах осуществляется энергичное обжатие ложных фланцев с чередованием открытых и закрытых калибров. В чистовых проходах режим обжатия выбирают из условия одинакового относительного обжатия по стенке и полкам, что позволяет получить швеллер удовле творительного качества. Предложенный швеллер позволяет повысить прочностные характеристики, за счет перераспределения напряжений при работе на изгиб, уменьшить массу профиля за счет повышения жесткости стенки и полок, наличием условных ребер жесткости, и может быть использован в любых металлоконструкциях, предпочтительно работающих на изгиб.
ДивитисяДодаткова інформація
Назва патенту англійськоюHot-rolled channel bar
Автори англійськоюChyhyrynskyi Valerii Viktorovych, Borysov Yurii Mykolaievych, Derevianko Vasyl Ivanovych, Hrebeniuk Yevhen Pavlovych, Shevtsov Vitalii Tymofiiovych, Chyhyrynskyi Viktor Mykhailovych, Pidbereznyi Mykola Petrovych, Aliokhin Viacheslav Hryhorovych, Brodskyi Serhii Serhiiovych, Shevchenko Taras Hryhorovych, Makhnin Vladylen Semenovych, Denysov Vitalii Vasyliovych, Volodarets Vasyl Mykolaievych
Назва патенту російськоюГорячекатаный швеллер
Автори російськоюЧигиринский Валерий Викторович, Борисов Юрий Николаевич, Деревянко Василий Иванович, Гребенюк Евгений Павлович, Шевцов Виталий Тимофеевич, Чигиринский Виктор Михайлович, Подберезный Николай Петрович, Алехин Вячеслав Григорьевич, Бродский Сергей Сергеевич, Шевченко Тарас Григорьевич, Махнин Владилен Семенович, Денисов Виталий Васильевич, Володарец Василий Николаевич
МПК / Мітки
МПК: B21B 1/08
Мітки: гарячокатаний, швелер
Код посилання
<a href="https://ua.patents.su/3-10027-garyachokatanijj-shveler.html" target="_blank" rel="follow" title="База патентів України">Гарячокатаний швелер</a>
Гарячекатаний фланцевий профіль
Номер патенту: 7937
Опубліковано: 26.12.1995
Автори: Прівен Леонід Ілліч, Антонюк Сергій Михайлович, Шевченко Тарас Григорович, Білик Анатолій Миколайович, Костриця Юрій Савелійович, Коваленко Віктор Федорович, Махнін Владилен Семенович, Деревянко Василь Іванович
МПК: B21B 1/08
Мітки: гарячекатаний, фланцевий, профіль
Формула / Реферат:
(57) Горячекатаный фланцевый профиль, содержащий взаимно пересекающиеся стенку и полки с отношением толщины стенки к толщине полки, равным 0,4-0,6 со стенкой переменной толщины, возрастающей в направлении к ее краям, отличающийся тем, что переменный участок стенки выполнен по форме параболы с вершиной, расположенной на внутренней грани полки на расстоянии, равном 2,2-2,5 толщины стенки профиля от ее внешней грани, и ветвью, плавно...
Кутовий гарячекатаний профіль
Номер патенту: 6991
Опубліковано: 31.03.1995
Автори: Бродський Сергій Сергійович, Салацинський Едуард Стефанович, Костриця Юрій Савелійович, Борисов Юрій Миколаєвич, Подберезний Микола Петрович, Князева Людмила Алексіївна, Денисов Віталій Васильович, Коваленко Віктор Федорович
МПК: B21B 1/08
Мітки: кутовий, профіль, гарячекатаний
Формула / Реферат:
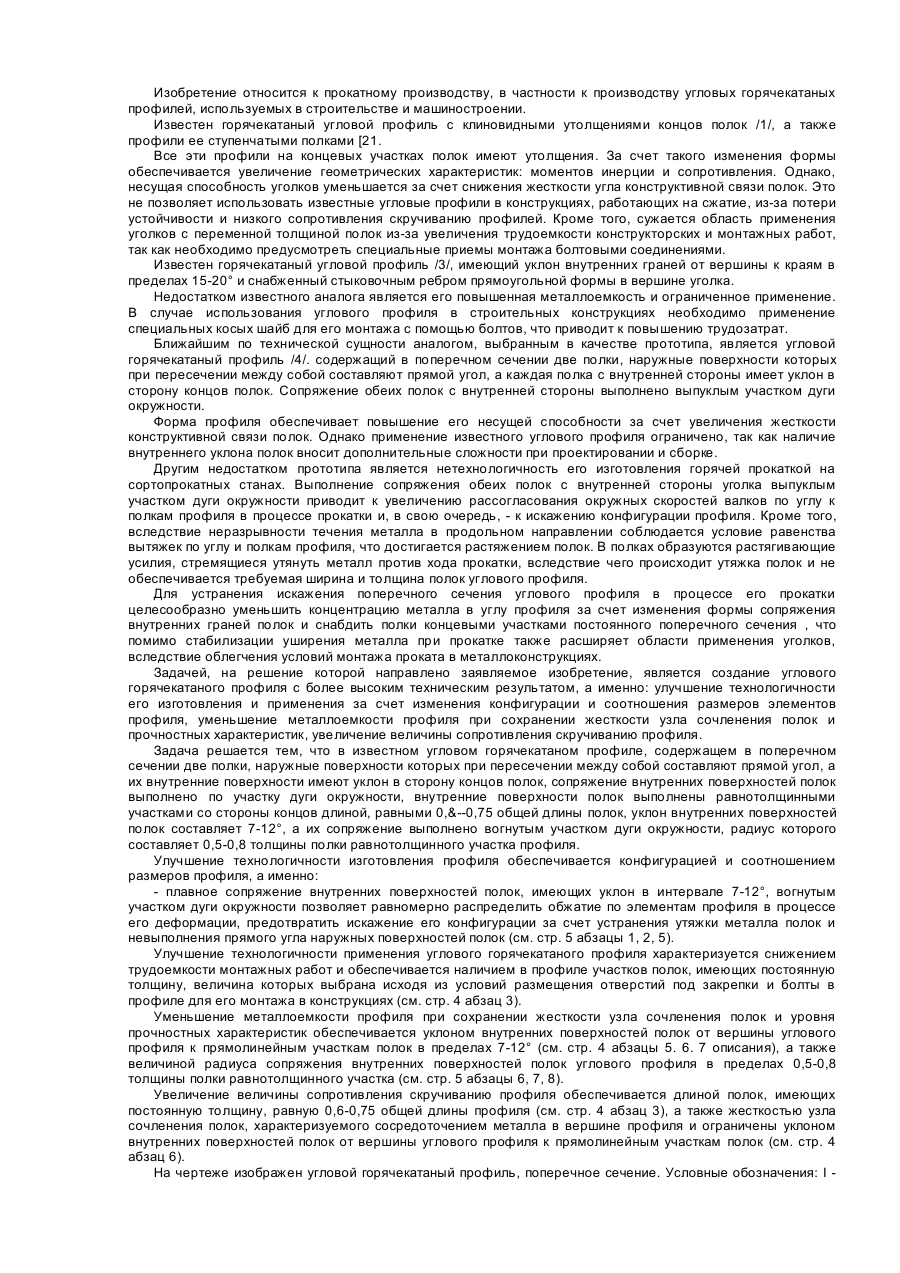
Угловой горячекатаный профиль, содержащий в поперечном сечении две полки, наружные поверхности которых при пересечении между собой составляют прямой угол, а их внутренние поверхности имеют уклон в сторону концов полок, отличающийся тем, что внутренние поверхности полок выполнены с прямолинейными участками, равными 0,6—0,75 общей длины полки, уклон внутренних поверхностей полок от вершины профиля к прямолинейным участкам составляет 7—12°, а...
Кутовий гарячекатаний профіль
Номер патенту: 7936
Опубліковано: 26.12.1995
Автори: Коваленко Віктор Федорович, Прівен Леонід Ілліч, Махнін Владилен Семенович, Григоренко Микола Дмитрович, Деревянко Василь Іванович, Бембінек Юрій Євгенійович, Шевченко Тарас Григорович, Клименко Фелікс Костянтинович, Костриця Юрій Савелійович, Антонюк Сергій Михайлович, Білик Анатолій Миколайович
МПК: B21B 1/08
Мітки: профіль, гарячекатаний, кутовий
Формула / Реферат:
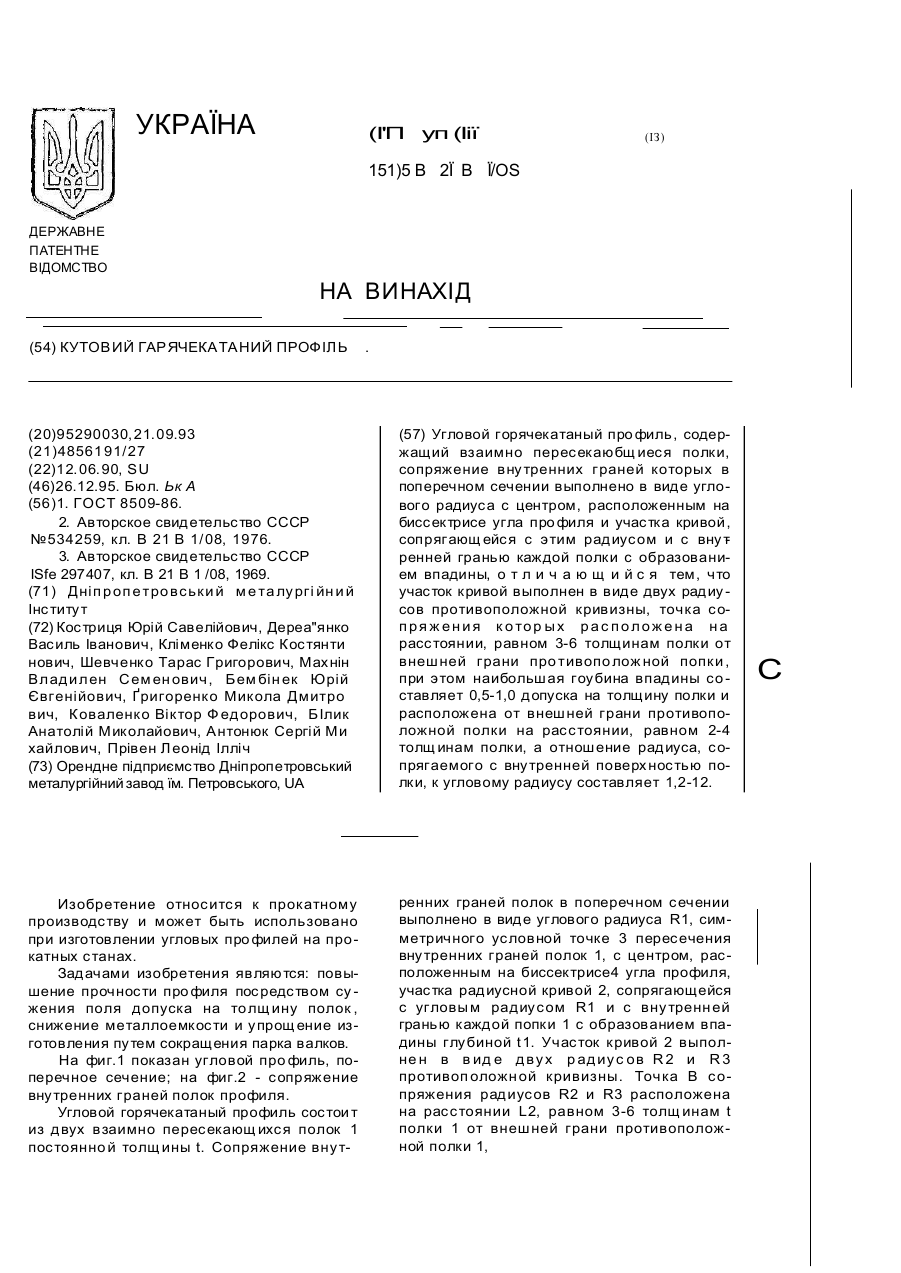
(57) Угловой горячекатаный профиль, содержащий взаимно пересекающиеся полки, сопряжение внутренних граней которых в поперечном сечении выполнено в виде углового радиуса с центром, расположенным на биссектрисе угла профиля и участка кривой, сопрягающейся с этим радиусом и с внутренней гранью каждой полки с образованием впадины, отличающийся тем, что участок кривой выполнен в виде двух радиусов противоположной кривизны, точка сопряжения которых...
Гарячекатаний низькотавровий профіль
Номер патенту: 985
Опубліковано: 15.12.1993
Автори: Деревянко Василь Іванович, Кулагин Георгій Федорович, Кокін Володимир Михайлович, Цимбал Володимир Дмитрович, Поляков Володимир Миколайович, Малий Юрій Георгійович
МПК: B21B 1/08
Мітки: низькотавровий, гарячекатаний, профіль
Формула / Реферат:
Формула изобретенияГорячекатаный низкотавровый профиль, содержащий стенку с наклонными боковыми и верхней гранями, полку с верхними боковыми и нижней гранями, а также участки сопряжения боковых граней стенки и верхних граней полок, отличающийся тем, что, с целью повышения качества и снижения металлоемкости профиля при одновременном повышении технологичности изготовления и применения, участки сопряжения боковых граней стенки с верхними...
Вила вантажника

Номер патенту: 986
Опубліковано: 30.12.1993
Автори: Сироішко Іван Іванович, Маякін Андрій Васильович, Куцигін Володимир Дмитрович, Немировський Іван Петрович, Махнін Владлен Семенович, Поляков Володимир Миколайович, Попович Іван Григорович, Парайко Михайло Петрович, Ліханській Владлен Сергійович, Філєвіч Станіслав Анатольович
МПК: B66F 9/06
Мітки: вила, вантажника
Формула / Реферат:
формула изобретения1. Вилы погрузчика, состоящие из горизонтального и вертикального участков, выполненных в поперечном сечении П-образными с полкой и стенками постоянной толщины, и сопрягающего их участка, отличающиеся тем, что, с целью повышения долговечности и снижения металлоемкости, сопрягающий участок выполнен прямоугольного поперечного сечения, высота которого больше толщины полки на остальных участках и выполнена увеличивающейся...
Попередній патент: Спосіб освітлення дигерату бурякової кашки
Наступний патент: Тваринницька ферма
Випадковий патент: Пружна напрямна