Спосіб виготовлення електроізоляційної трубки
Номер патенту: 117144
Опубліковано: 12.06.2017
Автори: Денисенко Людмила Анатоліївна, Марченко Олександр Миколайович

Формула / Реферат
Спосіб виготовлення електроізоляційної трубки, що включає калібрування шнура-панчохи, випалювання мастила при температурі 400-450 °C, який відрізняється тим, що калібрування і випалювання мастила здійснюють одночасно у печі, в яку закладають відрізки шнура-панчохи з кремнеземної нитки, які розміщують на металевих калібрах, і витримують їх у печі протягом 2-2,5 годин, в залежності від діаметра трубки, потім знімають відрізки з калібрів і наносять на них покриття з хімічно- і радіаційно-стійкої кремнійорганічної суміші.
Текст
Реферат: Спосіб виготовлення електроізоляційної трубки включає калібрування шнура-панчохи, випалювання мастила при температурі 400-450 °C, причому калібрування і випалювання мастила здійснюють одночасно у печі, в яку закладають відрізки шнура-панчохи з кремнеземної нитки, які розміщують на металевих калібрах, і витримують їх у печі протягом 2-2,5 годин, в залежності від діаметра трубки, потім знімають відрізки з калібрів і наносять на них покриття з хімічно- і радіаційно-стійкої кремнійорганічної суміші. UA 117144 U (12) UA 117144 U UA 117144 U 5 10 15 20 25 30 35 40 Корисна модель належить до виробництва електроізоляційних матеріалів і може бути використана при виготовленні електроізоляційних трубок діаметром більше 10 мм, призначених для укладання в них електричних кабелів та проводів з метою захисту від впливу несприятливих зовнішніх умов, наприклад високих температур, механічного та радіаційного впливу. Найбільш близьким до запропонованого технічного рішення і тому вибраного нами як прототип, є відомий спосіб виготовлення електроізоляційної трубки, що включає калібрування плетеного шнура з склонитки за допомогою пристрою, потім випалювання мастила при температурі 380-450 °C, просочування шнура розчином поліефірно-епоксидного лаку у суміші толуолу і етилцелозольву у співвідношенні 1:1 з наступним сушінням при температурі 150200 °C. В'язкість просочування має бути 11-12 с. [А.С. № 811336, публ. 07.03.81 р. СССР]. Недоліком відомого рішення є високі трудовитрати і недостатньо висока стійкість виробів до агресивного середовища виготовлених за відомою технологією. В основу корисної моделі поставлена задача вдосконалення способу виготовлення електроізоляційної трубки, шляхом створення ефективної технології, яка дозволить знизити трудовитрати і отримати міцний і якісний продукт з поліпшеними властивостями при використанні його в агресивному середовищі, зокрема радіаційному. Вказаний технічний результат досягається тим, що в способі виготовлення електроізоляційної трубки, що включає калібрування шнура-панчохи, випалювання мастила при температурі 400-450 °C, згідно з корисною моделлю калібрування і випалювання мастила здійснюють одночасно у печі, в яку закладають відрізки шнура-панчохи з кремнеземної нитки, які розміщують на металевих калібрах і витримують їх у печі протягом 2-2,5 годин, в залежності від діаметра трубки, потім знімають відрізки з калібрів і наносять на них покриття з хімічно- і радіаційно-стійкої кремнійорганічної гумової суміші. Використання шнура-панчохи з кремнеземної нитки дозволяє суттєво підвищити стійкість трубки до впливу високих температур і агресивного середовища, зокрема до радіації. Покриття з хімічно- і радіаційно-стійкої кремнійорганічної гумової суміші має високі адгезійні властивості. Технічне рішення, що заявляється, здійснюють в такий спосіб. Спочатку розрізають шнур-панчоху з кремнеземної нитки на відрізки, які мають довжину 5070 см, і всередину кожного відрізка закладають металеві калібри відповідного розміру, потім закладають відрізки з калібрами у піч і витримують 2-2,5 години при температурі 400-450 °C, де відбувається одночасно процес випалювання мастила зі шнура і його калібрування. Після цього знімають шнур-панчоху з калібру і відправляють на ділянку нанесення покриття на них з хімічноі радіаційно-стійкої кремнійорганічної гумової суміші і відправляють на склад готової продукції. Діаметр і довжина металевого калібру залежить від діаметра електроізоляційної трубки. Використання запропонованого способу виготовлення електроізоляційної трубки у порівнянні з існуючими способами має такі переваги: - підвищується продуктивність праці, якість продукції і знижуються трудовитрати; - підвищується якість готових виробів, довговічність; - розширюється асортимент виробів; - підвищується стійкість виробів до несприятливих зовнішніх умов, наприклад високих температур, механічного та радіаційного впливу, агресивного середовища. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 Спосіб виготовлення електроізоляційної трубки, що включає калібрування шнура-панчохи, випалювання мастила при температурі 400-450 °C, який відрізняється тим, що калібрування і випалювання мастила здійснюють одночасно у печі, в яку закладають відрізки шнура-панчохи з кремнеземної нитки, які розміщують на металевих калібрах, і витримують їх у печі протягом 22,5 годин, в залежності від діаметра трубки, потім знімають відрізки з калібрів і наносять на них покриття з хімічно- і радіаційно-стійкої кремнійорганічної суміші. Комп’ютерна верстка А. Крижанівський Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 1
ДивитисяДодаткова інформація
МПК / Мітки
МПК: H01B 19/02
Мітки: спосіб, трубки, електроізоляційної, виготовлення
Код посилання
<a href="https://ua.patents.su/3-117144-sposib-vigotovlennya-elektroizolyacijjno-trubki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення електроізоляційної трубки</a>
Спосіб виготовлення електроізоляційної трубки
Номер патенту: 115473
Опубліковано: 10.04.2017
Автори: Денисенко Людмила Анатоліївна, Марченко Олександр Миколайович, Пірлік Наталя Михайлівна
МПК: H01B 19/02
Мітки: трубки, виготовлення, спосіб, електроізоляційної
Формула / Реферат:
1. Спосіб виготовлення електроізоляційної трубки, що включає калібровку шнура-панчохи, випалювання мастила у печі, який відрізняється тим, що калібровку і випалювання шнура-панчохи здійснюють одночасно у тунельній печі при температурі 650±30 °С, в яку безперервно подають шнур-панчоху за допомогою пристрою з металевим калібром, частина якого розташована зовні печі перед входом, а частина його постійно знаходиться в середині печі, при цьому...
Пристрій для виготовлення ударно-хвильової трубки
Номер патенту: 2667
Опубліковано: 15.07.2004
Автори: Чернов Євген Дмитрович, Черняк Володимир Олексійович, Тимофіїв Сергій Владиславович, Бунін Олександр Борисович, Сафронов Анатолій Рудольфович
МПК: C06C 5/00
Мітки: ударно-хвильової, виготовлення, трубки, пристрій
Формула / Реферат:
1. Пристрій для виготовлення ударно-хвильової трубки, що містить екструдер, формувач трубки, приймальний блок, канал подавання вибухової речовини і відцентровий дозатор вибухової речовини, що містить обертовий шток з розміщеним на ньому робочим елементом, розташованим під вихідним отвором екструдера в зоні формування трубки, який відрізняється тим, що шток встановлений під кутом до каналу з вибуховою речовиною.2. Пристрій за п.1, який...
Трубка електроізоляційна (сот-к)
Номер патенту: 112449
Опубліковано: 12.12.2016
Автори: Ющенко Анастасія Дмитрівна, Денисенко Людмила Анатоліївна, Марченко Олександр Миколайович
МПК: H01B 3/02
Мітки: сот-к, трубка, електроізоляційна
Формула / Реферат:
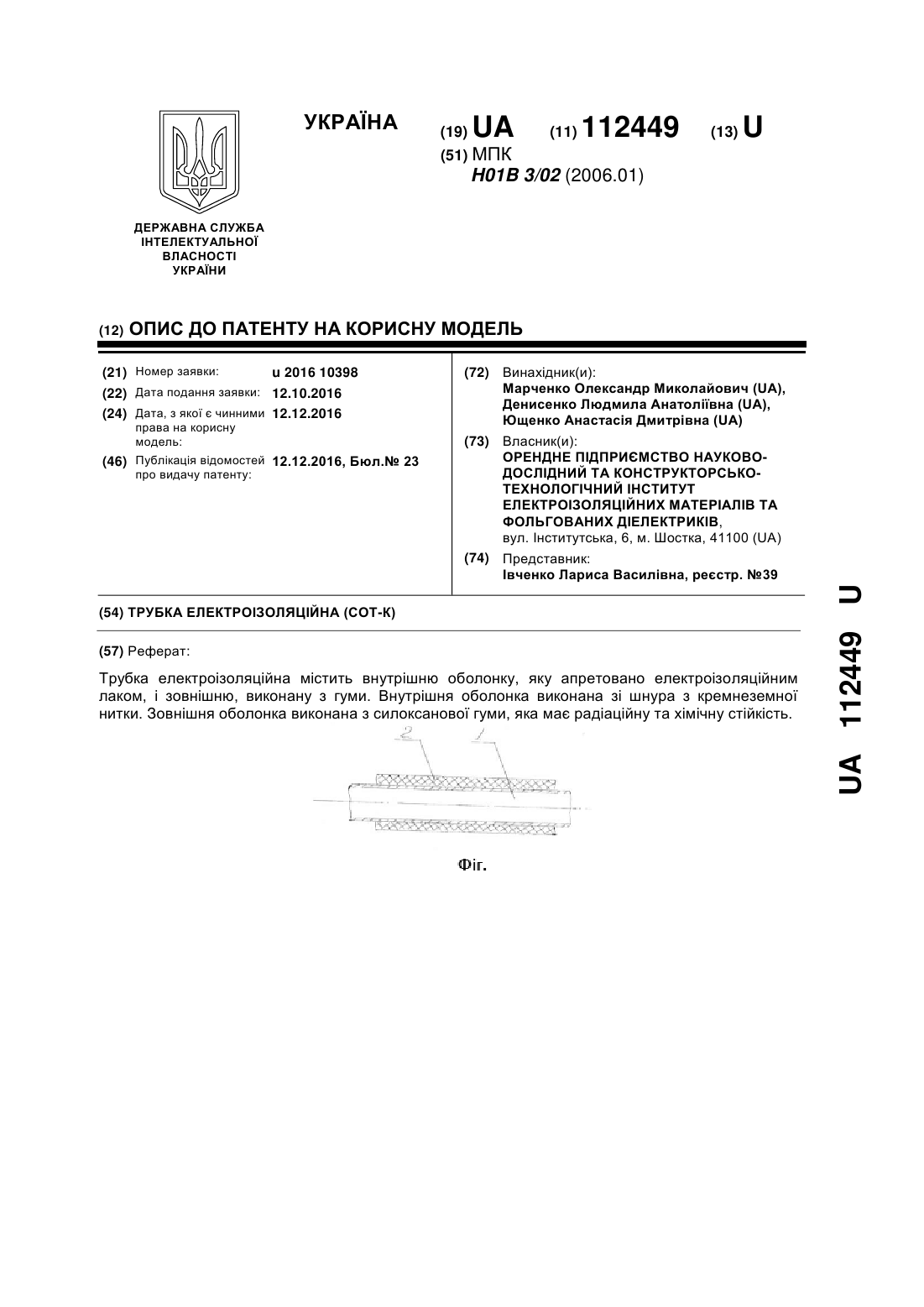
Трубка електроізоляційна, що містить внутрішню оболонку, яку апретовано електроізоляційним лаком, і зовнішню, виконану з гуми, яка відрізняється тим, що внутрішня оболонка виконана зі шнура з кремнеземної нитки, а зовнішня оболонка виконана з силоксанової гуми, яка має радіаційну та хімічну стійкість.
Спосіб виготовлення магнітної відхилювальної системи для електронно-променевої трубки
Номер патенту: 28243
Опубліковано: 16.10.2000
Автори: Грицьків Зенон Дмитрович, Педан Анатолій Дмитрович
МПК: H01J 29/76
Мітки: відхилювальної, електронно-променевої, системі, магнітної, виготовлення, спосіб, трубки
Формула / Реферат:
Спосіб виготовлення магнітної відхилювальної системи для електронно-променевої трубки, що включає виготовлення магнітопроводу з металевої феромагнітної стрічки шляхом навивання, який відрізняється тим, що у процесі навивання безперервно визначають нелінійність відхилення променя і припиняють навивання при досягненні мінімальної або заданої нелінійності.
Спосіб виготовлення гідроабразивного сопла і обробки отвору трубки змішування
Номер патенту: 90699
Опубліковано: 10.06.2014
Автори: Мельник Ольга Михайлівна, Пушкар Петро Вікторович, Геворкян Едвін Спартакович
Мітки: отвору, обробки, спосіб, гідроабразивного, сопла, змішування, трубки, виготовлення
Формула / Реферат:
Спосіб виготовлення гідроабразивного сопла і обробки отвору трубки змішування, що включає послідовну установку в корпус сопла дисків, який відрізняється тим, що диски виготовляють з керамічного композиційного або надтвердого матеріалу (кубічний нітрид бору, синтетичний алмаз, сапфір) з центральним каналом, причому запресовують потім в спеціальну трубочку з інструментальної сталі У10А, 9ХС, ХВГ, 5ХНМ, з утворенням робочої частини сопла і...
Попередній патент: Електронагрівальна панель
Наступний патент: Система регулювання і автоматичної підтримки тиску повітря в шинах
Випадковий патент: Підйомно-маршове крило