Спосіб виготовлення електроізоляційної трубки
Номер патенту: 115473
Опубліковано: 10.04.2017
Автори: Денисенко Людмила Анатоліївна, Марченко Олександр Миколайович, Пірлік Наталя Михайлівна

Формула / Реферат
1. Спосіб виготовлення електроізоляційної трубки, що включає калібровку шнура-панчохи, випалювання мастила у печі, який відрізняється тим, що калібровку і випалювання шнура-панчохи здійснюють одночасно у тунельній печі при температурі 650±30 °С, в яку безперервно подають шнур-панчоху за допомогою пристрою з металевим калібром, частина якого розташована зовні печі перед входом, а частина його постійно знаходиться в середині печі, при цьому шнур-панчоху розміщують на кінці калібру, який знаходиться зовні печі з можливістю руху по ньому, а після виходу з печі на шнур наносять покриття з хімічно- і радіаційно-стійкої кремнійорганічної гумової суміші, при цьому шнур-панчоху використовують з кремнеземної нитки.
2. Спосіб за п. 1, який відрізняється тим, що частина калібру, яка розташована в середині печі, дорівнює 5-15 см.
Текст
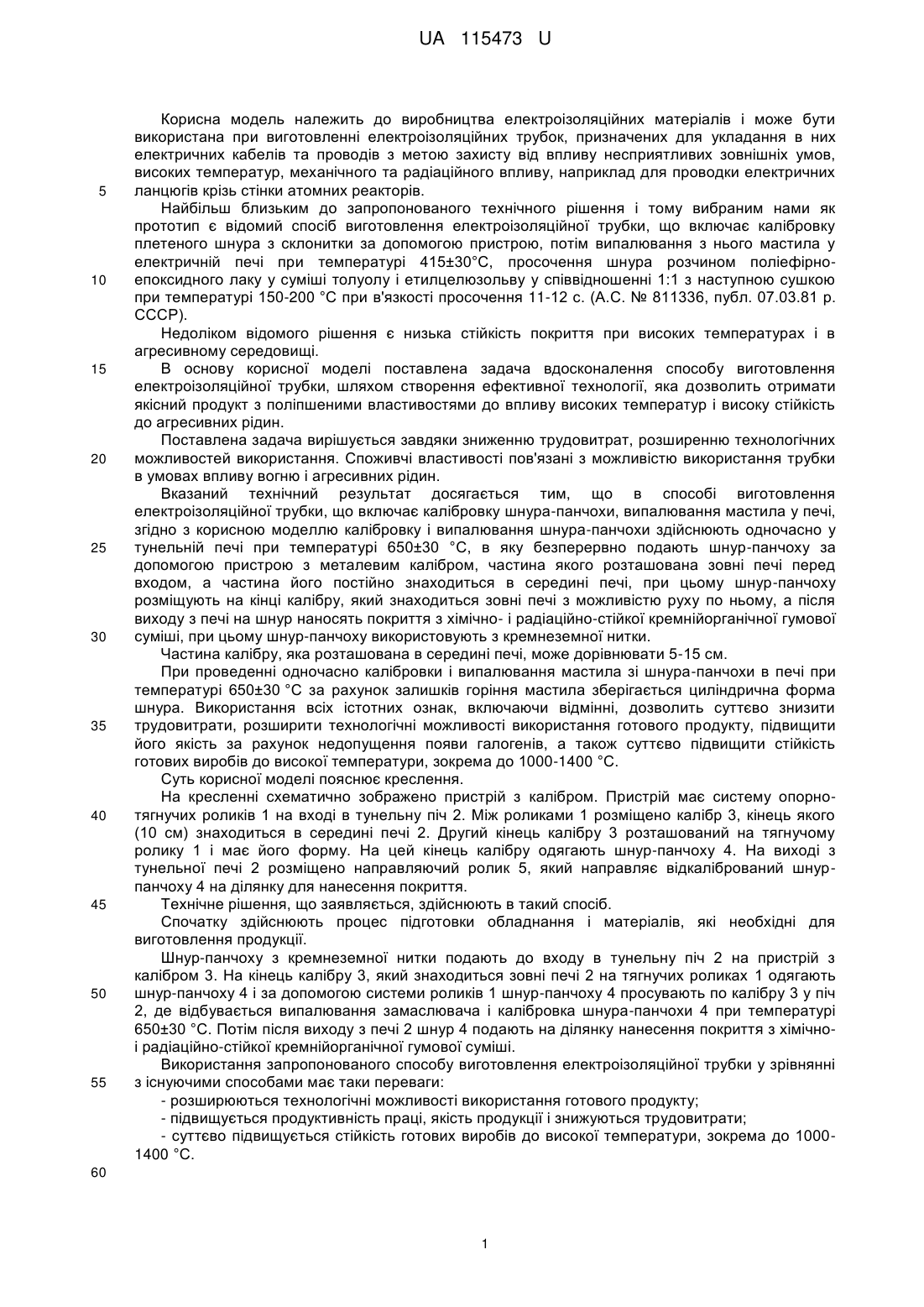
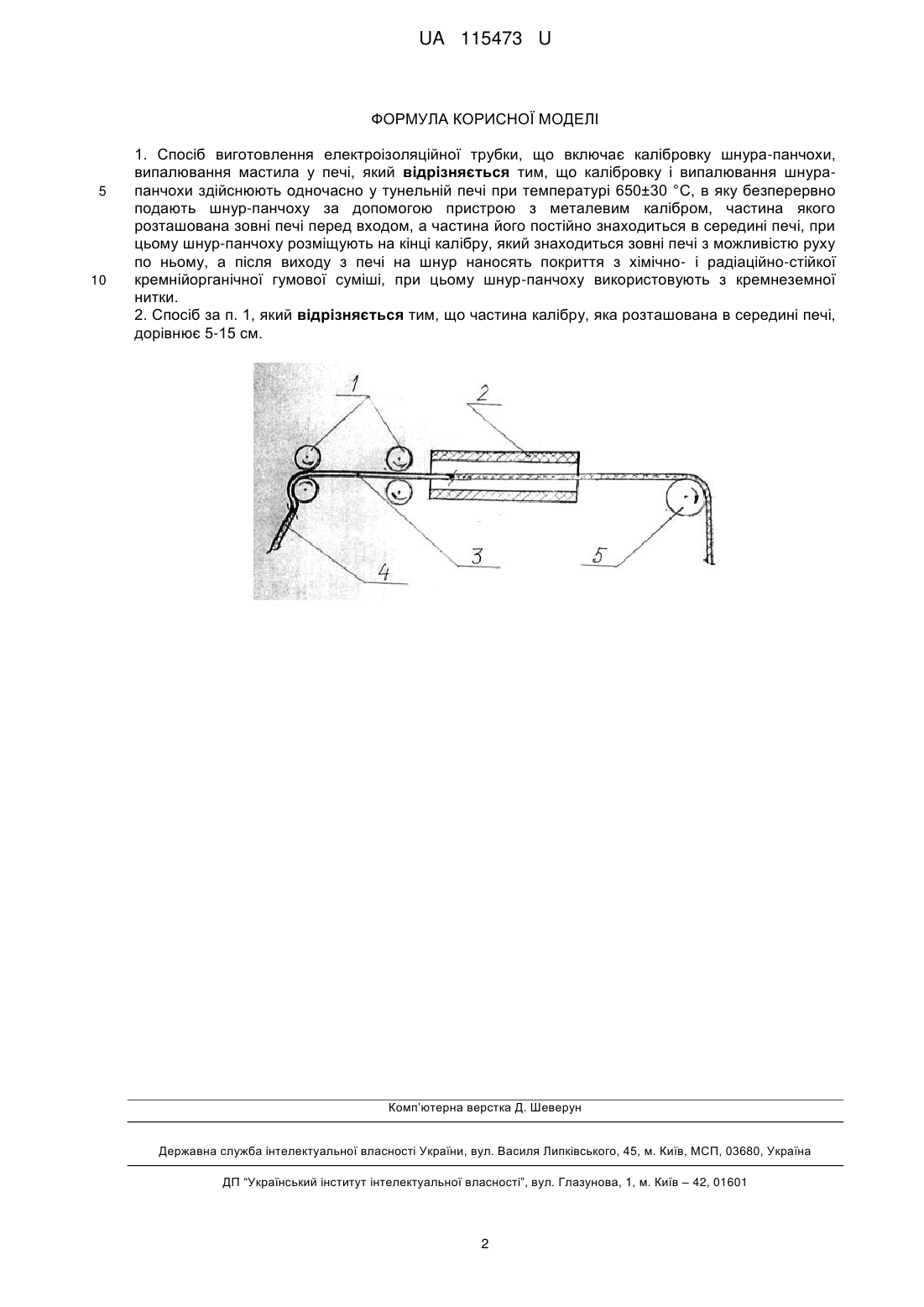
Реферат: Спосіб виготовлення електроізоляційної трубки включає калібровку шнура-панчохи, випалювання мастила у печі. Калібровку і випалювання шнура-панчохи здійснюють одночасно у тунельній печі при температурі 650±30 °С, в яку безперервно подають шнур-панчоху за допомогою пристрою з металевим калібром, частина якого розташована зовні печі перед входом, а частина його постійно знаходиться в середині печі. Шнур-панчоху розміщують на кінці калібру, який знаходиться зовні печі з можливістю руху по ньому, а після виходу з печі на шнур наносять покриття з хімічно- і радіаційно-стійкої кремнійорганічної гумової суміші. Шнур-панчоху використовують з кремнеземної нитки. UA 115473 U (12) UA 115473 U UA 115473 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до виробництва електроізоляційних матеріалів і може бути використана при виготовленні електроізоляційних трубок, призначених для укладання в них електричних кабелів та проводів з метою захисту від впливу несприятливих зовнішніх умов, високих температур, механічного та радіаційного впливу, наприклад для проводки електричних ланцюгів крізь стінки атомних реакторів. Найбільш близьким до запропонованого технічного рішення і тому вибраним нами як прототип є відомий спосіб виготовлення електроізоляційної трубки, що включає калібровку плетеного шнура з склонитки за допомогою пристрою, потім випалювання з нього мастила у електричній печі при температурі 415±30°C, просочення шнура розчином поліефірноепоксидного лаку у суміші толуолу і етилцелюзольву у співвідношенні 1:1 з наступною сушкою при температурі 150-200 °C при в'язкості просочення 11-12 с. (А.С. № 811336, публ. 07.03.81 р. СССР). Недоліком відомого рішення є низька стійкість покриття при високих температурах і в агресивному середовищі. В основу корисної моделі поставлена задача вдосконалення способу виготовлення електроізоляційної трубки, шляхом створення ефективної технології, яка дозволить отримати якісний продукт з поліпшеними властивостями до впливу високих температур і високу стійкість до агресивних рідин. Поставлена задача вирішується завдяки зниженню трудовитрат, розширенню технологічних можливостей використання. Споживчі властивості пов'язані з можливістю використання трубки в умовах впливу вогню і агресивних рідин. Вказаний технічний результат досягається тим, що в способі виготовлення електроізоляційної трубки, що включає калібровку шнура-панчохи, випалювання мастила у печі, згідно з корисною моделлю калібровку і випалювання шнура-панчохи здійснюють одночасно у тунельній печі при температурі 650±30 °C, в яку безперервно подають шнур-панчоху за допомогою пристрою з металевим калібром, частина якого розташована зовні печі перед входом, а частина його постійно знаходиться в середині печі, при цьому шнур-панчоху розміщують на кінці калібру, який знаходиться зовні печі з можливістю руху по ньому, а після виходу з печі на шнур наносять покриття з хімічно- і радіаційно-стійкої кремнійорганічної гумової суміші, при цьому шнур-панчоху використовують з кремнеземної нитки. Частина калібру, яка розташована в середині печі, може дорівнювати 5-15 см. При проведенні одночасно калібровки і випалювання мастила зі шнура-панчохи в печі при температурі 650±30 °C за рахунок залишків горіння мастила зберігається циліндрична форма шнура. Використання всіх істотних ознак, включаючи відмінні, дозволить суттєво знизити трудовитрати, розширити технологічні можливості використання готового продукту, підвищити його якість за рахунок недопущення появи галогенів, а також суттєво підвищити стійкість готових виробів до високої температури, зокрема до 1000-1400 °C. Суть корисної моделі пояснює креслення. На кресленні схематично зображено пристрій з калібром. Пристрій має систему опорнотягнучих роликів 1 на вході в тунельну піч 2. Між роликами 1 розміщено калібр 3, кінець якого (10 см) знаходиться в середині печі 2. Другий кінець калібру 3 розташований на тягнучому ролику 1 і має його форму. На цей кінець калібру одягають шнур-панчоху 4. На виході з тунельної печі 2 розміщено направляючий ролик 5, який направляє відкалібрований шнурпанчоху 4 на ділянку для нанесення покриття. Технічне рішення, що заявляється, здійснюють в такий спосіб. Спочатку здійснюють процес підготовки обладнання і матеріалів, які необхідні для виготовлення продукції. Шнур-панчоху з кремнеземної нитки подають до входу в тунельну піч 2 на пристрій з калібром 3. На кінець калібру 3, який знаходиться зовні печі 2 на тягнучих роликах 1 одягають шнур-панчоху 4 іза допомогою системи роликів 1 шнур-панчоху 4 просувають по калібру 3 у піч 2, де відбувається випалювання замаслювача і калібровка шнура-панчохи 4 при температурі 650±30 °C. Потім після виходу з печі 2 шнур 4 подають на ділянку нанесення покриття з хімічноі радіаційно-стійкої кремнійорганічної гумової суміші. Використання запропонованого способу виготовлення електроізоляційної трубки у зрівнянні з існуючими способами має таки переваги: - розширюються технологічні можливості використання готового продукту; - підвищується продуктивність праці, якість продукції і знижуються трудовитрати; - суттєво підвищується стійкість готових виробів до високої температури, зокрема до 10001400 °C. 60 1 UA 115473 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 1. Спосіб виготовлення електроізоляційної трубки, що включає калібровку шнура-панчохи, випалювання мастила у печі, який відрізняється тим, що калібровку і випалювання шнурапанчохи здійснюють одночасно у тунельній печі при температурі 650±30 °С, в яку безперервно подають шнур-панчоху за допомогою пристрою з металевим калібром, частина якого розташована зовні печі перед входом, а частина його постійно знаходиться в середині печі, при цьому шнур-панчоху розміщують на кінці калібру, який знаходиться зовні печі з можливістю руху по ньому, а після виходу з печі на шнур наносять покриття з хімічно- і радіаційно-стійкої кремнійорганічної гумової суміші, при цьому шнур-панчоху використовують з кремнеземної нитки. 2. Спосіб за п. 1, який відрізняється тим, що частина калібру, яка розташована в середині печі, дорівнює 5-15 см. Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: H01B 19/02
Мітки: трубки, спосіб, виготовлення, електроізоляційної
Код посилання
<a href="https://ua.patents.su/4-115473-sposib-vigotovlennya-elektroizolyacijjno-trubki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення електроізоляційної трубки</a>
Спосіб виготовлення магнітної відхилювальної системи для електронно-променевої трубки
Номер патенту: 28243
Опубліковано: 16.10.2000
Автори: Грицьків Зенон Дмитрович, Педан Анатолій Дмитрович
МПК: H01J 29/76
Мітки: відхилювальної, системі, спосіб, магнітної, електронно-променевої, виготовлення, трубки
Формула / Реферат:
Спосіб виготовлення магнітної відхилювальної системи для електронно-променевої трубки, що включає виготовлення магнітопроводу з металевої феромагнітної стрічки шляхом навивання, який відрізняється тим, що у процесі навивання безперервно визначають нелінійність відхилення променя і припиняють навивання при досягненні мінімальної або заданої нелінійності.
Пристрій для виготовлення ударно-хвильової трубки
Номер патенту: 2667
Опубліковано: 15.07.2004
Автори: Чернов Євген Дмитрович, Сафронов Анатолій Рудольфович, Бунін Олександр Борисович, Черняк Володимир Олексійович, Тимофіїв Сергій Владиславович
МПК: C06C 5/00
Мітки: ударно-хвильової, виготовлення, трубки, пристрій
Формула / Реферат:
1. Пристрій для виготовлення ударно-хвильової трубки, що містить екструдер, формувач трубки, приймальний блок, канал подавання вибухової речовини і відцентровий дозатор вибухової речовини, що містить обертовий шток з розміщеним на ньому робочим елементом, розташованим під вихідним отвором екструдера в зоні формування трубки, який відрізняється тим, що шток встановлений під кутом до каналу з вибуховою речовиною.2. Пристрій за п.1, який...
Пристрій для центрування трубки керування потоком скла та спосіб індикації ступеня концентричності трубки
Номер патенту: 78688
Опубліковано: 25.04.2007
Автор: Гербер Стівен М.
Мітки: ступеня, пристрій, скла, спосіб, трубки, центрування, індикації, керування, концентричності, потоком
Формула / Реферат:
1. Пристрій для центрування трубки керування потоком скла, а саме для індикації ступеня концентричності обертової трубки (14) керування потоком скла відносно осі її обертання на рамі (20) тримача трубки в системі формування скляних виробів, який відрізняється тим, що зазначений пристрій включає: основу (34, 36), призначену для закріплення на рамі тримача трубки, повзунок (66), установлений на зазначеній основі для радіального переміщення в...
Спосіб виготовлення герметичних пакетів, які містять рідкі харчові продукти, з трубки пакувального матеріалу, герметичний пакет та пакувальний агрегат для реалізації цього способу
Номер патенту: 72474
Опубліковано: 15.03.2005
Автори: Сельберг Ханс, Бенедетті Паоло
МПК: B65B 9/10, B65B 51/26
Мітки: рідкі, пакетів, спосіб, способу, агрегат, герметичних, цього, продукти, реалізації, пакувальний, матеріалу, пакувального, харчові, трубки, герметичний, містять, виготовлення, пакет
Формула / Реферат:
1. Спосіб виготовлення герметичних пакетів (2), які містять рідкі харчові продукти, з трубки (3) із термосклеюваного листового пакувального матеріалу, яка подається вздовж вертикалі (А) і безперервно наповнюється згаданим харчовим продуктом, який містить стадії:- циклічного і послідовного стискування за допомогою принаймні двох пар затискачів (8, 9) на трубці (3) однакового об'єму між поперечними перерізами трубки (3);-...
Спосіб виготовлення гідроабразивного сопла і обробки отвору трубки змішування
Номер патенту: 90699
Опубліковано: 10.06.2014
Автори: Мельник Ольга Михайлівна, Геворкян Едвін Спартакович, Пушкар Петро Вікторович
Мітки: змішування, отвору, виготовлення, сопла, гідроабразивного, обробки, трубки, спосіб
Формула / Реферат:
Спосіб виготовлення гідроабразивного сопла і обробки отвору трубки змішування, що включає послідовну установку в корпус сопла дисків, який відрізняється тим, що диски виготовляють з керамічного композиційного або надтвердого матеріалу (кубічний нітрид бору, синтетичний алмаз, сапфір) з центральним каналом, причому запресовують потім в спеціальну трубочку з інструментальної сталі У10А, 9ХС, ХВГ, 5ХНМ, з утворенням робочої частини сопла і...
Попередній патент: Альбом для навчання малюванню
Наступний патент: Одяг для захисту від кровосисних і жалких комах
Випадковий патент: Лікарський засіб "профезоль-пінний" для лікування променевих уражень шкіри