Спосіб термічного різання металевих листів

Формула / Реферат
Спосіб термічного різання металевих листів, який передбачає переміщування плазмового різака машини для термічного різання металевих листів за допомогою обладнаних приводами порталу, установленого з можливістю горизонтального переміщування вздовж розкрійного стола, і каретки, установленої на порталі із можливістю горизонтального переміщування вздовж порталу у перпендикулярному переміщуванню порталу напрямку, на якій у механізмі вертикального переміщування установлено плазмовий різак, який відрізняється тим, що плазмовий різак переміщують за допомогою порталу і каретки до збігу осі плазмового різака із центром отвору, що має бути вирізаний, і після зупинки приводів порталу і каретки переміщують плазмовий різак у горизонтальному напрямку відносно каретки на відстань, що дорівнює радіусові отвору, що має бути вирізаний, після чого обертають плазмовий різак навколо вертикальної осі, яка проходить крізь центр отвору, що має бути вирізаний, і при увімкненому плазмовому різаку вирізають круговий отвір.
Текст
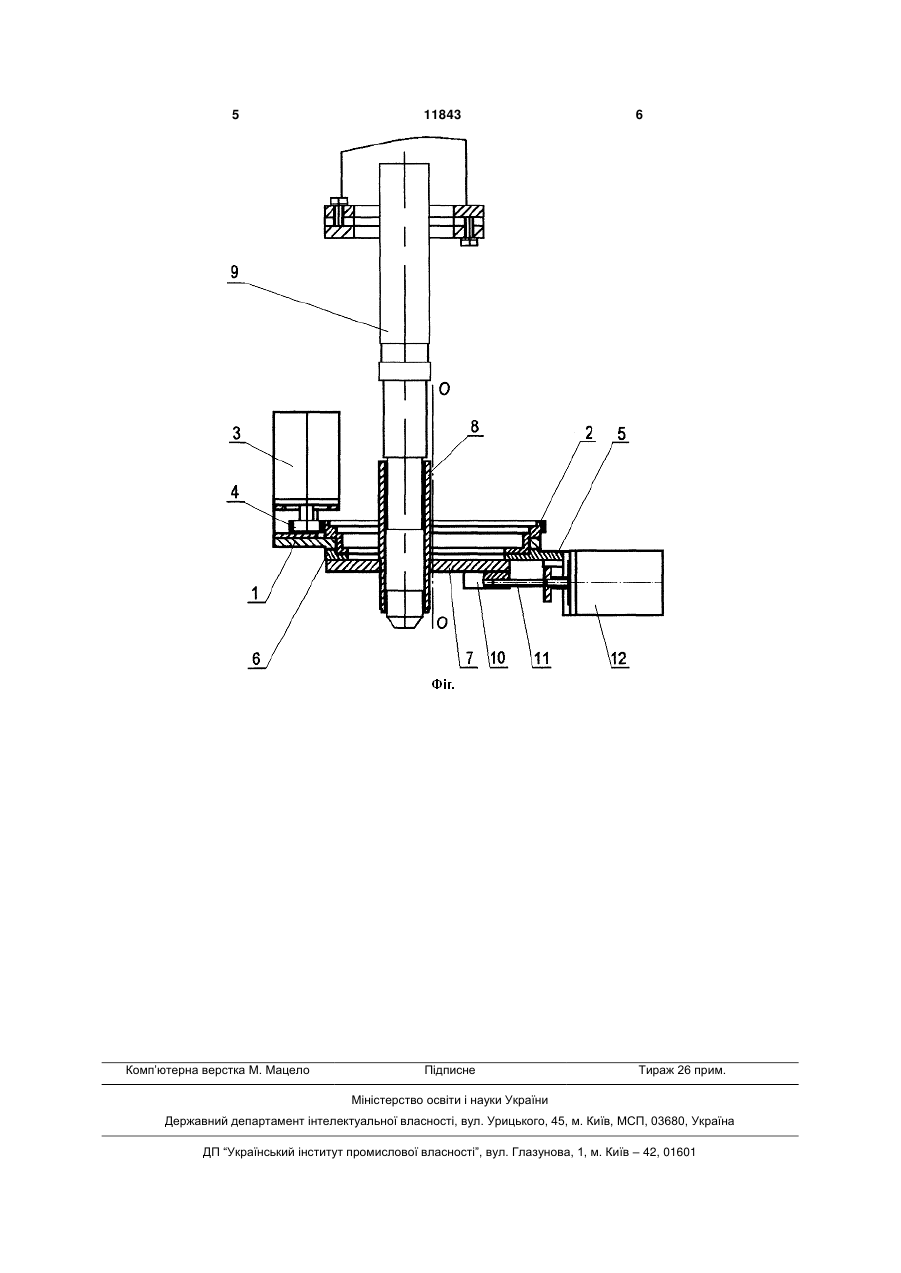
Спосіб термічного різання металевих листів, який передбачає переміщування плазмового різака машини для термічного різання металевих листів за допомогою обладнаних приводами порталу, установленого з можливістю горизонтального переміщування вздовж розкрійного стола, і каретки, установленої на порталі із можливістю горизонта 3 11843 4 за допомогою обладнаних приводами порталу, ктродвигуна 12 через гвинтову передачу (корпус установленого з можливістю горизонтального пе10 з різьбовим отвором - ходовий гвинт 11), склареміщування вздовж розкрійного стола, і каретки, дають механізм для горизонтального переміщуустановленої на порталі із можливістю горизонтавання плазмового різака відносно каретки. льного переміщування вздовж порталу у перпенСпосіб термічного різання металевих листів дикулярному переміщуванню порталу напрямку, здійснюють наступним чином. на якій у механізмі вертикального переміщування За необхідності вирізування отворів малих діустановлено плазмовий різак, до збігу вісі плазмоаметрів портал і каретка машини для термічного вого різака із центром отвору, що має бути вирізарізання металевих листів за допомогою їхніх приний; після зупинки приводів порталу і каретки певодів переміщують різак 9 до збігу його вісі із реміщують плазмовий різак у горизонтальному центром отвору, що має бути вирізаний; після цьонапрямку відносно каретки на відстань, що дорівго приводи порталу і каретки зупиняють. Після нює радіусові отвору, що має бути вирізаний, після зупинки приводів порталу і каретки вмикають елечого обертають плазмовий різак навколо вертикактродвигун 12, який обертає ходовий гвинт 11, льної вісі, яка проходить крізь центр отвору, що який в свою чергу переміщує корпус 10 і, відповідмає бути вирізаний, і при увімкненому плазмовому но, повзун 6 у напрямних 7 вздовж плити 5. Разом різаку вирізують круговий отвір. з повзуном 6 установлений в корпусі 10 різак 9 На ескізі (см. Фіг.) зображено установлену на зміщується від осі обертання поворотного примеханізм вертикального переміщування плазмовострою 0-0, яка проходить крізь центр отвору, який го різака машини для термічного різання металемає бути вирізаний. Таким чином, механізм горивих листів наладку із засобами для лінійного горизонтального переміщування забезпечує переміщузонтального переміщування різака відносно вання плазмового різака 9 у горизонтальному накаретки та обертання його навколо вертикальної прямку відносно каретки. У вихідному положенні вісі. наладки різак 9 установлений таким чином, що Наладка складається з корпусу 1, прикріпленойого вісь збігається з віссю обертання поворотного го до установленого на каретці механізму вертипристрою, отже величина зміщення вісі різака 9 від кального переміщування плазмового різака (не вісі поворотного пристрою О-О дорівнюватиме показано). В отворі корпусу 1 установлено шестерадіусу вирізувального отвору. Після цього зупирню 2 зовнішнього зачеплення з можливістю її няють електродвигун 12 та вмикають електродвиобертання в корпусі 1 навколо вертикальної вісі Огун 3, який обертає закріплену на його валу шесО, в шестерні 2 вздовж її діаметра виконано паз. терню 4, яка обертає шестерню 2 в отворі корпусу На корпусі 1 також закріплений електродвигун 3, 1 разом із прикріпленим до неї механізмом горивал якого з'єднаний із шестернею 4, зачепленою із зонтального переміщування різака 9 і самим різашестернею 2. До шестерні 2 знизу прикріплена ком 9 навколо вісі 0-0. Таким чином, поворотний плита 5, на якій установлений повзун б з можливіпристрій забезпечує обертання плазмового різака стю його переміщування в закріплених на плиті 5 навколо вертикальної вісі. При увімкненому плазнапрямних 7. На повзуні 6 в корпусі 8 закріплений мовому різаку 9 відбувається вирізування отвору. плазмовий різак 9, причому корпус 8 проходить Команди на вмикання-вимикання електродвигунів крізь виконаний в шестерні 2 вздовж її діаметра 3 і 12 та підпал плазмової дуги дає керуюча сиспаз. На повзуні 6 установлений також корпус 10 з тема машини для термічного різання металевих горизонтальним різьбовим отвором, виконаним листів. вздовж вісі повзуна 6; в різьбовий отвір корпусу 10 Застосування способу термічного різання мевгвинчений ходовий гвинт 11, інший кінець якого талевих листів дозволяє суттєво (з 150-200кг до 5закріплений на валу електродвигуна 12, установ7кг) зменшити масу рухомих частин під час вирізуленого на плиті 5. Електродвигуни 3 і 12 електричвання отворів малого діаметру, оскільки вирізуне підключені до керуючої системи машини для вання здійснюється при зупинених порталі та катермічного різання металевих листів. ретці, коли рухаються тільки наладка з різаком, Шестерня 2, зачеплена із шестернею 4, з'єдмаса яких набагато менша і мало впливає на ронаною з валом електродвигуна З, складають повоботу різака, не викривлюючи програмне задану ротний пристрій для обертання плазмового різака лінію різа. Отже, застосування способу термічної навколо вертикальної вісі. Прикріплена знизу до різки металевих листів сприяє розширенню техношестерні 2 плита 5 з установленим на ній повзулогічних можливостей завдяки збільшенню точноном 6, який має можливість переміщуватись сті вирізування отворів малого діаметру. вздовж плити 5 у напрямних 7 з приводом від еле 5 Комп’ютерна верстка М. Мацело 11843 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of thermal cutting of metallic sheets
Автори англійськоюNaidorf Viktor Arkadiiovych
Назва патенту російськоюСпособ термической резки металлических листов
Автори російськоюНайдорф Виктор Аркадьевич
МПК / Мітки
МПК: B23K 7/00
Мітки: термічного, металевих, спосіб, різання, листів
Код посилання
<a href="https://ua.patents.su/3-11843-sposib-termichnogo-rizannya-metalevikh-listiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічного різання металевих листів</a>
Машина для термічного різання металевих листів
Номер патенту: 11849
Опубліковано: 16.01.2006
Автор: Найдорф Віктор Аркадійович
МПК: B23K 7/00
Мітки: машина, металевих, різання, термічного, листів
Формула / Реферат:
1. Машина для термічного різання металевих листів, що має установлений із можливістю горизонтального переміщування вздовж розкрійного стола обладнаний приводом портал, установлену на порталі із можливістю горизонтального переміщування вздовж порталу у перпендикулярному переміщуванню порталу напрямку обладнану приводом каретку та плазмовий різак, установлений на каретці у механізмі вертикального переміщування плазмового різака, яка...
Поточна лінія для термічного різання листів
Номер патенту: 13081
Опубліковано: 28.02.1997
Автори: Лук'яненко Євген Петрович, Бондаренко Григорій Григорович, Клименко Іван Демидович, Зосімов Валерій Степанович
МПК: B23K 7/00
Мітки: листів, термічного, лінія, різання, поточна
Формула / Реферат:
(57) Поточная линия для термической резкилистов, содержащая смонтированные наосновании секционное опорно-подъемноеустройство, смонтированный на секционно-опорном устройстве раскройный стол с водной постелью, транспортное устройство, о т личающаяся тем, что она оснащенарасположенными на основании по обе стороны от раскройного стола вентиляционно-завихрительными коробами, в каждим коробе закреплены поперечные разделительные перегородки для...
Спосіб розміщення та кріплення металевих листів на залізничній платформі
Номер патенту: 50069
Опубліковано: 15.10.2002
Автор: Петрухін Володимир Миколайович
МПК: B61D 3/16
Мітки: спосіб, металевих, платформи, кріплення, листів, залізничний, розміщення
Формула / Реферат:
1. Спосіб розміщення та кріплення металевих листів на залізничній платформі, що включає розміщення їх на вантажонесучих опорах в похилому положенні, який відрізняється тим, що листи розміщують і закріплюють консольно на похилих ложементах вантажонесучих опор з упиранням нижніми ребрами в їхні опорні площадки, нижні краї листів притискають до ложементів затискачами, а верхні консольні краї листів охоплюють гнучкими кріпильними елементами і...
Спосіб розміщення металевих листів на залізничній платформі
Номер патенту: 50067
Опубліковано: 15.10.2002
Автор: Петрухін Володимир Миколайович
МПК: B61D 3/16
Мітки: розміщення, металевих, спосіб, листів, платформи, залізничний
Формула / Реферат:
Спосіб розміщення металевих листів на залізничній платформі, що включає їх розміщення на вантажонесучих опорах в похилому положенні, який відрізняється тим, що верхні ребра листів розміщують на висоті від 4000 мм до 5300 мм від рівня головки рейки з виходом за габарит навантаження, а площини листів розміщують під кутом від 30° до 55° до вертикалі таким чином, що елементи вантажонесучої опори кріплення нижнього краю листів виходять за боковий...
Спосіб з’єднання металевих листів, наприклад сталевих
Номер патенту: 4962
Опубліковано: 15.02.2005
Автори: Грєсєв Володимир Іванович, Могильний Олександр Петрович, Олійник Віктор Васильович, Корленштейн Мусій Еммануїлович, Тростянецький Олег Брониславович, Івашина Володимир Володимирович, Молотков Микола Володимирович
МПК: B21D 39/03
Мітки: сталевих, наприклад, з'єднання, листів, металевих, спосіб
Формула / Реферат:
Спосіб з'єднання металевих листів, наприклад сталевих, внапуск, що включає їхнє штампування внапуск, який відрізняється тим, що штампування виконують шляхом проколювання і наступного прорізання листів, які з'єднуються, а вуса, що утворюються, відгинають у напрямку прорізання і попарно закручують у вигляді спіралей.
Попередній патент: Спосіб магнітного збагачення слабомагнітних руд
Наступний патент: Магнітна система барабанного сепаратора
Випадковий патент: Інструмент для накладання швів на уретру