Спосіб прокатки швелерних профілей
Номер патенту: 1143
Опубліковано: 30.12.1993
Автори: Филонов Юрій Всеволодович, Мирошниченко Анатолій Васильович, Кірієнко Анатолій Іванович, Проценко Юрій Юрійович, Дорожко Іван Кирилович, Гавриленко Євген Дмитрович, Мних Юрій Вікентійович
Формула / Реферат
1 .Способ прокатки швеллерных профилей, включающий получение заготовки в виде полосового раската с треугольными выступами в местах образования сопряжений полок и стенки профиля и последующую формовку из него элементов профиля с подгибкой полок к поверхности, противоположной треугольным выступам, отличающийся тем, что, с целью повышения качества профиля за счет стабилизации мест гиба, перед формовкой полок и стенки на полосовом раскате у оснований треугольных выступов формируют канавки глубиной, не превышающей суммарную величину обжатия элементов профиля в последующих проходах.
2. Способ по п.1, отличающийся тем, что канавки выполняют с примыкающей к полкам стороны треугольных выступов.
3. Способ по п. 1, отличающийся тем, что канавки выполняют с примыкающей к стенке стороны треугольных выступов.
4. Способ по п.2, отличающийся тем, что после формирования канавок со стороны полок формируют канавки с примыкающей к стенке стороны треугольных выступов.
Текст
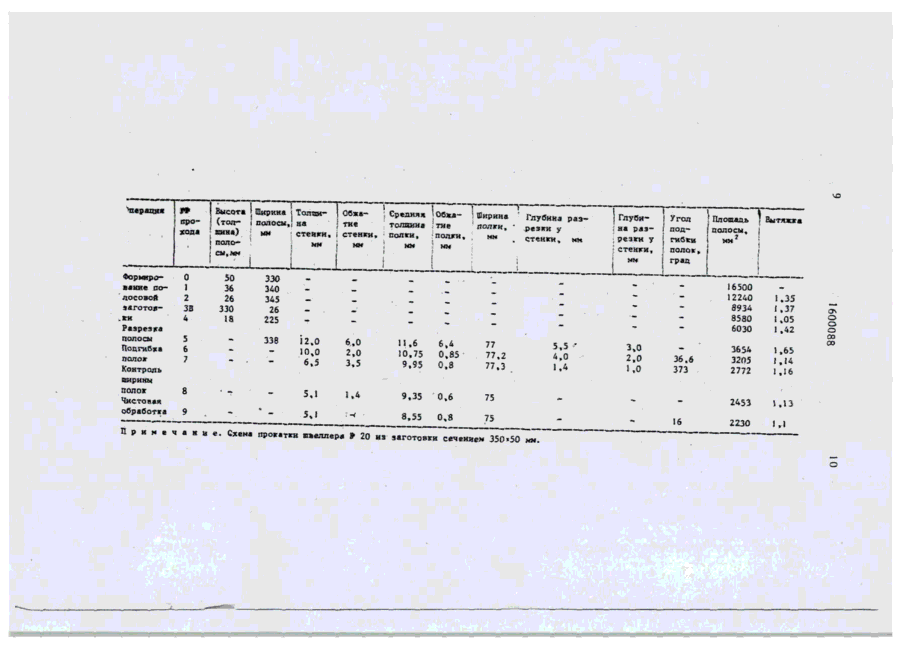
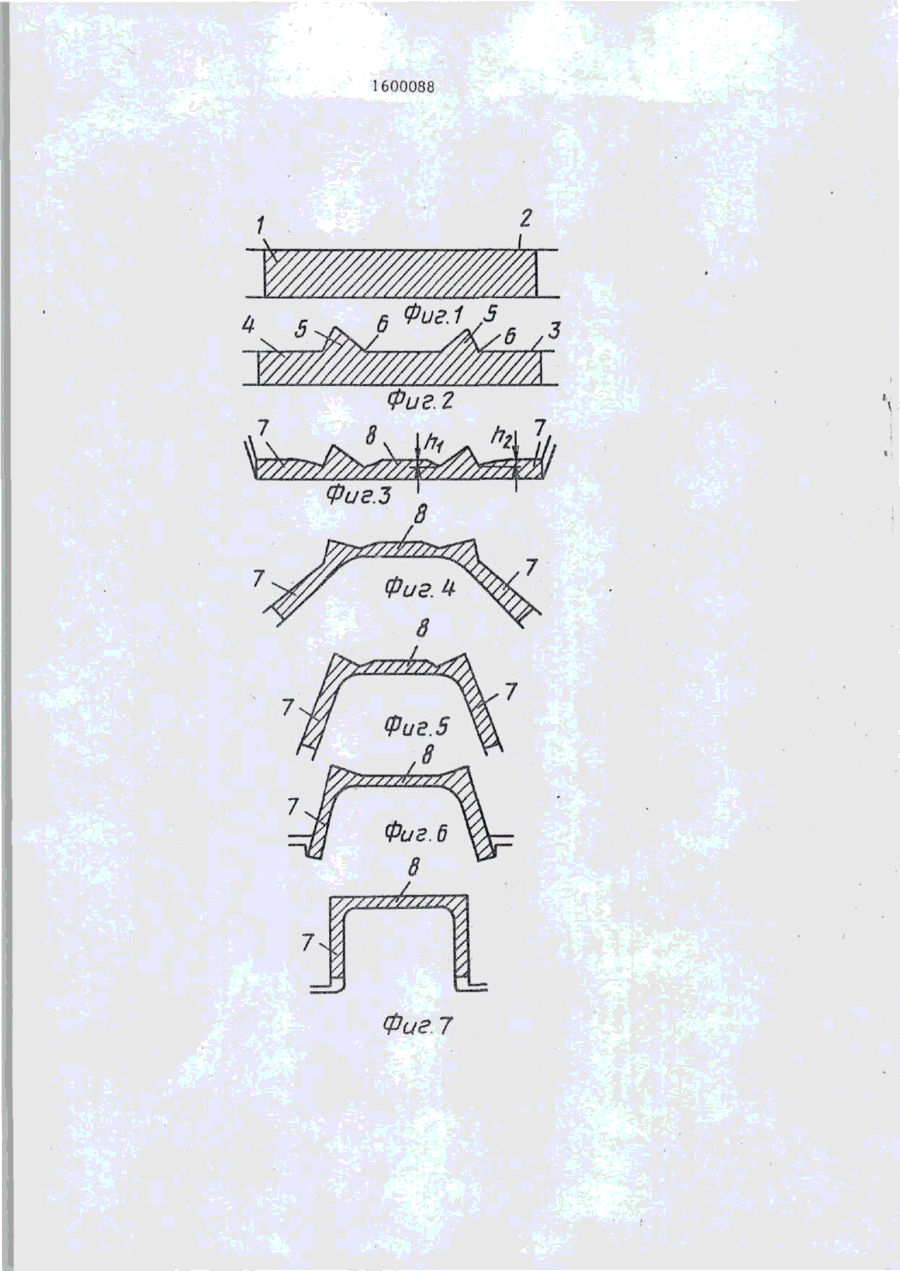
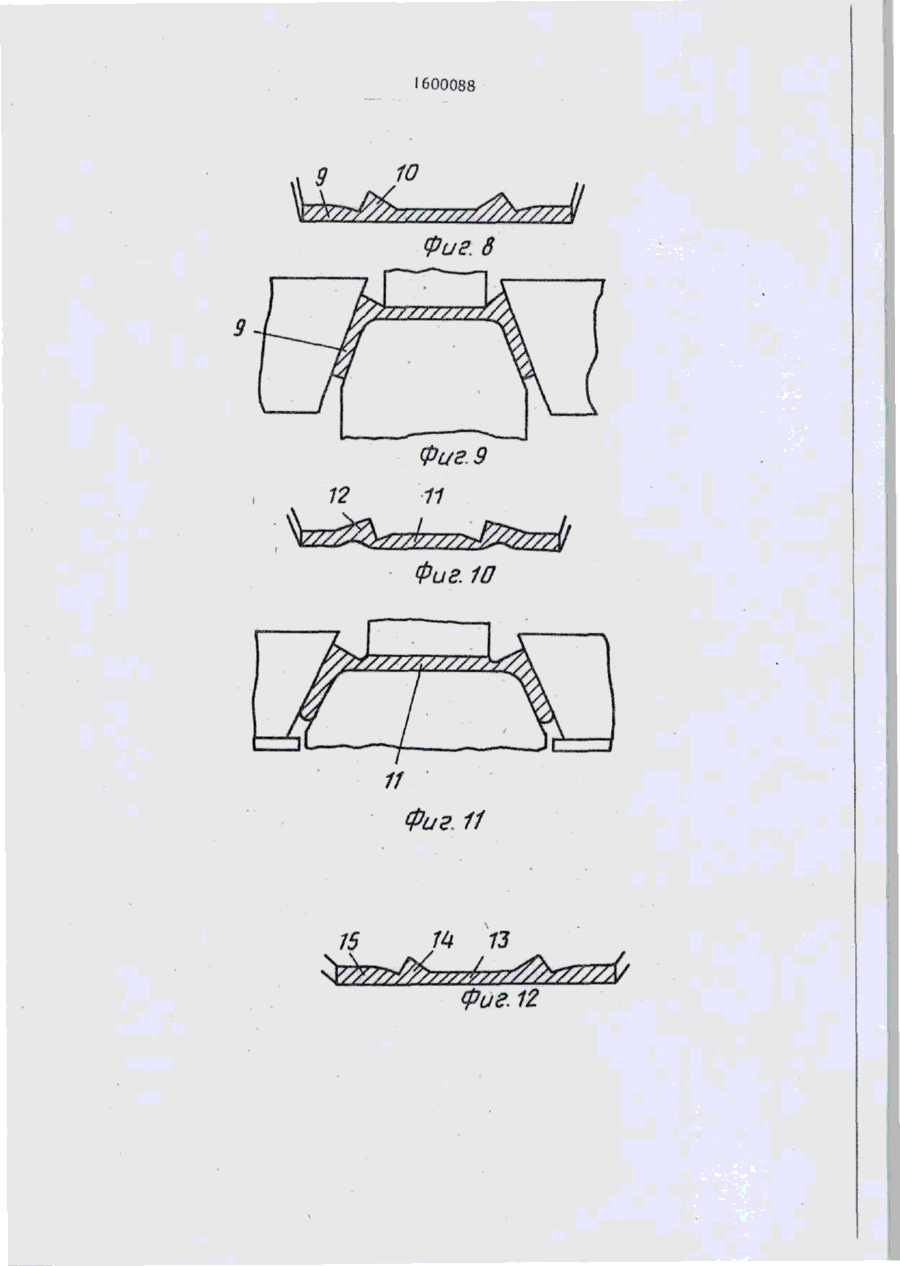
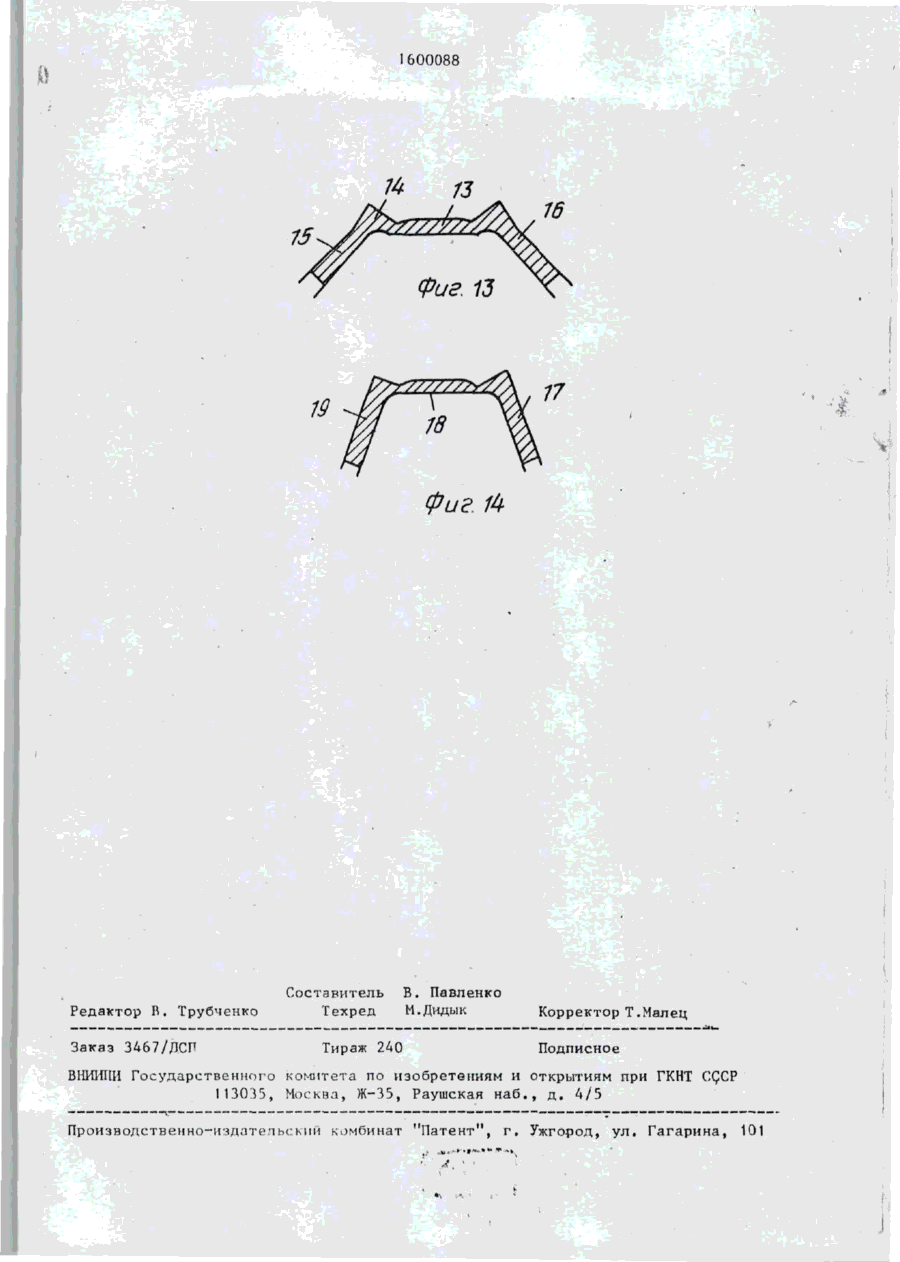
Изобретение относится к прокатному производству и может быть использовано при изготовлении швеллеров или близких к ним по Форме профилей І Цель изобретения - повышение качества профиля за счет стабилизации мест гиба. Изобретение относится к прокатному производству и может быть использовано при изготовлении швеллеров или близких к ним по Форме профилей. Цель» изобретения является повышение качества профиля за счет стабилизации мест гиба. На Фиг. 1 и 2 - показано Формирование заготовки в полосовой раскат с треугольными выступами; на Фиг.ЗФормирование канавок с обеих сторон оснований треугольных выступов І на •Фиг. 4 и 5 - подгибка полок І на Фиг. 6 и 7 - окончательное Формирование профиля в предчистовом и чистовом калибрах} на Фиг. 8 — 1 1 — 38-90 В процессе прокатки швеллеров из заготовки Формируют полосовой раскат с треугольными выступами. При этом у оснований треугольных выступов Формируют канавки на глубину, не превышающую суммарной величины обжатия полок и стенки в последующих проходах. После этого производят подгибку полок к 'поверхности, противоположной треугольным выступам, с одновременным их обжатием. Возможны различные варианты очередности Формирования канавок. Повышение качества профиля достигается обеспечением точного места изгиба полок, снижением растягивающих напряжений в углах профиля, улучшением проработки структуры металла в местах сопряжения стенки с полками профиля. 3 з.п, ф-лы, 14 ил., 1 табл. прокатка швеллера с формированием канавок со стороны треугольных выступов примыкающей к стенке, (варианты), на фиг. 12, 13 и 1 4 - прокатка швеллера в варианте с разновременным Формированием канавок , у оснований треугольных выступов со стороны полок и стенки. В процессе прокатки швеллеров заготовку 1 деформируют, например, в калибрах 2 и 3 в полосовой раскат 4 с треугольными выступами 5, который затем подвергают подрезке у оснований 6 треугольных выступов 5 на глубину h, не превышающую суммарной величины обжатия полок 7 и стенки 8.в по эо эо 600088 4 ме прокатки (см.таблицу) составляет 6,9 и 3,05 мм соответственно. Подгибку полок шириной 77 мм производят к поверхности, противоположной треугольным выступам, Формируя таким образом швеллерный раскат. В предчистовом калибре Формируют кромки полок и осуществляют контроль их ширины путем ребрового обжатия, составляющего около 2 мм (в известных способах для повышения точности размеров ширины полок ребровые обжатия обычно принимают величиной 8 -15 мм). Б чистовом проходе осуществляют окончательное Формирование профиля. •Превышение указанных значений глубины переобжатий полосы у оснований треугольных выступов (не выводящее толщины разрезанных элементов за пределы минусового допуска) обуслав-' ливает возникновение концентраторов напряжения на поверхности стенки и полок при правке профиля и, как следствие, образование недопустимых по условиям эксплуатации трещин в этих местах. При минимальных значениях глубины разрезки (h 1 = h 2 -»0) эффект самоустановки полосы в калибре и стабилизации условий гибки уменьшается. Многообразие профилей швеллерного типа позволяет выбрать наиболее оптимальный вариант предлагаемого способа в зависимости от соотношения толщин элементов профиля и используемых температурных режимов. Подрезку полосы можно выполнять с примыкающей к полкам или стенке стороны треугольных выступов. Подрезка полосы с примыкающей к' полкам или стенке стороны треугольных выступов позволяет наряду со стабильным изгибом элементов полосы относительно заданного сечения повыгде h, - глубина разрезки с примыкаюсить качество Формирования наружных щей к стенке стороны треугольных углов профиля за счет снижения расвыступов; тягивающих напряжений в углах проttj - глубина разрезки с примыфиля при подгибе полок, а также воз50 кающей к полкам стороны треугольных никновения напряжений подпора со ВЫСТУПОВ; стороны необжимаемых или незначитель5/Jrt-i «Ldtj - суммарная вено обжимаемых полок (в случае подрезличина обжатия стенки и полок соотки с примыкающей к полкам стороны ветственно в последующих проходах. выступов) или стенки (в случае подСуммарная величина обжатия стенку 55 резки с примыкающей к стенке стороны и полок профиля в последующих после выступов). разрезки проходах по принятой схеПодрезку полосы с примыкающей к полкам стороны треугольных выступов следующих проходах. Формирование' канавок на раскате при этом можно осуществлять различными вариантами: с обеих сторон оснований 6 треугольных выступов 5ї примыкающей к полкам 9 стороны треугольных выступов 1,0\ с примыкающей к стенке 11 стороны треугольных выступов 12, Подрезку полосы с примыкающей к стенке 13 стороны треугольных выступов 14 можно выполнять после подрезки полосы со стороны полок 15 при одновременной предварительной подгибке последних в калибре 16. Подгиб15 ку полок 15 на заданную величину в этом случае осуществляют после разрезки полосы с примыкающей к стенке 13 стороны треугольных выступов 14 в калибре 17. 20 Подгибку полок осуществляют к противоположной выступам поверхности 18, Формируя швеллерный раскат 19, 'который затем подвергается окончательной обработке в предчистовом и чисто~- 25 вом калибрах. Так, например, при прокатке швеллера № 20 в черновых проходах Формируют полосовой раскат сечением 335*18 мм с треугольными выступами эд на расстоянии от кромок полосы, рав*-ном 82 мм, которое определяется с учетом ширины полок готового профиля, уширения полок при прокатке, а также минимальной величины ребрового обЭ5 жатия полок в предчистовом калибре. Формирование впадин на полосовом раскате осуществляют острыми гребнями калибров шириной 10 мм с обеих сторон оснований треугольных выступов на глубину 5 1600088 целесообразно осуществлять при более" В этом случае кроме стабильного высокой температуре полок по сравнеизгиба элементов относительно заданнию с температурой стенки, а с приного сечения, улучшаются условия Формыкающей к стенке стороны треугольмирования наружного угла профиля, а ных выступов - при более высокой по также проработка структуры металла в сравнению с полками температуре стенуглах профиля благодаря увеличению ки, что может наблюдаться, например, напряжений подпора со стороны необ-* при существенной разнице толщин элежимаемых или менее обжимаемых элеменментов профиля, принудительном охлаж- \$ тов пробиля (полок и стенки). дении полок, а также различных режиСледует отметить, что при прокатке мах деформирования элементов профиля швеллерных профилей, имеющих значив процессе прокатки. Например, при тельную толщину стенки, нейтральная толщине полок, превышающей толшину линия в гибочном калибре проходит стенки в 1,5-2,5 раза,температура по- 15 по стенке, в связи с чем обжатие лок на 50-100°С выше температуры стенвнутренних поверхностей фланцев (валки и при подгибке элементов полосы ком меньшего диаметра) превосходит подрезанной с примыкающей к стенке обжатие внешних поверхностей. стороны треугольных выступов возмоПри прокатке швеллерных просЬилей жен неконтролируемый изгиб более на- 20 со значительной толщиной стенки подгретой и в связи с этим более пласрезку полосового раската у основания тичной полки. Таким образом, в притреугольных выступов целесообразно веденном примере подрезку необходиосуществлять с внутренней стороны мо осуществлять с примыкающей к полпройиля, что обеспечит качественное кам стороны выступов. 25 устранение вмятин (следов разрезки) при Формировании профиля. Подрезка полосы в соответствии с приведенными условиями обеспечивает Как показали данные расчетов и гарантированный изгиб элементов поопытной проверки, в результате ислосы относительно ослабленного разпользования данного способа предельрезкой участка, 30 ные отклонения размера ширины полок Подрезку полосы могут осущестпри прокатке составляют +1 мм, провлять с обеих сторон оснований третив ±3 мм, получаемых с использоваугольных выступов. При подгибке элением известных способов, а механиментов таким образом разрезанной поческие свойства металла в местах солосы обеспечивается двухстадийность *0 75 Р Угол ' Площадь подполосы, 2 гибки ММ полок. град 36.6 373 16500 12240 8934 8580 6030 9 З р н м е п а н и • — 5,1 1,4 5.1 -( _ 16 ! і 1 ,35 1 ,37 1.05 1.42 3654 3205 2772 1 .65 1 ,14 1 .16 2453 .13 8 ! Вытяжха ' 2230 І ,1 о о о ОЭ со 600088 600088 10 Фиг. 8 Фиг. 10 '/////,//777. 7 // Фиг. 11 15 1U 13 Фиг 12 600088 76 Фиг. /4 Редактор В. Трубченко Заказ 3467/ЛСП Составитель Техред Б. Павленко М.Дидык Тираж 2Д0 Корректор Т.Малец Подписное ВНИИЇЇИ Государственного комитета по изобретениям и открытиям при ГКНТ CQCP 113035, Москва, Ж-35, Раушская наб., д, 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул. Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling channel irons
Автори англійськоюHavrylenko Yevhen Dmytrovych, Myroshnychenko Anatolii Vasyliovych, Kiriienko Anatolii Ivanovych, Filonov Yurii Vsevolodovych, Protsenko Yurii Yuriiovych, Mnykh Yurii Vikentiiovych, Dorozhko Ivan Kyrylovych
Назва патенту російськоюСпособ прокатки швеллерных профилей
Автори російськоюГавриленко Евгений Дмитриевич, Мирошниченко Анатолий Васильевич, Кириенко Анатолий Иванович, Филонов Юрий Всеволодович, Проценко Юрий Юрьевич, Мных Юрий Викентиевич, Дорожко Иван Кириллович
МПК / Мітки
МПК: B21B 1/08
Мітки: швелерних, профілей, спосіб, прокатки
Код посилання
<a href="https://ua.patents.su/8-1143-sposib-prokatki-shvelernikh-profilejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки швелерних профілей</a>
Спосіб прокатки профілів швелерного типу
Номер патенту: 964
Опубліковано: 15.12.1993
Автори: Мних Юрій Вікентійович, Гавриленко Євген Дмитрович, Мирошниченко Анатолій Васильович, Кірієнко Анатолій Іванович, Дорожко Іван Кирилович, Филонов Юрій Всеволодович, Проценко Юрій Юрьєвич
Мітки: профілів, типу, спосіб, прокатки, швелерного
Формула / Реферат:
Способ прокатки профилей швеллерного типа, включающий деформацию в черновых проходах развернутого раската с изогнутыми стенкой и полками, выпрямление элементов профиля и подгибку полок по направлению к стенке в чистовом калибре, отличающийся тем, что, с целью улучшения качества проката по механическим свойствам за счет повышения степени проработки структуры металла в полках профиля, в черновых проходах раскат формируют с двойным...
Спосіб безперервної прокатки штабів
Номер патенту: 805
Опубліковано: 15.12.1993
Автори: Филонов Юрій Всеволодович, Єрємєєв Віктор Іванович, Ющевський Віктор Карлович, Букрєєв Іван Іванович, Андрійчук Сергій Андрійович, Холодило Валерій Андрійович, Гавриленко Євген Дмитрович, Шишко Юрій Борисович, Кузнєцов Лев Федорович
МПК: B21B 1/26
Мітки: безперервної, штабів, спосіб, прокатки
Формула / Реферат:
Способ непрерывной прокатки полос, преимущественно высоких, в системо ребрового и пластового калибров, включающий создание момента осевого скручивания раската на выходе из калибра в процессе ребрового обжатия, отличающийся тем, что, с целью облегчения кантовки раската при передаче его из ребрового в пластовый калибр, в ребровом калибре создают утолщения в угловых зонах по одной из диагоналей профиля раската путем преимущественного...
Спосіб збору та очистки стічних вод ділянки чистової групи клітей безперервного стану гарячої прокатки
Номер патенту: 552
Опубліковано: 15.12.1993
Автори: Коросташевський Павло Володимирович, Герасименко Володимир Петрович, Бойко Володимир Семенович, Коросташевський Володимир Павлович, Пефтієв Володимир Михайлович, Ісіров Дмитро Іванович, Ірха Віктор Миколаєвич
МПК: B01D 21/00, C02F 1/00
Мітки: безперервного, групи, гарячої, стану, клітей, вод, стічних, прокатки, спосіб, збору, ділянки, чистової, очистки
Формула / Реферат:
Способ сбора и очистки сточных вод участка чистовой группы клетей непрерывного стана горячей прокатки, включающий сбор сточных вод в лотки, перемещение воды полоткам в первичный отстойник окалины, отстой воды от окалины и перекачку их на вторичную очистку или для повторного использования, отличающийся тем, что воду от участка гидросбива окалины направляют в первичный отстойник окалины, а воду от участка охлаждения валков и межклетевого...
Штамп для пробивання співвісних отворів в стінках порожнистих деталей і п-подібних профілей
Номер патенту: 192
Опубліковано: 30.04.1993
Автори: Шумейко Павло Дмитрович, Шумейко Дмитро Іванович
МПК: C22B 1/24
Мітки: штамп, деталей, порожнистих, стінках, отворів, п-подібних, співвісних, пробивання, профілей
Формула / Реферат:
Способ получения офлюсованных окатышей извысококремнистых железорудных концентратов, включающий окатывание их в барабанном окомкователе с флюсом с получением окатышей, состоящих из внутреннего ядра и наружного слоя из концентрата с флюсом или без него, упрочняющий обжиг, охлаждение и рециркуляцию части окомкованной шихты, отличающийся тем, что, с целью повышения прочности окатышей, рециркулируемую часть шихты перед скатыванием опудривают...
Спосіб прокатки штабового металу
Номер патенту: 652
Опубліковано: 15.12.1993
Автори: Прохода Григорій Сергійович, Филонов Юрій Всеволодович, Єремєєв Віктор Іванович, Гавриленко Євген Дмитрович, Крупник Ісаак Абрамович, Кузнєцов Лев Федорович, Гончар Володимир Павлович, Ющевський Віктор Карлович, Сапригін Хразален Михайлович
МПК: B21B 1/38
Мітки: штабового, металу, спосіб, прокатки
Формула / Реферат:
1. Способ прокатки полосового металла, включающий неравномерную деформацию заготовки по ширине с образованием центральной и прикромочных зон прокаткой в профилированных валках с чередованием их в четных и нечетных проходах, отличающийся тем, что, с целью повышения качества проката путем увеличения механических свойств, прокатку в четных проходах центральной и прикромочных зон осуществляют с градиентом коэффициента обжатия,...
Попередній патент: Віброізоляційна площадка до шляхово-будівельної машини
Наступний патент: Потокова лінія для складання і стикового електроконтактного зварювання труб у нитку магістрального трубопроводу
Випадковий патент: Установка для повірки побутових лічильників газу з елементами температурної компенсації