Спосіб розливання киплячої та напівспокійної сталі з хімічним закупорюванням виливка
Номер патенту: 13235
Опубліковано: 15.03.2006
Автори: Бражник Сергій Анатолійович, Толпа Анатолій Андрійович, Мовшович Вілорд Соломонович, Будаква Сергій Анатолійович, Аксьоненко Валерій Олексійович, Набока Володимир Іванович, Бугай Сергій Вікторович, Бабанін Анатолій Якович, Кукуй Давид Пенхусович, Онода Костянтин Костянтинович

Формула / Реферат
Спосіб розливання киплячої та напівспокійної сталі з хімічним закупорюванням виливка, що включає визначення витрати алюмінієвого дробу і його подачу під струмінь металу в центрову наприкінці наповнення виливниці, який відрізняється тим, що розливання проводять із формуванням у верхній частині виливниці шляхом стовщення її стінок на висоті 8-12% від її загальної висоти ділянки додаткового відведення тепла зі зменшенням на 30-60% площі перерізу робочого простору верхньої частини виливниці, при цьому витрата алюмінієвого дробу в залежності від площі перерізу робочого простору верхньої частини виливниці знижується відповідно на 5-20%.
Текст
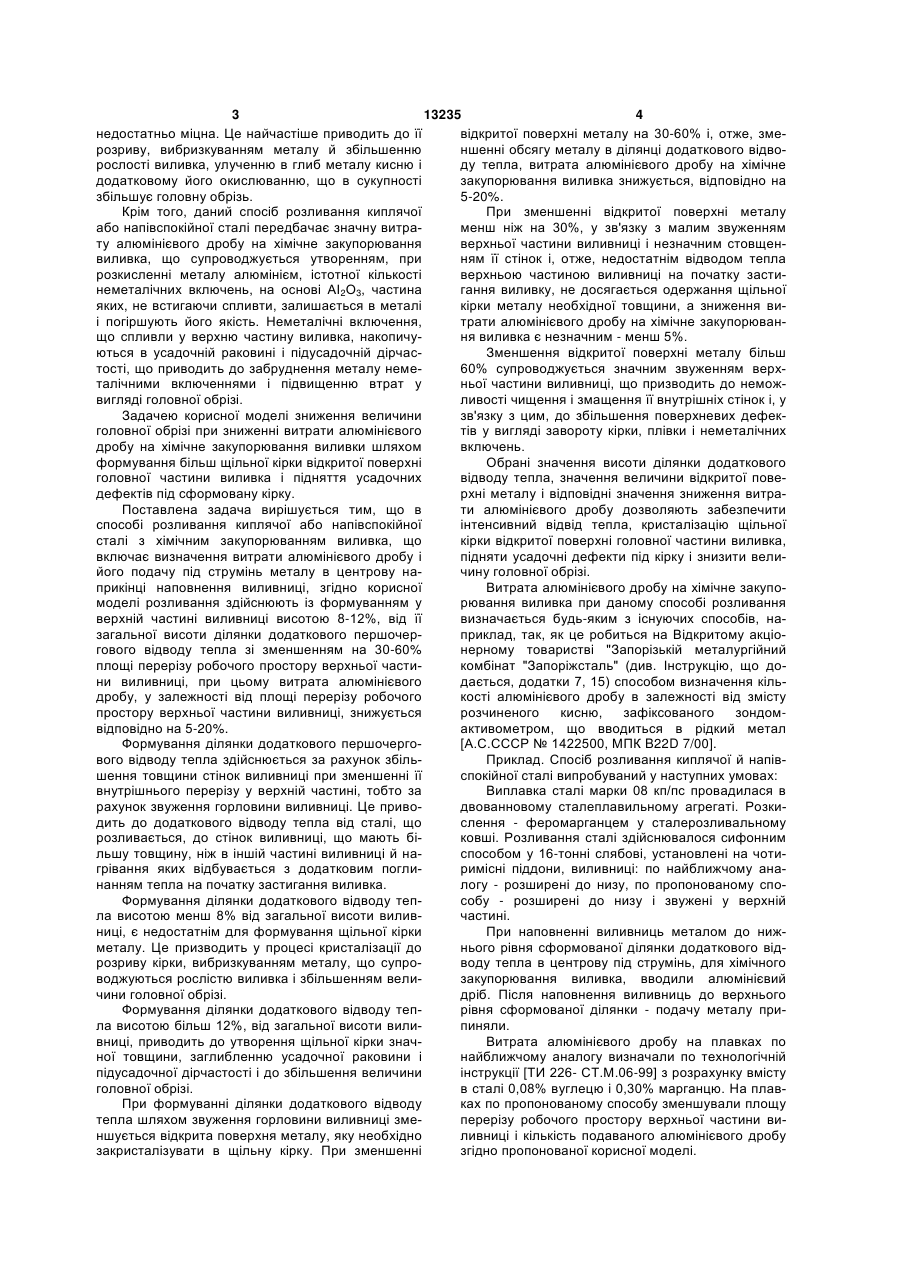
Спосіб розливання киплячої та напівспокійної сталі з хімічним закупорюванням виливка, що включає визначення витрати алюмінієвого дробу і його подачу під струмінь металу в центрову наприкінці наповнення виливниці, який відрізняється тим, що розливання проводять із формуванням у верхній частині виливниці шляхом стовщення її стінок на висоті 8-12% від її загальної висоти ділянки додаткового відведення тепла зі зменшенням на 30-60% площі перерізу робочого простору верхньої частини виливниці, при цьому витрата алюмінієвого дробу в залежності від площі перерізу робочого простору верхньої частини виливниці знижується відповідно на 5-20%. Корисна модель відноситься до чорної металургії, зокрема до розливання киплячої й напівспокійної сталі p хімичним закупорюванням виливка. Відомий спосіб одержання виливків киплячої сталі, що включає розливання металу у виливниці, введення в розплав розкислювачів і охолодження головної частини виливка шляхом уведення пакета з відходів вуглецевої сталі масою 0,05-0,15% від маси виливка, що відпивається [А.С. СССР № 1101320, МІЖ В 22 Д 7/00. Способ получения слитков кипящей сталі]. Поряд з можливістю формування більш щільної кірки на відкритій поверхні металу у верхній частині виливка, зменшення кількості проривів металу через неї, зниження рослості виливка і, отже, величини головної обрізі, даний спосіб має істотні обмеження в промисловому використанні у зв'язку з наступними вадами. - при введенні пакета в головну частину виливка, у зв'язку з різною товщиною металевих відходів, що знаходяться в ньому, не завжди відбувається повне його розплавлення в металі, що не забезпечує однорідну макроструктуру головної частини виливка, утруднює його прокатку і призводить до збільшення головної обрізі; - при промисловому застосуванні даний спосіб вимагає наявності достатньої кількості пакетів і пристрій для їхнього введення у виливницю, пакет складний у виготовленні і потрібне відповідне обладнанні для організації його виробництва. Найбільш близьким по технічній сутності до способу, що заявляється, є спосіб розливання киплячої та напівспокійної сталі з хімічним закупорюванням виливка, що включає визначення витрати алюмінієвого дробу за нормами витрат в залежності від вмісту вуглецю й марганцю в сталі, що розливається, або за допомогою пристрою УКОС, який реєструє рівень окислення сталі та переводить його за розрахунковою формулою на витрату алюмінію. Далі подають алюмінієвий дріб під струмінь металу в центрову наприкінці наповнення виливниці [Технологическая инструкция ТИ 226СТ.М.06-99. Разливка сталі. Подготовка сталеразливочных составов. ОАО "Запорожсталь". г. Запорожье, 1999г. стр. 39-60, Приложения 7, 15]. Даний спосіб розливання сталі дозволяє, розкислити алюмінієм рідкий метал у виливниці, призупинити його кипіння й утворити кірку металу на відкритій поверхні головної частини виливка, роблячи тим самим хімічне його закупорювання. Вадою зазначеного способу є те, що кірка металу, що утвориться, у зв'язку з малим першочерговим відводом тепла у верхній частині виливниці, (19) UA (11) 13235 (13) U (21) u200509610 (22) 13.10.2005 (24) 15.03.2006 (46) 15.03.2006, Бюл. № 3, 2006 р. (72) Бабанін Анатолій Якович, Кукуй Давид Пенхусович, Толпа Анатолій Андрійович, Будаква Сергій Анатолійович, Мовшович Вілорд Соломонович, Аксьоненко Валерій Олексійович, Набока Володимир Іванович, Бражник Сергій Анатолійович, Онода Костянтин Костянтинович, Бугай Сергій Вікторович (73) Бабанін Анатолій Якович, Кукуй Давид Пенхусович, Толпа Анатолій Андрійович, Будаква Сергій Анатолійович, Мовшович Вілорд Соломонович, Аксьоненко Валерій Олексійович, Набока Володимир Іванович, Бражник Сергій Анатолійович, Оно 3 13235 4 недостатньо міцна. Це найчастіше приводить до її відкритої поверхні металу на 30-60% і, отже, змерозриву, вибризкуванням металу й збільшенню ншенні обсягу металу в ділянці додаткового відворослості виливка, улученню в глиб металу кисню і ду тепла, витрата алюмінієвого дробу на хімічне додатковому його окислюванню, що в сукупності закупорювання виливка знижується, відповідно на збільшує головну обрізь. 5-20%. Крім того, даний спосіб розливання киплячої При зменшенні відкритої поверхні металу або напівспокійної сталі передбачає значну витраменш ніж на 30%, у зв'язку з малим звуженням ту алюмінієвого дробу на хімічне закупорювання верхньої частини виливниці і незначним стовщенвиливка, що супроводжується утворенням, при ням її стінок і, отже, недостатнім відводом тепла розкисленні металу алюмінієм, істотної кількості верхньою частиною виливниці на початку застинеметалічних включень, на основі АІ2О3, частина гання виливку, не досягається одержання щільної яких, не встигаючи спливти, залишається в металі кірки металу необхідної товщини, а зниження виі погіршують його якість. Неметалічні включення, трати алюмінієвого дробу на хімічне закупорюванщо спливли у верхню частину виливка, накопичуня виливка є незначним - менш 5%. ються в усадочній раковині і підусадочній дірчасЗменшення відкритої поверхні металу більш тості, що приводить до забруднення металу неме60% супроводжується значним звуженням верхталічними включеннями і підвищенню втрат у ньої частини виливниці, що призводить до неможвигляді головної обрізі. ливості чищення і змащення її внутрішніх стінок і, у Задачею корисної моделі зниження величини зв'язку з цим, до збільшення поверхневих дефекголовної обрізі при зниженні витрати алюмінієвого тів у вигляді завороту кірки, плівки і неметалічних дробу на хімічне закупорювання виливки шляхом включень. формування більш щільної кірки відкритої поверхні Обрані значення висоти ділянки додаткового головної частини виливка і підняття усадочних відводу тепла, значення величини відкритої поведефектів під сформовану кірку. рхні металу і відповідні значення зниження витраПоставлена задача вирішується тим, що в ти алюмінієвого дробу дозволяють забезпечити способі розливання киплячої або напівспокійної інтенсивний відвід тепла, кристалізацію щільної сталі з хімічним закупорюванням виливка, що кірки відкритої поверхні головної частини виливка, включає визначення витрати алюмінієвого дробу і підняти усадочні дефекти під кірку і знизити велийого подачу під струмінь металу в центрову начину головної обрізі. прикінці наповнення виливниці, згідно корисної Витрата алюмінієвого дробу на хімічне закупомоделі розливання здійснюють із формуванням у рювання виливка при даному способі розливання верхній частині виливниці висотою 8-12%, від її визначається будь-яким з існуючих способів, назагальної висоти ділянки додаткового першочерприклад, так, як це робиться на Відкритому акціогового відводу тепла зі зменшенням на 30-60% нерному товаристві "Запорізькій металургійний площі перерізу робочого простору верхньої частикомбінат "Запоріжсталь" (див. Інструкцію, що дони виливниці, при цьому витрата алюмінієвого дається, додатки 7, 15) способом визначення кільдробу, у залежності від площі перерізу робочого кості алюмінієвого дробу в залежності від змісту простору верхньої частини виливниці, знижується розчиненого кисню, зафіксованого зондомвідповідно на 5-20%. активометром, що вводиться в рідкий метал Формування ділянки додаткового першочерго[А.С.СССР № 1422500, МПК B22D 7/00]. вого відводу тепла здійснюється за рахунок збільПриклад. Спосіб розливання киплячої й напівшення товщини стінок виливниці при зменшенні її спокійної сталі випробуваний у наступних умовах: внутрішнього перерізу у верхній частині, тобто за Виплавка сталі марки 08 кп/пс провадилася в рахунок звуження горловини виливниці. Це приводвованновому сталеплавильному агрегаті. Розкидить до додаткового відводу тепла від сталі, що слення - феромарганцем у сталерозливальному розливається, до стінок виливниці, що мають біковші. Розливання сталі здійснювалося сифонним льшу товщину, ніж в іншій частині виливниці й наспособом у 16-тонні слябові, установлені на чотигрівання яких відбувається з додатковим поглиримісні піддони, виливниці: по найближчому анананням тепла на початку застигання виливка. логу - розширені до низу, по пропонованому споФормування ділянки додаткового відводу тепсобу - розширені до низу і звужені у верхній ла висотою менш 8% від загальної висоти виливчастині. ниці, є недостатнім для формування щільної кірки При наповненні виливниць металом до нижметалу. Це призводить у процесі кристалізації до нього рівня сформованої ділянки додаткового відрозриву кірки, вибризкуванням металу, що супроводу тепла в центрову під струмінь, для хімічного воджуються рослістю виливка і збільшенням велизакупорювання виливка, вводили алюмінієвий чини головної обрізі. дріб. Після наповнення виливниць до верхнього Формування ділянки додаткового відводу тепрівня сформованої ділянки - подачу металу прила висотою більш 12%, від загальної висоти вилипиняли. вниці, приводить до утворення щільної кірки значВитрата алюмінієвого дробу на плавках по ної товщини, заглибленню усадочної раковини і найближчому аналогу визначали по технологічній підусадочної дірчастості і до збільшення величини інструкції [ТИ 226- СТ.М.06-99] з розрахунку вмісту головної обрізі. в сталі 0,08% вуглецю і 0,30% марганцю. На плавПри формуванні ділянки додаткового відводу ках по пропонованому способу зменшували площу тепла шляхом звуження горловини виливниці змеперерізу робочого простору верхньої частини виншується відкрита поверхня металу, яку необхідно ливниці і кількість подаваного алюмінієвого дробу закристалізувати в щільну кірку. При зменшенні згідно пропонованої корисної моделі. 5 Результати іспитів наведені в таблиці. 13235 6 Таблиця Висота ділянки до- Зменшення площі пе- Витрата алюмінієводаткового відводу рерізу робочого просго Дробу, гр/т тепла, % від висоти тору верхньої частини виливниці виливниці, % Найближчий аналог 0 0 380 0 0 380 0 0 380 Пропонований спосіб 7 30 361 7 45 332 7 60 304 8 30 361 8 45 332 8 60 304 10 30 361 10 45 322 10 60 304 12 30 361 12 45 322 12 60 304 13 30 361 13 45 322 13 60 304 З таблиці видно, що при розливанні киплячої і напівспокійної сталі по способу, що заявляється, з формуванням у верхній частині виливниці, висотою 8-12%, від її загальної висоти, ділянки додаткового відводу тепла і зі зменшенням, при цьому, Комп’ютерна верстка Г. Паяльніков Зниження витрати Величина головалюмінієвого Дробу ної обрізі, % 5,2 5,1 5,2 5,0 12,5 20,0 5,0 12,5 20,0 5,0 12,5 20,0 5,0 12,0 20,0 5,0 12,5 20,0 5,1 5,1 5,2 4,5 4,0 3,8 4,4 4,0 3,8 4,3 3,8 4,2 5,1 5,0 5,0 на 30-60% площі відкритої поверхні металу витрата алюмінієвого дробу на хімічне закупорювання виливка знижується відповідно на 5-20%, а величина головної обрізі - с 5,1-5,2% до 4,0-3,8%. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of pouring of unkilled and semikilled steel with chemical sealing of castings
Автори англійськоюBabanin Anatolii Yakovych, Kukui Davyd Penkhusovych, Kukui Davyd Penhusovych, Kukuj Davyd Penkhusovych, Tolpa Anatolii Andriiovych, Tolpa Anatolii Andriovych, Budakva Serhii Anatoliiovych, Movshovych Vilord Solomonovych, Naboka Volodymyr Ivanovych, Onoda Kostiantyn Kostiantynovych
Назва патенту російськоюСпособ разлива кипящей и полуспокойной стали с химическим закупориванием отливок
Автори російськоюБабанин Анатолий Яковлевич, Кукуй Давид Пенхусович, Толпа Анатолий Андреевич, Будаква Сергей Анатолиевич, Мовшович Вилорд Соломонович, Набока Владимир Иванович, Онода Константин Константинович
МПК / Мітки
МПК: B22D 7/00
Мітки: розливання, закупорюванням, хімічним, виливка, спосіб, сталі, киплячої, напівспокійної
Код посилання
<a href="https://ua.patents.su/3-13235-sposib-rozlivannya-kiplyacho-ta-napivspokijjno-stali-z-khimichnim-zakuporyuvannyam-vilivka.html" target="_blank" rel="follow" title="База патентів України">Спосіб розливання киплячої та напівспокійної сталі з хімічним закупорюванням виливка</a>
Спосіб розливання киплячої сталі

Номер патенту: 5645
Опубліковано: 15.03.2005
Автори: Осіпов Володимир Прокопович, Соколовська Леокадія Антонівна, Мамішев Валентин Адольович
МПК: B22D 7/00
Мітки: сталі, киплячої, розливання, спосіб
Формула / Реферат:
Спосіб розливання киплячої сталі, який включає подачу стального дробу на струмінь рідкого металу, який відрізняється тим, що по ходу розливання металу по виливницях в розплав нерозкисленої сталі вводять різну дозу стального дробу по ступінчастому режиму: в об'єм перших 2-х зливків вводять 1% дробу, у наступні зливки послідовно збільшують дозу дробу з 1,5-1,7% до 2-2,2%, поступово зменшуючи кількість введеного в зливок дробу до 1% в кінці...
Виливок із напівспокійної й киплячої сталі
Номер патенту: 54220
Опубліковано: 17.02.2003
Автор: Дубина Олег Вікторович
МПК: B22D 7/06
Мітки: сталі, киплячої, напівспокійної, виливок
Формула / Реферат:
Виливок із напівспокійної й киплячої сталі, що має звужену донизу нижню частину і звужену догори головну частину з нахилом граней і ділянок заокруглення по ребрах, який відрізняється тим, що площа перерізу верху нижньої частини виливка в 1,005 - 1,1 рази перевищує площу перерізу низу головної частини виливка.
Виливок напівспокійної і киплячої сталі
Номер патенту: 39343
Опубліковано: 15.09.2003
Автори: Шибко Олександр Васильович, Кукуй Давид Пенхусович, Євстаф'єв Євген Іванович, Тартачний Віктор Сергійович, Юнаков Олександр Михайлович, Малий Юрій Георгійович, Бембінек Юрій Євгенійович, Пищіда Валерій Іванович, Дишлевич Ігор Йосипович
МПК: B22D 7/06
Мітки: напівспокійної, виливок, сталі, киплячої
Формула / Реферат:
Виливок напівспокійної і киплячої сталі, який складається із спряжених по гранях та ребрах нижньої частини і звуженої догори головної частини, який відрізняється тим, що нижня частина звужена донизу і має похил граней не менше 1,5% від висоти нижньої частини, верхня частина виливка має похил граней 1,0 ¸ 5,0% від висоти верхньої частини, а похил ділянок закруглень по ребрах 10 ¸ 20% від висоти верхньої частини.
Виливок із напівспокійної й киплячої сталі

Номер патенту: 50487
Опубліковано: 15.02.2005
Автори: Подберезний Микола Петрович, Крикунов Борис Петрович, Маншилін Олександр Гейнійович, Левицький Анатолій Петрович, Плеплер Марк Лазаревич, Онищенко Сергій Олександрович
МПК: B22D 7/06
Мітки: виливок, киплячої, напівспокійної, сталі
Формула / Реферат:
A method for complex utilization of nitro-acid oxidants of liquid rocket fuel with obtaining nitrates of mono- and polyatomic alcohols relates to the field of chemical processes. For a complex utilization of nitro-acid oxidants the known process for reprocessing solutions of nitric acid and nitrogen oxides containing hydrofluor and orthophosphoric acid and consisting in regeneration thereof by method of rectification with obtaining...
Виливок напівспокійної й киплячої сталі для прокатування у валках реверсивного обтискного стана
Номер патенту: 54848
Опубліковано: 17.03.2003
Автори: Сокуренко Анатолій Валентинович, Шеремет Володимир Олександрович, Кекух Анатолій Володимирович, Теряєв Олександр Митрофанович, Корінь Андрій Олександрович, Омесь Микола Михайлович
МПК: B22D 7/06
Мітки: прокатування, сталі, обтискного, реверсивного, стана, виливок, киплячої, валках, напівспокійної
Формула / Реферат:
Виливок напівспокійної й киплячої сталі для прокатування у валках реверсивного обтискного стана, що містить основну частину, звужену до низу, і головну частину, звужену до верху, який відрізняється тим, що основна і головна частини виливка сполучені по гранях і ребрах по дузі окружності, зверненою опуклістю до серцевини виливка, висота ділянки сполучення становить від...