Система автоматичного управління гідравлічним потужним штампувальним пресом
Номер патенту: 13470
Опубліковано: 17.04.2006
Автори: Устінов Володимир Єгорович, Єрьомкін Євген Анатолійович
Формула / Реферат
Система автоматичного управління гідравлічним потужним штампувальним пресом, що містить датчики положення рухомої поперечини, датчики тиску у робочому циліндрі, задатчик розміру поковки, індикатор поточного розміру поковки, виконавчий механізм системи, підсилювач потужності, датчики положення виконавчого механізму, виконавчий механізм відключення робочого ходу, електронний обчислювальний пристрій (контролер), що містить ряд блоків: блок автоматичного задання розміру, блок самонастроювання системи на заданий розмір, блок визначення оптимальної висоти підйому рухомої поперечини над поковкою, блок реверса і включення робочого ходу, блок режимів керування, блок захисту від перевантаження, ключі, що переключають канали керування робочого, зворотного і холостого ходів, суматор, яка відрізняється тим, що додатково містить індикатор відхилення поточного розміру поковки від заданого, датчики тиску в порожнинах сервоприводу, контролер доповнюється обчислювальним пристроєм та прогнозуючим пристроєм для робочого, зворотного та холостого ходів рухомої поперечини, блоком оптимізації процесу зустрічі поперечини з поковкою, блоком вибору зазорів і визначення люфту, блоком обчислення швидкості та квадрата швидкості рухомої поперечини, блоком "м'яких упорів".
Текст
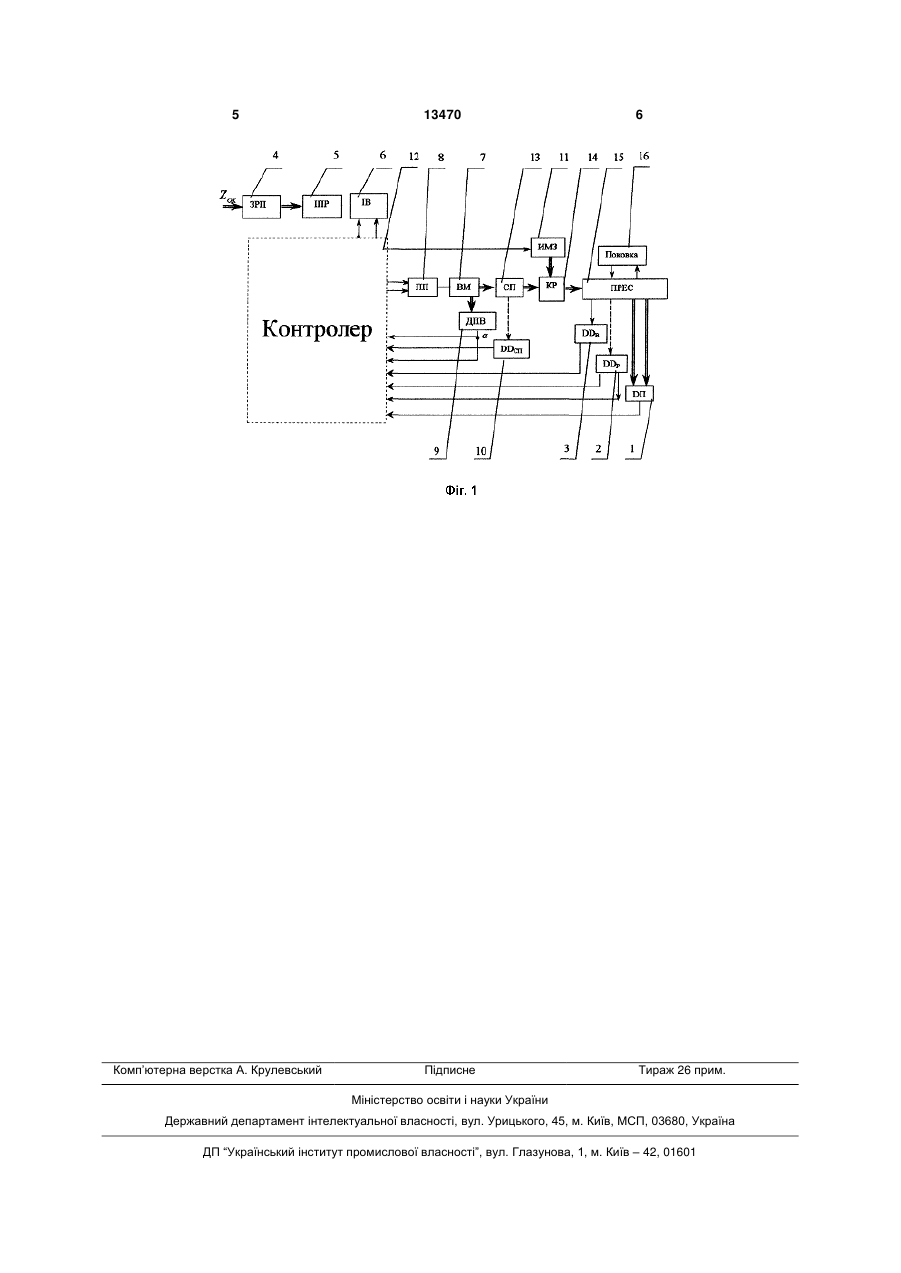
Система автоматичного управління гідравлічним потужним штампувальним пресом, що містить датчики положення рухомої поперечини, датчики тиску у робочому циліндрі, задатчик розміру поковки, індикатор поточного розміру поковки, виконавчий механізм системи, підсилювач потужності, датчики положення виконавчого механізму, виконавчий механізм відключення робочого ходу, електронний обчислювальний пристрій (контролер), що містить ряд блоків: блок автоматичного задан 3 матичному режимі. В основу корисної моделі поставлена задача вдосконалення системи управління гідравлічним штампувальним пресом, у якої шляхом підвищення рівня автоматизації, уведення додаткових блоків до контролера та модифікації алгоритму управління забезпечуються поліпшення динаміки гальмування, точності зупинки (точності штампування) та виключення можливості перерегулювання руху рухомої поперечини. Крім того додається можливість повної автоматизації процесів штампування. Поставлена задача вирішується за рахунок того, що система управління гідравлічного потужного штампувального преса, що містить датчики тиску у зворотному і робочому циліндрах, індикатор відхилення поточного розміру поковки від заданого, датчики тиску в порожнинах сервопривода, контролер доповнюється обчислювальним пристроєм та прогнозуючим пристроєм для робочого, зворотного та холостого ходів рухомої поперечини, блоком оптимізації процесу зустрічі поперечини з поковкою, блоком вибору зазорів і визначення люфту, блоком обчислення швидкості та квадрата швидкості рухомої поперечини, блоком "м'яких упорів". Система автоматичного управління гідравлічним потужним штампувальним пресом представлена на Фіг.1. Вона містить: датчики переміщення рухомої поперечини 1, датчики тиску у робочому 2 і зворотному 3 циліндрах, задатчик розміру поковки 4, індикатор поточного розміру поковки 5, індикатор відхилення поточного розміру поковки від заданого 6, виконавчий механізм системи 7, підсилювач потужності 8, датчики положення виконавчого механізму 9, датчики тиску в порожнинах сервопривода 10, виконавчий механізм відключення робочого ходу 11, електронний обчислювальний пристрій (контролер) 12, що включає в себе ряд блоків - блок автоматичного завдання розміру, блок самонастроювання системи на заданий розмір, блок визначення оптимальної висоти підйому рухомої поперечини над поковкою, блок оптимізації процесу зустрічі поперечки з поковкою, блок реверса і включення робочого ходу, блок вибору зазорів і визначення люфту, блоком обчислення швидкості та квадрата швидкості рухомої поперечини, блоком "м'яких упорів", блок режимів керування, блок захисту від перевантаження, обчислювальним пристроєм та прогнозуючим пристроєм для робочого, зворотного та холостого ходів рухомої поперечини, ключі що переключають канали керування робочого, зворотного і холостого ходів, суматор. Система управління гідравлічного потужного штампувального пресу працює таким чином величина висоти підйому клапанів клапанного розподільника (що обумовлює переміщення рухомої поперечини) формується у контролері. Далі автоматична система керування пресом впливає через підсилювач потужності 8 і виконавчий механізм 7 на сервопривід 13, що впливає через клапанний розподільник 14 на прес 15. При деформуванні поковки 16 змінюються її 13470 4 висота та форма, що адекватно виявляються, у свою чергу, у зміні динамічних процесів у гідропресі, та сервопривода. Ці зміни фіксуються датчиками та передаються до контролеру. Холостий хід. Після деякої паузи в системі формується команда на плавне переміщення виконавчого механізму 7, з метою вибору зазорів. У момент вибору зазорів системою (контролер 12) запам'ятовується величина люфту. У процесі руху рухомої поперечини обчислюються: координата точки зустрічі поперечини з поковкою, переміщення, швидкість і квадрат швидкості рухомої поперечини коефіцієнт враховуючий опір переміщенню рухомої поперечини на холостому ході, прогнозоване значення квадрата швидкості. Після досягнення поковки 16 запам'ятовується висота поковки до деформації і формується команда по падінню швидкості на включення робочого ходу (подача високого тиску в циліндри). Робочий хід. При подачі команди на включення робочого ходу скидається значення координати точки зустрічі поперечки з поковкою. Системою запам'ятовується величина зазорів приведена до переміщення клапана. Задається кінцевий розмір поковки, припустимі максимальна і мінімальна величина поковки. У процесі автоматичного штампування система визначає розміри наступних жимів з урахуванням припустимих величин. У процесі деформування поковки обчислюються: координата, швидкість і квадрат швидкості рухомої поперечини коефіцієнт опору поковки деформуванню, прогнозований значення квадрата швидкості. При наближенні рухомої поперечини до заданого розміру відбувається гальмування поперечки з постійною затримкою. При зупинці рухомої поперечини на заданому розмірі формується команда на реверс поперечини й обчислення перештампування (недоштампування) для автоматичної корекції розміру на наступному ходу рухомої поперечини. При відхиленні розміру від заданого 5мм система автоматичного керування переводиться в ручний режим роботи. Крім того на робочому ході постійно відбувається індикація поточного розміру поковки 5 та індикація відхилення поточного розміру поковки від заданого 6. Зворотній хід. У момент вибору зазорів системою запам'ятовується величина люфту. У процесі руху рухомої поперечини обчислюються: оптимальна висота підйому рухомої поперечини, координата, швидкість і квадрат швидкості рухливої поперечки при русі її у верхнє положення, прогнозоване значення квадрата швидкості. В момент зупинки поперечини в крайнім верхнім положенні (V=0) системою запам'ятовується координата поперечини. При зупинці рухомої поперечини на будь якому ході спрацьовує блоком "м'яких упорів" - призначений для безпечної зупинки поперечини. Завдяки цьому блокові виключається можливість гідроударів, поліпшується динаміка процесів гідропресу у момент зупинки. 5 Комп’ютерна верстка А. Крулевський 13470 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSystem of automatic control of hydraulic powerful stamping press
Назва патенту російськоюСистема автоматического управления гидравлическим мощным штамповочным прессом
МПК / Мітки
МПК: B30B 15/26
Мітки: штампувальним, система, потужним, гідравлічним, управління, автоматичного, пресом
Код посилання
<a href="https://ua.patents.su/3-13470-sistema-avtomatichnogo-upravlinnya-gidravlichnim-potuzhnim-shtampuvalnim-presom.html" target="_blank" rel="follow" title="База патентів України">Система автоматичного управління гідравлічним потужним штампувальним пресом</a>
Система керування гідравлічним кувальним пресом
Номер патенту: 5560
Опубліковано: 15.03.2005
Автори: Волошин Олексій Іванович, Трембач Юрій Миколайович, Смородинський Генріх Юхимович, Граматний Віктор Михайлович, Шевченко Микола Іванович
МПК: B30B 15/16
Мітки: кувальним, керування, гідравлічним, пресом, система
Формула / Реферат:
Система керування гідравлічним кувальним пресом, що включає розподільну апаратуру, яка зв'язує робочі і зворотні циліндри з джерелом високого тиску і наповнюючі клапани із сервоциліндрами, що з'єднують робочі циліндри з джерелом низького тиску, при цьому розподільна апаратура виконана з двома індивідуально керованими двоклапанними розподільниками вибору ступеня зусилля і розподільником вибору режиму, причому розподільники вибору ступеня...
Система керування гідравлічним пресом
Номер патенту: 46386
Опубліковано: 15.05.2002
Автори: Іоффе Анатолій Моісейович, Мазур Ігор Анатолійович, Кукушкін Олег Миколайович, Михайловський Миколай Володимирович, Лопатенко Костянтин Петрович, Клименко Фелікс Констянтинович, Ничаєв Віктор Іванович, Цапко Валерій Констянтинович
МПК: B30B 15/16
Мітки: керування, гідравлічним, система, пресом
Формула / Реферат:
Система керування гідравлічним пресом, що містить джерело тиску, з'єднане через клапани з робочим і піднімальними циліндрами преса, наповнювальний бак, з'єднаний із пневмосіттю, наповнювальний клапан із сервоприводом, гідравлічне гальмо з пневморозподільником, пристрій для точної зупинки рухливої траверси з пневморозподільником, який відрізняється тим, що клапани робочого і піднімальних циліндрів виконані у вигляді двопозиційних...
Система керування гідравлічним багатоциліндровим пресом
Номер патенту: 12613
Опубліковано: 15.02.2006
Автори: Волошин Олексій Іванович, Шевченко Микола Іванович, Токарев Олексій Захарович, Смородинський Генріх Юхимович, Граматний Віктор Михайлович, Трембач Юрій Миколайович
МПК: B30B 15/16
Мітки: гідравлічним, пресом, система, багатоциліндровим, керування
Формула / Реферат:
1. Система керування гідравлічним багатоциліндровим пресом, яка містить розподільники для регулювання і керування робочими, піднімальними і врівноважувальними циліндрами, зв'язаними між собою силовими і наповнювально-зливними гідролініями, оливосистему, яка відрізняється тим, що силові гідролінії робочих циліндрів виконані за двоконтурною схемою, в якій перший контур з’єднує ряд циліндрів? розташованих на подовжній осі преса, а другий - два...
Система автоматичного регулювання управління паровою турбіною
Номер патенту: 54347
Опубліковано: 17.02.2003
Автори: П'яткін Станіслав Федорович, Кисельов Олександр Артемович, Павлючук Сергій Миколайович, Ролік Віктор Васильович, Перепаддя Микола Петрович, Фурсов Микола Кузьмич, Радченко Віктор Семенович, Бугайов Леонід Сергійович
МПК: F01D 17/00
Мітки: автоматичного, регулювання, паровою, система, турбіною, управління
Формула / Реферат:
Спосіб приготування соняшникової цукрової халви, що включає приготування карамельного сиропу, уварювання карамельної маси і її збивання з піноутворювачем, вимішування халви, який відрізняється тим, що карамельний сироп готують шляхом додавання до патоки, що має температуру 18-25°С, протягом 3-5 хвилин води в кількості 10 % від завантаження цукру при температурі 15-18°С, після повного розчинення патоки додають цукор і суміш, що утворилася,...
Система автоматичного управління технологічним процесом відновлення тетрахлориду титану магнієм
Номер патенту: 4943
Опубліковано: 15.02.2005
Автори: ТЕСЛЕВИЧ СЕРГІЙ МИХАЙЛОВИЧ, ПАМПУШКО АНДРІЙ МИКОЛАЙОВИЧ, ДАВИДОВ СЕРГІЙ ІВАНОВИЧ, ФЕОФАНОВ КОСТЯНТИН ЛЬВОВИЧ, ТЕЛІН ВЛАДИСЛАВ ВОЛОДИМИРОВИЧ, КУЛИКОВСЬКИЙ ІГОР ОЛЕКСІЙОВИЧ, КРИГІН ДМИТРО АНАТОЛЬОВИЧ
МПК: C22B 34/12
Мітки: технологічним, управління, процесом, титану, відновлення, система, автоматичного, магнієм, тетрахлориду
Формула / Реферат:
1. Система автоматичного управління технологічним процесом відновлення тетрахлориду титану магнієм, яка містить системи ваговимірювання завантаженого магнію і дихлориду магнію, що зливають, систему обліку поданого в апарат тетрахлориду титану, що містить дозатори подачі тетрахлориду титану, програмно-обчислювальні та оперативно запам'ятовувальні пристрої, пристрій для переміщення зливного ковша для дихлориду магнію, яка відрізняється тим, що...
Попередній патент: Пристрій для зменшення розгойдування вантажу
Наступний патент: Іскробезпечна система дистанційного живлення ідентифікаторів автоматизованих систем табельного обліку
Випадковий патент: Реле часу