Спосіб виготовлення залізобетонних балок
Формула / Реферат
1. Спосіб виготовлення залізобетонних балок, що включає встановлення опалубки, укладання арматурної сітки по довжині опалубки, заливання бетону в опалубку та розпалубку після твердіння бетону, який відрізняється тим, що перед заливанням бетону опалубку по довжині поділяють за допомогою перегородок на три секції і після розпалубки отримані бетонні секції складають у трикутник, причому ділянки перерізання цих секцій в кутах отриманого трикутника додатково бетонують.
2. Спосіб за п. 1, який відрізняється тим, що прокладки виконують з дерева прямокутної форми товщиною, що дорівнює половині товщини стінки порожнистої балки.
Текст
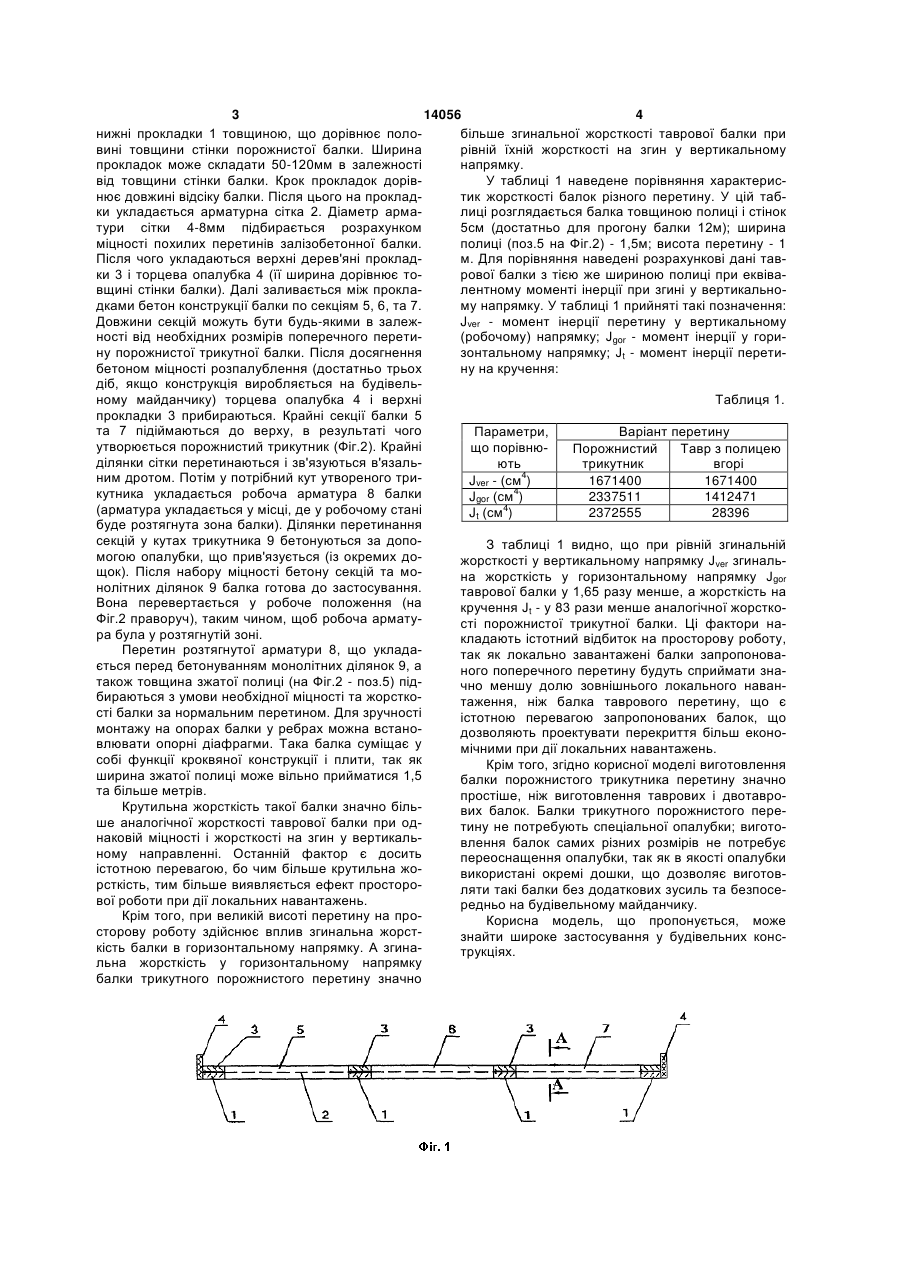
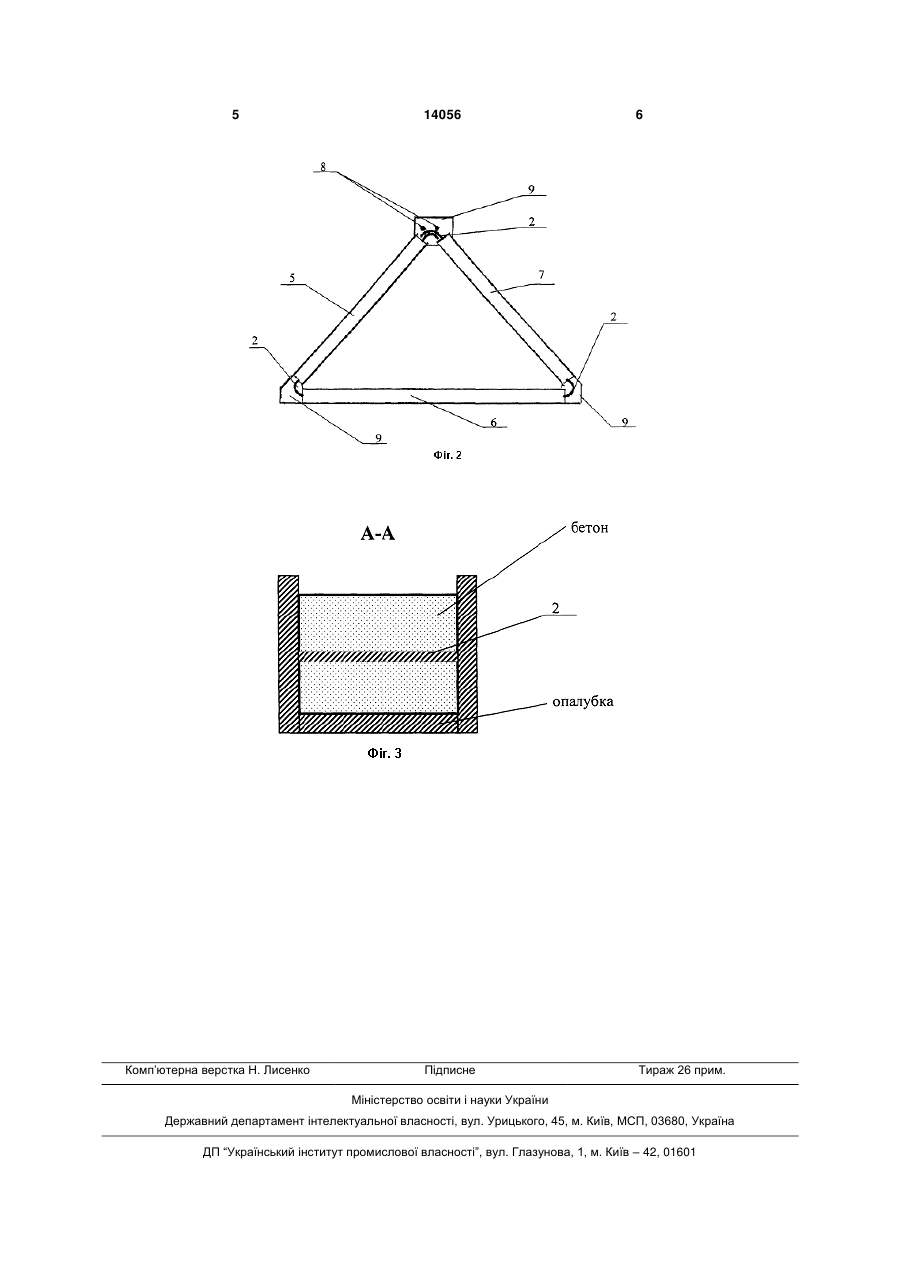
1. Спосіб виготовлення залізобетонних балок, що включає встановлення опалубки, укладання арматурної сітки по довжині опалубки, заливання бетону в опалубку та розпалубку після твердіння бетону, який відрізняється тим, що перед зали 3 14056 4 нижні прокладки 1 товщиною, що дорівнює полобільше згинальної жорсткості таврової балки при вині товщини стінки порожнистої балки. Ширина рівній їхній жорсткості на згин у вертикальному прокладок може складати 50-120мм в залежності напрямку. від товщини стінки балки. Крок прокладок дорівУ таблиці 1 наведене порівняння характериснює довжині відсіку балки. Після цього на прокладтик жорсткості балок різного перетину. У цій табки укладається арматурна сітка 2. Діаметр армалиці розглядається балка товщиною полиці і стінок тури сітки 4-8мм підбирається розрахунком 5см (достатньо для прогону балки 12м); ширина міцності похилих перетинів залізобетонної балки. полиці (поз.5 на Фіг.2) - 1,5м; висота перетину - 1 Після чого укладаються верхні дерев'яні прокладм. Для порівняння наведені розрахункові дані тавки 3 і торцева опалубка 4 (її ширина дорівнює торової балки з тією же шириною полиці при еквівавщині стінки балки). Далі заливається між проклалентному моменті інерції при згині у вертикальнодками бетон конструкції балки по секціям 5, 6, та 7. му напрямку. У таблиці 1 прийняті такі позначення: Довжини секцій можуть бути будь-якими в залежJver - момент інерції перетину у вертикальному ності від необхідних розмірів поперечного перети(робочому) напрямку; Jgor - момент інерції у горину порожнистої трикутної балки. Після досягнення зонтальному напрямку; Jt - момент інерції перетибетоном міцності розпалублення (достатньо трьох ну на кручення: діб, якщо конструкція виробляється на будівельному майданчику) торцева опалубка 4 і верхні Таблиця 1. прокладки 3 прибираються. Крайні секції балки 5 та 7 підіймаються до верху, в результаті чого Варіант перетину Параметри, утворюється порожнистий трикутник (Фіг.2). Крайні що порівнюПорожнистий Тавр з полицею ділянки сітки перетинаються і зв'язуються в'язальють трикутник вгорі ним дротом. Потім у потрібний кут утвореного триJver - (см4) 1671400 1671400 4 кутника укладається робоча арматура 8 балки Jgor (см ) 2337511 1412471 4 (арматура укладається у місці, де у робочому стані Jt (см ) 2372555 28396 буде розтягнута зона балки). Ділянки перетинання секцій у кутах трикутника 9 бетонуються за допоЗ таблиці 1 видно, що при рівній згинальній могою опалубки, що прив'язується (із окремих дожорсткості у вертикальному напрямку Jver згинальщок). Після набору міцності бетону секцій та мона жорсткість у горизонтальному напрямку Jgor нолітних ділянок 9 балка готова до застосування. таврової балки у 1,65 разу менше, а жорсткість на Вона перевертається у робоче положення (на кручення Jt - у 83 рази менше аналогічної жорсткоФіг.2 праворуч), таким чином, щоб робоча арматусті порожнистої трикутної балки. Ці фактори нара була у розтягнутій зоні. кладають істотний відбиток на просторову роботу, Перетин розтягнутої арматури 8, що укладатак як локально завантажені балки запропоновається перед бетонуванням монолітних ділянок 9, а ного поперечного перетину будуть сприймати знатакож товщина зжатої полиці (на Фіг.2 - поз.5) підчно меншу долю зовнішнього локального наванбираються з умови необхідної міцності та жорсткотаження, ніж балка таврового перетину, що є сті балки за нормальним перетином. Для зручності істотною перевагою запропонованих балок, що монтажу на опорах балки у ребрах можна встанодозволяють проектувати перекриття більш еконовлювати опорні діафрагми. Така балка суміщає у мічними при дії локальних навантажень. собі функції кроквяної конструкції і плити, так як Крім того, згідно корисної моделі виготовлення ширина зжатої полиці може вільно прийматися 1,5 балки порожнистого трикутника перетину значно та більше метрів. простіше, ніж виготовлення таврових і двотавроКрутильна жорсткість такої балки значно більвих балок. Балки трикутного порожнистого переше аналогічної жорсткості таврової балки при одтину не потребують спеціальної опалубки; виготонаковій міцності і жорсткості на згин у вертикальвлення балок самих різних розмірів не потребує ному направленні. Останній фактор є досить переоснащення опалубки, так як в якості опалубки істотною перевагою, бо чим більше крутильна жовикористані окремі дошки, що дозволяє виготоврсткість, тим більше виявляється ефект простороляти такі балки без додаткових зусиль та безпосевої роботи при дії локальних навантажень. редньо на будівельному майданчику. Крім того, при великій висоті перетину на проКорисна модель, що пропонується, може сторову роботу здійснює вплив згинальна жорстзнайти широке застосування у будівельних конскість балки в горизонтальному напрямку. А згинатрукціях. льна жорсткість у горизонтальному напрямку балки трикутного порожнистого перетину значно 5 Комп’ютерна верстка Н. Лисенко 14056 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of ferroconcrete beams
Автори англійськоюAzizov Taliat Nuredinovych
Назва патенту російськоюСпособ изготовления железобетонных балок
Автори російськоюАзизов Талят Нурединович
МПК / Мітки
МПК: B28B 7/34, B28B 23/02
Мітки: виготовлення, спосіб, балок, залізобетонних
Код посилання
<a href="https://ua.patents.su/3-14056-sposib-vigotovlennya-zalizobetonnikh-balok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення залізобетонних балок</a>
Спосіб оптимізації складових перерізів металевих балок
Номер патенту: 10586
Опубліковано: 15.11.2005
Автори: Набоков Йосип Йосипович, Зубрицький Євген Йосипович, Набоков Євген Йосипович, Зубрицька Наталя Євгенівна
МПК: E04C 3/02
Мітки: складових, металевих, балок, оптимізації, перерізів, спосіб
Формула / Реферат:
Спосіб оптимізації складових перерізів металевих балок, що включає визначення мінімальної висоти перерізу, який відрізняється тим, що точку локалізації абсолютного мінімуму маси металевої балки, в якій суміщені три граничні стани - міцність, місцева стійкість і жорсткість, що виконуються одночасно і у верхніх межах, визначають по оптимальній міцності сталі на основі алгоритму загальної теорії розрахунку балок.
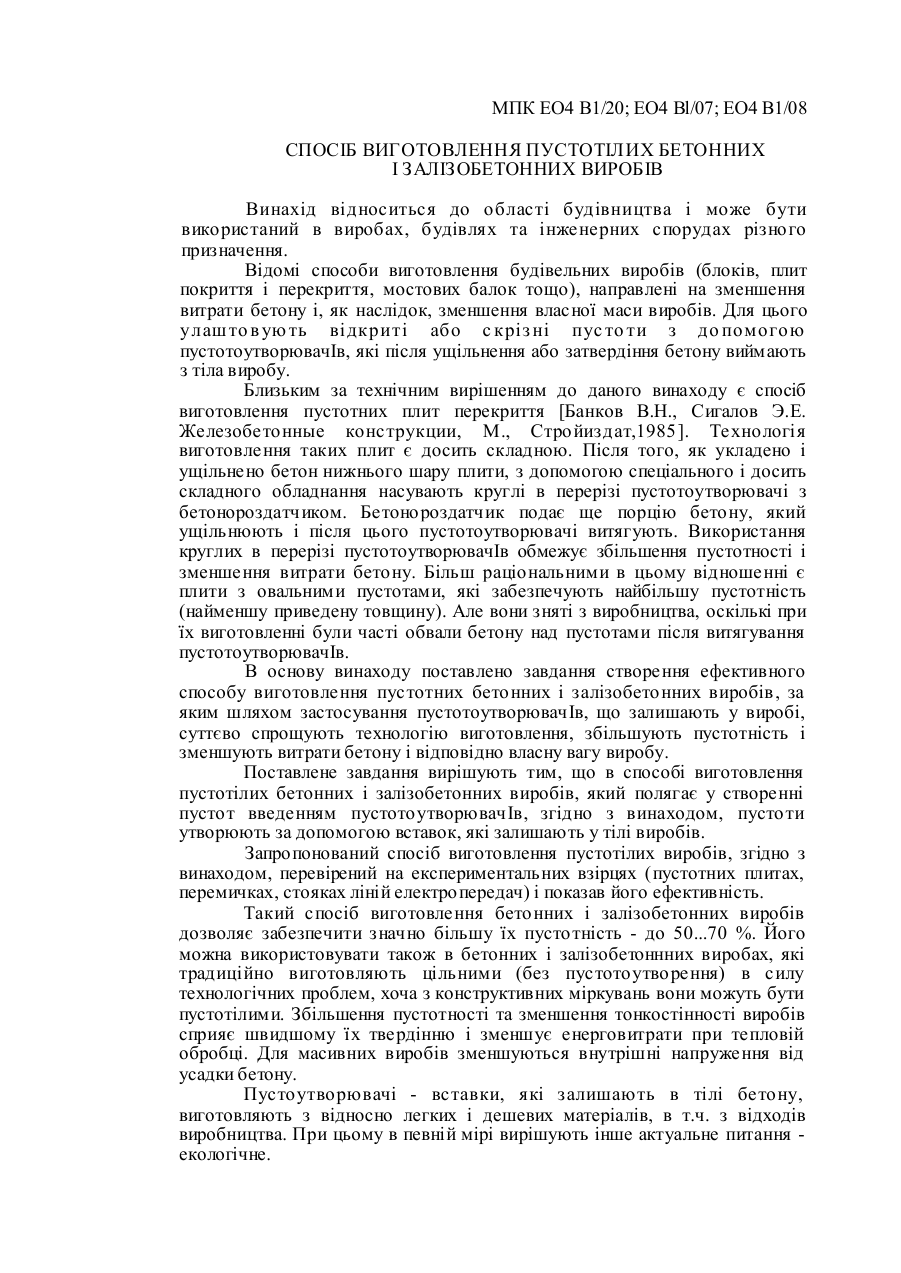
Спосіб виготовлення пустотілих бетонних і залізобетонних виробів
Номер патенту: 31506
Опубліковано: 15.12.2000
Автор: Мельник Ігор Володимирович
Мітки: спосіб, залізобетонних, бетонних, пустотілих, виробів, виготовлення
Текст:
...вони можуть бути пустотілими. Збільшення пустотності та зменшення тонкостінності виробів сприяє швидшому їх твердінню і зменшує енерговитрати при тепловій обробці. Для масивних виробів зменшуються внутрішні напруження від усадки бетону. Пустоутворювачі - вставки, які залишають в тілі бетону, виготовляють з відносно легких і дешевих матеріалів, в т.ч. з відходів виробництва. При цьому в певній мірі вирішують інше актуальне питання...
Вузол з’єднання балок із металевою колоною коробчатого перерізу
Номер патенту: 49475
Опубліковано: 16.09.2002
Автори: Кармазіна Галина Василівна, Федотов Олег Васильович
МПК: E04C 3/00
Мітки: колоною, перерізу, металевою, вузол, балок, коробчатого, з'єднання
Формула / Реферат:
Вузол з'єднання балок із металевою колоною коробчатого перерізу, який включає колону і балки, який відрізняється тим, що внутрішня поверхня кожної вставки виконана з жорстко закріпленими зварюванням скобами, розташованими з кроком, рівним - L, причому скоби другої поверхні вставки зміщені відносно першої поверхні на 1/3 L, а арматурні скоби третьої поверхні вставки зміщені відносно першої на відстані 2/3 L, причому вставка зі скобами...
Спосіб виготовлення попередньо напружених залізобетонних виробів
Номер патенту: 11261
Опубліковано: 15.12.2005
Автор: Чеканович Мечислав Геннадійович
МПК: E04G 21/12
Мітки: виготовлення, залізобетонних, спосіб, виробів, попередньо, напружених
Формула / Реферат:
Спосіб попереднього напруження залізобетонних виробів, що включає встановлення арматури у форму, укладення бетонної суміші, її пресування дією зусилля натягу арматури на рухомий торець форми, фіксацію арматури, затвердіння бетонної суміші й вилучення з форми готового виробу, який відрізняється тим, що у форму вкладають суху незволожену бетонну суміш, пресування якої здійснюють передачею дії сил попереднього напруження на суху бетонну суміш,...
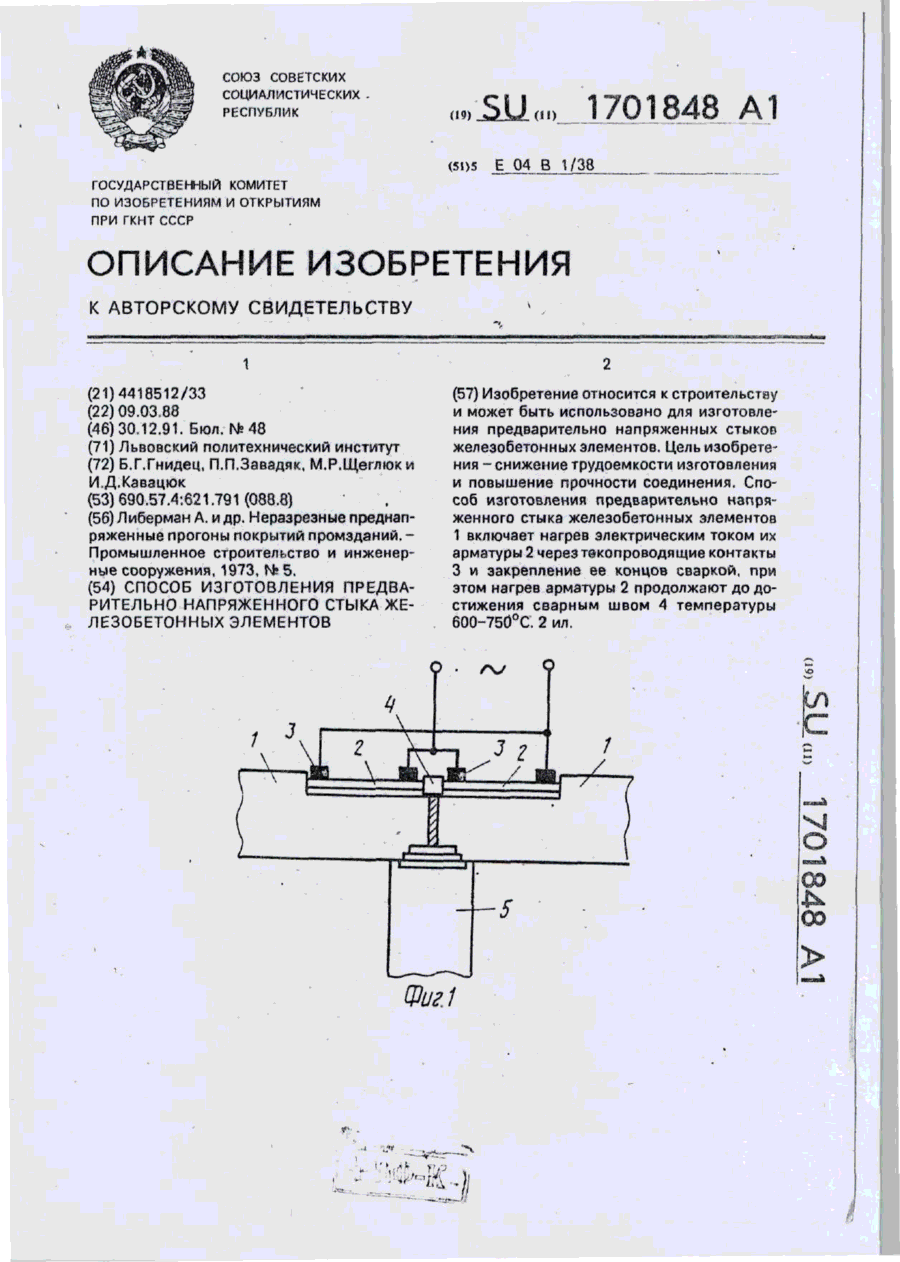
Спосіб виготовлення попередньо напруженого стика залізобетонних елементів
Номер патенту: 1982
Опубліковано: 20.12.1994
Автори: Завадяк Павло Петрович, Кавацюк Ігор Дмитрович, Щеглюк Мирон Романович, Гнідець Богдан Григорович
МПК: E04B 1/38
Мітки: попередньо, спосіб, залізобетонних, стика, напруженого, елементів, виготовлення
Формула / Реферат:
Способ изготовления предварительно напряженного стыка железобетонных элементов, включающий нагрев электрическим током арматуры и закрепления ее концов, отличающийся тем, что, с целью снижения трудоемкости изготовления и повышения прочности соединения, закрепление концов арматуры производят сваркой, а нагрев арматуры продолжают до достижения сварным швом температуры 600—750 °C.
Попередній патент: Спосіб одержання деароматизованого компонента з риформата бензинової фракції для виробництва нафтових розчинників
Наступний патент: Пристрій вузькосмугового оптичного фільтра
Випадковий патент: Гістероскопічний спосіб діагностики прохідності маткових труб