Спосіб заточування голчатої поверхні торцем орієнтованого круга
Формула / Реферат
Спосіб заточування голчатої поверхні торцем орієнтованого круга, що включає переміщення торця шліфувального круга вздовж прямолінійної твірної циліндричної поверхні деталі (барабана або валика текстильної машини), при цьому фіксованим положенням осі обертання шліфувального круга в вертикальній площині відносно осі обертання оброблюваної деталі забезпечують потрібний напрямок результуючої швидкості заточування відносно площини нахилу голок, перпендикулярної до осі деталі, який відрізняється тим, що регулюванням положення осі круга відносно осі обертання оброблюваної деталі спочатку, при формоутворенні циліндричної поверхні, забезпечують напрямок вектора результуючої швидкості заточування, перпендикулярний до площини нахилу голок з одного боку, при реверсі поздовжньої подачі - з другого боку, а потім, при чистовому заточуванні робочих кінців голок, - в площині їх нахилу і співпадаючий з ним.
Текст
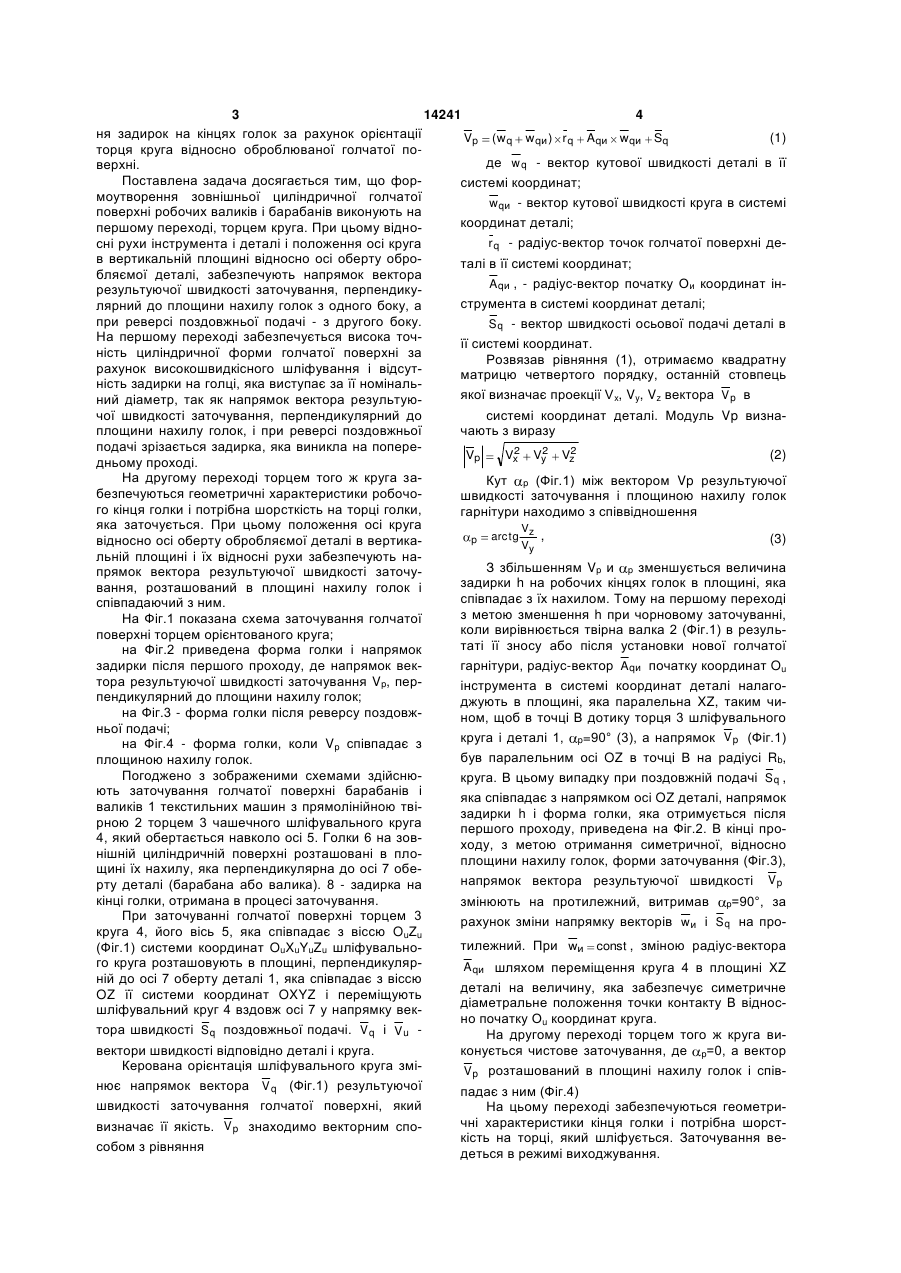
Спосіб заточування голчатої поверхні торцем орієнтованого круга, що включає переміщення торця шліфувального круга вздовж прямолінійної твірної циліндричної поверхні деталі (барабана або валика текстильної машини), при цьому фіксованим положенням осі обертання шліфувального круга в вертикальній площині відносно осі обер 3 14241 4 ня задирок на кінцях голок за рахунок орієнтації Vp ( w q w qи ) r q A qи w qи Sq (1) торця круга відносно оброблюваної голчатої поде w q - вектор кутової швидкості деталі в її верхні. Поставлена задача досягається тим, що форсистемі координат; моутворення зовнішньої циліндричної голчатої w qи - вектор кутової швидкості круга в системі поверхні робочих валиків і барабанів виконують на координат деталі; першому переході, торцем круга. При цьому відноr q - радіус-вектор точок голчатої поверхні десні рухи інструмента і деталі і положення осі круга в вертикальній площині відносно осі оберту оброталі в її системі координат; бляємої деталі, забезпечують напрямок вектора A qи , - радіус-вектор початку Ои координат інрезультуючої швидкості заточування, перпендикуструмента в системі координат деталі; лярний до площини нахилу голок з одного боку, а при реверсі поздовжньої подачі - з другого боку. S q - вектор швидкості осьової подачі деталі в На першому переході забезпечується висока точїї системі координат. ність циліндричної форми голчатої поверхні за Розвязав рівняння (1), отримаємо квадратну рахунок високошвидкісного шліфування і відсутматрицю четвертого порядку, останній стовпець ність задирки на голці, яка виступає за її номінальякої визначає проекції Vx, Vy, Vz вектора V p в ний діаметр, так як напрямок вектора результуюсистемі координат деталі. Модуль Vp визначої швидкості заточування, перпендикулярний до чають з виразу площини нахилу голок, і при реверсі поздовжньої подачі зрізається задирка, яка виникла на попере2 2 2 Vp Vx Vy Vz (2) дньому проході. На другому переході торцем того ж круга заКут p (Фіг.1) між вектором Vp результуючої безпечуються геометричні характеристики робочошвидкості заточування і площиною нахилу голок го кінця голки і потрібна шорсткість на торці голки, гарнітури находимо з співвідношення яка заточується. При цьому положення осі круга Vz , p arctg (3) відносно осі оберту обробляємої деталі в вертикаVy льній площині і їх відносні рухи забезпечують наЗ збільшенням Vp и p зменшується величина прямок вектора результуючої швидкості заточузадирки h на робочих кінцях голок в площині, яка вання, розташований в площині нахилу голок і співпадає з їх нахилом. Тому на першому переході співпадаючий з ним. з метою зменшення h при чорновому заточуванні, На Фіг.1 показана схема заточування голчатої коли вирівнюється твірна валка 2 (Фіг.1) в резульповерхні торцем орієнтованого круга; таті її зносу або після установки нової голчатої на Фіг.2 приведена форма голки і напрямок задирки після першого проходу, де напрямок векгарнітури, радіус-вектор A qи початку координат Ou тора результуючої швидкості заточування Vp, перінструмента в системі координат деталі налагопендикулярний до площини нахилу голок; джують в площині, яка паралельна XZ, таким чина Фіг.3 - форма голки після реверсу поздовжном, щоб в точці В дотику торця 3 шліфувального ньої подачі; круга і деталі 1, p=90° (3), а напрямок V p (Фіг.1) на Фіг.4 - форма голки, коли Vp співпадає з був паралельним осі OZ в точці В на радіусі Rb, площиною нахилу голок. Погоджено з зображеними схемами здійснюкруга. В цьому випадку при поздовжній подачі S q , ють заточування голчатої поверхні барабанів і яка співпадає з напрямком осі OZ деталі, напрямок валиків 1 текстильних машин з прямолінійною твізадирки h і форма голки, яка отримується після рною 2 торцем 3 чашечного шліфувального круга першого проходу, приведена на Фіг.2. В кінці про4, який обертається навколо осі 5. Голки 6 на зовходу, з метою отримання симетричної, відносно нішній циліндричній поверхні розташовані в плоплощини нахилу голок, форми заточування (Фіг.3), щині їх нахилу, яка перпендикулярна до осі 7 обенапрямок вектора результуючої швидкості V p рту деталі (барабана або валика). 8 - задирка на кінці голки, отримана в процесі заточування. змінюють на протилежний, витримав p=90°, за При заточуванні голчатої поверхні торцем 3 рахунок зміни напрямку векторів w и і S q на прокруга 4, його вісь 5, яка співпадає з віссю OuZu тилежний. При wи const , зміною радіус-вектора (Фіг.1) системи координат OuXuYuZu шліфувального круга розташовують в площині, перпендикулярA qи шляхом переміщення круга 4 в площині XZ ній до осі 7 оберту деталі 1, яка співпадає з віссю деталі на величину, яка забезпечує симетричне OZ її системи координат OXYZ і переміщують діаметральне положення точки контакту В відносшліфувальний круг 4 вздовж осі 7 у напрямку векно початку Оu координат круга. тора швидкості S q поздовжньої подачі. V q і V u На другому переході торцем того ж круга вивектори швидкості відповідно деталі і круга. конується чистове заточування, де p=0, а вектор Керована орієнтація шліфувального круга зміV p розташований в площині нахилу голок і співнює напрямок вектора V q (Фіг.1) результуючої падає з ним (Фіг.4) швидкості заточування голчатої поверхні, який На цьому переході забезпечуються геометричні характеристики кінця голки і потрібна шорстV p знаходимо векторним сповизначає її якість. кість на торці, який шліфується. Заточування весобом з рівняння деться в режимі виходжування. 5 14241 6 З метою виключення заточування в напрямку, круга ( w u ) (Фіг.1) при реверсі поздовжньої подачі протилежному нахилу голок при чистовому шліфудеталі S q . Заточування здійснювалось нижньою ванні з p=0°, круг 4 розвертають навколо ОuXu на кут (Фіг.1), який забезпечує контакт його ділянок частиною круга з p=90° на радіусі круга Rb=66мм. з голками, де проекції векторів швидкості круга на Кругова подача деталі (голок) Vq=1-5м/с, осьова площину, перпендикулярну до осі оберту деталі подача Sq 1 - 4 мм/об деталі. співпадають з напрямком нахилу голок, що підвиЧистове заточування на другому лереході щує якість заточування. здійснювалось при p=0° з поперечною подачею Експериментальне дослідження заточування =0,025мм за один прохід. голчатої поверхні робочого валика, діаметром Дослідження показали, що точність формоут145мм, довжиною робочої частини 460 мм здійсворення циліндричної поверхні підвищилась на 1 нювалось на верстаті з ЧПК моделі ВЗ-208 Ф3. квалітет. Підвищилась якість робочих кінців голок, Шліфування голок діаметром 0,3мм з сталі величина задирок не перевищує 0,01мм, так як У7А здійснювалось торцем чашечного круга 12А2після заточування на першому переході, де 0, 45°-150 45 32 25А 25 СТ1 7К зі швидкістю 35м/с. відсутня задирка в площині нахилу голок. Вирівнювання гарнітури при заточуванні на першому переході здійснювалось з поперечною подачею =0,05мм за один прохід, з реверсом оберту Комп’ютерна верстка Н. Лисенко Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of sharpening of needle-shaped surface by the end of oriented circle
Автори англійськоюKalchenko Volodymyr Vitaliiovych
Назва патенту російськоюСпособ затачивания игольчатой поверхности торцом ориентированного круга
Автори російськоюКальченко Владимир Витальевич
МПК / Мітки
МПК: B24B 19/00
Мітки: поверхні, торцем, заточування, спосіб, голчатої, круга, орієнтованого
Код посилання
<a href="https://ua.patents.su/3-14241-sposib-zatochuvannya-golchato-poverkhni-torcem-oriehntovanogo-kruga.html" target="_blank" rel="follow" title="База патентів України">Спосіб заточування голчатої поверхні торцем орієнтованого круга</a>
Спосіб заточування голчатої поверхні периферією і торцем орієнтованого круга
Номер патенту: 14240
Опубліковано: 15.05.2006
Автор: Кальченко Володимир Віталійович
МПК: B24B 19/00
Мітки: периферією, поверхні, заточування, спосіб, орієнтованого, торцем, голчатої, круга
Формула / Реферат:
Спосіб заточування голчатої поверхні периферією і торцем орієнтованого круга, що включає переміщення шліфувального круга, який обертається, вздовж твірної деталі і подачу його в напрямку, перпендикулярному до осі обертання деталі, для зняття припуску, який відрізняється тим, що чорнове заточування голчатої поверхні здійснюють торцем циліндричного круга і одночасно чистове - його периферією з поступовим зменшенням глибини різання у напрямку...
Спосіб заточування голчастої поверхні барабанів і валиків текстильних машин
Номер патенту: 10062
Опубліковано: 15.11.2005
Автори: Кальченко Володимир Віталійович, Кальченко Віталій Іванович, Фень Сергій Іванович
МПК: D01G 15/00
Мітки: машин, барабанів, валиків, поверхні, спосіб, текстильних, голчастої, заточування
Формула / Реферат:
1. Спосіб заточування голчастої поверхні барабанів і валиків текстильних машин, при якому шліфувальний інструмент вводять в контакт з голками гарнітури і надають їм відносний рух, який забезпечує подачу в повздовжньому напрямку деталі, перпендикулярному до нахилу голок, який відрізняється тим, що заточування здійснюють одночасно торцем і периферією шліфувального круга, що має форму похилого циліндра, вісь якого є паралельною осі деталі і...
Спосіб формування переривчастої робочої поверхні шліфувального круга
Номер патенту: 37932
Опубліковано: 15.05.2001
Автори: Хорват Матяш, Грабченко Анатолій Іванович, Доброскок Володимир Ленінмирович, Гаращенко Ярослав Миколайович, Уварова Юлія Леонідівна
МПК: B24B 53/00
Мітки: спосіб, шліфувального, круга, переривчастої, поверхні, робочої, формування
Текст:
...можливість керування формою поперечного профілю робочої поверхні алмазного круга електрохімічним методом шляхом зміни форми напруги в імпульсі. Формування западин на робочій поверхні круга робили на круглошліфувальному верстаті мод. ЗБ12, модернізованому для здійснення запропонованого способу. Як алмазні круги використовували круги АПП 300 х 25 х 5 АСВ 100/80 МВ1-100%. Як електроліт використовували водяний розчин NaNО3 - 5%, NaNО2 -...
Різальна пластина та спосіб її заточування
Номер патенту: 63253
Опубліковано: 15.01.2004
Автори: Кісельова Ірина Володимирівна, Матюха Петро Григорович
МПК: B23B 27/16
Мітки: спосіб, заточування, пластина, різальна
Формула / Реферат:
1. Різальна пластина, що має призматичну форму, на більших гранях якої сформовані поверхні для закріплення і передні поверхні, а на основах сформовані допоміжні задні поверхні, заточені під допоміжними задніми кутами, яка відрізняється тим, що задні поверхні виконані у вигляді частини циліндричної поверхні, твірна якої співпадає з меншою діагоналлю основи, що має вигляд паралелограма.2. Спосіб заточування різальної пластини, що...
Спосіб заточування свердла з підрізними різальними крайками
Номер патенту: 52249
Опубліковано: 16.12.2002
Автори: Мамлюк Олег Володимирович, Родін Родіон Петрович, Лупкін Борис Володимирович, Равська Наталья Сергіївна
МПК: B23B 3/00
Мітки: спосіб, різальними, крайками, заточування, свердла, підрізними
Формула / Реферат:
Спосіб заточування свердла з підрізними різальними крайками, при якому шліфувальним кругом одноразово формують площини периферійної і центральної різальних крайок свердла, який відрізняється тим, що оброблювальне свердло встановлюють в універсально-заточувальній головці з кутами й надають зворотно-поступального руху відносно шліфувального круга комбінованої "а",...
Попередній патент: Спосіб заточування голчатої поверхні периферією і торцем орієнтованого круга
Наступний патент: Спосіб безцентрового поздовжнього шліфування циліндричних поверхонь
Випадковий патент: Піч