Спосіб заточування голчатої поверхні периферією і торцем орієнтованого круга
Формула / Реферат
Спосіб заточування голчатої поверхні периферією і торцем орієнтованого круга, що включає переміщення шліфувального круга, який обертається, вздовж твірної деталі і подачу його в напрямку, перпендикулярному до осі обертання деталі, для зняття припуску, який відрізняється тим, що чорнове заточування голчатої поверхні здійснюють торцем циліндричного круга і одночасно чистове - його периферією з поступовим зменшенням глибини різання у напрямку формоутворювальної ділянки за рахунок повороту круга відносно осі, яка перпендикулярна до осей деталі і круга і проходить крізь формоутворювальну ділянку, при цьому кут φ повороту круга розраховують за виразом:
![]() ,
,
де ![]() - припуск, який знімається при чистовому шліфуванні периферією круга,
- припуск, який знімається при чистовому шліфуванні периферією круга,
![]() - діаметр круга,
- діаметр круга,
![]() - висота периферії круга, якою виконують чистове шліфування.
- висота периферії круга, якою виконують чистове шліфування.
Текст
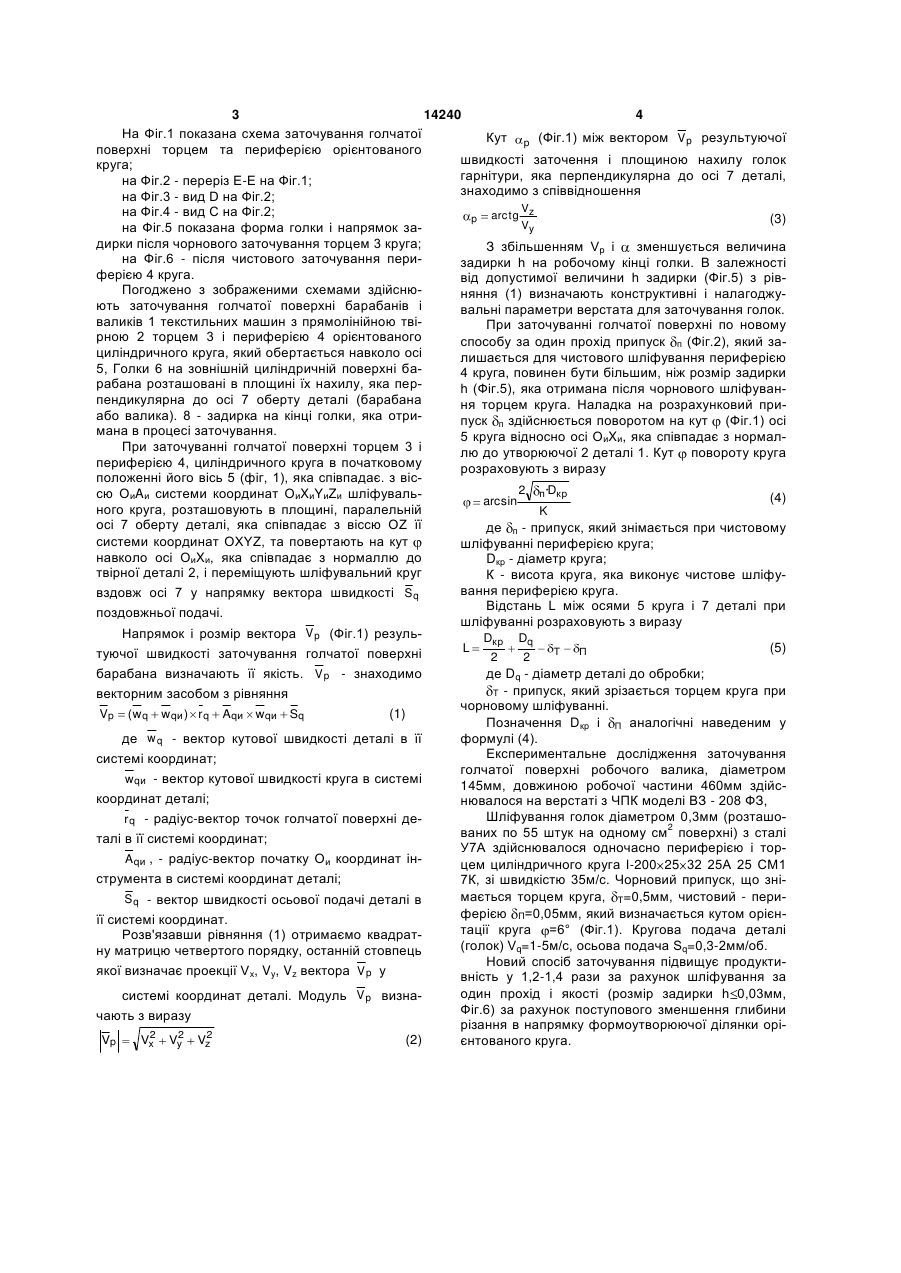
Спосіб заточування голчатої поверхні периферією і торцем орієнтованого круга, що включає переміщення шліфувального круга, який обертається, вздовж твірної деталі і подачу його в напрямку, перпендикулярному до осі обертання деталі, для зняття припуску, який відрізняється тим, що чорнове заточування голчатої поверхні здійснюють торцем циліндричного круга і одночасно чистове - його периферією з поступовим змен шенням глибини різання у напрямку формоутворювальної ділянки за рахунок повороту круга відносно осі, яка перпендикулярна до осей деталі і круга і проходить крізь формоутворювальну ділянку, при цьому кут φ повороту круга розраховують за виразом: Корисна модель відноситься до обробки металів шліфуванням і може бути використана у верстатах для заточування голчатої поверхні барабанів і валиків текстильних машин. Відомий спосіб заточування голчатої поверхні валиків текстильних машин циліндричним шліфувальним кругом, який переміщується в поздовжньому напрямку. При цьому осі оберту круга і деталі залишаються паралельними в процесі заточування. Валик обертається у напрямку, протилежному нахилу голок, а шліфувальний круг в сторону їх нахилу, [а.с. 1341266 СССР МКИ D01G15/386.1987. Б.И. №36], Недоліком способу заточування, який розглядається, є те, що при паралельних осях круга і валика, вектор результуючої швидкості різання розташований у площині нахилу голок, на кінцях яких у цій площині при чорновому заточуванні, коли знімається припуск до 2мм, виникає максимальна задирка у вигляді крючка. Як показали наші дослідження [Кальченко В.В, Влияние кинематики заточки на качество игольчатой поверхности барабанов текстильных машин, в кн: "Информационные технологии: наука, техника, образование, здоровье - Харьков, ХГПУ, 1997, часть 2. с.278-281]. задирка на голці, яка виступає за й номінальний діаметр, створює перешкоду для сходу вовни при прочосі. Вона також служить причиною обриву нитки, що приводить до браку. Найбільш близьким до пропонуємого є спосіб круглого шліфування з поздовжньою подачею орієнтованого циліндричного круга [а.с. 1234163, СССР, МКИ В24B5/04,1986, Б.И. №20]. Недоліком цього способу є те, що весь припуск знімається тільки периферією круга, як при чорновому, так і при чистовому заточуванні голчатої поверхні і задирка, яка отримана при чорновому заточуванні, коли знімається припуск до 2мм, при чистовому заточуванні не зрізується, що знижує його ефективність. Задача корисної моделі - підвищення продуктивності і якості обробки за рахунок зменшення задирки на кінці голки. Поставлена задача досягається тим, що чорнове заточування голчатої поверхні здійснюють торцем циліндричного круга і одночасно чистове його периферією з поступовим зменшенням глибини різання у напрямку формоутворювальної ділянки за рахунок повороту круга відносно осі, яка перпендикулярна до осей деталі і круга і проходить крізь формоутворювальну ділянку. 2 arcsin п·Dкр K , де п - припуск, який знімається при чистовому шліфуванні периферією круга, Dкр - діаметр круга, (19) UA (11) 14240 (13) U K - висота периферії круга, якою виконують чистове шліфування. 3 14240 4 На Фіг.1 показана схема заточування голчатої Кут p (Фіг.1) між вектором V p результуючої поверхні торцем та периферією орієнтованого швидкості заточення і площиною нахилу голок круга; гарнітури, яка перпендикулярна до осі 7 деталі, на Фіг.2 - переріз Е-Е на Фіг.1; знаходимо з співвідношення на Фіг.3 - вид D на Фіг.2; Vz на Фіг.4 - вид С на Фіг.2; p arctg (3) Vy на Фіг.5 показана форма голки і напрямок задирки після чорнового заточування торцем 3 круга; З збільшенням Vp і зменшується величина на Фіг.6 - після чистового заточування перизадирки h на робочому кінці голки. В залежності ферією 4 круга. від допустимої величини h задирки (Фіг.5) з рівПогоджено з зображеними схемами здійснюняння (1) визначають конструктивні і налагоджують заточування голчатої поверхні барабанів і вальні параметри верстата для заточування голок. валиків 1 текстильних машин з прямолінійною твіПри заточуванні голчатої поверхні по новому рною 2 торцем 3 і периферією 4 орієнтованого способу за один прохід припуск п (Фіг.2), який зациліндричного круга, який обертається навколо осі лишається для чистового шліфування периферією 5, Голки 6 на зовнішній циліндричній поверхні ба4 круга, повинен бути більшим, ніж розмір задирки рабана розташовані в площині їх нахилу, яка перh (Фіг.5), яка отримана після чорнового шліфуванпендикулярна до осі 7 оберту деталі (барабана ня торцем круга. Наладка на розрахунковий приабо валика). 8 - задирка на кінці голки, яка отрипуск п здійснюється поворотом на кут (Фіг.1) осі мана в процесі заточування. 5 круга відносно осі OиXи, яка співпадає з нормалПри заточуванні голчатої поверхні торцем 3 і лю до утворюючої 2 деталі 1. Кут повороту круга периферією 4, циліндричного круга в початковому розраховують з виразу положенні його вісь 5 (фіг, 1), яка співпадає. з віс2 п·Dкр сю OиAи системи координат OиXиYиZи шліфуваль(4) arcsin ного круга, розташовують в площині, паралельній K осі 7 оберту деталі, яка співпадає з віссю OZ її де п - припуск, який знімається при чистовому системи координат OXYZ, та повертають на кут шліфуванні периферією круга; навколо осі OиXи, яка співпадає з нормаллю до Dкр - діаметр круга; твірної деталі 2, і переміщують шліфувальний круг К - висота круга, яка виконує чистове шліфування периферією круга. вздовж осі 7 у напрямку вектора швидкості S q Відстань L між осями 5 круга і 7 деталі при поздовжньої подачі. шліфуванні розраховують з виразу Напрямок і розмір вектора V p (Фіг.1) резульDкр Dq L (5) T П туючої швидкості заточування голчатої поверхні 2 2 барабана визначають її якість. V p - знаходимо де Dq - діаметр деталі до обробки; Т - припуск, який зрізається торцем круга при векторним засобом з рівняння чорновому шліфуванні. Vp ( w q w qи ) r q A qи w qи Sq (1) Позначення Dкр і П аналогічні наведеним у де w q - вектор кутової швидкості деталі в її формулі (4). Експериментальне дослідження заточування системі координат; голчатої поверхні робочого валика, діаметром w qи - вектор кутової швидкості круга в системі 145мм, довжиною робочої частини 460мм здійскоординат деталі; нювалося на верстаті з ЧПК моделі ВЗ - 208 ФЗ, Шліфування голок діаметром 0,3мм (розташоr q - радіус-вектор точок голчатої поверхні деваних по 55 штук на одному см2 поверхні) з сталі талі в її системі координат; У7А здійснювалося одночасно периферією і торA qи , - радіус-вектор початку Ои координат інцем циліндричного круга І-200 25 32 25А 25 СМ1 струмента в системі координат деталі; 7К, зі швидкістю 35м/с. Чорновий припуск, що знімається торцем круга, Т=0,5мм, чистовий - периS q - вектор швидкості осьової подачі деталі в ферією П=0,05мм, який визначається кутом орієнїї системі координат. тації круга =6° (Фіг.1). Кругова подача деталі Розв'язавши рівняння (1) отримаємо квадрат(голок) Vq=1-5м/с, осьова подача Sq=0,3-2мм/об. ну матрицю четвертого порядку, останній стовпець Новий спосіб заточування підвищує продуктиякої визначає проекції Vx, Vy, Vz вектора V p у вність у 1,2-1,4 рази за рахунок шліфування за один прохід і якості (розмір задирки h 0,03мм, системі координат деталі. Модуль V p визнаФіг.6) за рахунок поступового зменшення глибини чають з виразу різання в напрямку формоутворюючої ділянки орі2 2 2 Vp Vx Vy Vz (2) єнтованого круга. 5 Комп’ютерна верстка Н. Лисенко 14240 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of sharpening of needle-shaped surface by periphery and end of the oriented circle
Автори англійськоюKalchenko Volodymyr Vitaliiovych
Назва патенту російськоюСпособ затачивания игольчатой поверхности периферией и торцом ориентированного круга
Автори російськоюКальченко Владимир Витальевич
МПК / Мітки
МПК: B24B 19/00
Мітки: спосіб, заточування, голчатої, орієнтованого, периферією, круга, торцем, поверхні
Код посилання
<a href="https://ua.patents.su/3-14240-sposib-zatochuvannya-golchato-poverkhni-periferiehyu-i-torcem-oriehntovanogo-kruga.html" target="_blank" rel="follow" title="База патентів України">Спосіб заточування голчатої поверхні периферією і торцем орієнтованого круга</a>
Спосіб заточування голчастої поверхні барабанів і валиків текстильних машин
Номер патенту: 10062
Опубліковано: 15.11.2005
Автори: Кальченко Віталій Іванович, Фень Сергій Іванович, Кальченко Володимир Віталійович
МПК: D01G 15/00
Мітки: машин, поверхні, заточування, голчастої, валиків, барабанів, текстильних, спосіб
Формула / Реферат:
1. Спосіб заточування голчастої поверхні барабанів і валиків текстильних машин, при якому шліфувальний інструмент вводять в контакт з голками гарнітури і надають їм відносний рух, який забезпечує подачу в повздовжньому напрямку деталі, перпендикулярному до нахилу голок, який відрізняється тим, що заточування здійснюють одночасно торцем і периферією шліфувального круга, що має форму похилого циліндра, вісь якого є паралельною осі деталі і...
Спосіб формування переривчастої робочої поверхні шліфувального круга
Номер патенту: 37932
Опубліковано: 15.05.2001
Автори: Доброскок Володимир Ленінмирович, Уварова Юлія Леонідівна, Хорват Матяш, Гаращенко Ярослав Миколайович, Грабченко Анатолій Іванович
МПК: B24B 53/00
Мітки: поверхні, спосіб, круга, шліфувального, переривчастої, робочої, формування
Текст:
...можливість керування формою поперечного профілю робочої поверхні алмазного круга електрохімічним методом шляхом зміни форми напруги в імпульсі. Формування западин на робочій поверхні круга робили на круглошліфувальному верстаті мод. ЗБ12, модернізованому для здійснення запропонованого способу. Як алмазні круги використовували круги АПП 300 х 25 х 5 АСВ 100/80 МВ1-100%. Як електроліт використовували водяний розчин NaNО3 - 5%, NaNО2 -...
Різальна пластина та спосіб її заточування
Номер патенту: 63253
Опубліковано: 15.01.2004
Автори: Матюха Петро Григорович, Кісельова Ірина Володимирівна
МПК: B23B 27/16
Мітки: спосіб, заточування, пластина, різальна
Формула / Реферат:
1. Різальна пластина, що має призматичну форму, на більших гранях якої сформовані поверхні для закріплення і передні поверхні, а на основах сформовані допоміжні задні поверхні, заточені під допоміжними задніми кутами, яка відрізняється тим, що задні поверхні виконані у вигляді частини циліндричної поверхні, твірна якої співпадає з меншою діагоналлю основи, що має вигляд паралелограма.2. Спосіб заточування різальної пластини, що...
Спосіб заточування свердла
Номер патенту: 52246
Опубліковано: 16.12.2002
Автори: Равська Наталья Сергіївна, Родін Родіон Петрович, Мамлюк Олег Володимирович, Лупкін Борис Володимирович
МПК: B23B 51/02
Мітки: свердла, спосіб, заточування
Формула / Реферат:
Спосіб заточування свердла, який включає заточування двома конічними шліфувальними кругами, що встановлені з зазором на одній осі, похилій відносно напрямку зворотно-поступальних рухів свердла, який відрізняється тим, що задні поверхні основних різальних крайок формують конічними поверхнями шліфувальних кругів, а задні поверхні в центральній зоні поперечної різальної крайки свердла формують граничними окружностями, розташованими на торцях...
Спосіб заточування свердла з підрізними різальними крайками
Номер патенту: 52249
Опубліковано: 16.12.2002
Автори: Родін Родіон Петрович, Равська Наталья Сергіївна, Мамлюк Олег Володимирович, Лупкін Борис Володимирович
МПК: B23B 3/00
Мітки: крайками, свердла, спосіб, різальними, підрізними, заточування
Формула / Реферат:
Спосіб заточування свердла з підрізними різальними крайками, при якому шліфувальним кругом одноразово формують площини периферійної і центральної різальних крайок свердла, який відрізняється тим, що оброблювальне свердло встановлюють в універсально-заточувальній головці з кутами й надають зворотно-поступального руху відносно шліфувального круга комбінованої "а",...
Попередній патент: Спосіб діагностики прохідності сім’явивідного тракту
Наступний патент: Спосіб заточування голчатої поверхні торцем орієнтованого круга
Випадковий патент: Спосіб виявлення алкалоїдів чемериці білої в рослинній сировині та біологічному матеріалі