Спосіб формування переривчастої робочої поверхні шліфувального круга
Номер патенту: 37932
Опубліковано: 15.05.2001
Автори: Доброскок Володимир Ленінмирович, Хорват Матяш, Уварова Юлія Леонідівна, Грабченко Анатолій Іванович, Гаращенко Ярослав Миколайович


Текст
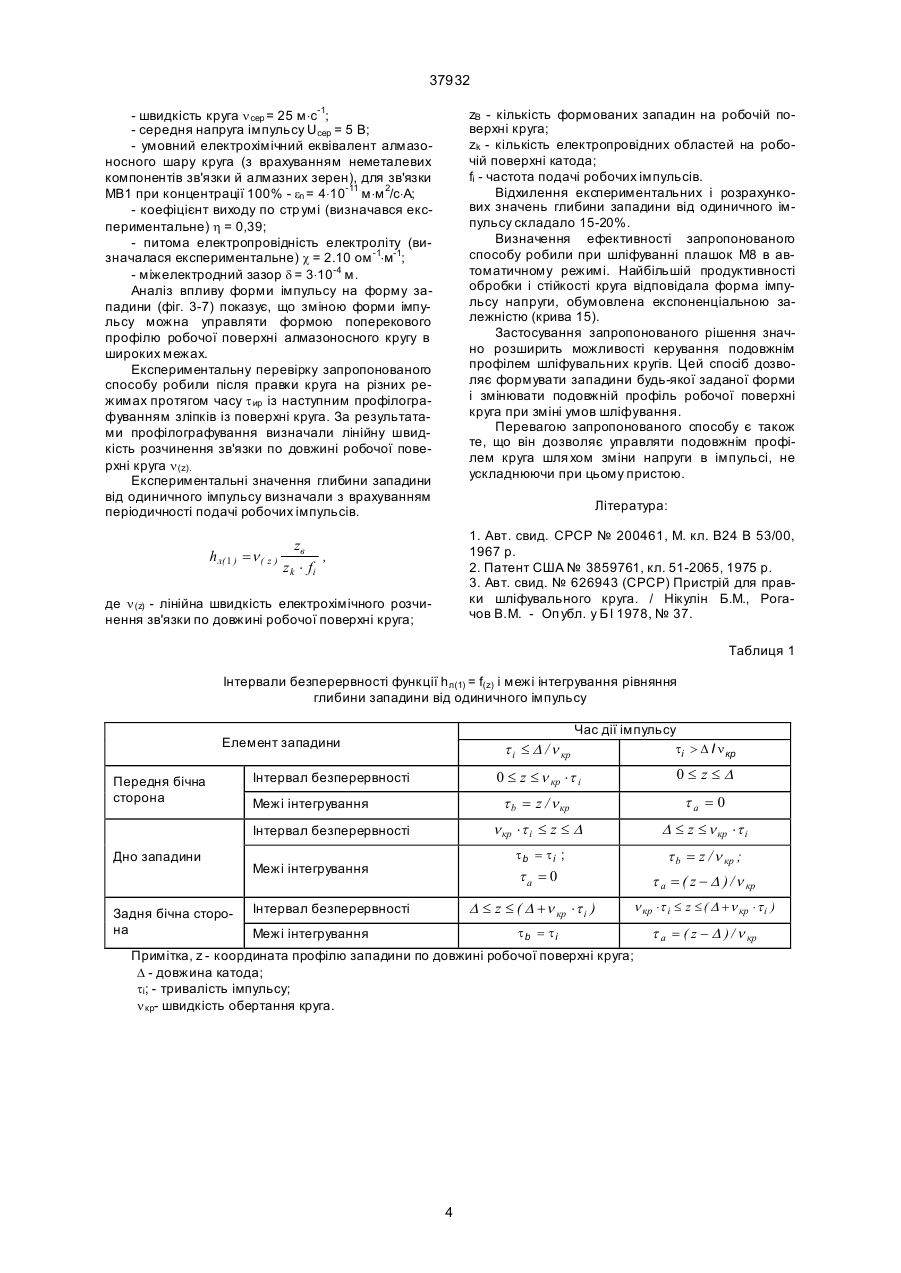
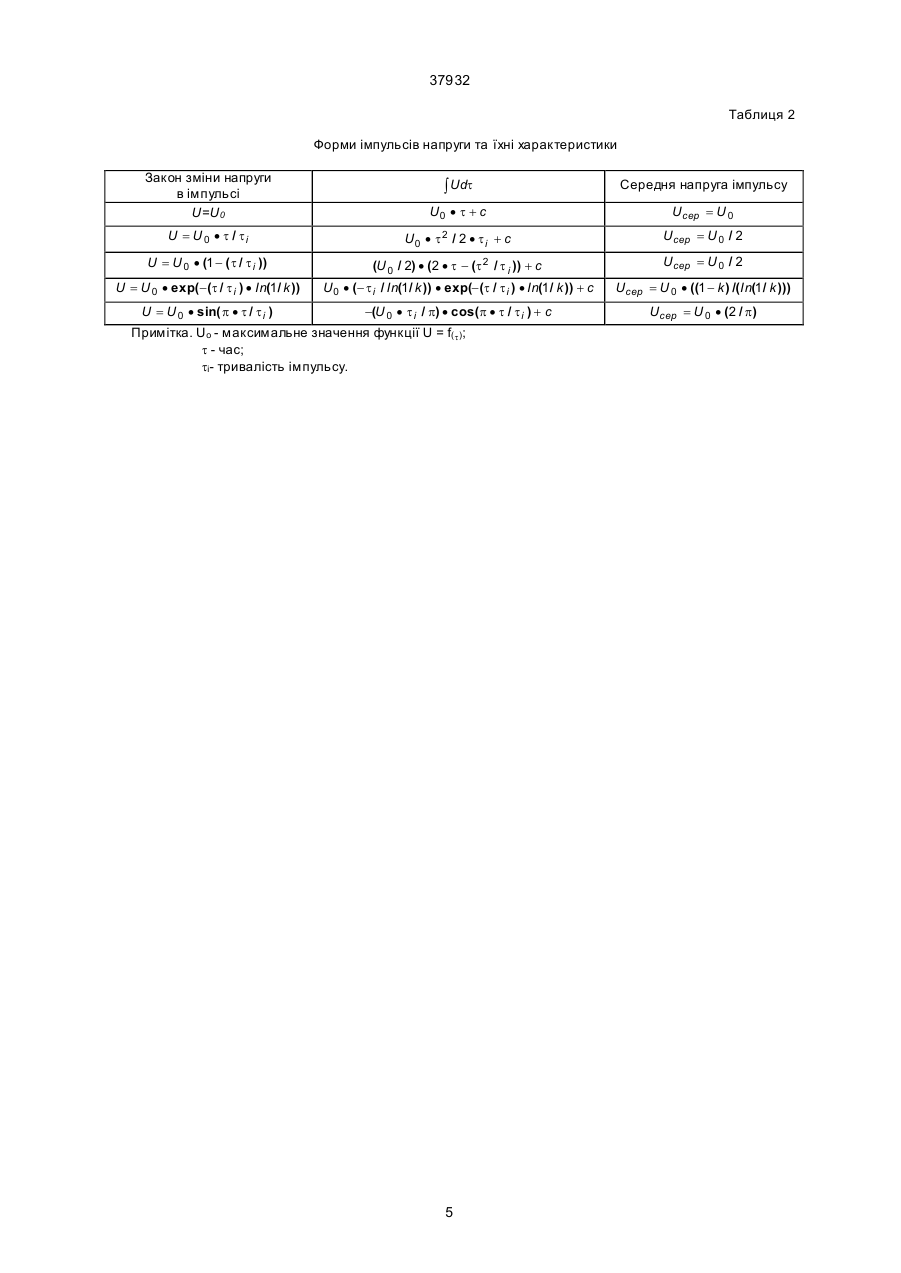
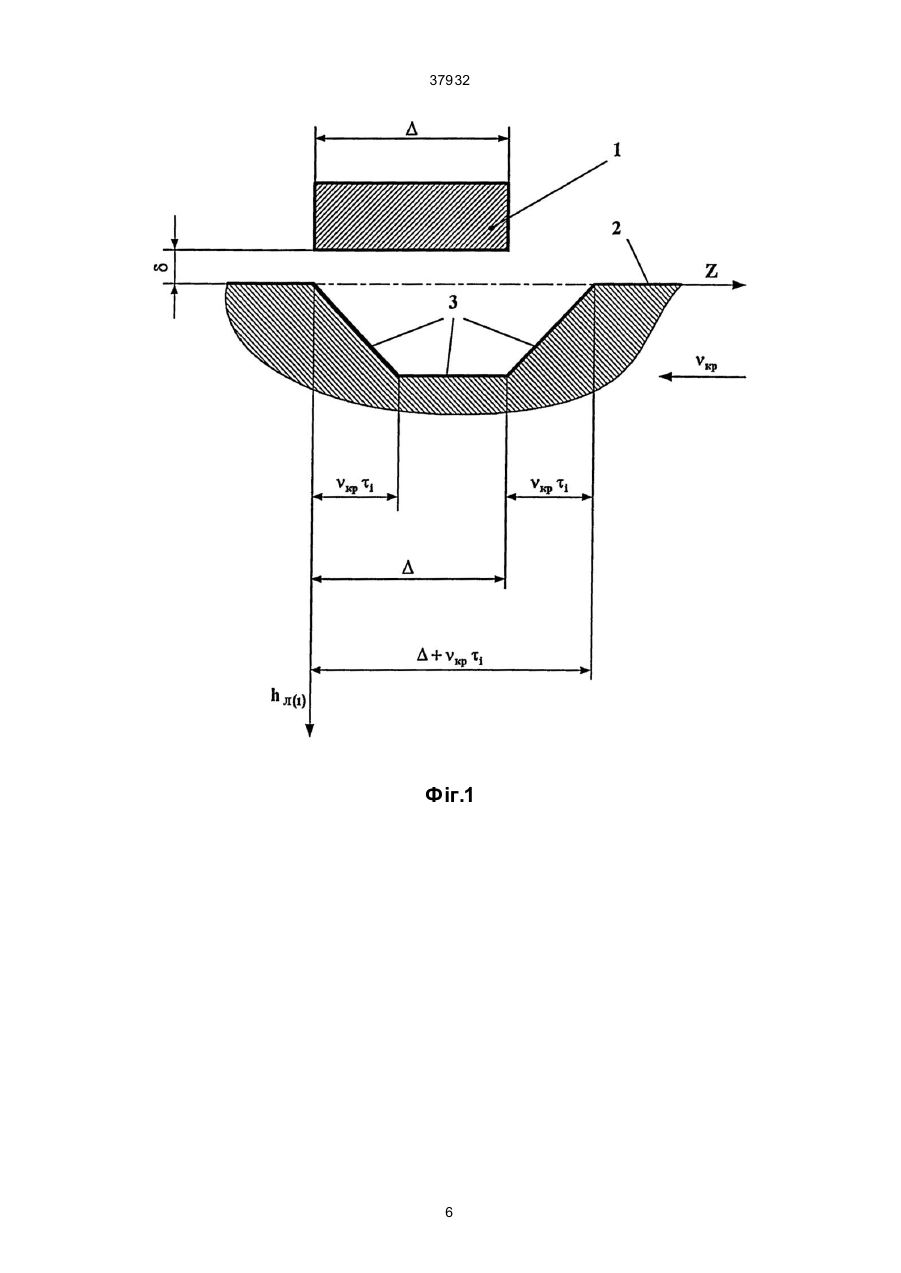
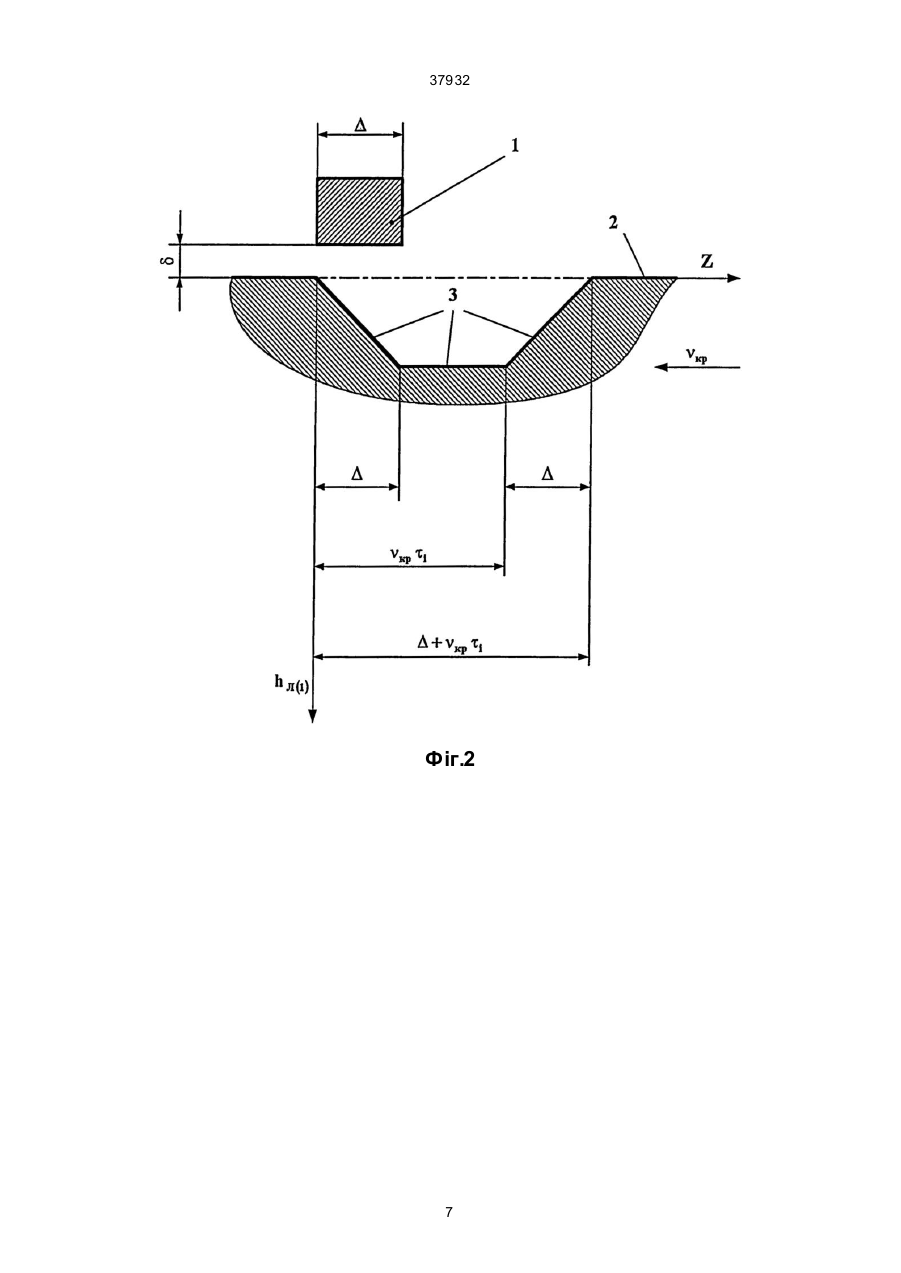
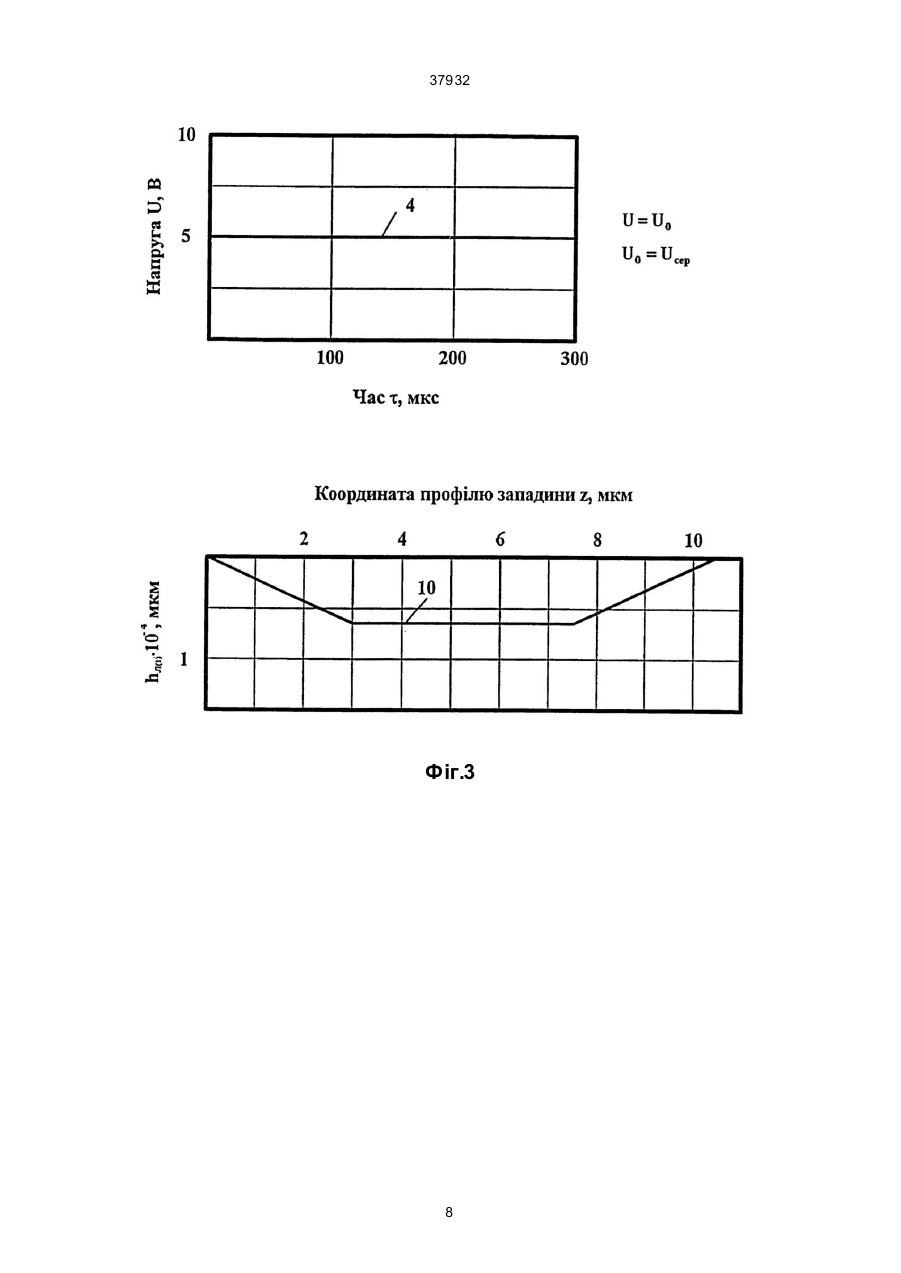
Спосіб формування переривчастої робочої поверхні шліфувального круга шляхом синхронізованого з обертанням круга імпульсного впливу на його робочу поверхню, відрізняє ться тим, що западини на робочій поверхні формують електричними імпульсами перемінної напруги, форма кожного з яких зв'язана з формою профілю западини переривчастого круга відношенням: 37932 tа - час початку процесу електрохімічного розчинення; tb - час закінчення процесу електрохімічного розчинення. Відмітні ознаки заявки - формування западин на робочій поверхні електричними імпульсами перемінної напруги та зв'язок між формою одиничного імпульсу та формою профілю западин у виді hл( 1 ) = e n ×h × c d ва 5) та убутною (крива 6) амплітудою напруги подані на фіг. 4 і 5. Западини для цього випадку являють собою несиметричні фігури (криві 11, 12), що мають зрушення найбільшої глибини в напрямку великих значень напруги. Вплив синусоїдального імпульсу на характер розподілу глибини западини по довжині робочої поверхні подано на фіг. 6. Синусоїдальний імпульс напруги (крива 7) призводить до утворення на робочій поверхні круга западини симетричної форми (крива 13) із плавним переходом профілю від країв до середини. Залежність профілю западини, що утворюється під дією імпульсу напруги, що відповідає експоненціальній залежності, надана на фіг. 7. У залежності від коефіцієнту К = 0.7 (криві 8, 14) або К = = 0.2 (криві 9, 15), що визначає інтенсивність зміни імпульсу напруги, профіль западини наближається за формою (крива 14) до западини від прямолінійного (крива 10) або пилообразного імпульсу з убутною амплітудою напруги (крива 12). Розглянутий вплив форми напруги електричного імпульсу для форм імпульсів, що найбільше використовуються в електротехніці (ці приклади можна було б продовжити), на форму западин на робочій поверхні круга дозволяє зробити висновок про необхідність раціонального вибору форми імпульсу, що забезпечує необхідний профіль западини. Задача вибору необхідного профілю западини вирішується для кожного конкретного випадку шліфування і визначається умовами обробки, вихідними показниками, що оптимізують процес шліфування, вимогами до якості обробки деталей і т.ін. Для визначення взаємозв'язку форми імпульсу з профілем формованої западини необхідно розглянути кінетику електрохімічного формоутворення під дією одиничного імпульсу напруги. При дії одиничного імпульсу перемінної напруги на довільну точку з координатою z на робочій поверхні круга матеріал зв'язки в перетині, що проходить через цю точку, піддається електрохімічному розчиненню. Щільність току в цій точці визначається рівнянням: tb òUd t t a представляються нам раніше невідомими прийомами. Наявність у запропонованому рішенні відмінних від прототипу, раніше невідомих істотних ознак дозволяє зробити висновок про відповідність заявки критеріям «новизна» та «винахідницький рівень». На фіг. 1 і фіг. 2 - схеми формування западин від дії одиничного імпульсу перемінної напруги. На фіг. 3-7 зображені графіки зміни форми напруги в імпульсі і відповідний їм глибина западини від одиничного імпульсу hл(1) по довжині робочої поверхні круга. На фіг. 1 надана схема формування западини від одиничного імпульсу для випадку, коли тривалість дії імпульсу не більше часу проходження точки з координатою z на робочій поверхні круга під електропровідною ділянкою катода. Схема, зображена на фіг. 2, відноситься до випадку, коли імпульс напруги діє більш тривалий час і точка встигає пройти під електропровідною ділянкою катода. Правлячий інструмент 1, виконаний у вигляді катода для електрохімічної правки, установлений еквідестантно робочій поверхні 2 шліфувального круга. У зазор між катодом 1 і робочою поверхнею круга 2 подають електроліт. Від джерела електричного струму, підключеного до пристрою для здійснення запропонованого способу, на катод 1 подають імпульси перемінної напруги. При цьому ділянки робочої поверхні 2 круга, що проходять під катодом, піддаються впливу цих імпульсів, у результаті чого відбувається процес електрохімічного розчинення зв'язки, і на робочій поверхні 2 формується подовжній профіль 3 западини. Синхронний та синфазний зв'язок між кутом повороту круга і подачею імпульсу на катод забезпечує подачу імпульсів на ті самі ділянки поверхні круга. Імпульс перемінної напруги являє собою безперервну функцію. Напруга визначена тільки в інтервалі часу дії імпульсу на точку робочої поверхні круга. Форма імпульсу напруги впливає на форму профілю западини на робочій поверхні круга. Наприклад, залежність профілю западини на робочій поверхні круга (крива 10), що утворюється під дією прямокутного імпульсу (крива 4) подана на фіг. 3. Западина являє собою симетричну фігуру з плоским дном, координати вершин якої визначаються параметрами електрохімічного формоутворення. Залежності профілю западини для випадку пилообразної напруги в імпульсі, що зростає (кри i= c U , d де: і - щільність струму; h - питома електропровідність електроліту; d - величина міжелектродного зазору (d=const); U - напруга на електродах. Швидкість електрохімічного розчинення матеріалу зв'язки в указаному перетині визначається наступною залежністю: n = e n ×h × i , де: n - лінійна швидкість електрохімічного розчинення зв'язки; en - електрохімічний еквівалент матеріалу зв'язки; h - коефіцієнт ви ходу по струм у; і - щільність струму. При формуванні западини на поверхні кругу швидкість зміни глибини западини відповідає 2 37932 швидкості електрохімічного розчинення зв'язки в перетині, що проходить через точку, на якій діє одиничний імпульс: n= dhл( 1 ) dt безперервна функція на відповідних інтервалах. Функція визначена і коли тривалість імпульсу не більше часу проходження точки з координатою z під катодом (tI £ D/ n кр.), і в протилежному випадку (tI > D/ n кp.). Вона залежить від співвідношення між довжиною катода, координатою профілю z, тривалістю дії імпульсу т; і швидкістю обертання круга n кр. Інтервали, що визначають безперервність функції hл(1) = f(z) і відповідний їм час початку і закінчення процесу розчинення ділянки зв'язки з подовжньою координатою z приведені в табл. 1. Підставляючи U = f(т) у рівняння глибини западини від одиничного імпульсу й інтегр уючи його з врахуванням інтервалів безперервності і меж інтегрування, приведених у табл. 1, одержимо залежність глибини западини від форми одиничного імпульсу напруги по довжині робочої поверхні круга. Різні форми імпульсів напруги та їхні характеристики при постійній середній напрузі за час дії імпульсу приведені в табл. 2. Таким чином, форма западини від одиничного імпульсу на робочій поверхні шліфувального круга залежить від форми імпульсу перемінної напруги. Наприклад, якщо напруга в імпульсі постійна (крива 4), йому відповідає форма профілю западини, описана кривою 10. Якщо напруга зростає за лінійним законом (крива 5), йому відповідає форма профілю западини, описана кривою 11. Крива 12 описує форму профілю западини, що відповідає законові лінійного убування напруги в імпульсі (крива 6). Якщо напруга змінюється по синусоїдальному закону (крива 7), форма профілю западини має вид кривої 13. Криві 14 і 15 описують форму профілю западини, що відповідає зміні напруги по експоненціальному закону (криві 8 і 9). Криві 4-9 ілюструють практично всі можливі випадки зміни форми напруги в імпульсі. Приклад. Визначали можливість керування формою поперечного профілю робочої поверхні алмазного круга електрохімічним методом шляхом зміни форми напруги в імпульсі. Формування западин на робочій поверхні круга робили на круглошліфувальному верстаті мод. ЗБ12, модернізованому для здійснення запропонованого способу. Як алмазні круги використовували круги АПП 300 х 25 х 5 АСВ 100/80 МВ1-100%. Як електроліт використовували водяний розчин NaNО3 - 5%, NaNО2 - 0.5%, триетаноламін - 2%. Аналіз впливу форми імпульсу на вигляд западин на робочій поверхні круга робився для найбільше поширених форм імпульсів напруги (табл. 2) при постійному розмірі середньої напруги за час імпульсу. В усі х випадках середня напруга імпульсу відповідало - Ucep = 5 В. Для кривих 8, 9 та 14, 15 коефіцієнт К відповідав значенням 0.7 і 0.2. Визначення значень hл(1) робили шляхом зіставлення фактичних параметрів із їхніми значеннями, розрахованими по формулі винаходу з врахуванням даних табл. 1 . Визначення профілю лунки по довжині робочої поверхні круга робили при наступних параметрах електрохімічного процесу формоутворення: - час імпульсу tI = 3×10-4 с; - довжина катода D = 3×10-3 м; , де: n - швидкість електрохімічного розчинення; hл(1) - глибина западини від одиничного імпульсу в процесі електрохімічного розчинення; t - час електрохімічного розчинення в координатах імпульсу напруги. Відкіля: dhл( 1 ) dt = e n ×h × c U d де: dhл(1) - диференціал глибини западини в процесі розчинення; dt - ди ференціал часу розчинення; h - коефіцієнт виходу по струму; c - питома електропровідність електроліту; d - величина міжелектродного зазору; U - напруга між електродами (U = f(t)); en - електрохімічний еквівалент матеріалу зв'язки. Проінтегрувавши по t це вираження, одержимо рівняння залежності між глибиною западини від одиничного імпульсу в точці на робочій поверхні круга та формою імпульсу перемінної напруги в загальному вигляді: hл( 1 ) = e n ×h × c d tb ò Udt , t a де tа - час, при якому на точку з координатою z починає діяти одиничний імпульс перемінної напруги, тобто, час початку процесу електрохімічного розчинення; tb - час, при якому припиняється дія імпульсу на точку з координатою z, тобто, час закінчення процесу електрохімічного розчинення. Значення інших параметрів приведені вище. Час початку і закінчення процесу електрохімічного розчинення зв'язки круга в довільній точці з координатою z по довжині робочій поверхні визначено для моменту, коли при обертанні круга ділянка поверхні з координатою z знаходиться під катодом і на електродах виникає імпульс напруги U. У загальному випадку час початку і закінчення процесу електрохімічного розчинення матеріалу зв'язки залежить від наступних геометричних, кінематичних та електричних параметрів: - координати z профілю западини по довжині робочої поверхні круга, довжини катода D; - швидкості обертання круга n кр (nкр = const); - часу дії імпульсу напруги ti.. Форма напруги U = f(t) не впливає на межі інтегрування у формулі глибини западини від одиничного імпульсу. Тому, при визначенні меж інтегрування tа та tb можна прийняти напругу в імпульсі постійною (U = = const). Аналітичне вираження глибини западини від одиничного імпульсу hл(1) = f(z) - це кусочно 3 37932 - швидкість круга n сер = 25 м×с-1; - середня напруга імпульсу Ucep = 5 В; - умовний електрохімічний еквівалент алмазоносного шару круга (з врахуванням неметалевих компонентів зв'язки й алмазних зерен), для зв'язки МВ1 при концентрації 100% - en = 4×10-11 м×м 2/с×А; - коефіцієнт виходу по стр умі (визначався експериментальне) h = 0,39; - питома електропровідність електроліту (визначалася експериментальне) c = 2.10 ом -1×м-1; - міжелектродний зазор d = 3×10-4 м. Аналіз впливу форми імпульсу на форму западини (фіг. 3-7) показує, що зміною форми імпульсу можна управляти формою поперекового профілю робочої поверхні алмазоносного кругу в широких межах. Експериментальну перевірку запропонованого способу робили після правки круга на різних режимах протягом часу t ир із наступним профілографуванням зліпків із поверхні круга. За результатами профілографування визначали лінійну швидкість розчинення зв'язки по довжині робочої поверхні круга n (z). Експериментальні значення глибини западини від одиничного імпульсу визначали з врахуванням періодичності подачі робочих імпульсів. hл( 1 ) =n ( z ) zB - кількість формованих западин на робочій поверхні круга; zk - кількість електропровідних областей на робочій поверхні катода; fi - частота подачі робочих імпульсів. Відхилення експериментальних і розрахункових значень глибини западини від одиничного імпульсу складало 15-20%. Визначення ефективності запропонованого способу робили при шліфуванні плашок М8 в автоматичному режимі. Найбільшій продуктивності обробки і стійкості круга відповідала форма імпульсу напруги, обумовлена експоненціальною залежністю (крива 15). Застосування запропонованого рішення значно розширить можливості керування подовжнім профілем шліфувальних кругів. Цей спосіб дозволяє формувати западини будь-якої заданої форми і змінювати подовжній профіль робочої поверхні круга при зміні умов шліфування. Перевагою запропонованого способу є також те, що він дозволяє управляти подовжнім профілем круга шля хом зміни напруги в імпульсі, не ускладнюючи при цьому пристою. Література: 1. Авт. свид. СРСР № 200461, М. кл. В24 В 53/00, 1967 р. 2. Патент США № 3859761, кл. 51-2065, 1975 p. 3. Авт. свид. № 626943 (СРСР) Пристрій для правки шліфувального круга. / Нікулін Б.М., Рогачов В.М. - Оп убл. у БІ 1978, № 37. zв , z k × fi де n (z) - лінійна швидкість електрохімічного розчинення зв'язки по довжині робочої поверхні круга; Таблиця 1 Інтервали безперервності функції hл(1) = f(z) і межі інтегрування рівняння глибини западини від одиничного імпульсу Елемент западини Передня бічна сторона t i £ D / n кр 0 £ z £ n кр × t i Задня бічна сторона D £ z £ n кр × t i tb = ti ; Межі інтегрування ta = 0 n кр × t i £ z £ D Межі інтегрування 0£ z£D t b = z / n кр Інтервал безперервності Інтервал безперервності Дно западини Час дії імпульсу ti > D / n кр t b = z / n кр ; ta = 0 D £ z £ ( D + n кр × t i ) Інтервал безперервності t a = ( z - D ) / n кр n кр ×t i £ z £ ( D + n кр × t i ) tb = ti Межі інтегрування Примітка, z - координата профілю западини по довжині робочої поверхні круга; D - довжина катода; ti; - тривалість імпульсу; n кр- швидкість обертання круга. 4 t a = ( z - D ) / n кр 37932 Таблиця 2 Форми імпульсів напруги та їхні характеристики Закон зміни напруги в імпульсі U=U0 ò Udt Середня напруга імпульсу U0 · t + c Uсер = U 0 U = U 0 · t / ti U0 · t 2 / 2 · t i + c Uсер = U 0 / 2 U = U 0 · (1 - ( t / t i )) (U 0 / 2) · (2 · t - (t 2 / t i )) + c Uсер = U 0 / 2 U = U 0 · exp(-(t / t i ) · In(1/ k )) U0 · (- t i / In(1/ k )) · exp(-(t / t i ) · In(1/ k )) + c Uсер = U 0 · ((1 - k ) /(In(1/ k ))) U = U 0 · sin( p · t / t i ) -(U 0 · t i / p) · cos(p · t / t i ) + c Uсер = U 0 · (2 / p ) Примітка. Uo - максимальне значення функції U = f(t ); t - час; ti- тривалість імпульсу. 5 37932 Фіг.1 6 37932 Фіг.2 7 37932 Фіг.3 8 37932 Фіг.4 9 37932 Фіг.5 10 37932 Фіг.6 11 37932 Фіг.7 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 12
ДивитисяДодаткова інформація
Назва патенту англійськоюMethods of forming discontinuous working surface of grinding wheel
Автори англійськоюHrabchenko Anatolii Ivanovych, Khorvat Matiash, Dobroskok Volodymyr Leninmyrovych, Uvarova Yulia Leonidivna, Haraschenko Yaroslav Mykolaiovych
Назва патенту російськоюСпособ формирования прерывистой рабочей поверхности шлифовального круга
Автори російськоюГрабченко Анатолий Иванович, Хорват Матяш, Доброскок Владимир Ленинмирович, Уварова Юлия Леонидовна, Гаращенко Ярослав Николаевич
МПК / Мітки
МПК: B24B 53/00
Мітки: робочої, круга, спосіб, формування, переривчастої, поверхні, шліфувального
Код посилання
<a href="https://ua.patents.su/12-37932-sposib-formuvannya-pererivchasto-robocho-poverkhni-shlifuvalnogo-kruga.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування переривчастої робочої поверхні шліфувального круга</a>
Спосіб формування робочої поверхні стальних або чавунних деталей
Номер патенту: 16905
Опубліковано: 29.08.1997
Автори: Ковальов Віктор Андрійович, Костюк Анатолій Іванович
МПК: C21D 7/00, B24B 39/00
Мітки: поверхні, спосіб, формування, чавунних, деталей, робочої, стальних
Формула / Реферат:
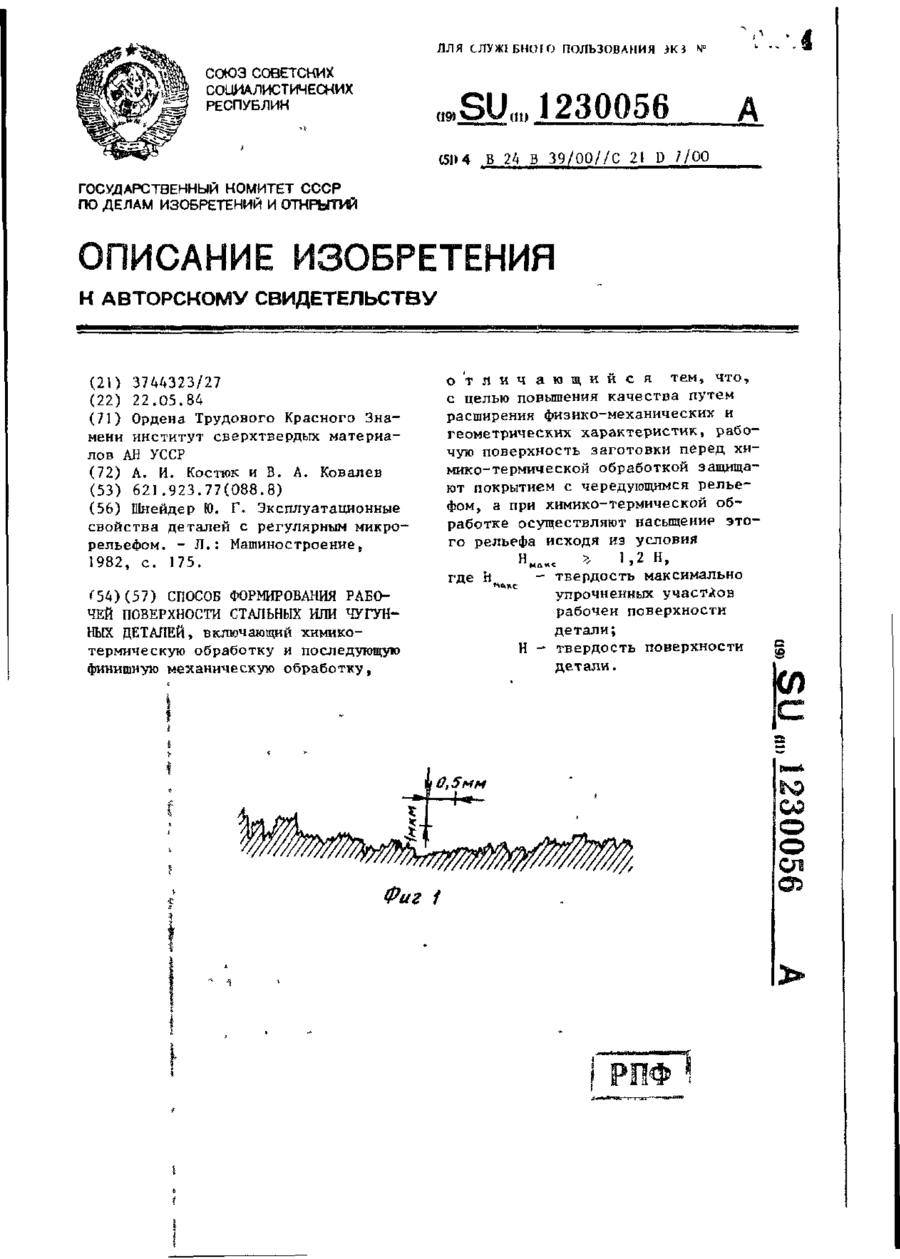
Способ формирования рабочей поверхности стальных или чугунных деталей, включающий химико-термическую обработку и последующую финишную механическую обработку, отличающийся тем, что, с целью повытення качества путем расширения физико-механических и геометрических характеристик, рабочую поверхность заготовки перед химико-термической обработкой защищают покрытием с чередующимся рельефом, а при химико-термической обработке осуществляют насыщение...
Механізм тонкої подачі шліфувального круга
Номер патенту: 4014
Опубліковано: 27.12.1994
Автори: Соболєв Сергій Михайлович, Довгоборець Вадим Петрович, Шилле Андрій Ігоревич
МПК: B24B 47/00
Мітки: круга, механізм, шліфувального, подачі, тонкої
Формула / Реферат:
Механизм тонкой подачи шлифовального круга, содержащий корпус шлифовальной бабки, несущий опоры шпинделя шлифовального круга, одна из которых связана с корпусом шлифовальной бабки с помощью упругого элемента, силовой упругий элемент, один конец которого жестко связан с корпусом шлифовальной бабки, а другой - с корпусом упомянутой опоры шпинделя, и привод силового упругого элемента в виде червячного редуктора, отличающийся тем, что, с целью...
Пристрій суміщення нижньої точки шліфувального круга з дугоподібною шліфувальною поверхнею з віссю обертання вала шпиндельної опори
Номер патенту: 36959
Опубліковано: 16.04.2001
Автори: Зіненко Володимир Миколайович, Шепелєв Анатолій Олександрович
МПК: B23Q 17/00
Мітки: суміщення, опори, точки, круга, шліфувального, дугоподібною, віссю, обертання, поверхнею, шпиндельної, вала, шліфувальною, пристрій, нижньої
Текст:
...обмежувач 13 зворотного переміщення рухомої пластини 4. Обмежувач 13 зворотного переміщення призначений для обмеження величини переміщення ру 2 36959 хомої пластини 4 електромагнітом 14, зв'язаним з нею пружиною 15. Це обмежує величину деформації плоскої пружини 11, а отже, обмежує величину її залишкової деформації. Зміщення рухомої пластини 4 електромагнітом 14 необхідно для її відведення від п'єзоелемента 10. У результаті випрямлення...
Спосіб визначення форми профілю робочої поверхні грунтообробних знарядь
Номер патенту: 35241
Опубліковано: 15.03.2001
Автори: Павлов Анатолій Володимирович, Юрчук Володимир Петрович, Підкоритов Анатолій Миколайович
МПК: A01B 15/00
Мітки: визначення, грунтообробних, спосіб, знарядь, форми, поверхні, профілю, робочої
Формула / Реферат:
Спосіб визначення форми профілю робочої поверхні ґрунтообробних знарядь, який полягає в тому, що форму профілю визначають за допомогою силової дії спряжених робочих поверхонь ґрунтообробних знарядь, які утворюють вищу кінематичну пару гвинтового зчеплення, який відрізняється тим, що спряження між робочими гвинтовими поверхнями утворюють через проміжне колесо гвинтового двохступінчастого зчеплення, яким стає фунтовий посередник, навколо якого,...
Пристрій суміщення нижньої точки шліфувального круга з дугоподібною шліфувальною поверхнею з віссю обертання вала шпиндельного вузла
Номер патенту: 20907
Опубліковано: 07.10.1997
Автори: Зіненко Володимир Миколайович, Шепелев Анатолій Олександрович
МПК: B23Q 17/00
Мітки: шпиндельного, шліфувального, шліфувальною, віссю, вала, обертання, точки, круга, вузла, поверхнею, суміщення, нижньої, дугоподібною, пристрій
Формула / Реферат:
1. Устройство совмещения нижней точки шлифовального круга с дугообразной шлифующей поверхностью с осью вращения вала шпиндельного узла, содержащее устройство перемещения шлифовального круга и индикаторное устройство, отличающееся тем, что оно снабжено связанной с пьезоэлементом подвижной пластиной с закрепленной в центре ее верхней плоскости индикаторной иглой, кроме того устройство включает также блок коммутации и усилитель, причем...
Попередній патент: Спосіб зниження цукру у крові
Наступний патент: Спосіб регулювання випрямної напруги
Випадковий патент: Спосіб вимірювання низьких температур та пристрій для його здійснення