Спосіб виготовлення полімерного ізолятора
Номер патенту: 14802
Опубліковано: 15.05.2006
Автори: Кочев Геннадій Валерійович, Шупік Микола Семенович, Оводов Андрій Васильович, Хлистов Вячеслав Григорович, Яровой Валерій Володимирович
Формула / Реферат
1. Спосіб виготовлення полімерного ізолятора, що включає при його збиранні поперечне розтягання, монтаж і стикування юбочних елементів на електроізоляційному стрижні з використанням зв'язувальної речовини, який відрізняється тим, що поперечне розтягання юбочних елементів здійснюють одночасно по всій довжині осьового отвору, включаючи і ділянки стикування.
2. Спосіб за п. 1, який відрізняється тим, що поперечне розтягання юбочних елементів здійснюють шляхом введення в осьовий отвір і наступного переміщення в напрямку від осі, наприклад, сегментоподібних розширників, щонайменше двох.
3. Спосіб за пп. 1, 2, який відрізняється тим, що зв'язувальну речовину наносять при монтажі юбочних елементів на поверхні, що сполучаються, у місцях стикування.
4. Спосіб за пп. 1, 2, 3, який відрізняється тим, що перед збиранням на поверхню електроізоляційного стрижня додатково наносять матеріал, посилюючий міцність з'єднання поверхонь, що сполучаються, наприклад праймер.
Текст
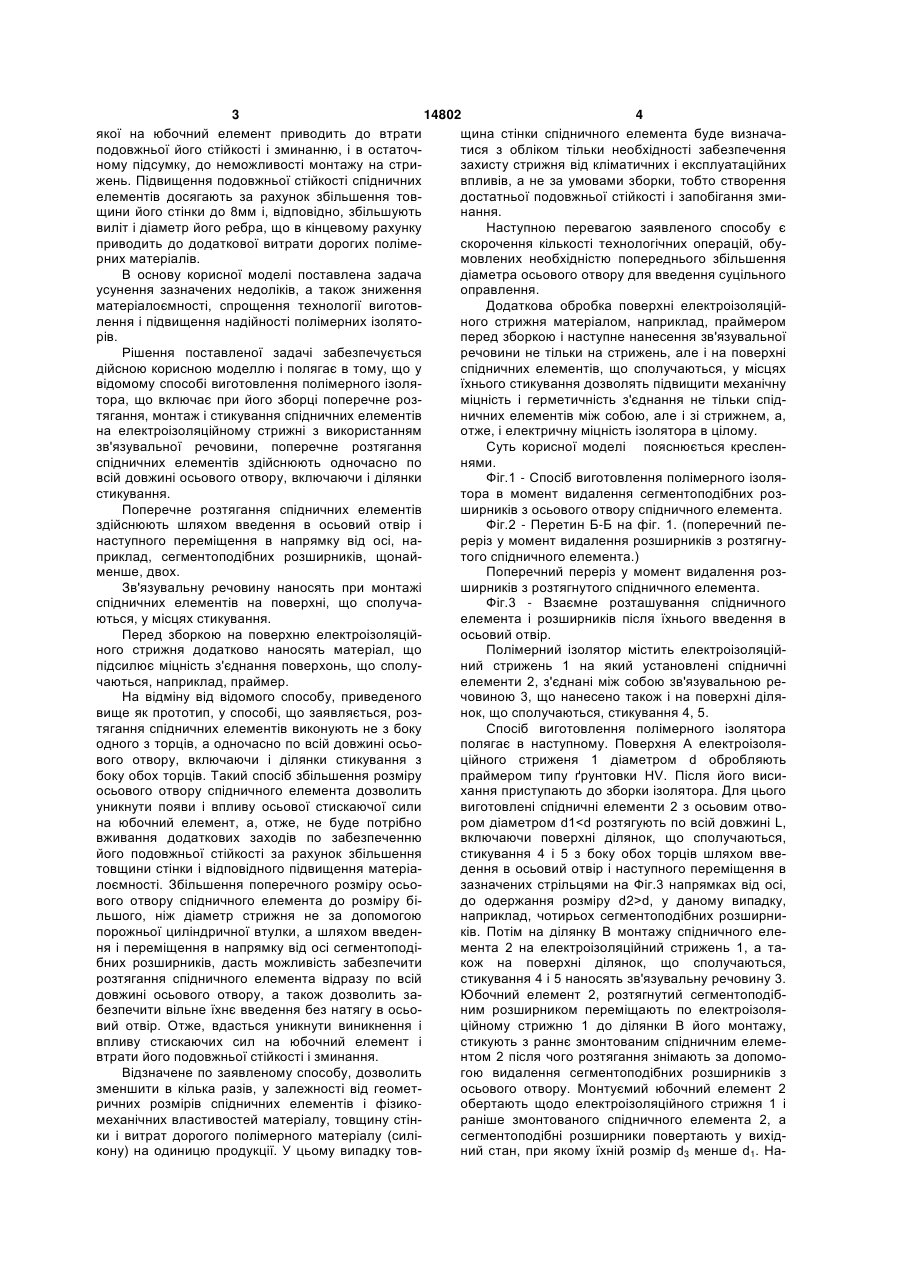
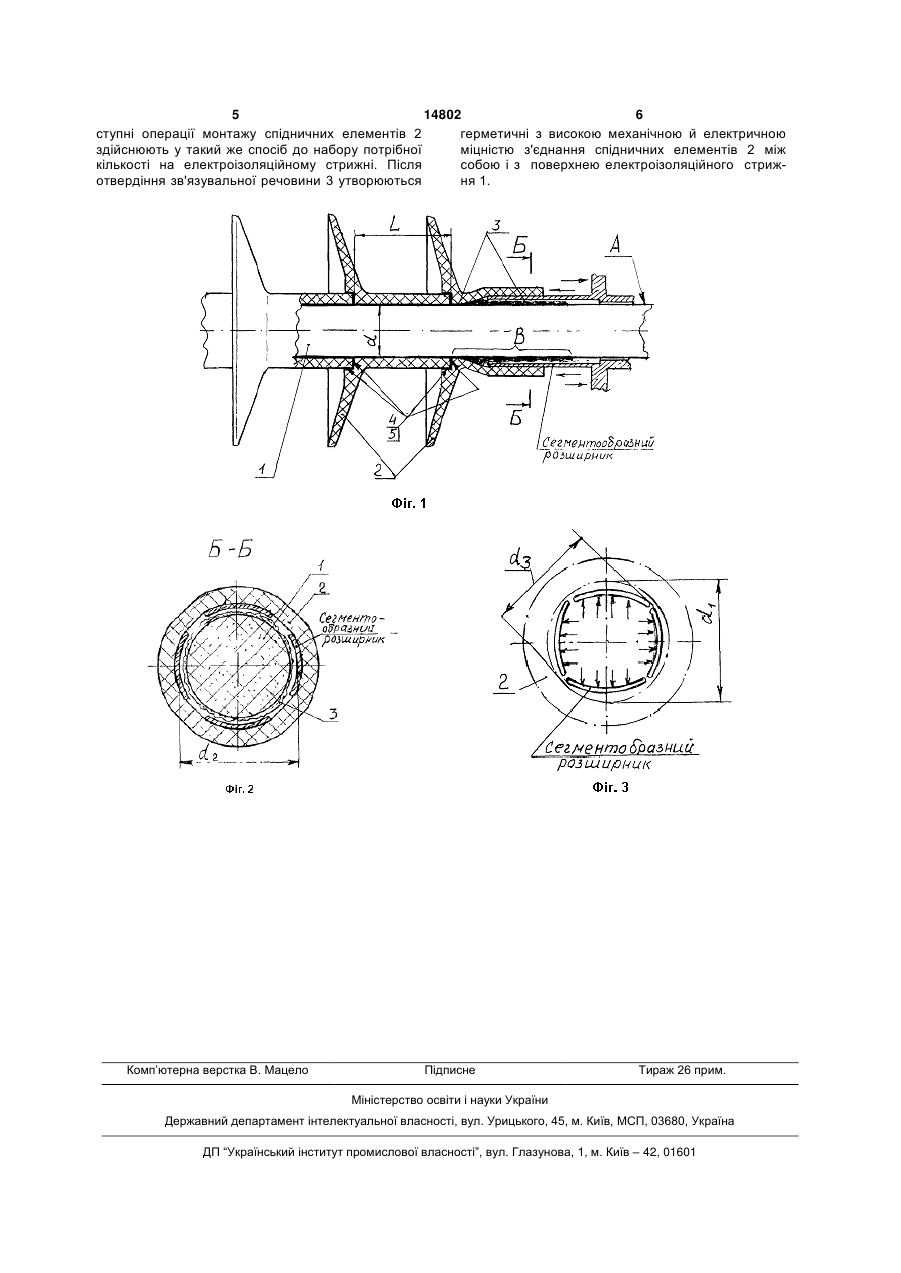
1. Спосіб виготовлення полімерного ізолятора, що включає при його збиранні поперечне розтягання, монтаж і стикування юбочних елементів на електроізоляційному стрижні з використанням зв'язувальної речовини, який відрізняється тим, що поперечне розтягання юбочних елементів здій 3 14802 4 якої на юбочний елемент приводить до втрати щина стінки спідничного елемента буде визначаподовжньої його стійкості і зминанню, і в остаточтися з обліком тільки необхідності забезпечення ному підсумку, до неможливості монтажу на стризахисту стрижня від кліматичних і експлуатаційних жень. Підвищення подовжньої стійкості спідничних впливів, а не за умовами зборки, тобто створення елементів досягають за рахунок збільшення товдостатньої подовжньої стійкості і запобігання змищини його стінки до 8мм і, відповідно, збільшують нання. виліт і діаметр його ребра, що в кінцевому рахунку Наступною перевагою заявленого способу є приводить до додаткової витрати дорогих полімескорочення кількості технологічних операцій, обурних матеріалів. мовлених необхідністю попереднього збільшення В основу корисної моделі поставлена задача діаметра осьового отвору для введення суцільного усунення зазначених недоліків, а також зниження оправлення. матеріалоємності, спрощення технології виготовДодаткова обробка поверхні електроізоляційлення і підвищення надійності полімерних ізолятоного стрижня матеріалом, наприклад, праймером рів. перед зборкою і наступне нанесення зв'язувальної Рішення поставленої задачі забезпечується речовини не тільки на стрижень, але і на поверхні дійсною корисною моделлю і полягає в тому, що у спідничних елементів, що сполучаються, у місцях відомому способі виготовлення полімерного ізоляїхнього стикування дозволять підвищити механічну тора, що включає при його зборці поперечне розміцність і герметичність з'єднання не тільки спідтягання, монтаж і стикування спідничних елементів ничних елементів між собою, але і зі стрижнем, а, на електроізоляційному стрижні з використанням отже, і електричну міцність ізолятора в цілому. зв'язувальної речовини, поперечне розтягання Суть корисної моделі пояснюється кресленспідничних елементів здійснюють одночасно по нями. всій довжині осьового отвору, включаючи і ділянки Фіг.1 - Спосіб виготовлення полімерного ізолястикування. тора в момент видалення сегментоподібних розПоперечне розтягання спідничних елементів ширників з осьового отвору спідничного елемента. здійснюють шляхом введення в осьовий отвір і Фіг.2 - Перетин Б-Б на фіг. 1. (поперечний пенаступного переміщення в напрямку від осі, нареріз у момент видалення розширників з розтягнуприклад, сегментоподібних розширників, щонайтого спідничного елемента.) менше, двох. Поперечний переріз у момент видалення розЗв'язувальну речовину наносять при монтажі ширників з розтягнутого спідничного елемента. спідничних елементів на поверхні, що сполучаФіг.3 - Взаємне розташування спідничного ються, у місцях стикування. елемента і розширників після їхнього введення в Перед зборкою на поверхню електроізоляційосьовий отвір. ного стрижня додатково наносять матеріал, що Полімерний ізолятор містить електроізоляційпідсилює міцність з'єднання поверхонь, що сполуний стрижень 1 на який установлені спідничні чаються, наприклад, праймер. елементи 2, з'єднані між собою зв'язувальною реНа відміну від відомого способу, приведеного човиною 3, що нанесено також і на поверхні ділявище як прототип, у способі, що заявляється, рознок, що сполучаються, стикування 4, 5. тягання спідничних елементів виконують не з боку Спосіб виготовлення полімерного ізолятора одного з торців, а одночасно по всій довжині осьополягає в наступному. Поверхня А електроізолявого отвору, включаючи і ділянки стикування з ційного стриженя 1 діаметром d обробляють боку обох торців. Такий спосіб збільшення розміру праймером типу ґрунтовки HV. Після його висиосьового отвору спідничного елемента дозволить хання приступають до зборки ізолятора. Для цього уникнути появи і впливу осьової стискаючої сили виготовлені спідничні елементи 2 з осьовим отвона юбочний елемент, а, отже, не буде потрібно ром діаметром d1d, у даному випадку, льшого, ніж діаметр стрижня не за допомогою наприклад, чотирьох сегментоподібних розширнипорожньої циліндричної втулки, а шляхом введенків. Потім на ділянку В монтажу спідничного еленя і переміщення в напрямку від осі сегментоподімента 2 на електроізоляційний стрижень 1, а табних розширників, дасть можливість забезпечити кожна поверхні ділянок, що сполучаються, розтягання спідничного елемента відразу по всій стикування 4 і 5 наносять зв'язувальну речовину 3. довжині осьового отвору, а також дозволить заЮбочний елемент 2, розтягнутий сегментоподіббезпечити вільне їхнє введення без натягу в осьоним розширником переміщають по електроізолявий отвір. Отже, вдасться уникнути виникнення і ційному стрижню 1 до ділянки В його монтажу, впливу стискаючих сил на юбочний елемент і стикують з раннє змонтованим спідничним елемевтрати його подовжньої стійкості і зминання. нтом 2 після чого розтягання знімають за допомоВідзначене по заявленому способу, дозволить гою видалення сегментоподібних розширників з зменшити в кілька разів, у залежності від геометосьового отвору. Монтуємий юбочний елемент 2 ричних розмірів спідничних елементів і фізикообертають щодо електроізоляційного стрижня 1 і механічних властивостей матеріалу, товщину стінраніше змонтованого спідничного елемента 2, а ки і витрат дорогого полімерного матеріалу (силісегментоподібні розширники повертають у вихідкону) на одиницю продукції. У цьому випадку товний стан, при якому їхній розмір d3 менше d1. На 5 14802 6 ступні операції монтажу спідничних елементів 2 герметичні з високою механічною й електричною здійснюють у такий же спосіб до набору потрібної міцністю з'єднання спідничних елементів 2 між кількості на електроізоляційному стрижні. Після собою і з поверхнею електроізоляційного стрижотвердіння зв'язувальної речовини 3 утворюються ня 1. Комп’ютерна верстка В. Мацело Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing a polymeric insulator
Автори англійськоюOvodov Andrii Vasyliovych, Shupik Mykola Semenovych
Назва патенту російськоюСпособ изготовления полимерного изолятора
Автори російськоюОводов Андрей Васильевич, Шупик Николай Семенович
МПК / Мітки
МПК: H04B 17/00
Мітки: виготовлення, ізолятора, полімерного, спосіб
Код посилання
<a href="https://ua.patents.su/3-14802-sposib-vigotovlennya-polimernogo-izolyatora.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення полімерного ізолятора</a>
Спосіб виготовлення полімерного ізолятора
Номер патенту: 13842
Опубліковано: 17.04.2006
Автори: Хлистов Вячеслав Григорович, Оводов Андрій Васильович, Яровий Валерій Володимирович
МПК: H01B 19/00
Мітки: ізолятора, полімерного, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення полімерного ізолятора, що включає виготовлення цільним виливком ізолюючого елемента й обробленого електроізоляційного стрижня, з'єднання їх між собою сполучною речовиною нанесенням сполучного матеріалу на стрижень, поміщення електроізоляційного стрижня в прес-форму, подачу полімерного матеріалу під тиском і наступне обробляння температурою протягом фіксованого часу і охолодження, який відрізняється тим, що сполучний...
Спосіб виготовлення полімерного стрижневого ізолятора
Номер патенту: 68541
Опубліковано: 15.07.2005
Автори: Адейкін Ігор Олександрович, Гуренко Іван Станіславович, Голубєв Олександр Вікторович, Клявлін Валерій Володимирович, Адейкін Олексій Олександрович
МПК: H01B 17/00, H01B 19/00, H01B 17/20
Мітки: стрижневого, спосіб, виготовлення, полімерного, ізолятора
Формула / Реферат:
Циліндровий механізм замка містить корпус з радіально розташованими підпружиненими штифтами та циліндр, який несе штовхачі, що взаємодіють з підпружиненими штифтами, і має канал для ключа, підпружинений двоплечий важіль. Циліндр містить додатковий проріз, який виконаний під кутом 90-270° до осі штовхачів. На поверхні корпусу виконана додаткова виїмка. Двоплечий важіль встановлений у прорізі на осі з можливістю коливання та контактування з...
Спосіб виготовлення захисної ребристої оболонки полімерного ізолятора
Номер патенту: 68547
Опубліковано: 15.08.2005
Автори: Голубєв Олександр Вікторович, Адейкін Ігор Олександрович, Гуренко Іван Станіславович, Адейкін Олексій Олександрович, Клявлін Валерій Володимирович
МПК: H01B 19/00, H01B 17/20, H01B 17/00
Мітки: виготовлення, оболонки, полімерного, спосіб, захисної, ребристої, ізолятора
Формула / Реферат:
П'єзоелектричний перетворювач механічних величин містить п'єзоелемент з електродами та два узгоджувальних підсилювачі, один з яких підсилювач заряду, а інший - підсилювач напруги. П'єзоелемент виконаний у вигляді прямокутного паралелепіпеда з трьома парами електродів. Електроди розташовані на гранях, які перпендикулярні вектору поляризації Р. Вектор сили F прикладений до п'єзоелементу паралельно вектору поляризації Р.
Спосіб виготовлення полімерного ізолятора
Номер патенту: 29893
Опубліковано: 15.05.2002
Автори: Чурсінов Олександр Віталійович, Чурсінов Віталій Михайлович
МПК: H01B 19/00
Мітки: виготовлення, полімерного, ізолятора, спосіб
Формула / Реферат:
1. Спосіб виготовлення полімерного ізолятора, який полягає в тому, що на склоепоксидний циліндр встановлюють по посадці і урівень з його торцями верхній та нижній металеві фланці і після цього до склоепоксидного циліндра встановлюють заливальні форми для заливання ребер кремнієполімерною сполукою, якою заповнюють заливальні форми, який відрізняється тим, що склоепоксидний циліндр встановлюють на стіл і епоксидний компаунд заливають у відкриту...
Захисна ребриста оболонка полімерного ізолятора
Номер патенту: 60949
Опубліковано: 15.04.2005
Автори: Адейкін Олексій Олександрович, Клявлін Валерій Володимирович, Адейкін Ігор Олександрович, Гуренко Іван Станіславович, Голубєв Олександр Вікторович
МПК: H01B 17/00, H01B 17/20, H01B 19/00
Мітки: ребриста, полімерного, оболонка, ізолятора, захисна
Формула / Реферат:
Пристрій для обробки бульб картоплі та ґрунту захисно-стимулюючими розчинами під час садіння, що містить бульбопровід, розпилювач, борозновідкривач зі стійкою і боковими стінками, між якими розміщено похилу деку, який відрізняється тим, що похила дека виконана у вигляді ввігнутого лотка, виготовленого із зварної сітки з прямокутним вічком, верхні дроти якої розміщені поперек руху бульб, що сприяє їх обертанню під час руху по лотку, розпилювач...
Попередній патент: Полімерний стрижневий ізолятор
Наступний патент: Спосіб прогнозування виникнення ускладнень від артеріальної гіпертензії у хворих сільської місцевості
Випадковий патент: Паливо з рослинної олії