Станина під робочу кліть стана холодної прокатки труб
Номер патенту: 15759
Опубліковано: 17.07.2006
Автори: Черних Володимир Миколайович, Клименко Фелікс Констянтинович, Гриневич Володимир Ігоревич, Луцик Володимир Олександрович
Формула / Реферат
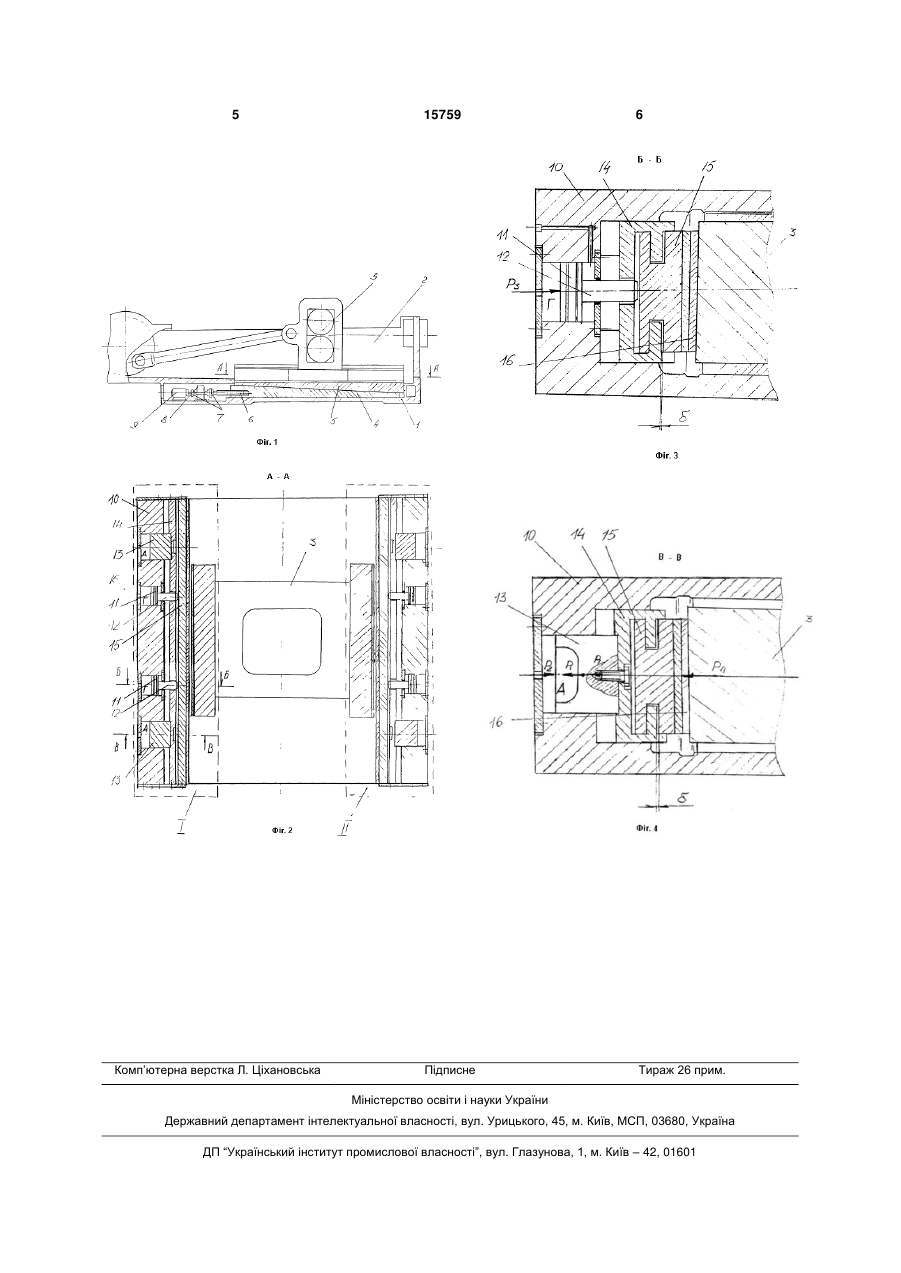
Станина під робочу кліть стана холодної прокатки труб, яка має стаціонарну основу та встановлену на ній змінну напрямну з двома симетрично розташованими повздовжніми пазами, при цьому змінна опорна напрямна виконана з механізмами регулювання її положення у вертикальній та горизонтальній площинах, яка відрізняється тим, що механізм настроювання у вертикальній площині виконаний у вигляді рухомої плити та має кут нахилу 5-6° з аналогічним кутом нахилу нижньої площини змінної напрямної, а механізм настроювання у горизонтальній площині виконаний у вигляді пластин зношення, розміщених у симетрично розташованих повздовжніх пазах змінних напрямних, при цьому бічні пластини зношення мають можливість переміщення у горизонтальній площині.
Текст
Станина під робочу кліть стана холодної прокатки труб, яка має стаціонарну основу та встановлену на ній змінну напрямну з двома симетрично розташованими повздовжніми пазами, при цьому 3 15759 4 конаний у вигляді пластин зношення, розміщених у нахилу верхньої площини 5-6°. Поверх рухомої симетрично розташованих повздовжніх пазах, при плити 4 встановлена змінна направляюча 5 з анацьому бічні пластини зношення мають можливість логічним кутом нахилу нижньої основи. Гвинт 6, переміщення у горизонтальній площині. який знаходиться у зачепленні з рухомою плитою За наявними у заявників відомостями, запро4, через муфти 7 і редуктор 8 з'єднаний з електропонована сукупність відомостей, що характеризудвигуном 9. ють сутність винаходу, не відома з рівня техніки. Механізм настроювання у горизонтальній Отже, корисна модель відповідає критерію "новизплощині виконаний у вигляді лівого та правого на". блоків гідравлічного компенсатора зазорів (Фіг.2). Запропонована станина дозволяє забезпечуВеличина зазорів задається заводомвати строгість положення робочої кліті відповідно виготовлювачем у залежності від моделі стана. до осі прокатки, підвищуючи ступінь відповідності Кожний з блоків складається з корпуса 10 (корпус фактичних геометричних розмірів труб потрібним, є складовою частиною касети змінної направляюпри цьому зазори між пластинами зношення, розчої) з циліндричним отвором під поршень 11 та ташованих у повздовжніх пазах змінної направляшток 12 механізму гідравлічного притискання і під ючої та опорою робочої кліті залишаються незмінплунжер 13 касети 14 блока пластин зношення 15. ними та відповідають вимогам заводуПлунжери 13 притерті у отворах та мають посадку виготовлювача для кожної моделі стана, при цьоз натягом з зусиллям зсуву їх Р1 у прямому та му збільшується міжремонтний період. зворотному напрямках. Опора робочої кліті 3 має Сукупність ознак, які характеризують відоме аналогічні пластини зношення 16 та пластини 15 рішення, не забезпечує досягнення нових властикасети 14. востей, і лише наявність відмінних ознак корисної Механізм регулювання положення касети моделі дозволяє отримати нові властивості, новий змінної направляючої у вертикальній площині ретехнічний результат. Відповідно, запропонована версивний. Гвинт 6 одержує обертальний рух чекорисна модель відповідає критерію винахідницьрез муфти 7 та редуктор 8 від електродвигуна 9, кого рівня. який вмикається оператором з пульта керування Ознаками, спільними як для прототипу, так і станом, пересуває рухому плиту у прямому та для запропонованого винаходу є те, що станина зворотному напрямку, тим самим зміщуючи змінну під робочу кліть стана холодної прокатки труб міснаправляючу з робочою кліттю у вертикальному тить стаціонарну основу та встановлену на ньому напрямку. У механізмі регулювання положення змінну направляючу з двома симетрично розташозмінної направляючої у горизонтальній площині ваними повздовжніми пазами, при цьому змінна тиск у порожнинах А (Фіг.4) постійний та створюопорна направляюча виконана з механізмами реється від гідростанції стана з силою тиску на плугулювання її положення у горизонтальній та вертинжери 13 Р2. Тому що Р2Р1. При відведенні поршня 11 з тин зношення, розмішених у симетрично розташоштоком 12 зазор відновлюється до необхідної веваних повздовжніх пазах, при цьому бічні пластини личини. Якщо є необхідність, то блоки гідравлічнозношення мають можливість переміщуватися у го компенсатора зазорів вмикаються почергово. горизонтальній площині. Величина сили Р4 (Фіг.4) зсуву плунжера 13 при Сутність моделі пояснюється графічно, де на ході кліті 3 у період роботи стана недостатня Фіг.1 схематично зображена станина робочої кліті (Р4
ДивитисяДодаткова інформація
Назва патенту англійськоюBed for working mill stand for cold rolling of pipes
Назва патенту російськоюСтанина под рабочую клеть стана холодной прокатки труб
МПК / Мітки
МПК: B21B 31/00, B21B 21/00
Мітки: робочу, станина, кліть, прокатки, холодної, стана, труб
Код посилання
<a href="https://ua.patents.su/3-15759-stanina-pid-robochu-klit-stana-kholodno-prokatki-trub.html" target="_blank" rel="follow" title="База патентів України">Станина під робочу кліть стана холодної прокатки труб</a>
Станина робочої кліті стана холодної прокатки труб

Номер патенту: 26073
Опубліковано: 30.04.1999
Автори: Король Радомір Миколайович, Король Микола Миколайович, Ткаченко Олег Миколайович, Загребельний Віктор Терентьович, Куценко Олександр Іванович, Літвін Григорій Дмитрович, Кекух Станіслав Миколайович, Масошін Леонід Михайлович, Яременко Микола Іванович, Самойленко Генадій Дмитрович
МПК: B21B 31/00
Мітки: кліті, труб, прокатки, станина, стана, робочої, холодної
Формула / Реферат:
Станина рабочей клети стана холодной прокатки труб, представляющая собой цельную отливку, состоящую из двух боковых рам двутаврового сечения, соединенных между собой перемычкой, основание с опорами и расположенными в нижней части станины боковыми выступами с направляющими, отличающаяся тем, что опоры выполнены в виде двух расположенных вдоль основания прямоугольных рам скольжения из антифрикционного материала, а между боковыми выступами и их...
Робоча кліть стана холодної пільгерної прокатки труб
Номер патенту: 65161
Опубліковано: 15.03.2004
Автори: Фролов Ярослав Вікторович, Данильченко Віктор Васильович, Сеніна Тетяна Володимирівна, Смирнов Віктор Григорович, Фролов Віктор Пилипович
МПК: B21B 21/00, B21B 21/04
Мітки: стана, робоча, труб, кліть, прокатки, пільгерної, холодної
Формула / Реферат:
Робоча кліть стана холодної пільгерної прокатки труб, що включає стаціонарну силову станину з закріпленими на її горизонтальних поверхнях напрямними і валки з підшипниковими опорами, яка відрізняється тим, що вона обладнана роликовими підшипниками лінійного переміщення і подушками, у яких розташовані підшипникові опори валків, а роликові підшипники лінійного переміщення встановлені поміж кожною зі згаданих напрямних і подушкою.
Привід переміщення робочої кліті стана холодної прокатки труб
Номер патенту: 13510
Опубліковано: 17.04.2006
Автори: Черних Володимир Миколайович, Клименко Фелікс Констянтинович, Гриневич Володимир Ігоревич, Луцик Володимир Олександрович
МПК: B21B 35/06
Мітки: привід, стана, кліті, холодної, труб, робочої, переміщення, прокатки
Формула / Реферат:
Привід переміщення робочої кліті стана холодної прокатки труб, що містить зубчастий планетарний механізм з сателітом на валу водила та зрівноважувальний вантаж з кривошипом під шатун робочої кліті, який відрізняється тим, що сателіт та два додаткових сателіта встановлені на нерухомій опорі маточини водила зрівноважувального вантажу з можливістю обертання його навколо власної осі та осі вихідного вала, при цьому водило є кривошипом під шатун...
Валок стана холодної прокатки труб

Номер патенту: 19528
Опубліковано: 25.12.1997
Автори: Верещагін Олександр Давидович, Сандульский Борис Степанович, Кравченко Юрій Олексійович, Вольфович Георгій Вольфович, Ісаков Євген Борисович, Більдін Констянтин Михайлович, Чуб Анатолій Васильович, Борисенко Юрій Миколайович, Черкащенко Татяна Володимирівна, Алпатов Євгеній Миколайович, Попов Марат Васильович, Островський Ігор Петрович
МПК: B21B 21/02, B21B 21/00
Мітки: валок, прокатки, стана, холодної, труб
Формула / Реферат:
Валок стана холодной прокатки труб, включающий установленный на круглом валу кольцевой калибр с ручьем переменного сечения, отличающийся тем, что калибр выполнен разъемным по диаметру, его половины соединены друг с другом болтами, расположенными перпендикулярно плоскости разъема, при этом со стороны зева и калибрующей зоны между торцами половин калибра имеется зазор, величина которого составляет 0,001-0,1 диаметра вала.
Привід валків рухомої кліті стана холодної прокатки труб

Номер патенту: 4810
Опубліковано: 28.12.1994
Автори: Яременко Микола Іванович, Головачов Володимир Якович, Соя Володимир Іванович, Король Радомір Миколайович, Лагутін Борис Миколайович, Король Микола Миколайович, Літвін Григорій Дмитрович, Ткаченко Микола Володимирович, Цупкін Анатолій Вікторович, Кекух Станіслав Миколайович, Куценко Олександр Іванович, Самойленко Генадій Дмитрович, Масошін Леонід Михайлович, Загребельний Віктор Терентійович, Третяк Володимир Якович
МПК: B21B 21/00, B21B 35/06
Мітки: валків, труб, кліті, холодної, привід, стана, прокатки, рухомої
Формула / Реферат:
Привод валков подвижной клети стана холодной прокатки труб, содержащий посаженные на шейках валков ведомые и ведущие шестерни, взаимодействующие с установленными в станине стана рейками, имеющими механизм для их продольного перемещения, отличающийся тем, что последний выполнен в виде двух винтов с упорами, каждая из реек выполнена с возможностью продольного, вертикального и поперечного перемещении и в виде балки Т-образного сечения, а...
Попередній патент: Спосіб визначення виду кристалурії
Наступний патент: Спосіб диференційної діагностики доброякісної гіперплазії простати та раку передміхурової залози за допомогою лазерної поляриметрії
Випадковий патент: Спосіб лікування хоріоїдальної меланоми