Універсально-збірна шпиндельна оснастка
Номер патенту: 17380
Опубліковано: 15.04.1997
Автори: Хіцан Валерій Дмитрович, Гаврилюк Юрій Романович, Карпусь Владислав Євгенович, Тимофієв Юрій Вікторович
Формула / Реферат
Универсально-сборная шпиндельная оснастка, содержащая корпус, шпиндели и шпиндельные втулки, отличающаяся тем, что оснастка снабжена двумя наборами объемных секторов, из тонкостенных оболочек, заполненных гидропластмассой и имеющих углы секторов в плане 30° и 45°, накладными пластинами, охватывающими попарно шпиндельные втулки, двумя кондукторными дисками с отверстиями, в которые устанавливают шпиндельные втулки, вставками, толщина которых равна ширине радиального паза, образованного соседки-ми объемными секторами, резьбовой крышкой, центральной втулкой и сменным редуктором, закрепленным на заднем торце корпуса, причем шпиндельные втулки, имеющие две установочные цилиндрические поверхности, представляют собой отдельный элемент, в котором на опорах качения установлен шпиндель, с закрепленными на заднем конце шарнирными муфтами и телескопическим валиком, в корпусе, используемом для всех компоновок, выполнена цилиндрическая расточка, соосно которой установлена центральная втулка, а в кольцевом зазоре между ними размещаются элементы оснастки.
Текст
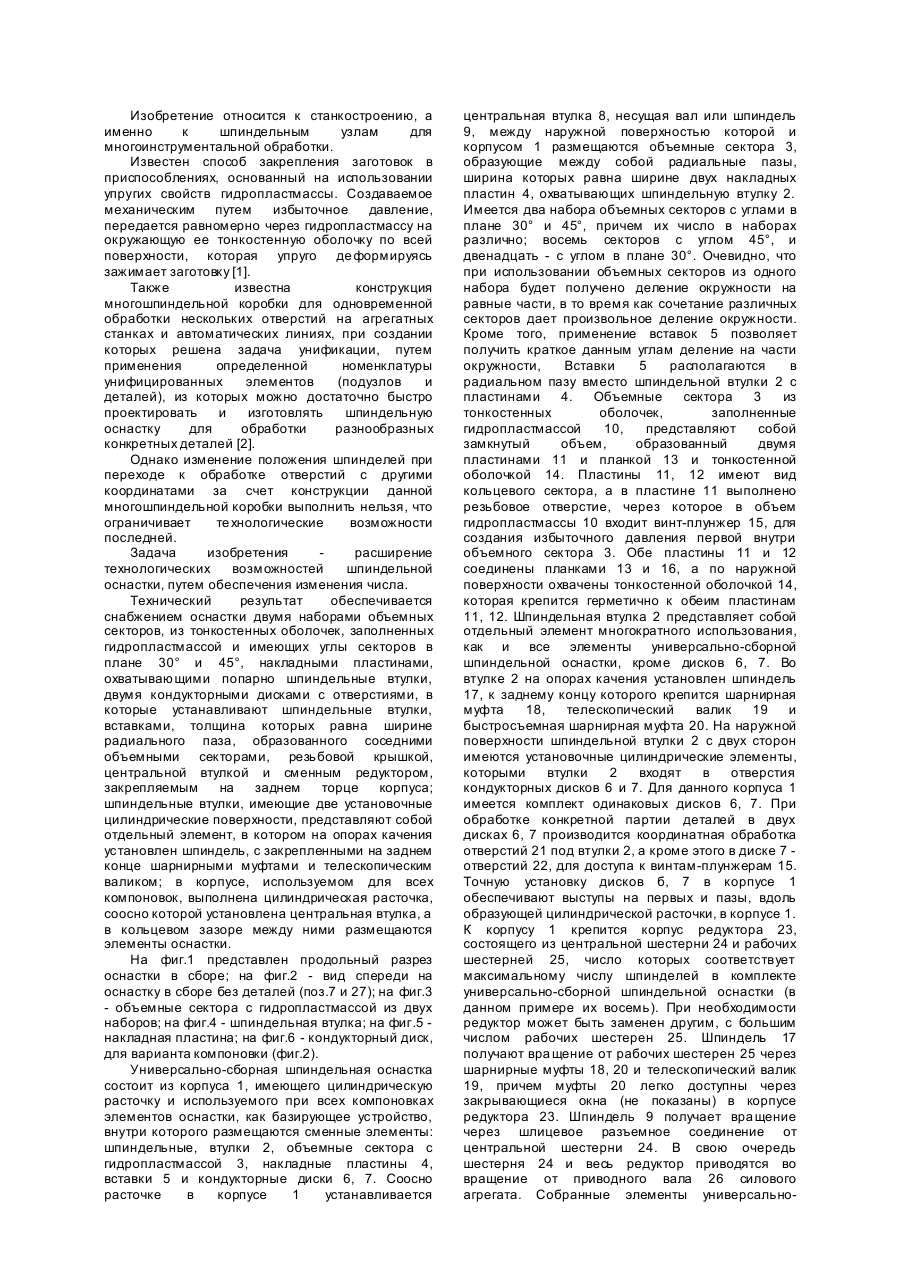
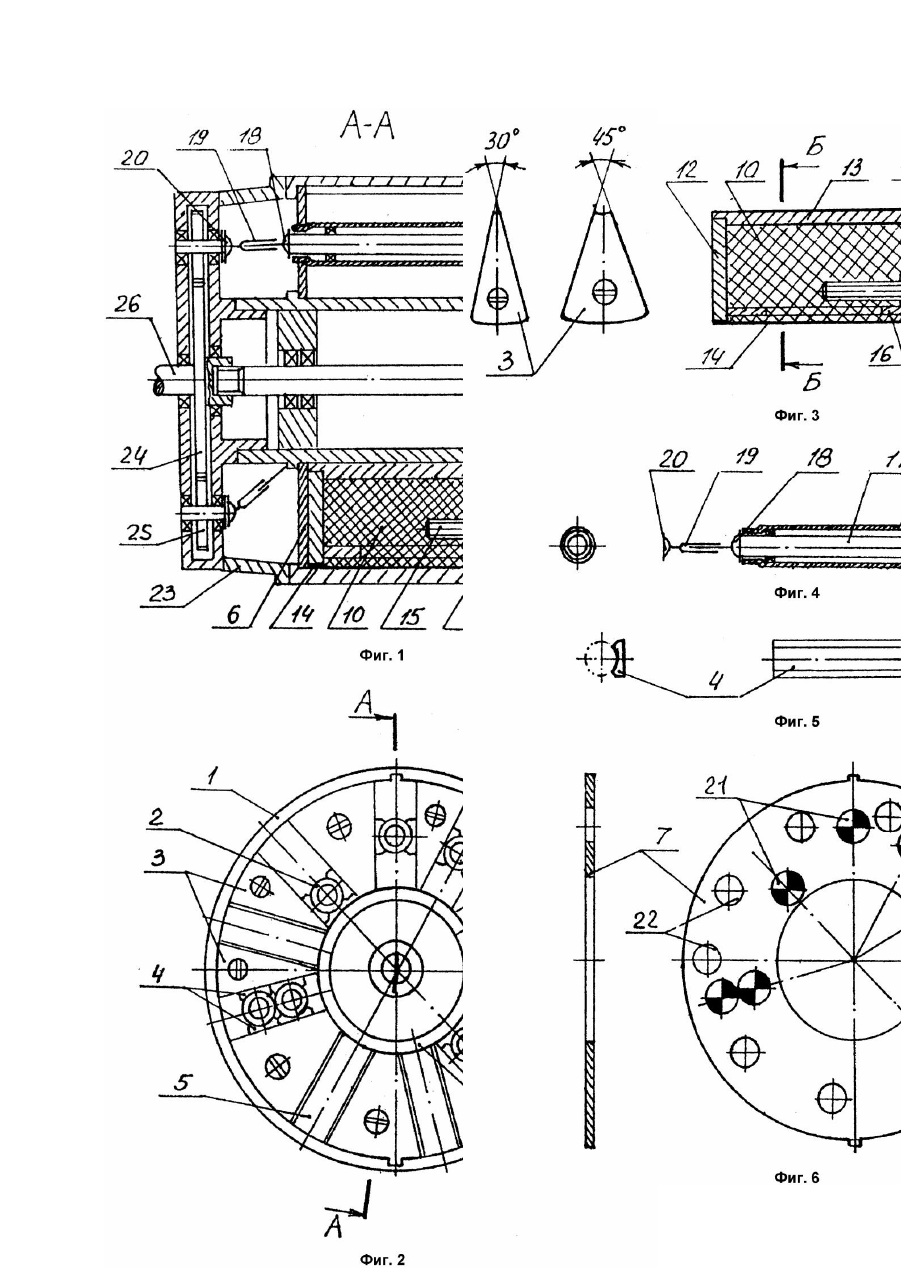
Изобретение относится к станкостроению, а именно к шпиндельным узлам для многоинструментальной обработки. Известен способ закрепления заготовок в приспособлениях, основанный на использовании упругих свойств гидропластмассы. Создаваемое механическим путем избыточное давление, передается равномерно через гидропластмассу на окружающую ее тонкостенную оболочку по всей поверхности, которая упруго де формируясь зажимает заготовку [1]. Также известна конструкция многошпиндельной коробки для одновременной обработки нескольких отверстий на агрегатных станках и автоматических линиях, при создании которых решена задача унификации, путем применения определенной номенклатуры унифицированных элементов (подузлов и деталей), из которых можно достаточно быстро проектировать и изготовлять шпиндельную оснастку для обработки разнообразных конкретных деталей [2]. Однако изменение положения шпинделей при переходе к обработке отверстий с другими координатами за счет конструкции данной многошпиндельной коробки выполнить нельзя, что ограничивает те хнологические возможности последней. Задача изобретения расширение технологических возможностей шпиндельной оснастки, путем обеспечения изменения числа. Технический результат обеспечивается снабжением оснастки двумя наборами объемных секторов, из тонкостенных оболочек, заполненных гидропластмассой и имеющих углы секторов в плане 30° и 45°, накладными пластинами, охватывающими попарно шпиндельные втулки, двумя кондукторными дисками с отверстиями, в которые устанавливают шпиндельные втулки, вставками, толщина которых равна ширине радиального паза, образованного соседними объемными секторами, резьбовой крышкой, центральной втулкой и сменным редуктором, закрепляемым на заднем торце корпуса; шпиндельные втулки, имеющие две установочные цилиндрические поверхности, представляют собой отдельный элемент, в котором на опорах качения установлен шпиндель, с закрепленными на заднем конце шарнирными муфтами и телескопическим валиком; в корпусе, используемом для всех компоновок, выполнена цилиндрическая расточка, соосно которой установлена центральная втулка, а в кольцевом зазоре между ними размещаются элементы оснастки. На фиг.1 представлен продольный разрез оснастки в сборе; на фиг.2 - вид спереди на оснастку в сборе без деталей (поз.7 и 27); на фиг.3 - объемные сектора с гидропластмассой из двух наборов; на фиг.4 - шпиндельная втулка; на фиг.5 накладная пластина; на фиг.6 - кондукторный диск, для варианта компоновки (фиг.2). Универсально-сборная шпиндельная оснастка состоит из корпуса 1, имеющего цилиндрическую расточку и используемого при всех компоновках элементов оснастки, как базирующее устройство, внутри которого размещаются сменные элементы: шпиндельные, втулки 2, объемные сектора с гидропластмассой 3, накладные пластины 4, вставки 5 и кондукторные диски 6, 7. Соосно расточке в корпусе 1 устанавливается центральная втулка 8, несущая вал или шпиндель 9, между наружной поверхностью которой и корпусом 1 размещаются объемные сектора 3, образующие между собой радиальные пазы, ширина которых равна ширине двух накладных пластин 4, охватывающих шпиндельную втулку 2. Имеется два набора объемных секторов с углами в плане 30° и 45°, причем их число в наборах различно; восемь секторов с углом 45°, и двенадцать - с углом в плане 30°. Очевидно, что при использовании объемных секторов из одного набора будет получено деление окружности на равные части, в то время как сочетание различных секторов дает произвольное деление окружности. Кроме того, применение вставок 5 позволяет получить краткое данным углам деление на части окружности, Вставки 5 располагаются в радиальном пазу вместо шпиндельной втулки 2 с пластинами 4. Объемные сектора 3 из тонкостенных оболочек, заполненные гидропластмассой 10, представляют собой замкнутый объем, образованный двумя пластинами 11 и планкой 13 и тонкостенной оболочкой 14. Пластины 11, 12 имеют вид кольцевого сектора, а в пластине 11 выполнено резьбовое отверстие, через которое в объем гидропластмассы 10 входит винт-плунжер 15, для создания избыточного давления первой внутри объемного сектора 3. Обе пластины 11 и 12 соединены планками 13 и 16, а по наружной поверхности охвачены тонкостенной оболочкой 14, которая крепится герметично к обеим пластинам 11, 12. Шпиндельная втулка 2 представляет собой отдельный элемент многократного использования, как и все элементы универсально-сборной шпиндельной оснастки, кроме дисков 6, 7. Во втулке 2 на опорах качения установлен шпиндель 17, к заднему концу которого крепится шарнирная муфта 18, телескопический валик 19 и быстросъемная шарнирная муфта 20. На наружной поверхности шпиндельной втулки 2 с двух сторон имеются установочные цилиндрические элементы, которыми втулки 2 входят в отверстия кондукторных дисков 6 и 7. Для данного корпуса 1 имеется комплект одинаковых дисков 6, 7. При обработке конкретной партии деталей в двух дисках 6, 7 производится координатная обработка отверстий 21 под втулки 2, а кроме этого в диске 7 отверстий 22, для доступа к винтам-плунжерам 15. Точную установку дисков б, 7 в корпусе 1 обеспечивают выступы на первых и пазы, вдоль образующей цилиндрической расточки, в корпусе 1. К корпусу 1 крепится корпус редуктора 23, состоящего из центральной шестерни 24 и рабочих шестерней 25, число которых соответствует максимальному числу шпинделей в комплекте универсально-сборной шпиндельной оснастки (в данном примере их восемь). При необходимости редуктор может быть заменен другим, с большим числом рабочих шестерен 25. Шпиндель 17 получают вра щение от рабочих шестерен 25 через шарнирные муфты 18, 20 и телескопический валик 19, причем муфты 20 легко доступны через закрывающиеся окна (не показаны) в корпусе редуктора 23. Шпиндель 9 получает вра щение через шлицевое разъемное соединение от центральной шестерни 24. В свою очередь шестерня 24 и весь редуктор приводятся во вращение от приводного вала 26 силового агрегата. Собранные элементы универсально сборной шпиндельной оснастки удерживаются от смещения резьбовой крышкой 27. Универсально-сборная шпиндельная оснастка работает следующим образом. При переходе к обработке детали с отверстиями с другими координатами, анализируется возможность использования объемных секторов 3 одного или обоих наборов. Простые задачи выбора компоновки шпиндельной оснастки могут быть решены наладчиком непосредственно у оборудования, а более сложные - с помощью ЭВМ. Объемные сектора 3 хранятся с вывернутыми на 2/3 винтами-плунжерами 15, а шпиндельные втулки 2 с присоединенными муфтами 18, 20 и валиком 19. После выбора состава унифицированных элементов, производится обработка двух дисков 6, 7, из заранее изготовленного комплекта для данного внутреннего диаметра корпуса 1. В дисках 6, 7 выполняется точная координатная обработка отверстий 21, а в диске 7, кроме того, отверстия 22. Сборка шпиндельной оснастки производится в такой последовательности. В корпус 1 устанавливается центральная втулка 6 которая центрируется по поверхности на корпусе редуктора 23, а шпиндель 9 связывается с шестерней 24. После этого в диск 6, устанавливаются втулки 2, в отверстия 21. Диск 6 ориентируется по пазам в корпусе 1 и смещается влево до упора в буртики втулки 8 и корпуса 1. На шпиндельные втулки 2 устанавливаются по две накладные пластины 4, а между соседними шпинделями, согласно выбранной компоновке размещаются объемные сектора 3. Вместо шпиндельной втулки 2 с накладными пластинами 4, между объемными секторами 3 может быть установлена вставка 5, из твердых пород древесины, для обеспечения равномерной деформации тонкостенных оболочек 14. Далее на передние концы шпиндельных втулок 2 через отверстия 21 устанавливается диск 7, окончательно ориентируя первые. Для удержания элементов оснастки от смещения, на передний конец корпуса 1 крепится резьбовая крышка 27. Через окна в корпусе редуктора 23 муфты 20 присоединяются к ближайшим валам рабочих шестерен 25, так как редуктор может использоваться и для меньшего числа шпинделей 17 в оснастке. Закрепление шпинделей 17 производится вворачиванием винтов-плунжеров 15, выступающи х через отверстия 22 в диске 7. Это приводит к созданию избыточного давления гидропластмассы 10 и упругой деформации тонкостенной оболочки 14, которая взаимодействует с накладными пластинами 4, самоустанавливающимися по отношению к втулкам 2, и корпусом 1, зажимая шпиндельные втулки 2 и фиксируя объемные сектора 3 по отношению к корпусу 1. В одном радиальном пазу может быть установлено несколько втулок 2 со шпинделями 17. Разборка шпиндельной оснастки осуществляется в обратной последовательности: вывинчиваются на 2/3 длины винты-плунжеры 16, вследствие чего происходит падение давления гидропластмассы 10 внутри объемных секторов 3; тонкостенные оболочки 14 восстанавливают исходное положение, расфиксируя втулки 2 и сами объемные сектора 3. Реализация данного устройства позволит повысить гибкость шпиндельной оснастки, при обработке отверстий с повышенными требованиями к точности взаимного положения их осей, за счет многократного применения унифицированных элементов (корпусов, шпиндельных втулок, объемных секторов, накладных пластин и кондукторных дисков) при переходе к обработке новых деталей, в результате чего снижается трудоемкость и затраты на техническую подготовку производства.
ДивитисяДодаткова інформація
Назва патенту англійськоюModular spindle tooling
Автори англійськоюKarpus Vladyslav Yevhenovych, Tymofiev Yurii Viktorovych, Havryliuk Yurii Romanovych, Khitsan Valerii Dmytrovych
Назва патенту російськоюУниверсально-сборная шпиндельная оснастка
Автори російськоюКарпусь Владислав Евгеньевич, Тимофиев Юрий Викторович, Гаврилюк Юрий Романович, Хицан Валерий Дмитриевич
МПК / Мітки
МПК: B23B 39/00
Мітки: шпиндельна, оснастка, універсально-збірна
Код посилання
<a href="https://ua.patents.su/3-17380-universalno-zbirna-shpindelna-osnastka.html" target="_blank" rel="follow" title="База патентів України">Універсально-збірна шпиндельна оснастка</a>
Шпиндельна бабка фрезерного верстата
Номер патенту: 5240
Опубліковано: 28.12.1994
Автор: Мілащенко Володимир Іванович
МПК: B27C 5/00
Мітки: верстата, фрезерного, шпиндельна, бабка
Формула / Реферат:
Шпиндельная бабка фрезерного станка, включающая корпус, шпиндель с пинолью и хвостовиком, механизм подачи шпинделя и фиксатор шпинделя, отличающаяся тем, что шпиндель выполнен полым, а его хвостовик выполнен в виде промежуточного валика, один конец которого расположен внутри шпинделя и связан с ним шлицевым соединением, причем другой конец промежуточного валика установлен м опорах корпуса шпиндельной бабки, при этом фиксатор установлен на...
Універсально-збірний інструмент
Номер патенту: 12364
Опубліковано: 02.12.1996
Автори: Петтік Юрій Владиславович, Матюха Петро Григорович, Михайлов Олександр Миколайович
МПК: B23B 27/16
Мітки: інструмент, універсально-збірний
Формула / Реферат:
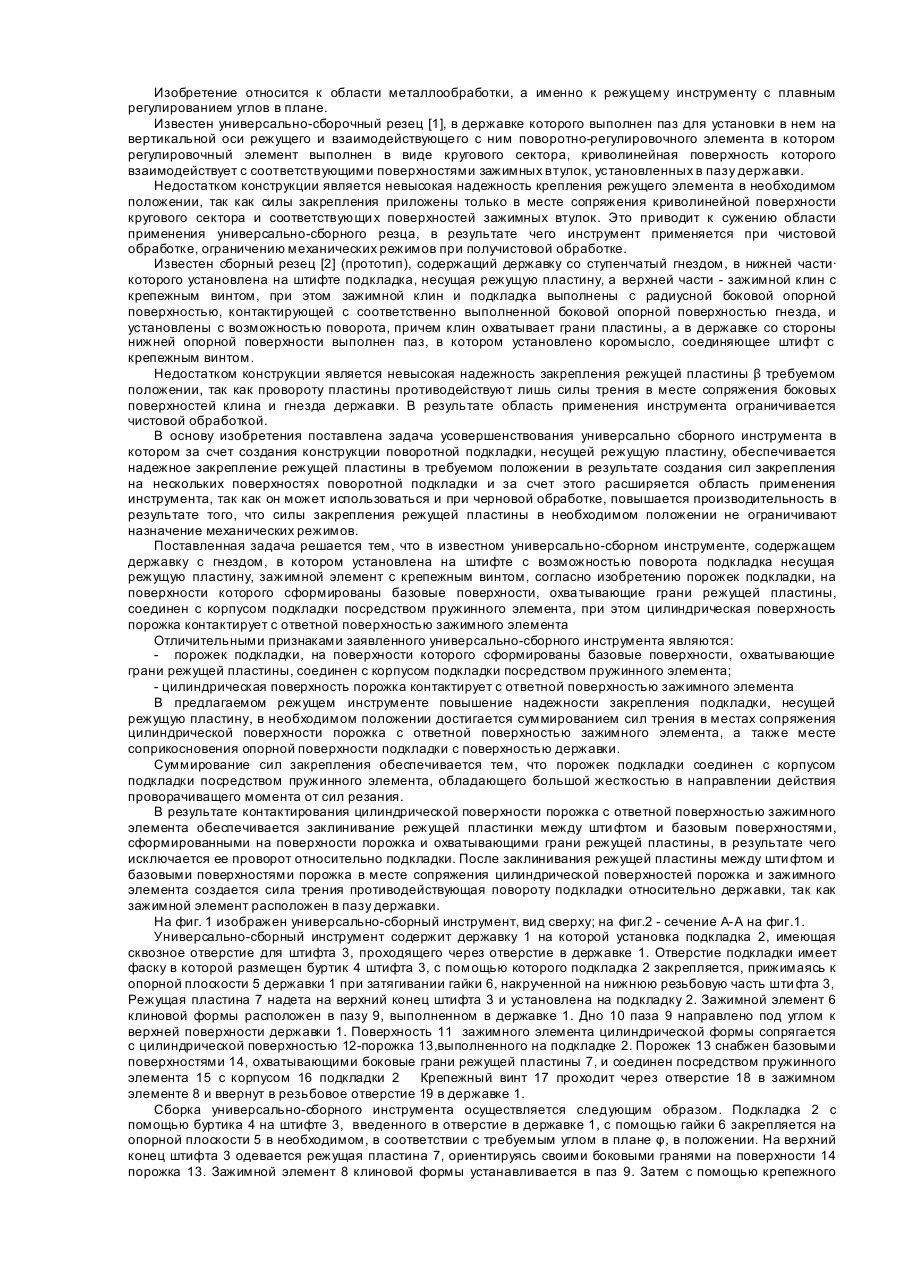
Универсально-сборный инструмент, содержащий державку с гнездом, в котором установлена на штифте с возможностью поворота подкладка, несущая режущую пластину, зажимной элемент с крепежным винтом, отличающийся тем, что порожек подкладки, на поверхности которого сформированы базовые поверхности, охватывающие грани режущей пластины, соединен с корпусом подкладки посредством пружинного элемента, при этом цилиндрическая поверхность порожка...
Універсально-збірне пристосування
Номер патенту: 13108
Опубліковано: 28.02.1997
Автор: Матвієнко Володимир Миколайович
МПК: B23Q 3/00
Мітки: універсально-збірне, пристосування
Формула / Реферат:
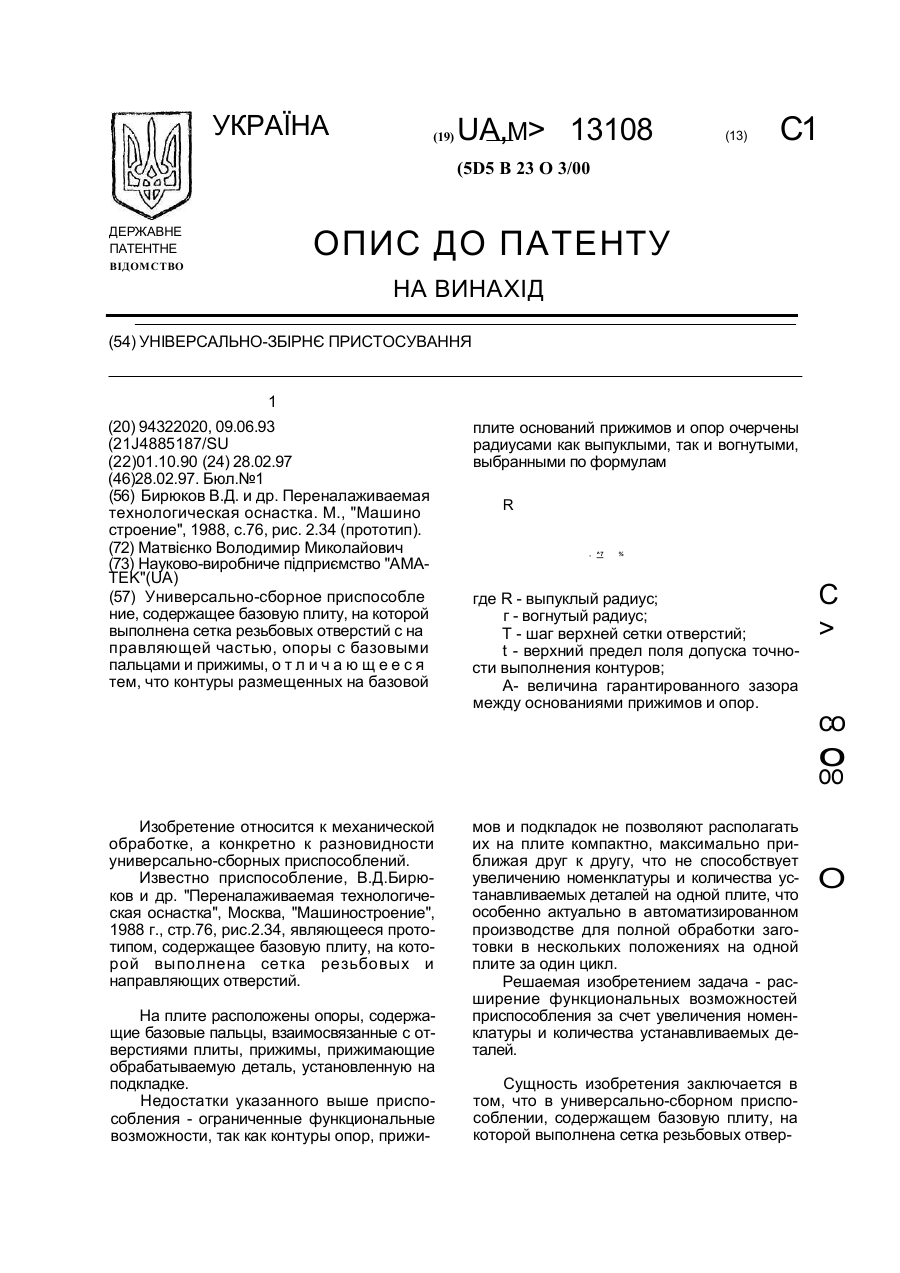
(57) Универсально-сборное приспособление, содержащее базовую плиту, на которой выполнена сетка резьбовых отверстий с направляющей частью, опоры с базовыми пальцами и прижимы, отличающееся тем, что контуры размещенных на базовой плите оснований прижимов и опор очерчены радиусами как выпуклыми, так и вогнутыми, выбранными по формулам
Технологічна оснастка електрогідравлічних установок
Номер патенту: 7653
Опубліковано: 26.12.1995
Автори: Толстих Олександра Борисівна, Федоренко Іван Іванович, Завода Володимир Петрович
МПК: B22D 30/00
Мітки: оснастка, електрогідравлічних, технологічна, установок
Формула / Реферат:
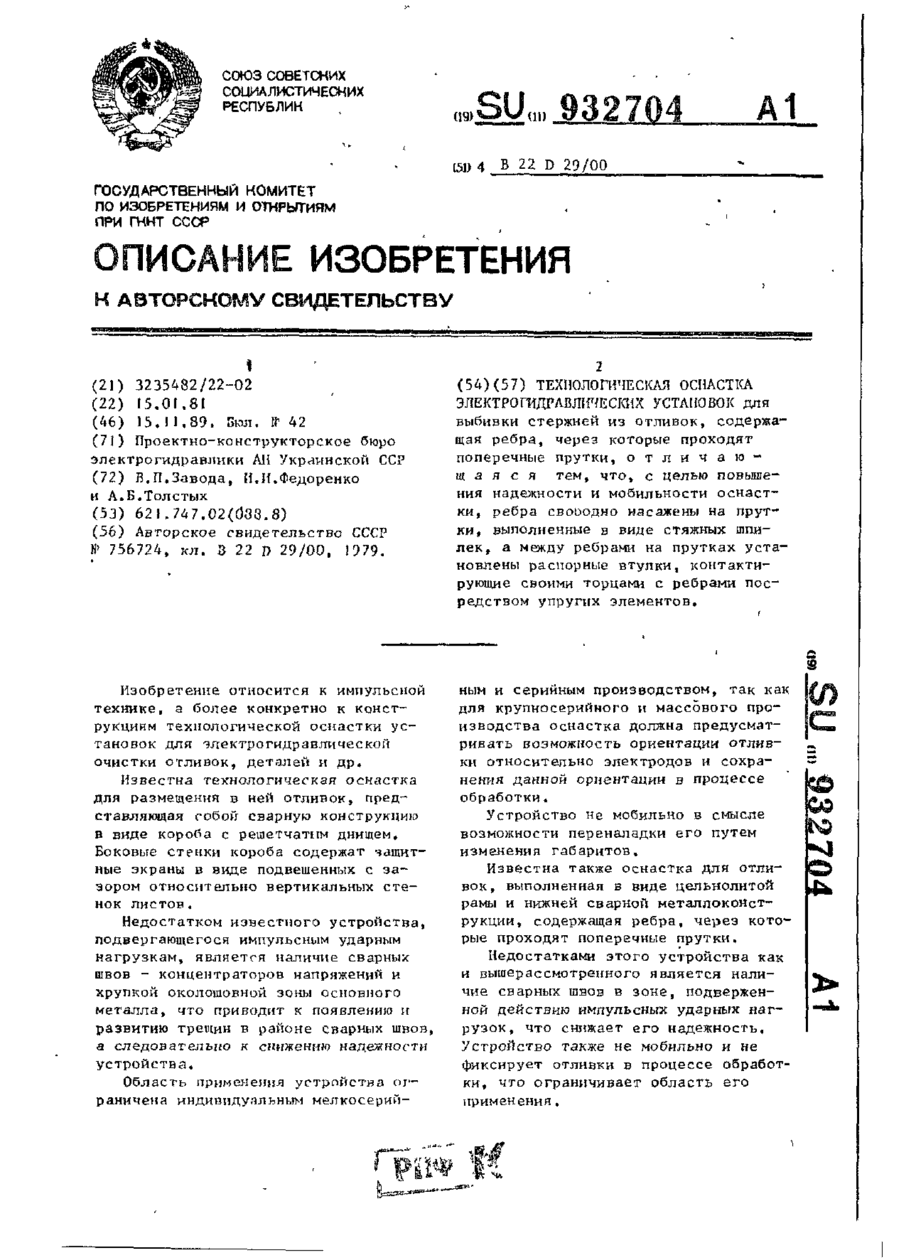
Технологическая оснастка электрогидравлических установок для выбивки стержней из отливок, содержащая ребра, через которые проходят поперечные прутки, отличающаяся тем, что, с целью повышения надежности и мобильности оснастки, ребра свободно насажены на прутки, выполненные в виде стяжных шпилек, а между ребрами на прутках установлены распорные втулки, контактирующие своими торцами с ребрами посредством упругих элементов.
Циліндрична збірна фреза

Номер патенту: 6975
Опубліковано: 31.03.1995
Автори: Васильєв Юрій Всеволодович, Єрохін Віктор Олексійович
МПК: B27G 13/00
Мітки: фреза, збірна, циліндрична
Формула / Реферат:
Цилиндрическая сборная фреза, включающая втулку с торцующими резцами, расположенными симметрично в диаметральной плоскости, отличающаяся тем, что в центре втулки установлена цилиндрическая торцевая фреза с хвостовиком, стружкоотводным пазом и центрирующим выступом, а между торцовой фрезой и торцующими резцами установлена дополнительная втулка с расположенными диаметрально двухступенчатыми торцующими резцами.
Попередній патент: Спосіб виготовлення катоду для літієвих хімічних джерел струму
Наступний патент: Універсальна відцентрова форсунка
Випадковий патент: Спосіб одержання натрію 2-(4-метил-5-(тіофен-2-іл)-4н-1,2,4-триазол-3-ілтіо)ацетату