Вузол подушок чотирьохвалкової листової кліті
Номер патенту: 17812
Опубліковано: 03.06.1997
Автори: Мовшович Вілорд Соломонович, Клєвцов Олег Михайлович, Васильєв Олександр Геннадійович, Карташов Анатолій Андрійович, Тилик Василь Трохимович, Кудрин Володимир Іванович, Штехно Олег Миколайович, Ємельяненко Анатолій Григорович, Ніколаєв Віктор Олександрович


Формула / Реферат
Узел подушек четырехвалковой листовой клети, содержащий подушки рабочих валков, установленные в расточках подушек опорных валков, гидравлическое устройство противоизгиба рабочих валков, совмещенное с уравновешивающим устройством, и содержащее плунжеры в подушках рабочих валков и систему подачи масла к плунжерам, отличающийся тем, что по оси гидравлического плунжера противоизгиба в расточке подушки верхнего рабочего валка установлен ползун с конической поверхностью, сопряженный с клиновой опорой в подушке со стороны рабочего валка, а со стороны подушки опорного валка с упорным цилиндрическим стержнем.
Текст
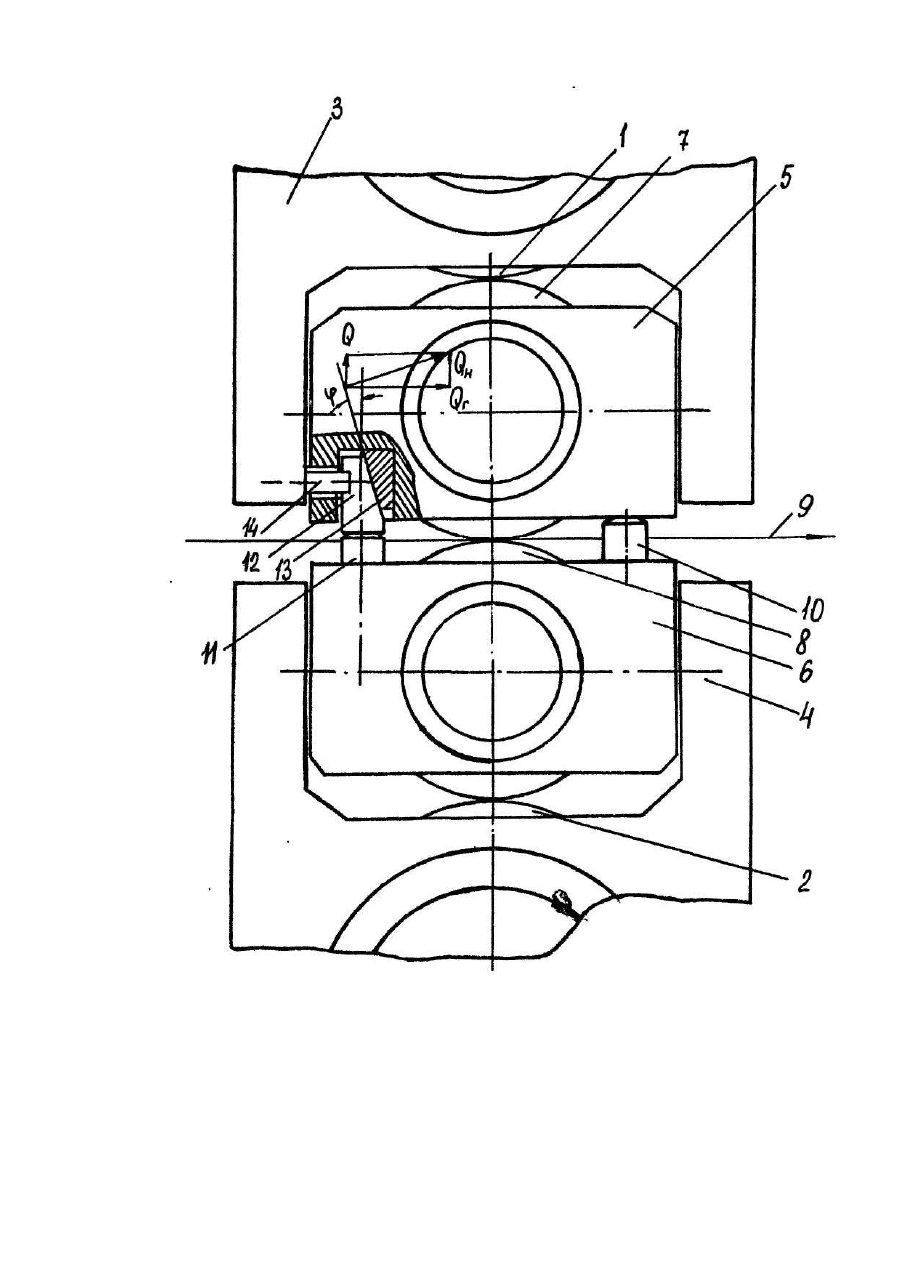
Изобретение относится к прокатному производству, в частности к оборудованию листовой и полосовой прокатки. Известен узел подушек четырехвалковой клети, содержащий подушки рабочих валков, установленные в расточках подушек опорных валков, рабочие и опорные валки, систему гидравлического уравновешивания рабочих валков (Королев А. А. Конструкция и расчет машин и механизмов прокатных станов. М„ Металлургия, 1969, с. 155, рис. 74). Недостатком данной системы уравновешивания верхнего рабочего валка является невозможность регулировать межвалковый зазор и плоскостность полосы вследствие недостаточного давления масла в гидросистеме (5-10Η/мм 2). Наиболее близким к предлагаемому является техническое решение, рассмотренное в работе Василева Я. Д. и Сафьяна Μ. Μ. Производство полосовой и листовой стали. Киев, "Вища школа", 1975, с. 181, рис. 90). В атом решении узел подушек рабочих и опорных валков клети кварто, содержит подушки рабочих валков, установленные в расточках подушек опорных валков гидравлическое устройство противоизгиба рабочих валков, совмещенное с уравновешивающим устройством, и содержащее плунжеры в подушках рабочих валков и систему подачи масла плунжерам. Недостатком этого узла подушек является наличие в гидравлической системе противоизгиба давления масла, достигающее 28-35 Η/мм , (там же, с. 185), что вызывает необходимость применения более сложных конструкций оборудования гидросистем подачи масла от насоса к плунжерам в подушках рабочих валков, улучшения контакта соединений рабочих органов для предотвращения выхода масла в зазоры. В основу изобретения поставлена задача создать такой узел подушек четырехвалковой листовой клети, в которой новое выполнение конструкции формующи х элементов обеспечивает снижение давления масла в гидросистеме противоизгиба рабочих валков, а следовательно, исключает применение сложных конструкций оборудования гидросистем подачи масла к плунжерам. Решение задачи обеспечивается тем, что в узле подушек рабочих и опорных валков клети кварто, содержащий подушки рабочих и опорных валков и сами валки, гидравлическое устройство противоизгиба рабочих валков, в котором по оси гидравлического плунжера противоизгиба в верхней подушке рабочего валка установлен ползун с конической поверхностью, сопряженный с клиновой опорой в подушке со стороны рабочего валка, а со стороны подушки опорного валка - с опорным цилиндрическим стержнем. Между существующими признаками изобретения и достигаемым техническим результатом имеет следующая причинно-следственная связь. Предлагаемый узел подушек имеет в своем составе клиновой узел, обеспечивающий изгиб рабочих валков в горизонтальной плоскости, которому не препятствуют поверхности опорных валков. По этой причине регулирование профиля образующи х рабочих валков происходит при давлении масла, в гидросистеме, равным 5-10 Н/мм 2, а не при 28-35 Н/мм. На чертеже представлен узел подушек рабочих валков с валками со стороны одной из станин рабочей клети кварто, содержащий верхний 1 и нижний 2 опорные валки, их подушки 3, 4, в проемы которых входят верхняя 5 и нижняя 6 подушки соответствующи х вер хнего 7 и нижнего 8 рабочих валков. Рабочие валки при прокатке полосы 9 опираются на опорные валки. В корпусе нижней подушки установлены гидроустройства противоизгиба рабочих валков с плунжерами 10 и 11. Плунжер 10 в рабочем положении упирается в подушку 5, а плунжер 11, в ползун 12 с конической поверхностью, сопряжённый с клиновой опорой 13 в подушке со стороны рабочего валка, а со стороны подушки опорного валка - с упорным цилиндрическим стержнем 14. Узел подушек работает следующим образом. В первую очередь в прокатную клеть устанавливают опорные валки с их подушками, а после и рабочие валки в сборе с их подушками, которые устанавливают в проемы подушек опорных валков. При этом ползун 12 с цилиндрическим стержнем 14 опущены вниз и стержень опирается своей поверхностью на нижнюю поверхность отверстия в подушке 5. Свободное перемещение стержня 14 обеспечивает беспрепятственный ввод подушки 5 в подушк у 3 опорного валка. Следующей операцией является опускание верхней пары валков при помощи известных нажимных устройств до соприкосновения с нижним рабочим валком. В конце операции все валки находятся в "забое" (соприкасаются друг с другом). Установку необходимого зазора между рабочими валками выполняют путем одновременного подъема нажимных винтов и гидравлического плунжера 10 противоизгиба рабочих валков. При этом рабочие валки прижимаются к соответствующим опорным валкам с силой 2 Q (Q - сила, действующая на один плунжер 10, для двух подушек рабочего валка имеем 2 Q). Для прижатия рабочего к опорному достаточна сила, равная 2 Q=1,2G (G - масса рабочего валка и его подушек: G=4-6 τ). Для воздействия на рабочий валок с целью его противоизгиба в вертикальной плоскости и изгиба в горизонтальной плоскости с целью изменения зазора на его свободных от полосы концевых участках и изменения обжатия на краевых к участкам полосы силу 2 Q увеличивают. Обычно, с целью регулирования межвалкового зазора и плоскостности полосы применяют силу 4 Q=(0,05-0,1)P для четырех плунжеров 10 и 11 (Р - сила прокатки), Если Р=10 МН, что характерно для широкополосовых станов холодной прокатки, то в этом случае 4 Q=(0,05-1,0)MH. Таким образом, под воздействием плунжера 10 верхний рабочий валок прижимается к опорному валку и изгибается в вертикальной плоскости, а под действием автономно работающего плунжера 11 ползун 12 перемещается в вертикальной плоскости до момента зажатия сухаря 14 между вертикальными поверхностями ползуна и подушки опорного валка. При этом на наклонных поверхностях ползуна 12 и клина 13 возникает нормальная сила Qн, горизонтальная составляющая Qr, которой равна где φ -угол наклона поверхности клина, С целью устранения защемления клинового контакта следует принимать φ =10-35°. Благодаря действию сил 2 Qr (от двух плунжеров двух подушек рабочего валка) верхний рабочий валок получает изгиб в горизонтальной плоскости, величина которого зависит от силы 2 Q и угла φ . Например, при Р=10 МН и Полученные величины 2 Q вполне достаточны для получения заметного изгиба свободных от полосы концов рабочего валка и увеличения зазора между рабочими валками за счет всплытия их по поверхностям опорных валков. В соответствии с расчетом по известным формулам при прокатке полосы с шириной В=1400 мм на стане 1700 холодной прокатки (Р-10 МН, 2 Q=0,025 P, j=30) изгиб рабочего валка в горизонтальной плоскости составляет у=0,132 мм, величина изменения обжатия на кромке полосы dh=0,00009 мм, а изменение удельного натяжения полосы с п=1,0 мм на кромках составляет Ао х-ЯОН/мм . Уменьшение угла φ пропорционально увеличивает силу 2Qr и другие параметры. Процесс прокатки (дрессировки) полосы начинают при усилии прижатия рабочих валков к опорным, равным 4 Q=0,05 P. В случае выхода полосы из клети с искажением формы профиля в виде коробоватости (волна в середине ширины полосы) силу 4 Q уменьшают и при этом уменьшается горизонтальный прогиб рабочих валков, зазор между рабочими валками и увеличиваются обжатие кромочных участков полосы. Происходит выравнивание коэффициентов вытяжек по ширине полосы и устраняется ее коробоватость. При наличии волнистых кромок полосы (коэффициент вытяжки на кромках больше, чем в середине) увеличивают силу противо-изгиба 4 Q до допустимых величин. Вместе с этим увеличивается горизонтальный прогиб рабочих валков, толщина выходящей полосы на кромках и происходит уменьшение обжатия и коэффициент вытяжки на кромках. Силу 4Q противоизгиба изменяют до тех пор пока коэффициенты вытяжек в середине ширины и на кромках окажутся равными, полоса получит плоскую форму. По своей эффективности предлагаемое устройство дает более высокие результаты, но значительнее проще в изготовлении и обслуживании, т. к. отсутствуют дополнительные гидроцилиндры на подушках верхних валков и дополнительная гидросистема для подачи масла с высоким давлением. По предварительным расчетам экономический эффект на одном комплекте узла подушек может составить 2,5-3,0 млрд. крб. (в ценах 1995).
ДивитисяДодаткова інформація
Автори англійськоюNikolaiev Viktor Oleksandrovych, Klevtsov Oleh Mykhailovych, Klievtsov Oleh Mykhailovych, Shtekhno Oleh Mykolaiovych, Kudrin Volodymyr Ivanovych, Kartashov Anatolii Andriiovych, Movshovych Vilord Solomonovych, Tylyk Vasyl Trokhymovych, Vasyl’iev Oleksandr Hennadiiovych, Yemelianenko Anatolii Hryhorovych
Автори російськоюНиколаев Виктор Александрович, Клевцов Олег Михайлович, Штехно Олег Николаевич, Кудрин Владимир Иванович, Карташов Анатолий Андреевич, Мовшович Вилорд Соломонович, Тылык Василий Трофимович, Васильев Александр Геннадиевич, Емельяненко Анатолий Григорьевич
МПК / Мітки
МПК: B21B 31/00
Мітки: чотирьохвалкової, кліті, листової, подушок, вузол
Код посилання
<a href="https://ua.patents.su/3-17812-vuzol-podushok-chotirokhvalkovo-listovo-kliti.html" target="_blank" rel="follow" title="База патентів України">Вузол подушок чотирьохвалкової листової кліті</a>
Вузол подушок робочих та опорних валків кліток кварто
Номер патенту: 14113
Опубліковано: 25.04.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 31/00
Мітки: валків, кліток, вузол, опорних, подушок, кварто, робочих
Формула / Реферат:
Узел подушек рабочих и опорных валков клетей кварто, содержащий подушки рабочих валков, установленные в расточках подушек опорных валков, подшипниковые опоры, гидравлическое уравновешивающее устройство верхнего рабочего валка и устройство для самоустановки верхнего рабочего валка относительно смежного с ним опорного валка, состоящего из гидроцилиндра, размещенного в подушке рабочего валка со стороны подушки опорного валка, а его ось...
Валковий вузол листової прокатної клітки
Номер патенту: 14114
Опубліковано: 25.04.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 27/02
Мітки: прокатної, валковий, листової, вузол, клітки
Формула / Реферат:
Валковый узел листовой прокатной клети, содержащий два цилиндрических валка, один из которых - с буртами, взаимодействующими с торцами второго валка, отличающийся тем, что, с целью снижения энергосиловых параметров прокатки путем уменьшения сил трения при создании продольных колебаний валка, торцы второго валка выполнены наклонными в одном направлении под углом 0,01-1,0°.
Пристрій для осьового регулювання валків прокатної кліті
Номер патенту: 12960
Опубліковано: 28.02.1997
Автори: Федоров Анатолій Михайлович, Клемент'єв Владислав Олексійович, Хлопонін Віктор Миколайович, Одін Леонід Йосипович
МПК: B21B 31/16
Мітки: валків, кліті, прокатної, регулювання, пристрій, осьового
Формула / Реферат:
(57) Устройство для осевой регулировки валков прокатной клети, состоящее из шарнирно закрепленных на станине клети двуплечих рычагов, каждый из которых кинематически связан одним плечом посредством вилки с открылком подушки валка, а другим - со штоком гидроцилиндра, отличающеес я тем, что вилка рычага выполнена жесткой, а ход штока гидроцилиндра превышает необходимый для вывода внешнего по отношению к клети зуба вилки за пределы зоны...
Вузол валків прокатної кліті кварто
Номер патенту: 1641
Опубліковано: 25.10.1994
Автори: Стрємоухов Віталій Сергійович, Архипенко Євген Іванович, Романов Микола Митрофанович, Малахов Віктор Григорович, Самченко Анатолій Іванович, Костигов Валентин Михайлович, Мірошниченко Анатолій Костянтинович, Гуськов Олександр Миколайович, Дишковець Геннадій Анатолійович, Кізійов Володимир Григорович, Костюченко Михайло Іванович
МПК: B21B 27/02
Мітки: кварто, кліті, валків, прокатної, вузол
Формула / Реферат:
1. Узел валков прокатной клети кварто, содержащий опорные и рабочие валки, один из которых имеет гладкие бандажи с винтовыми гребнями, отличающийся тем, что, с целью повышения срока службы валков, гладкие бандажи выполнены с диаметром на 30—50 % выше высоты бандажей с гребнями и твердостью, равной 0,7—0,9 твердости контактирующих с ними валков. 2. Узел по п. 1, отличающийся тем, что бандажи с гребнями выполнены с упрочненным...
Вузол валків прокатної кліті штабового стану
Номер патенту: 5713
Опубліковано: 28.12.1994
Автори: Герд Байсеманн, Хуго Фельдманн, Фрідріх Холльманн, Хорст Гертнер
МПК: B21B 1/22
Мітки: валків, вузол, кліті, штабового, прокатної, стану
Формула / Реферат:
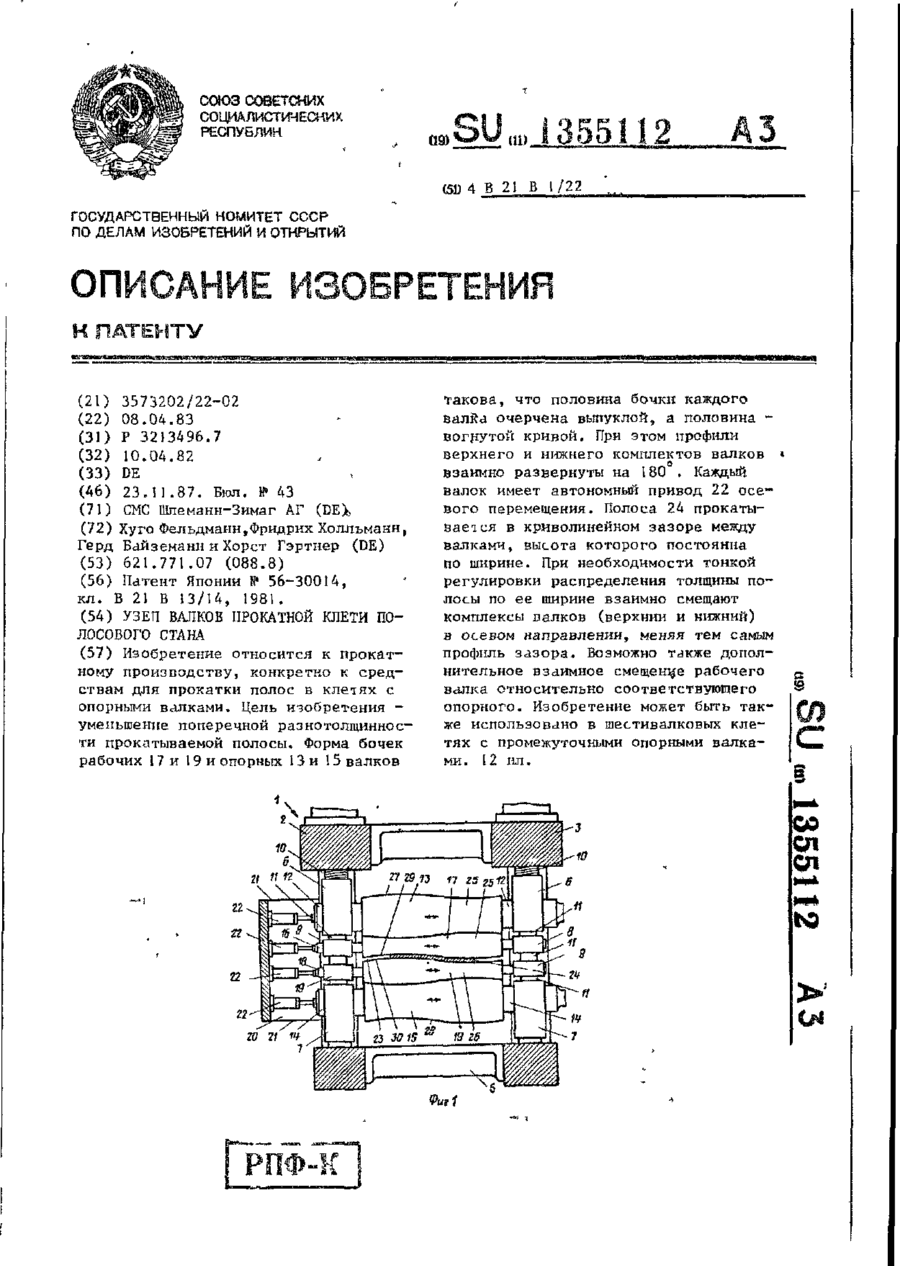
Узел валков прокатной клетки полосового стана, содержащий два комплекта валков, верхний и нижний, каждый из которых имеет один рабочий и по меньшей мере один опорный валки, причем по меньшей мере два соседних валка из каждого комплекта выполнены профилированными с криволинейным центрально-симметричным и взаимносовпадающим по форме контуром бочки, а контуры бочек одноименных валков разных комплектов расположены центрально-симметрично...
Попередній патент: Пристрій для каталітичного очищення вентиляційних викидів від шкідливих домішок
Наступний патент: Гідросистема для приводу механізмів
Випадковий патент: Спосіб оцінки сприйняття інформації