Спосіб отримання графітованих електродів
Номер патенту: 18305
Опубліковано: 25.12.1997
Автори: Уразліна Ольга Юр'євна, Сасін Аркадій Георгійович, Сичова Людміла Ільінічна, Плєвін Геннадій Васільєвіч, Боровік Свєтлана Івановна, Ковальчук Микола Григорович
Формула / Реферат
Способ получения графитированных электродов, включающий нагрев обожженных углеродных заготовок, их вакуумирование, пропитку связующим под давлением, обжиг и графитацию, отличающийся тем, что нагретые заготовки пропитывают при температуре 60 - 100°C и давлении 0,5 - 1,0МПа смолой пиролиза дизельной фракции нефти вязкостью 4 - 6Пз при 80°C, плотностью 1,07 - 1,10г/см3 и температуре начала кипения 150 - 170°C.
Текст
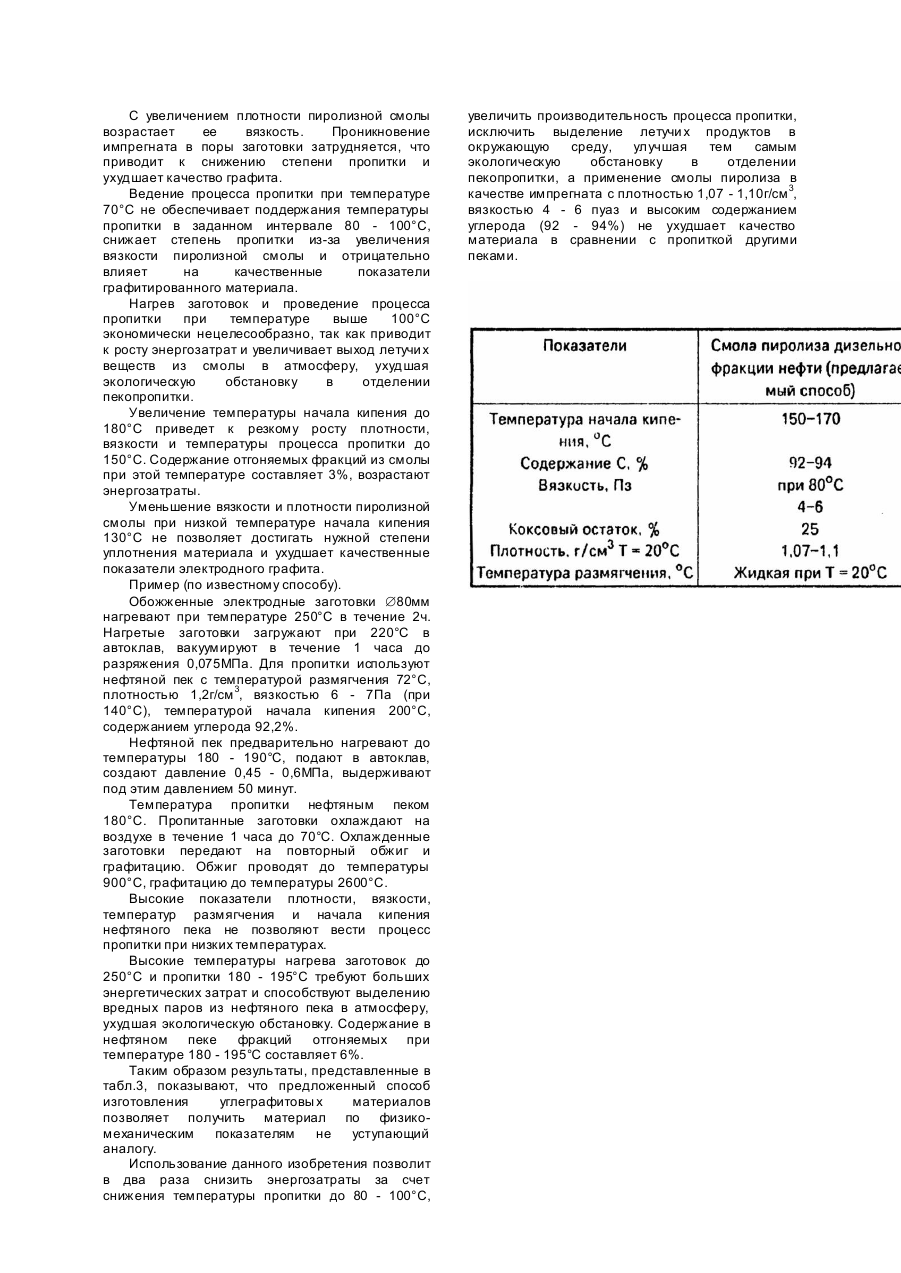
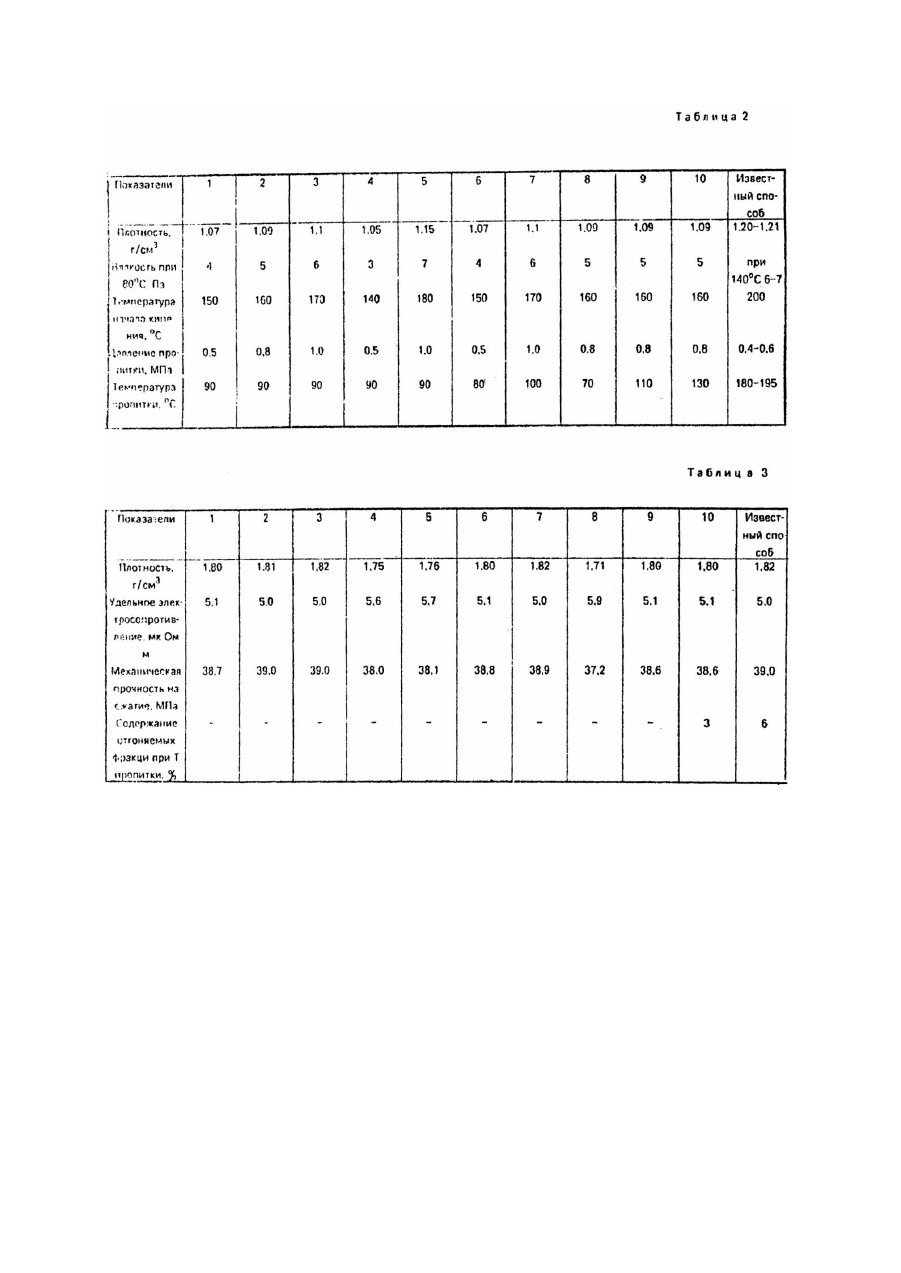
Изобретение относится к электродной промышленности и предназначено для использования в производстве углеграфи товой продукции. Известен способ получения графитированных изделий (электродов), включающий пропитку обожженных углеродных заготовок нефтяным пеком вязкостью 30 - 250Пз при 140°C и температурой размягчения 66 - 95°C при температуре 240°C, с последующим обжигом и графитацией [1]. Недостатком известного способа является высокая температура пропитки, требующая большого расхода энергии и обуславливающая ухудшение экологической обстановки из-за повышенного выделения токсичных паров пека. Известен также способ получения графитированных электродов, включающий нагрев обожженных заготовок до 250 - 260°C и пропитку их при 180 - 195°C нефтяным пеком вязкостью 6 - 7Пз при 140°C, с последующим обжигом и графитацией [2] (прототип). Недостатком этого способа является повышенный расход энергии на нагрев заготовок, пека и ведение процесса пропитки при 180 195°C, а также значительное выделение из нефтяного пека вредных летучих ве ществ в атмосферу при температуре пропитки. Содержание в нефтяном пеке фракций отгоняемых при температуре 180 - 195°C составляет 6%. Целью данного изобретения является снижение энергетических затрат и улучшение экологической обстановки в отделении пекопропитки, не снижая при этом качества электродов. Поставленная цель достигается тем, что обожженные заготовки нагревают до 110 - 120°C, вакуумируют и пропитывают под давлением 0,5 1,0МПа и температуре 80 - 100°C смолой пиролиза дизельной фракции нефти, вязкостью 4 6Пз (при 80°C), плотностью 1,07 - 1,10г/см 3, температурой начала кипения 150 - 170°C и содержанием углерода 92 - 94% с последующим обжигом и графитацией. Отличительная особенность способа заключается в том, что обожженные заготовки пропитывают пиролизной смолой при температуре 80 - 100°C. Снижение температуры нагрева заготовок позволяет сократить расход энергии и продолжительность пропитки изделий по сравнению с известным способом, увеличить производительность процесса пропитки. Для создания высоких температур пропитки 180 - 195°C расход природного газа в промышленных условиях составляет 1200м 3, что в два раза превышает затраты на ведение процесса пропитки при 80 - 100°C (600м 3). Пропитку ведут используя жидкое пропитывающее вещество - смолу пиролиза дизельной фракции нефти вязкостью 4 - 6Пз (при 80°C), плотностью 1,07 - 1,10г/см 3, температурой начала кипения 150 - 170°C и содержанием углерода 92 - 94%. Установлено, что качество графитированиых электродов не ухудшается, а выделение вредных летучи х веществ при температуре пропитки 80 - 100°C не происходит. Физико-химические свойства импрегната приведены в табл.1. Вязкость пиролизной смолы при 80°C составляет 4 - 6Пз, а по известному способу вязкость нефтяного пека с Tp = 72°C, составляет несколько десяток тысяч пуаз (~2000Пз). Смола пиролиза дизельной фракции нефти имеет низкие значения плотности и вязкости. Это позволяет вести процесс пропитки при температурах значительно ниже температуры начала кипения составляющих смолы 150 - 170°C (табл.1) и предотвратить выделение вредных паров газа в атмосферу. Низкая вязкость смолы также увеличивает ее срок работы в цикле пропитки без замены, сокращает продолжительность пропитки изделий. Содержание в пиролизной смоле фракций, отгоняемых при температуре пропитки 80 - 100°C не обнаружено. Температура начала кипения пиролизной смолы оказывает влияние на температурный режим пропитки. Повышение температуры начала кипения пропитывающего вещества приводит к увеличению плотности и вязкости, вследствие чего возрастает температура ведения процесса пропитки, которая приводит к росту энергозатрат и увеличению процентного содержания отгоняемых фракций из смолы при температуре пропитки. Несмотря на низкое значение плотности, содержание углерода в пиролизной смоле 92 94% способствует вы ходу большого коксового остатка в порах пропитанных изделий в результате их термообработки (25%), это позволяет получать материал по свойствам, не уступающий аналогу и не снижать качества электродов по сравнению с пропиткой другими известными пеками. Влияние физико-химических свойств импрегната и режимов пропитки на качество графитированного материала по предлагаемому и по известному способу приведены в табл.2, 3. Пример 1 (по предлагаемому способу). Обожженные электродные заготовки Æ60мм, нагревают до температуры 90°C в течение 1 часа. Нагретые заготовки обожженные перегружают в автоклав, вакуумируют в течение 0,5 часа. Разряжение в автоклаве 0,08МПа. Жидкая смола пиролиза дизельной фракции нефти для пропитки предварительно подогреваются до температуры 90°C и подается в автоклав. Смола пиролиза имеет следующие физико-химические свойства: плотность 1,07г/см 3, вязкость 4Па (при 80°C), температуру начала кипения 150°C, содержание углерода 92 - 94%. Пропитку обожженных электродных заготовок проводят при температуре 90°C, давление 0,5МПа в течение 1 часа. Пропитанные заготовки выгружают из автоклава, охлаждают и передают на повторный обжиг и графитацию. Обжиг пропитанных заготовок проводят до температуры 900°C, графитацию до 2400°C. Графитированный материал анализируют по следующим показателям качества: кажущаяся плотность, удельное электросопротивление (ГОСТ 23 - 776 - 79), механическая прочность на сжатие (ГОСТ 7855 - 81). Данные представлены в табл.3. Значение плотности и вязкости ниже оптимального приводит к вытеканию смолы из пор пропитываемого материала, не достигается нужная степень уплотнения, это способствует снижению качества электродных заготовок. С увеличением плотности пиролизной смолы возрастает ее вязкость. Проникновение импрегната в поры заготовки затрудняется, что приводит к снижению степени пропитки и ухудшает качество графита. Ведение процесса пропитки при температуре 70°C не обеспечивает поддержания температуры пропитки в заданном интервале 80 - 100°C, снижает степень пропитки из-за увеличения вязкости пиролизной смолы и отрицательно влияет на качественные показатели графитированного материала. Нагрев заготовок и проведение процесса пропитки при температуре выше 100°C экономически нецелесообразно, так как приводит к росту энергозатрат и увеличивает выход летучи х веществ из смолы в атмосферу, ухудшая экологическую обстановку в отделении пекопропитки. Увеличение температуры начала кипения до 180°C приведет к резкому росту плотности, вязкости и температуры процесса пропитки до 150°C. Содержание отгоняемых фракций из смолы при этой температуре составляет 3%, возрастают энергозатраты. Уменьшение вязкости и плотности пиролизной смолы при низкой температуре начала кипения 130°C не позволяет достигать нужной степени уплотнения материала и ухудшает качественные показатели электродного графита. Пример (по известному способу). Обожженные электродные заготовки Æ80мм нагревают при температуре 250°C в течение 2ч. Нагретые заготовки загружают при 220°C в автоклав, вакуумируют в течение 1 часа до разряжения 0,075МПа. Для пропитки используют нефтяной пек с температурой размягчения 72°C, плотностью 1,2г/см 3, вязкостью 6 - 7Па (при 140°C), температурой начала кипения 200°C, содержанием углерода 92,2%. Нефтяной пек предварительно нагревают до температуры 180 - 190°C, подают в автоклав, создают давление 0,45 - 0,6МПа, выдерживают под этим давлением 50 минут. Температура пропитки нефтяным пеком 180°C. Пропитанные заготовки охлаждают на воздухе в течение 1 часа до 70°C. Охлажденные заготовки передают на повторный обжиг и графитацию. Обжиг проводят до температуры 900°C, графитацию до температуры 2600°C. Высокие показатели плотности, вязкости, температур размягчения и начала кипения нефтяного пека не позволяют вести процесс пропитки при низких температурах. Высокие температуры нагрева заготовок до 250°C и пропитки 180 - 195°C требуют больших энергетических затрат и способствуют выделению вредных паров из нефтяного пека в атмосферу, ухудшая экологическую обстановку. Содержание в нефтяном пеке фракций отгоняемых при температуре 180 - 195°C составляет 6%. Таким образом результаты, представленные в табл.3, показывают, что предложенный способ изготовления углеграфитовы х материалов позволяет получить материал по физикомеханическим показателям не уступающий аналогу. Использование данного изобретения позволит в два раза снизить энергозатраты за счет снижения температуры пропитки до 80 - 100°C, увеличить производительность процесса пропитки, исключить выделение летучи х продуктов в окружающую среду, улучшая тем самым экологическую обстановку в отделении пекопропитки, а применение смолы пиролиза в качестве импрегната с плотностью 1,07 - 1,10г/см 3, вязкостью 4 - 6 пуаз и высоким содержанием углерода (92 - 94%) не ухудшает качество материала в сравнении с пропиткой другими пеками.
ДивитисяДодаткова інформація
Назва патенту англійськоюA process for preparation of graphitized electrodes
Автори англійськоюPlievin Hennadii Vasyliovych, Sychova Lidmyla Illvna, Borovyk Svitlana Ivanivna, Sasin Arkadii Heorhiiovych, Urazlina Olha Yuriivna, Kovalchuk Mykola Hryhorovych
Назва патенту російськоюСпособ получения графитированных электродов
Автори російськоюПлевин Геннадий Васильевич, Сычева Людмила Ильинична, Боровик Светлана Ивановна, Сасин Аркадий Георгиевич, Уразлина Ольга Юрьевна, Ковальчук Николай Григорьевич
МПК / Мітки
МПК: H01M 4/00, H01M 4/96, C01B 31/04
Мітки: отримання, електродів, графітованих, спосіб
Код посилання
<a href="https://ua.patents.su/3-18305-sposib-otrimannya-grafitovanikh-elektrodiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання графітованих електродів</a>
Спосіб отримання матеріалу для дренажу мембранного газороздільного елемента
Номер патенту: 470
Опубліковано: 30.04.1993
Автори: Петровська Любов Олексіївна, Глубіш Петро Андрійович, Козлякова Ніна Іванівна, Крюкова Валентина Василівна
МПК: B01D 39/08, D06M 15/37
Мітки: газороздільного, спосіб, матеріалу, отримання, мембранного, елемента, дренажу
Формула / Реферат:
Формула изобретения1. Способ получения материала для дренажа мембранного газоразделительного элемента путем пропитки трикотажного полотна из полтэтелентерефталатных нитей составом на основе термореактивной смолы, катализатора отверждения и воды, отличающийся тем, что, с целью повышения его производительности за счет увеличения коэффициента продольной газопроницаемости, трикотажное полотно выполняют переплетением сукно-цепочка-сукно, а...
Спосіб виготовлення електродів газорозрядних ламп
Номер патенту: 15939
Опубліковано: 30.06.1997
Автори: Гончаров Володимир Георгійович, Рубановський Михайло Лазорович, Кожушко Григорій Мефодійович
МПК: H01J 61/06
Мітки: ламп, газорозрядних, спосіб, виготовлення, електродів
Формула / Реферат:
1. Способ изготовления электродов газоразрядных ламп, включающий спиральную навивку проволоки на вольфрамовый керн, ее фиксацию на вольфрамовом керне и отрезку проволоки, отличающийся тем, что перед спиральной навивкой проволоки ее начало фиксируют контактной точечной сваркой на вольфрамовом керне, после чего осуществляют навивку спирали на вращающийся вольфрамовый керн, а отрезку проволоки после окончания навивки спирали и остановки вращения...
Спосіб отримання матеріалу для дренажу мембранного елемента
Номер патенту: 377
Опубліковано: 30.04.1993
Автори: Січкарук Галина Володимирівна, Солодихін Микола Іванович, Михайлов Валерій Петрович, Глубіш Петро Андрійович
МПК: B01D 61/00
Мітки: отримання, дренажу, матеріалу, мембранного, спосіб, елемента
Формула / Реферат:
1. Способ получения материала для дренажа мембранного элемента путем пропитки текстильного материала из полиэтилентерефталевых нитей составом на основе термореактивной смолы, катализатора отверждения и воды с последующей сушкой и термообработкой под натяжением, отличающийся тем, что, с целью повышения гидравлической проницаемости материала для дренажа и повышения его производительности, пропитку осуществляют составом, содержащим в качестве...
Спосіб отримання заготівок з порошку алюмінію
Номер патенту: 51
Опубліковано: 30.04.1993
Автори: Олійник Юрій Володимирович, Іл'яшенко Борис Федорович, Цвєлов Євген Олександрович, Білик Володимир Олексійович, Анашко Віктор Дмитрович
МПК: B22F 5/00, B22F 3/10, B22F 3/12, B22F 3/16, B22F 3/02
Мітки: заготівок, спосіб, алюмінію, порошку, отримання
Формула / Реферат:
Формула изобретенияСпособ получения заготовок из порошка алюминия, включающий прессование, спекание в вакууме, отличающийся тем, что, с целью повышения ударной вязкости, используют порошок алюминия с размером частиц 0,1 — 1 мм, прессование осуществляют при давлении 343—490 МПа, а спекание проводят сначала на воздухе по ступенчатому режиму: при температуре 190—210°С и 290— 310°С с выдержкой в течение 0,25—0,75 ч на каждой ступени, а...
Спосіб виробництва вуглецевої маси для самовипалювальних електродів
Номер патенту: 6638
Опубліковано: 29.12.1994
Автори: Ісаченко Олексій Костянтинович, Кашкуль Володимир Вікторович, Люборець Ігор Іванович, Дунаєв Георгій Олександрович, Гріншпунт Олександр Григорович
МПК: C01B 31/02
Мітки: маси, самовипалювальних, електродів, виробництва, спосіб, вуглецевої
Формула / Реферат:
(57) Способ производства углеродной массы для самообжигающихся электродов, включающий предварительное прокаливание антрацита, последующее его охлаждение, совместное измельчение с коксом, дозирование, смешение со связующим и формование полученной электродной массы, отличающийся тем, что охлаждение прокаленного антрацита в интервале температур от 1700°С до 600°С ведут со скоростью 50-150°С/мин.
Попередній патент: Універсальний шарнір
Наступний патент: Фарбувальний апарат для друкарської машини
Випадковий патент: П'єзоелектричний перетворювач механічних величин