Спосіб прокатки складнопрофільних кільцевих виробів
Номер патенту: 19058
Опубліковано: 25.12.1997
Автори: Староселецький Михайло Іліч, Хейфец Валентин Ільіч, Горб Євген Васильович, Яковченко Олександр Васильович, Нечепоренко Анатолій Петрович, Донський Анатолій Петрович, Озимин Віктор Михайлович
Формула / Реферат
Способ прокатки сложнопрофильных кольцевых изделий, включающий деформацию в двустороннем очаге с приложением усилий к наружной и внутренней поверхностям кольцевой заготовки, отличающий-с я тем, что при прокатке осуществляют дополнительную одностороннюю деформацию локальных участков контура заготовки, при этом длина каждого локального участка соответствует длине непрофилированного участка изделия, а величину деформации на локальных участках определяют по зависимости
где hЛ - высота локального участка;
ΔΜ - заданное уменьшение вытяжки на участке высотой hл;
S - площадь части поперечного сечения изделия высотой hл.
Текст
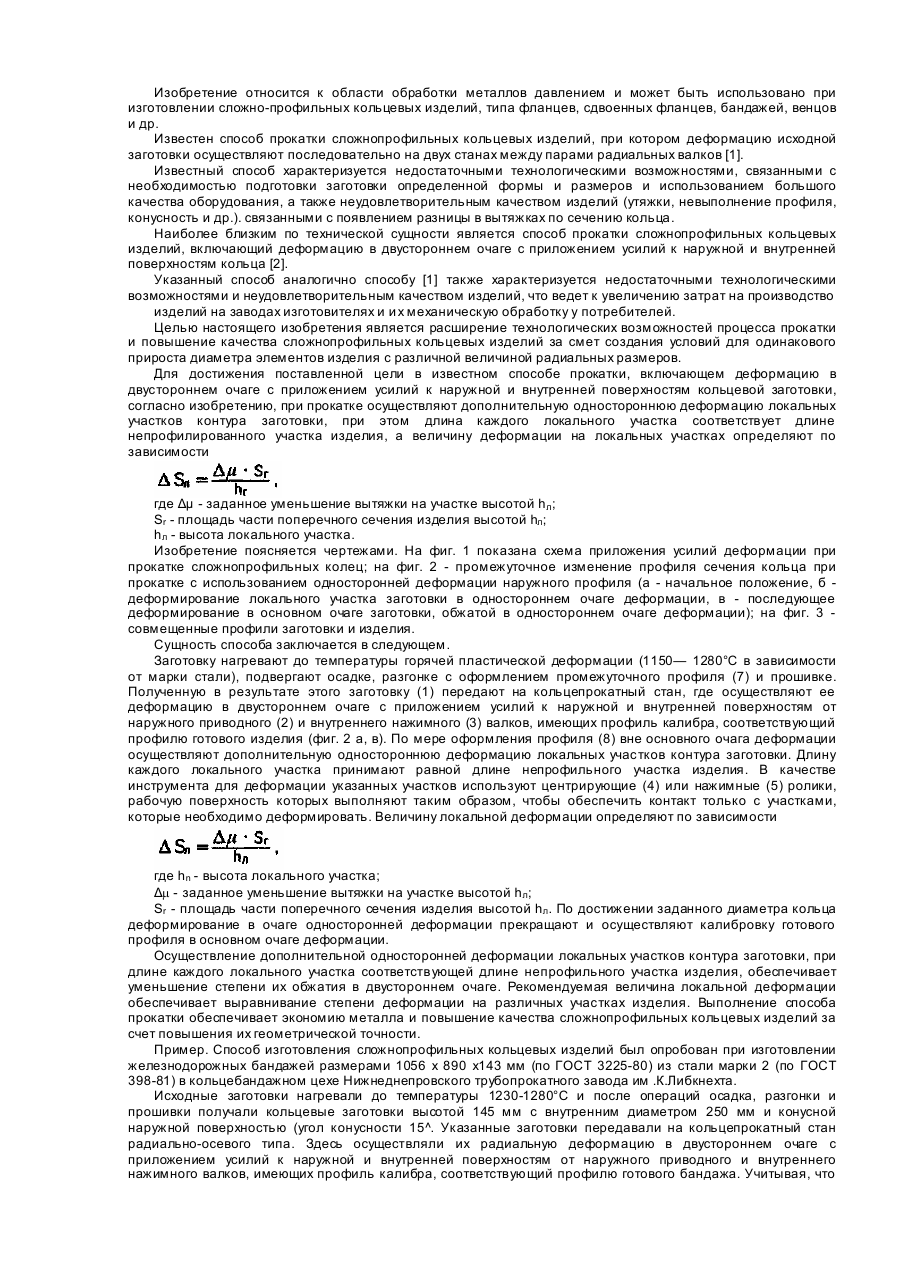
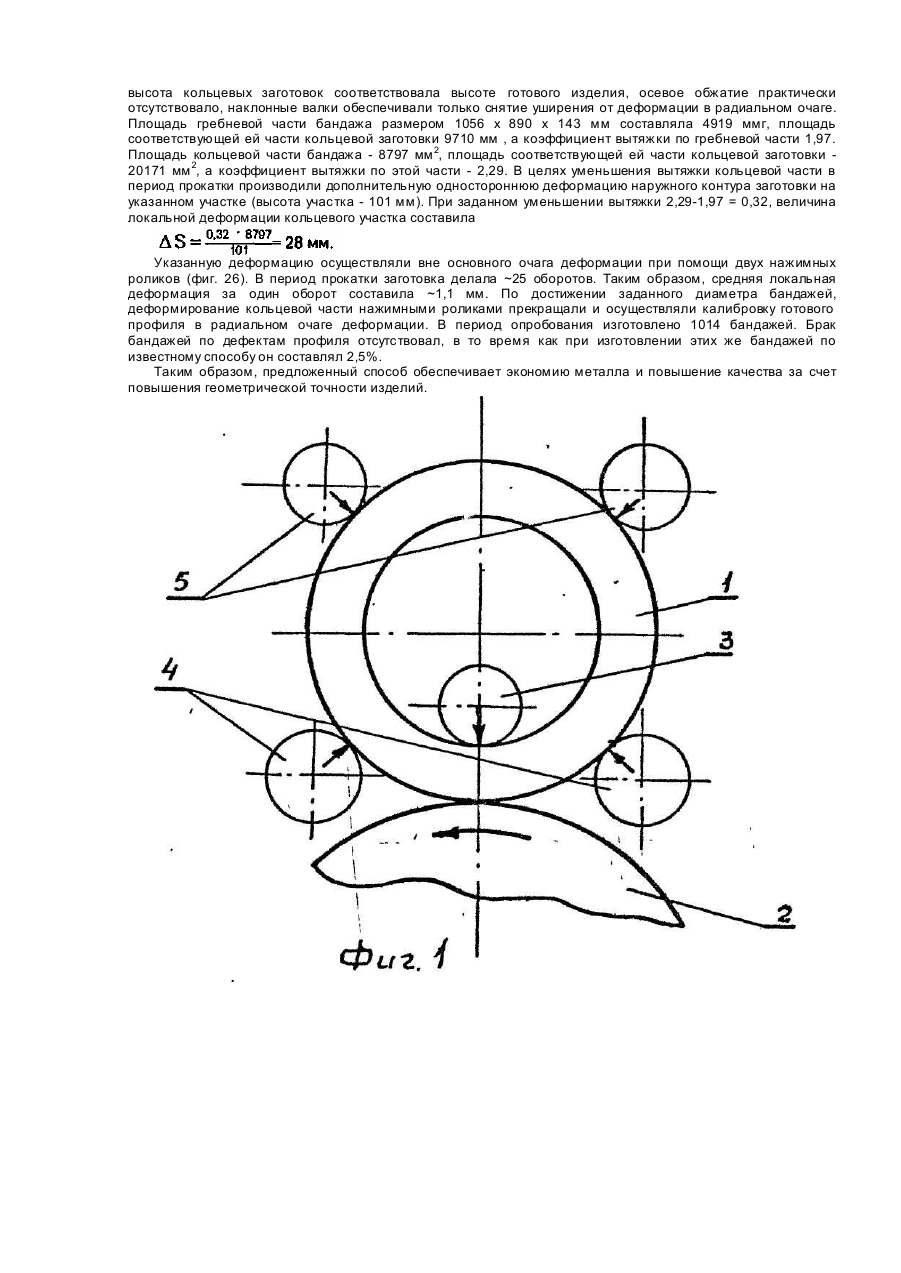
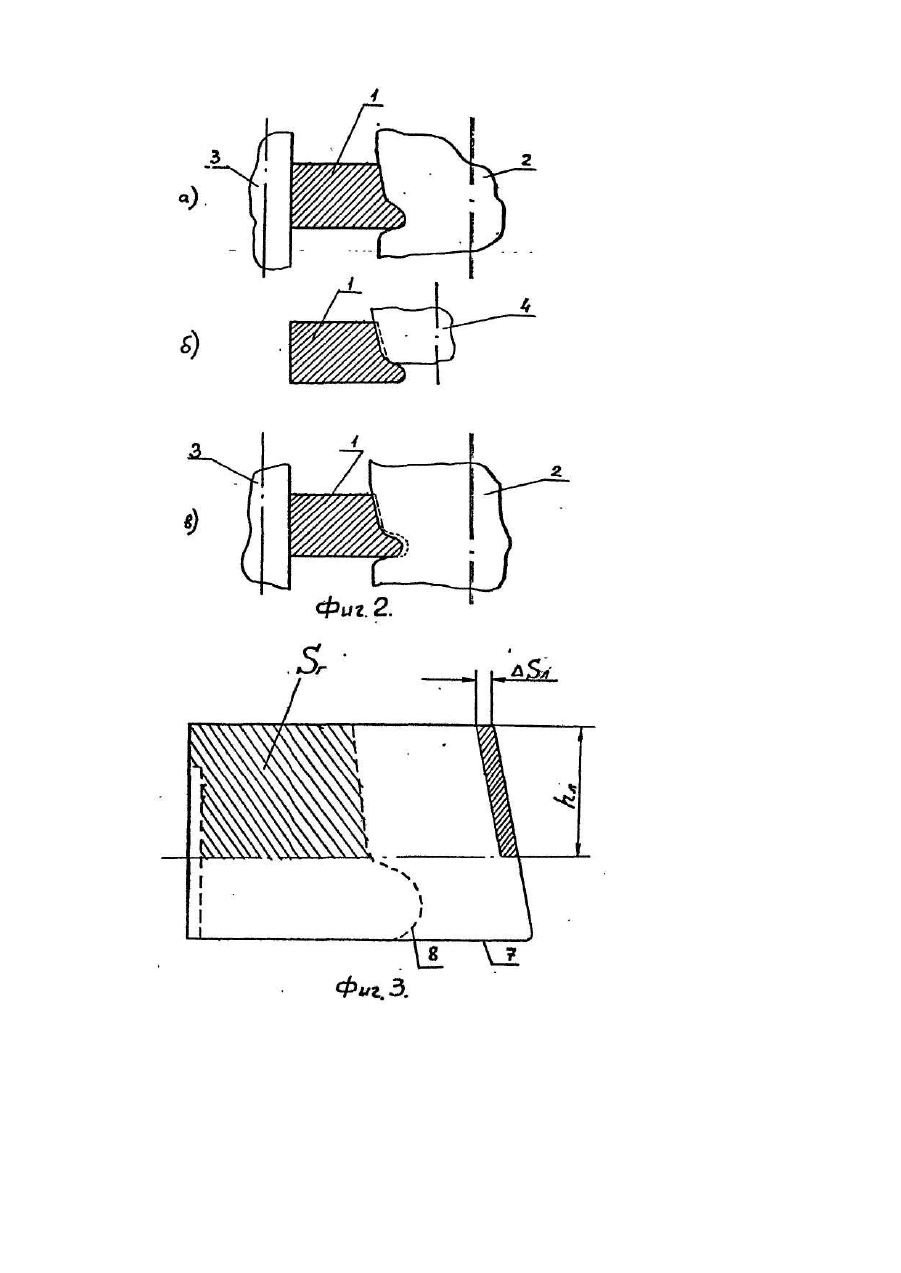
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении сложно-профильных кольцевых изделий, типа фланцев, сдвоенных фланцев, бандажей, венцов и др. Известен способ прокатки сложнопрофильных кольцевых изделий, при котором деформацию исходной заготовки осуществляют последовательно на двух станах между парами радиальных валков [1]. Известный способ характеризуется недостаточными технологическими возможностями, связанными с необходимостью подготовки заготовки определенной формы и размеров и использованием большого качества оборудования, а также неудовлетворительным качеством изделий (утяжки, невыполнение профиля, конусность и др.). связанными с появлением разницы в вытяжках по сечению кольца. Наиболее близким по технической сущности является способ прокатки сложнопрофильных кольцевых изделий, включающий деформацию в двустороннем очаге с приложением усилий к наружной и внутренней поверхностям кольца [2]. Указанный способ аналогично способу [1] также характеризуется недостаточными технологическими возможностями и неудовлетворительным качеством изделий, что ведет к увеличению затрат на производство изделий на заводах изготовителях и и х механическую обработку у потребителей. Целью настоящего изобретения является расширение технологических возможностей процесса прокатки и повышение качества сложнопрофильных кольцевых изделий за смет создания условий для одинакового прироста диаметра элементов изделия с различной величиной радиальных размеров. Для достижения поставленной цели в известном способе прокатки, включающем деформацию в двустороннем очаге с приложением усилий к наружной и внутренней поверхностям кольцевой заготовки, согласно изобретению, при прокатке осуществляют дополнительную одностороннюю деформацию локальных участков контура заготовки, при этом длина каждого локального участка соответствует длине непрофилированного участка изделия, а величину деформации на локальных участках определяют по зависимости где Δμ - заданное уменьшение вытяжки на участке высотой hл; Sr - площадь части поперечного сечения изделия высотой hл; hл - высота локального участка. Изобретение поясняется чертежами. На фиг. 1 показана схема приложения усилий деформации при прокатке сложнопрофильных колец; на фиг. 2 - промежуточное изменение профиля сечения кольца при прокатке с использованием односторонней деформации наружного профиля (а - начальное положение, б деформирование локального участка заготовки в одностороннем очаге деформации, в - последующее деформирование в основном очаге заготовки, обжатой в одностороннем очаге деформации); на фиг. 3 совмещенные профили заготовки и изделия. Сущность способа заключается в следующем. Заготовку нагревают до температуры горячей пластической деформации (1150— 1280°С в зависимости от марки стали), подвергают осадке, разгонке с оформлением промежуточного профиля (7) и прошивке. Полученную в результате этого заготовку (1) передают на кольцепрокатный стан, где осуществляют ее деформацию в двустороннем очаге с приложением усилий к наружной и внутренней поверхностям от наружного приводного (2) и внутреннего нажимного (3) валков, имеющих профиль калибра, соответствующий профилю готового изделия (фиг. 2 а, в). По мере оформления профиля (8) вне основного очага деформации осуществляют дополнительную одностороннюю деформацию локальных участков контура заготовки. Длину каждого локального участка принимают равной длине непрофильного участка изделия. В качестве инструмента для деформации указанных участков используют центрирующие (4) или нажимные (5) ролики, рабочую поверхность которых выполняют таким образом, чтобы обеспечить контакт только с участками, которые необходимо деформировать. Величину локальной деформации определяют по зависимости где hn - высота локального участка; Δm - заданное уменьшение вытяжки на участке высотой hл; Sr - площадь части поперечного сечения изделия высотой hл. По достижении заданного диаметра кольца деформирование в очаге односторонней деформации прекращают и осуществляют калибровку готового профиля в основном очаге деформации. Осуществление дополнительной односторонней деформации локальных участков контура заготовки, при длине каждого локального участка соответствующей длине непрофильного участка изделия, обеспечивает уменьшение степени их обжатия в двустороннем очаге. Рекомендуемая величина локальной деформации обеспечивает выравнивание степени деформации на различных участках изделия. Выполнение способа прокатки обеспечивает экономию металла и повышение качества сложнопрофильных кольцевых изделий за счет повышения их геометрической точности. Пример. Способ изготовления сложнопрофильных кольцевых изделий был опробован при изготовлении железнодорожных бандажей размерами 1056 x 890 x143 мм (по ГОСТ 3225-80) из стали марки 2 (по ГОСТ 398-81) в кольцебандажном цехе Нижнеднепровского трубопрокатного завода им .К.Либкнехта. Исходные заготовки нагревали до температуры 1230-1280°С и после операций осадка, разгонки и прошивки получали кольцевые заготовки высотой 145 мм с внутренним диаметром 250 мм и конусной наружной поверхностью (угол конусности 15^. Указанные заготовки передавали на кольцепрокатный стан радиально-осевого типа. Здесь осуществляли их радиальную деформацию в двустороннем очаге с приложением усилий к наружной и внутренней поверхностям от наружного приводного и внутреннего нажимного валков, имеющих профиль калибра, соответствующий профилю готового бандажа. Учитывая, что высота кольцевых заготовок соответствовала высоте готового изделия, осевое обжатие практически отсутствовало, наклонные валки обеспечивали только снятие уширения от деформации в радиальном очаге. Площадь гребневой части бандажа размером 1056 x 890 x 143 мм составляла 4919 ммг, площадь соответствующей ей части кольцевой заготовки 9710 мм , а коэффициент вытяжки по гребневой части 1,97. Площадь кольцевой части бандажа - 8797 мм 2, площадь соответствующей ей части кольцевой заготовки 20171 мм 2, а коэффициент вытяжки по этой части - 2,29. В целях уменьшения вытяжки кольцевой части в период прокатки производили дополнительную одностороннюю деформацию наружного контура заготовки на указанном участке (высота участка - 101 мм). При заданном уменьшении вытяжки 2,29-1,97 = 0,32, величина локальной деформации кольцевого участка составила Указанную деформацию осуществляли вне основного очага деформации при помощи двух нажимных роликов (фиг. 26). В период прокатки заготовка делала ~25 оборотов. Таким образом, средняя локальная деформация за один оборот составила ~1,1 мм. По достижении заданного диаметра бандажей, деформирование кольцевой части нажимными роликами прекращали и осуществляли калибровку готового профиля в радиальном очаге деформации. В период опробования изготовлено 1014 бандажей. Брак бандажей по дефектам профиля отсутствовал, в то время как при изготовлении этих же бандажей по известному способу он составлял 2,5%. Таким образом, предложенный способ обеспечивает экономию металла и повышение качества за счет повышения геометрической точности изделий.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling complex-profile annular articles
Автори англійськоюOzymyn Viktor Mykhailovych, Yakovchenko Oleksandr Vasyliovych, Staroseletskyi Mykhailo Il'ich, Kheifets Valentyn Il'ich, Horb Yevhen Vasyliovych, Donskyi Anatolii Petrovych, Necheporenko Anatolii Petrovych
Назва патенту російськоюСпособ прокатки сложно-профильных кольцевых изделий
Автори російськоюОзимин Виктор Михайлович, Яковченко Александр Васильевич, Староселецкий Михаил Ильич, Хейфец Валентин Ильич, Горб Евгений Васильевич, Донский Анатолий Петрович, Нечепоренко Анатолий Петрович
МПК / Мітки
МПК: B21H 1/00
Мітки: складнопрофільних, кільцевих, прокатки, спосіб, виробів
Код посилання
<a href="https://ua.patents.su/3-19058-sposib-prokatki-skladnoprofilnikh-kilcevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки складнопрофільних кільцевих виробів</a>
Спосіб прокатки кільцевих виробів
Номер патенту: 11398
Опубліковано: 25.12.1996
Автори: Піщев Юрій Павлович, Хейфец Валентин Ільіч, Яковченко Олександр Васильович, Староселецький Михайло Ілліч, Озимин Віктор Михайлович
МПК: B21H 1/00
Мітки: кільцевих, прокатки, виробів, спосіб
Формула / Реферат:
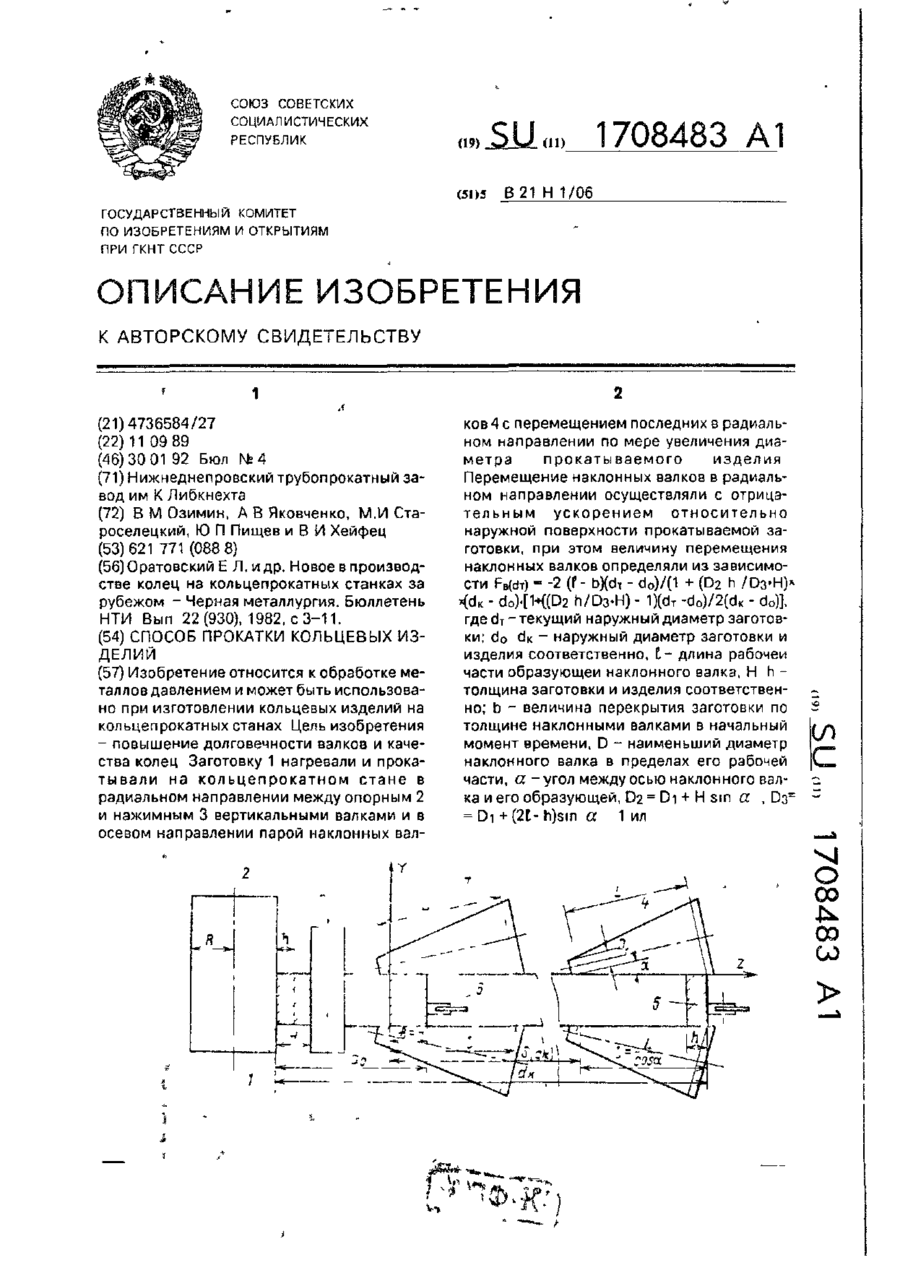
Способ прокатки кольцевых изделий, включающий деформацию кольцевой заготовки прокаткой с радиальным обжатием заготовки между опорным и нажимным вертикальными валками в осевым обжатием между парой наклонных валков, непрерывно перемещающихся в радиальном направлении относительно наружной боковой поверхности заготовки, отличающийся тем, что, с целью повышения долговечности валков и качества изделий, перемещение наклонных валков...
Спосіб прокатки кільцевих виробів
Номер патенту: 19860
Опубліковано: 25.12.1997
Автори: Озимин Віктор Михайлович, Нечепоренко Анатолій Петрович, Буряк Анатолій Вікторович, Горб Євген Васильович, Яковченко Олександр Васильович, Донський Анатолій Іванович, Староселецький Михайло Іліч
МПК: B21H 1/00
Мітки: кільцевих, виробів, спосіб, прокатки
Формула / Реферат:
Способ прокатки кольцевых изделий, преимущественно с профилем поперечного сечения, имеющим разновеликие основания, при котором заготовку деформируют в радиальном направлении между двумя вертикальными валками, из которых, по меньшей мере, один приводной, и в осевом направлении между двумя торцовыми валками с индивидуальными приводами, отличающийся тем, что в процессе деформирования заготовки осуществляют изменение соотношения величин угловых...
Спосіб виготовлення кільцевих виробів з гребнем
Номер патенту: 11406
Опубліковано: 25.12.1996
Автори: Нечепоренко Анатолій Петрович, Горб Евген Васильович, Новохатній Володимир Акимович, Озимин Віктор Михайлович, Яковченко Олександр Васильович, Староселецький Михайло Ілліч, Донський Анатолій Іванович, Левицький Леонид Аркадійович, Хейфец Валентин Ілліч
МПК: B21H 1/00
Мітки: виробів, гребнем, виготовлення, кільцевих, спосіб
Формула / Реферат:
Способ изготовления кольцевых изделий с гребнем, включающий нагрев, осадку, прошивку, формовку заготовки с предварительным оформлением гребня и ее прокатку с одновременной деформацией в радиальном и осевом направлениях, отличающийся тем, что, с целью повышения качества изделий за счет уменьшения брака изделий по утяжке и повышения точности размеров гребня, при формовке заготовку деформируют со смещением гребня относительно близлежащей к...
Спосіб виробництва кільцевих виробів із зовнішнім гребнем
Номер патенту: 19857
Опубліковано: 25.12.1997
Автори: Озимин Віктор Михайлович, Яковченко Олександр Васильович, Новохатній Володимир Якимович, Староселецький Михайло Іліч, Горб Євген Васильович
МПК: B21H 1/00
Мітки: спосіб, гребнем, кільцевих, виробів, виробництва, зовнішнім
Формула / Реферат:
Способ производства кольцевых изделий с наружным гребнем, преимущественно железнодорожных бандажей, содержащий подготовку кольцевой заготовки с гребнем, включающей осадку и прошивку, а также последующую раскатку кольцевой заготовки в одной или нескольких клетях прокатного стана, отличающийся тем, что при подготовке заготовки и раскатке выполняют на заготовке гребень высотой, равной 1,1-1,3 высоты гребня заготовки после прокатки в данной...
Спосіб виготовлення кільцевих виробів
Номер патенту: 13710
Опубліковано: 25.04.1997
Автори: Горб Евген Васильович, Шрамко Олександр Вікторович, Озимин Віктор Михайлович, Валетов Михайло Серафимович, Новохатній Володимир Якимович, Староселецький Михайло Ілліч, Козловський Альфред Іванович, Левицький Леонид Аркадійович, Івановський Костянтин Борисович, Хейфец Валентин Ілліч, Биков Петро Павлович
Мітки: виробів, спосіб, виготовлення, кільцевих
Формула / Реферат:
1. Способ изготовления кольцевых изделий, включающий разделение проката на мерные исходные заготовки, предварительное формообразование из них кольцевых заготовок и последующую механическую обработку последних с получением полуфабриката для раскатки, отличающийся тем, что, с целью повышения качества изделий, полуфабрикат получают с высотой, определяемой из следующей зависимости:Нок = Н0-а,где Нок - высота...
Попередній патент: Спосіб одержання діамідів n,n-біс(алкоксіалкіл)-піридин-2,4-дікарбонової кислоти
Наступний патент: Пристрій для підготовки проб
Випадковий патент: Пристрій для аналізу проб