Потокова лінія для подання компонентів електросталеплавильного виробництва
Номер патенту: 19665
Опубліковано: 25.12.1997
Автори: Ліпін Вячеслав Олександрович, Крівченко Юрій Сергійович, Марфенко Валерій Михайлович, Аріст Леонід Михайлович, Щербін Арнольд Іванович, Скорубський Леонід Моісейович, Белітченко Анатолій Константинович
Формула / Реферат
1. Поточная линия для подачи компонентов электросталеплавильного производства, содержащая установленный по ходу технологического процесса конвейер с разгрузочной тележкой, бункеры с питателями, весовые дозаторы, промежуточный бункер, течки и распределительный механизм, отличающаяся тем, что она снабжена рукавами и закрепленными под ними весодозирующими и подающими устройствами, причем рукава выполнены совмещенными с загрузочными бункерами, а весодозирующие и подающие устройства - с возможностью ввода материала в промежуточный бункер, установленный над печью-ковшом.
2. Поточная линия по п.1, отличающаяся тем, что промежуточный бункер выполнен с приводным затвором, у основания которого установлена приемная воронка с течкой ввода материала в печь-ковш,
Текст
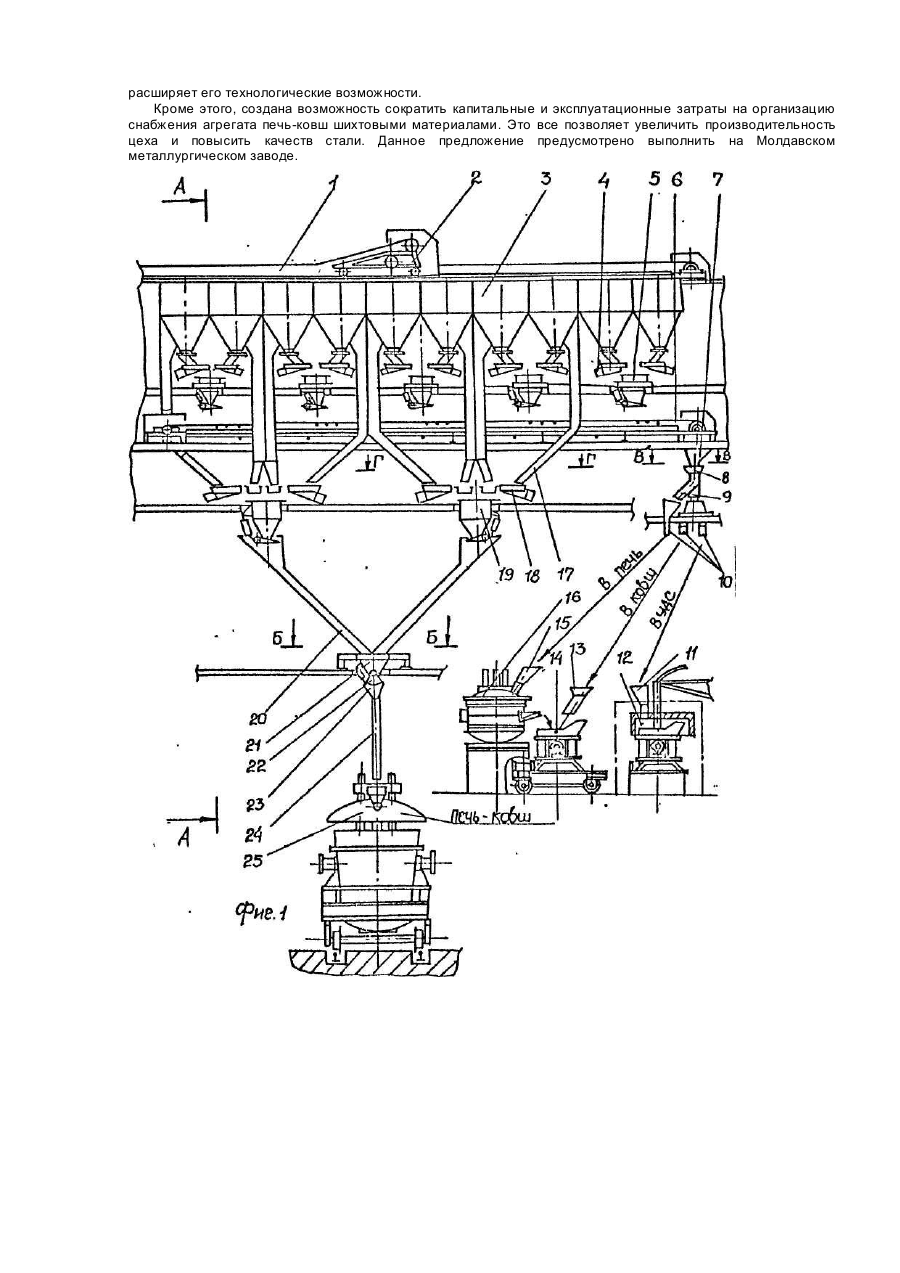
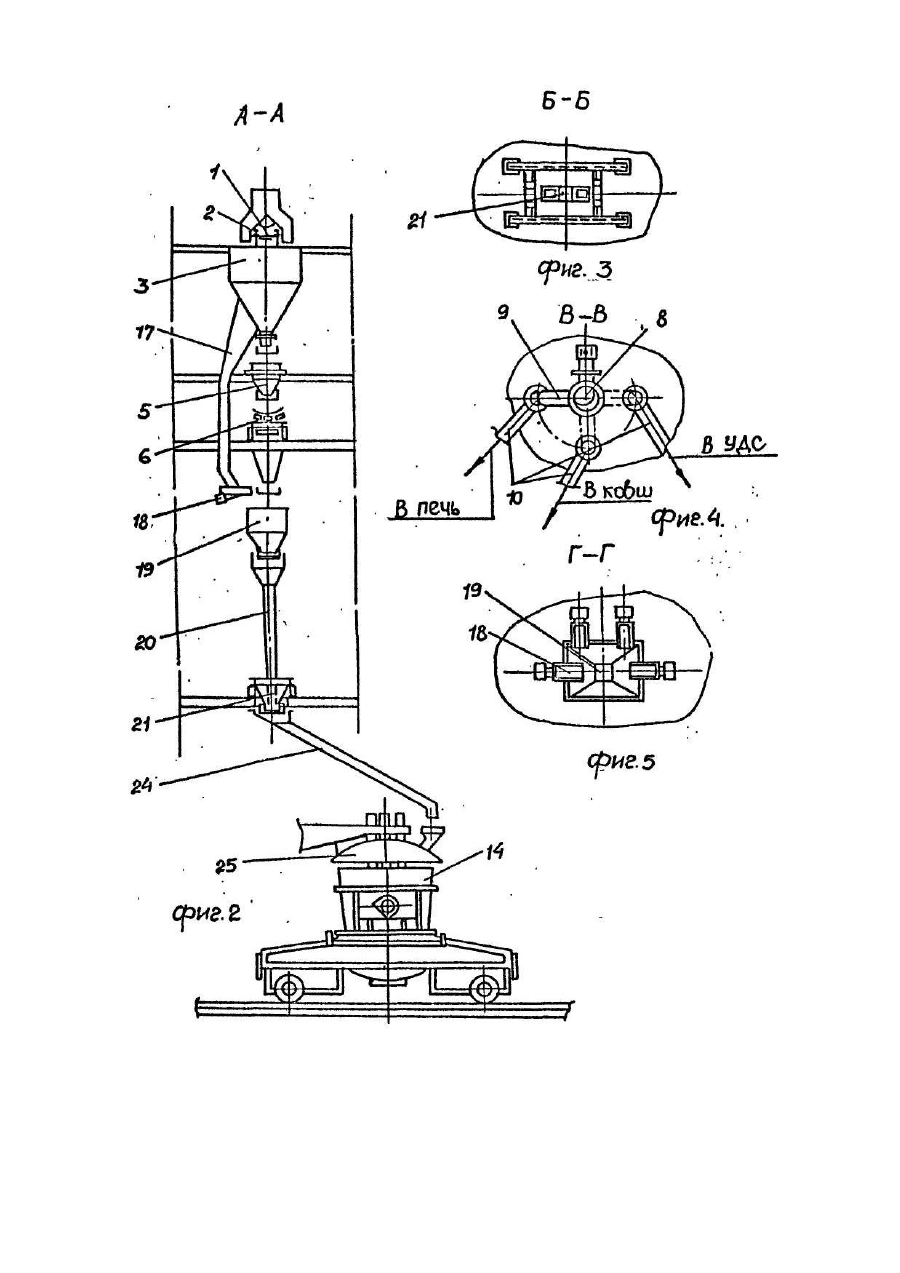
Изобретение относится к черной металлургии и может быть использовано для ввода шихтовых компонентов в электросталеплавильную печь при введении с применением агрегата "печь-ковш" и установки для доводки стали в ковше. Известна поточная линия для подачи компонентов электросталеплавильного производства, принятая нами за прототип [1]. Она содержит установленные по ходу технологического процесса конвейер с разгрузочной тележкой, бункеры с питателями, весовые дозаторы, промежуточный бункер, течки и распределительный механизм, выполненный в виде многосекционной воронки с установленным над ней поворотным желобом; линия снабжена весами малых доз, размещенными под промежуточными бункерами, при этом секции многосекционной воронки связаны с соответствующими течками. К недостаткам прототипа следует отнести выполнение весодозирующих устройств и распределительного механизма: бункеры с питателями, весовые дозаторы, промежуточный бункер и распределительный механизм установлены таким образом, что не позволяют осуществлять ввод материалов из общей системы в "печь-ковш", т.к. указанные существенные признаки выполнены в виде расположенных друг над другом механизмов, не связанных кинематически с агрегатом "печь-ковш" и, таким образом нельзя сократить время загрузки агрегатов и повысить точность дозирования шихты. В основу изобретения поставлена задача усовершенствовать поточную линию для подачи компонентов электросталеплавильного производства путем снабжения линии рукавами и закрепленными под ними весодозирующими и подающими устройствами, что позволяет обеспечить ввод материала из общей системы в "печь-ковш", и за счет этого сократить время загрузки агрегатов, повысить точность дозирования шихты. Это, в результате, приводит к росту производительности печи и сокращению расхода материалов, Указанный технический результат достигается тем, что поточная линия, содержащая установленные по ходу технологического процесса конвейер с разгрузочной тележкой, бункеры с питателями, весовые дозаторы, промежуточный бункер, течки и распределительный механизм, согласно изобретению, снабжена рукавами и закрепленными под ними весодозирующими и подающими устройствами, причем рукава выполнены совмещенными с загрузочными бункерами, а весодозирующие и подающие устройства -с возможностью ввода материала в промежуточный бункер, установленный над печью-ковшом. Промежуточный бункер выполнен с приводным затвором, у основания которого установлена приемная воронка с течкой ввода материала в печь-ковш. Установленные по ходу технологического процесса конвейер с разгрузочной тележкой, бункеры с питателями и весовые дозаторы обеспечивают прием и взвешивание материалов. Промежуточный бункер, течки и распределительный механизм эти материалы принимают и распределяют по технологии сталеплавильного процесса, т.е. подают шихтовые материалы только в электропечь и в разливочный ковш в заранее заданном автоматическом режиме. Снабжение поточной линии рукавами и закрепленными под ними весодозирующими и подающими устройствами, позволяет подавать материал в промежуточный бункер и от него в "печь-ковш", т.е. осуществить кинематическую связь общей системы с агрегатом "печь-ковш", тем самым сокращается время загрузки агрегатов и повышается точность дозирования шихты, что и указывает на наличие причинно-следственной связи между приведенной совокупностью существенных признаков и достигаемым техническим результатом. Поточная линия для подачи компонентов электросталеплавильного производства поясняется чертежами, где на фиг. 1 показан общий вид; на фиг. 2 - разрез А-А на фиг.1 по тракту загрузки в печь-ковш; на фиг. 3 разрез Б-Б на фиг.1, вид в плане течек и промежуточного бункера; на фиг. 4 - разрез В-В на фиг.1, вид на распределительный механизм; на фиг. 5 - разрез Г-Г на фиг.1, вид на элементы рукавов, подающих устройств и весовую воронку. Поточная линия состоит из установленных по ходу технологического процесса конвейера 1, разгрузочной тележки 2, загрузочных бункеров 3 для хранения компонентов плавки. Под бункерами установлены питатели 4, под ними весовые дозаторы 5 с затворами. Вдоль рядов весовых дозаторов расположен ленточный конвейер 6, в конце которого закреплен распределительный механизм 7, выполненный в виде поворотной воронки 8 с приводом, желоб 9 которой имеет три положения в горизонтальной плоскости. Желоб функционально соединен с независимыми течками 10. Одна из них совмещена с воронкой 11 установки для доводки стали (УДС) 12. Вторая совмещена с желобом 13 сталеразливочного ковша 14. Третья с приемным патрубком 15 электросталеплавильной печи 16. Поточная линия снабжена рукавами 17, выполненными совмещенными с загрузочными бункерами у их нижних оснований. У окончаний рукавов установлены подающие питатели 18 и весовые дозаторы 19, выполненные с затворами, позволяющими вводить материал в закрепленные под ними течки 20 и в промежуточный бункер 21. Промежуточный бункер выполнен с приводным затвором 22, у основания которого установлена приемная воронка 23 с течкой 24 ввода материала в печь-ковш 25. Поточная линия работает следующим образом. Поступающие в цех сыпучие материалы и ферросплавы конвейером 1 при помощи разгрузочной тележки 2 подают в загрузочные бункеры 3 для хранения компонентов. Из бункеров питателями 4 материал загружают в весовые дозаторы 5. Взвешенные дозы из весов выдают на ленточный конвейер 6, а от него в распределительный механизм 7. Затем, при помощи привода поворотную воронку 8 вращают так, чтобы ее желоб 9 стал над требуемой независимой течкой 10. Используя одну из них, компоненты подают соответственно через воронку 11 в установку для доводки стали 12 или через желоб 13 в ковш 14, а также можно подавать через патрубок 15 шихтовые материалы в электросталеплавильную печь 16. Одновременно, вне зависимости от работы показанной системы, осуществляется подача материала в агрегат "печь-ковш". Для этого сыпучие, находящиеся в рукавах 17, поступившие в них. при заполнении загрузочных бункеров, как части их составляющих, питателями 18 подаются в весовые дозаторы 19, а от них при помощи затворов ссыпаются по течкам 20 в промежуточный бункер 21. Открыв приводной затвор 22, материал по приемной воронке 23 и течке 24 вводят через свод в печь-ковш 25. Применение предлагаемого изобретения позволяет осуществить комплексную механизацию процесса и расширяет его технологические возможности. Кроме этого, создана возможность сократить капитальные и эксплуатационные затраты на организацию снабжения агрегата печь-ковш шихтовыми материалами. Это все позволяет увеличить производительность цеха и повысить качеств стали. Данное предложение предусмотрено выполнить на Молдавском металлургическом заводе.
ДивитисяДодаткова інформація
Назва патенту англійською??????????conveyer for electric furnace steelmaking components feeding
Автори англійськоюKryvchenko Yurii Serhiiovych, Arist Leonid Mykhailovych, Skorubskyi Leonid Moiseiovych, Scherbin Arnold Ivanovych, Marfenko Valerii Mykhailovych, Lipin Viacheslav Oleksandrovych, Belitchenko Anatolii Konstantynovych
Назва патенту російською??????????поточная линия для подачи компонентов электросталеплавильного производства
Автори російськоюКривченко Юрий Сергеевич, Арист Леонид Михайлович, Скорубский Леонид Моисеевич, Щербин Арнольд Иванович, Марфенко Валерий Михайлович, Липин Вячеслав Александрович, Белитченко Анатолий Константинович
МПК / Мітки
МПК: C21C 7/00
Мітки: подання, компонентів, виробництва, лінія, електросталеплавильного, потокова
Код посилання
<a href="https://ua.patents.su/3-19665-potokova-liniya-dlya-podannya-komponentiv-elektrostaleplavilnogo-virobnictva.html" target="_blank" rel="follow" title="База патентів України">Потокова лінія для подання компонентів електросталеплавильного виробництва</a>
Потокова лінія для подання компонентів сталеплавильного виробництва
Номер патенту: 5366
Опубліковано: 28.12.1994
Автори: Садовник Юрій Володимирович, Скорубський Леонід Моїсейович, Запорожець Анатолій Петрович, Смирнов Володимир Михайлович, Аріст Леонід Михайлович, Щербін Арнольд Іванович
МПК: C21C 7/00
Мітки: подання, потокова, лінія, виробництва, компонентів, сталеплавильного
Формула / Реферат:
Поточная линия для подачи компонентов сталеплавильного производства, содержащая установленные по ходу технологического процесса разгрузочный механизм, бункеры с питателями, весовые дозаторы, конвейер, течки и поворотный желоб, отличающаяся тем, что она снабжена подъемником, выполненным в виде подвижной емкости, установленной на наклонных направляющих с возможностью ее загрузки в нижнем положении и разгрузки в верхнем, а поворотный желоб...
Спосіб подання сипучих компонентів сталеплавильного виробництва та потокова лінія для його здійснення
Номер патенту: 14047
Опубліковано: 25.04.1997
Автори: Аріст Леонід Михайлович, Щербін Арнольд Іванович, Нізяєв Георгій Іванович, Ліпін Вячеслав Олександрович, Скорубський Леонід Моїсейович, Желєзний Генадій Миколайович, Крівченко Юрій Сергійович, Жаворонков Юрій Іванович
Мітки: спосіб, подання, сипучих, лінія, виробництва, здійснення, потокова, компонентів, сталеплавильного
Формула / Реферат:
1. Способ подачи сыпучих компонентов сталеплавильного производства, включающий подачу сыпучих компонентов в бункеры, отделение от них мелкой фракции, взвешивание сыпучих компонентов и их подачу в плавильный агрегат, отличающийся тем, что, с целью повышения эффективности производства за счет непрерывного укрупнения и утилизации отсева компонентов с их возвратом в процесс совмещенного ввода в плавильный агрегат, отделенные компоненты...
Потокова лінія для подання сипучих матеріалів сталеплавильного виробництва
Номер патенту: 13865
Опубліковано: 25.04.1997
Автори: Аріст Леонід Михайлович, Жаворонков Юрій Іванович, Єрмоленко Анатолій Олександрович, Скорубський Леонід Моїсейович, Щербін Арнольд Іванович, Нізяєв Георгій Іванович
МПК: C21C 7/00
Мітки: сталеплавильного, виробництва, сипучих, потокова, лінія, матеріалів, подання
Формула / Реферат:
Поточная линия для подачи сыпучих материалов сталеплавильного производства, содержащая установленные по ходу технологического процесса бункеры с загрузочными устройствами, у основании которых расположены соединенные между собой транспортерами и разгрузочными механизмами грохоты и питатели, совмещенные с бункерными весами, имеющими подающие элементы, закрепленные над приемными средствами транспортных систем, отличающаяся тем, что она...
Потокова лінія для підготування та подання шлакостворювальних сумішей у плавильний агрегат та сталерозливний ковш
Номер патенту: 3786
Опубліковано: 27.12.1994
Автори: Бельман Леонід Михайлович, Щербін Арнольд Іванович, Стороженко Анатолій Сергійович, Аріст Леонід Михайлович, Сахно Валерій Олександрович, Скорубський Леонід Моїсейович
МПК: C21C 7/00
Мітки: плавильній, шлакостворювальних, сталерозливний, сумішей, агрегат, потокова, підготування, лінія, подання, ковш
Формула / Реферат:
Поточная линия для подготовки и подачи шлакообразующих смесей в плавильный агрегат и сталеразливочный ковш, содержащая установленные по ходу технологического процесса приемные бункера с затворами, весовые дозаторы, сборные бункера, связанные между собой транспортерами с разгрузочными механизмами и течками, отличающаяся тем, что приемные бункера выполнены с наклонными течками, закрепленными под затворами, а поточная линия снабжена устройствами...
Потокова лінія для підготування та подання сипучих матеріалів у сталеплавильному виробництві
Номер патенту: 13578
Опубліковано: 25.04.1997
Автори: Скорубський Леонід Моісейович, Учитель Лев Михайлович, Щербін Арнольд Іванович, Аріст Леонід Михайлович
МПК: C21C 7/00
Мітки: потокова, матеріалів, виробництві, підготування, сипучих, лінія, подання, сталеплавильному
Формула / Реферат:
Поточная линия для подготовки и подачи сыпучих материалов в сталеплавильном производстве по авт.св. № 931756, отличающаяся тем, что, с целью повышения эффективности производства путем совмещения пооперационного ввода компонентов в плавильный агрегат и в сталеразливочный ковш, она снабжена дополнительно трубопроводными трактами и датчиками положения шиберов, причем трубопроводные тракты встроены верхними окончаниями в течки ввода...
Попередній патент: Універсальний функційний перетворювач
Наступний патент: Спосіб одержання багатокомпонентних фторидів
Випадковий патент: Комбінований трансформаторно-реакторний захисний пристрій з вольтододатковим і регулювальним трансформаторами